DE102004064110C5 - Zylinderkopfdichtung mit einer mehrteiligen Lage - Google Patents
Zylinderkopfdichtung mit einer mehrteiligen Lage Download PDFInfo
- Publication number
- DE102004064110C5 DE102004064110C5 DE102004064110.2A DE102004064110A DE102004064110C5 DE 102004064110 C5 DE102004064110 C5 DE 102004064110C5 DE 102004064110 A DE102004064110 A DE 102004064110A DE 102004064110 C5 DE102004064110 C5 DE 102004064110C5
- Authority
- DE
- Germany
- Prior art keywords
- cylinder head
- head gasket
- layer
- gasket according
- parts
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 238000002485 combustion reaction Methods 0.000 claims abstract description 43
- 239000010410 layer Substances 0.000 claims description 173
- 238000007789 sealing Methods 0.000 claims description 58
- 239000000463 material Substances 0.000 claims description 19
- 238000000576 coating method Methods 0.000 claims description 18
- 239000011248 coating agent Substances 0.000 claims description 14
- 239000002356 single layer Substances 0.000 claims description 11
- 238000003466 welding Methods 0.000 claims description 11
- 229920001971 elastomer Polymers 0.000 claims description 10
- 238000007373 indentation Methods 0.000 claims description 7
- 229910052751 metal Inorganic materials 0.000 claims description 5
- 239000002184 metal Substances 0.000 claims description 5
- 230000002093 peripheral effect Effects 0.000 claims description 4
- 238000005476 soldering Methods 0.000 claims description 4
- 229910000975 Carbon steel Inorganic materials 0.000 claims description 3
- 229910000639 Spring steel Inorganic materials 0.000 claims description 3
- 239000010962 carbon steel Substances 0.000 claims description 3
- 239000002826 coolant Substances 0.000 claims description 3
- 238000005260 corrosion Methods 0.000 claims description 3
- 230000007797 corrosion Effects 0.000 claims description 3
- 239000000314 lubricant Substances 0.000 claims description 3
- 229920001296 polysiloxane Polymers 0.000 claims description 3
- 229910001220 stainless steel Inorganic materials 0.000 claims description 3
- 239000000806 elastomer Substances 0.000 claims description 2
- 239000010935 stainless steel Substances 0.000 claims description 2
- 150000001875 compounds Chemical class 0.000 claims 1
- 239000013536 elastomeric material Substances 0.000 claims 1
- 239000012791 sliding layer Substances 0.000 claims 1
- 241000283216 Phocidae Species 0.000 description 41
- 238000004080 punching Methods 0.000 description 15
- 239000005060 rubber Substances 0.000 description 8
- 239000011324 bead Substances 0.000 description 6
- 238000004519 manufacturing process Methods 0.000 description 6
- 229910000831 Steel Inorganic materials 0.000 description 5
- 125000006850 spacer group Chemical group 0.000 description 5
- 239000010959 steel Substances 0.000 description 5
- 239000003566 sealing material Substances 0.000 description 4
- 239000002699 waste material Substances 0.000 description 4
- 238000000926 separation method Methods 0.000 description 3
- KUDUQBURMYMBIJ-UHFFFAOYSA-N 2-prop-2-enoyloxyethyl prop-2-enoate Chemical compound C=CC(=O)OCCOC(=O)C=C KUDUQBURMYMBIJ-UHFFFAOYSA-N 0.000 description 2
- 238000013461 design Methods 0.000 description 2
- 230000005484 gravity Effects 0.000 description 2
- 238000001746 injection moulding Methods 0.000 description 2
- 238000009434 installation Methods 0.000 description 2
- 238000011282 treatment Methods 0.000 description 2
- 229920002943 EPDM rubber Polymers 0.000 description 1
- 229920000181 Ethylene propylene rubber Polymers 0.000 description 1
- 229910019142 PO4 Inorganic materials 0.000 description 1
- 102000010292 Peptide Elongation Factor 1 Human genes 0.000 description 1
- 108010077524 Peptide Elongation Factor 1 Proteins 0.000 description 1
- 239000005062 Polybutadiene Substances 0.000 description 1
- 241000283139 Pusa sibirica Species 0.000 description 1
- 241000826860 Trapezium Species 0.000 description 1
- NIXOWILDQLNWCW-UHFFFAOYSA-N acrylic acid group Chemical group C(C=C)(=O)O NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 238000013459 approach Methods 0.000 description 1
- 230000006835 compression Effects 0.000 description 1
- 238000007906 compression Methods 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000004049 embossing Methods 0.000 description 1
- 229920002313 fluoropolymer Polymers 0.000 description 1
- 239000004811 fluoropolymer Substances 0.000 description 1
- 238000005246 galvanizing Methods 0.000 description 1
- 238000003780 insertion Methods 0.000 description 1
- 230000037431 insertion Effects 0.000 description 1
- 150000002739 metals Chemical class 0.000 description 1
- 238000000034 method Methods 0.000 description 1
- 238000005457 optimization Methods 0.000 description 1
- NBIIXXVUZAFLBC-UHFFFAOYSA-K phosphate Chemical compound [O-]P([O-])([O-])=O NBIIXXVUZAFLBC-UHFFFAOYSA-K 0.000 description 1
- 239000010452 phosphate Substances 0.000 description 1
- 238000007747 plating Methods 0.000 description 1
- 229920000058 polyacrylate Polymers 0.000 description 1
- 229920002857 polybutadiene Polymers 0.000 description 1
- 239000004810 polytetrafluoroethylene Substances 0.000 description 1
- 229920001343 polytetrafluoroethylene Polymers 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
- 239000000725 suspension Substances 0.000 description 1
- 238000001721 transfer moulding Methods 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
Images


Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16J—PISTONS; CYLINDERS; SEALINGS
- F16J15/00—Sealings
- F16J15/02—Sealings between relatively-stationary surfaces
- F16J15/06—Sealings between relatively-stationary surfaces with solid packing compressed between sealing surfaces
- F16J15/08—Sealings between relatively-stationary surfaces with solid packing compressed between sealing surfaces with exclusively metal packing
- F16J15/0818—Flat gaskets
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F02—COMBUSTION ENGINES; HOT-GAS OR COMBUSTION-PRODUCT ENGINE PLANTS
- F02F—CYLINDERS, PISTONS OR CASINGS, FOR COMBUSTION ENGINES; ARRANGEMENTS OF SEALINGS IN COMBUSTION ENGINES
- F02F11/00—Arrangements of sealings in combustion engines
- F02F11/002—Arrangements of sealings in combustion engines involving cylinder heads
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16J—PISTONS; CYLINDERS; SEALINGS
- F16J15/00—Sealings
- F16J15/02—Sealings between relatively-stationary surfaces
- F16J15/06—Sealings between relatively-stationary surfaces with solid packing compressed between sealing surfaces
- F16J15/067—Split packings
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16J—PISTONS; CYLINDERS; SEALINGS
- F16J15/00—Sealings
- F16J15/02—Sealings between relatively-stationary surfaces
- F16J15/06—Sealings between relatively-stationary surfaces with solid packing compressed between sealing surfaces
- F16J15/08—Sealings between relatively-stationary surfaces with solid packing compressed between sealing surfaces with exclusively metal packing
- F16J15/0818—Flat gaskets
- F16J15/0825—Flat gaskets laminated
- F16J15/0831—Flat gaskets laminated with mounting aids
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16J—PISTONS; CYLINDERS; SEALINGS
- F16J15/00—Sealings
- F16J15/02—Sealings between relatively-stationary surfaces
- F16J15/06—Sealings between relatively-stationary surfaces with solid packing compressed between sealing surfaces
- F16J15/08—Sealings between relatively-stationary surfaces with solid packing compressed between sealing surfaces with exclusively metal packing
- F16J15/0818—Flat gaskets
- F16J2015/0868—Aspects not related to the edges of the gasket
Landscapes
- Engineering & Computer Science (AREA)
- General Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Combustion & Propulsion (AREA)
- Gasket Seals (AREA)
Abstract
Description
- Die vorliegende Erfindung betrifft eine Zylinderkopfdichtung für einen Verbrennungsmotor, insbesondere einen Nutzfahrzeug-Verbrennungsmotor (NFZ-Verbrennungsmotor), aus einer metallischen Lage oder mehreren übereinander liegenden metallischen Lagen nach dem Oberbegriff des Anspruchs 1.
- Metallische Flachdichtungen werden bevorzugt zur Abdichtung bei hohen Beanspruchungen eingesetzt. Der Dichtspalt zwischen Zylinderkopf und Zylinderblock bei Brennkraftmaschinen bzw. Verbrennungsmotoren ist ein bevorzugtes Anwendungsgebiet dieses Dichtungstyps. Durch Ausbildung von Sicken in der oder den Metalllage(n) kann eine solche Flachdichtung eine gute Federungseigenschaft erhalten.
- Aus der
WO 01/96768 A1 - Weiterhin ist auch aus der
EP 0 927 881 A2 eine einlagige Zylinderkopfdichtung aus Metall bekannt. Diese ist ebenfalls mit jeweils einer die Zylinderdurchgangsöffnungen umgebenden Sicke versehen. - Die
DE 100 57 777 A1 zeigt mehrlagige Flachdichtungen mit Trennstellen. An den Trennstellen sind alle Lagen aufgetrennt, wobei die einzelnen Lagen jeweils versetzt zueinander aufgetrennt sind. - Werden metallische Zylinderkopfdichtungen für NFZ-Motoren eingesetzt, so weisen diese naturgemäß deutlich erhöhte Baugrößen im Vergleich zum PKW-Bereich auf oder sind alternativ als Einzelkopf-Zylinderkopfdichtung ausgeführt. Solche metallischen Zylinderkopfdichtungen können einlagig oder mehrlagig sein. Im mehrlagigen Fall weisen die Zylinderkopfdichtungen neben der Trägerlage (im Folgenden alternativ auch als Distanzblech oder dickenbildende Lage bezeichnet) weitere Lagen, wie beispielsweise aktive Lagen mit Federeigenschaften aus Stählen auf V2A-Basis und/oder Stopperlagen (beispielsweise aus duktilen Edelstählen oder unlegierten Kohlenstoffstählen) auf.
- Problematisch bei derartig großen Dichtungen, wie sie für komplette Reihen von Zylindern (in V- oder Reihenmotoren) eingesetzt werden, ist dann insbesondere, dass beim Ausstanzen der entsprechenden Durchgangsöffnungen aus der Distanzblechlage bzw. dem Trägerblech und/oder beim Ausstanzen der Kontur der Distanzblechlage aufgrund der oftmals (beispielsweise durch Auskragungen oder durch aufgrund von Anbauteilen wie z. B. der Kettenkasten-Abdichtung hervorstehender Abschnitte der dickenbildenden Lage bzw. Distanzblechlage) komplexen Geometrie der Dichtung in dieser Lagenebene ein relativ großer Materialverschleiß bzw. relativ große Mengen an Materialabfällen entstehen. Darüberhinaus ist auch das Handling derartig großer Distanzblechlagen problematisch.
- Die bekannten Einzellagendichtungen bestehen aus einer durchgehenden Trägerplatte, zum Teil mit gummiangespritzten Inserts. Somit können bei den bekannten Einzellagendichtungen Anbauteile wie z. B. Abdichtungen für Ketten- bzw. Räderkästen zwar in die Gesamtlage integriert werden, dies jedoch nur zum Preis erhöhten Rohmaterialverbrauchs (Stanzblechabfälle) bei der Herstellung.
- Die bekannten Einzellagendichtungen können auch zur Hinterlandabdichtung direkt angespritzt sein; unter dem Begriff des Hinterlandes wird dabei ausgehend von einer Zylinderdurchgangsöffnung der Dichtung der hinter der Abdichtung des Brennraums - beispielsweise mit Hilfe einer um die Durchgangsöffnung umlaufenden Sicke -liegende Bereich der Dichtung verstanden. Aufgrund der deutlich erhöhten Größe der Trägerplatte bei einer Mehrzylinderdichtung für Nutzfahrzeuge gegenüber Einzelzylinderdichtungen, wie sie bei Nutzfahrzeugen auch verwendet werden, kann das Anspritzen der Trägerplatten nur mit stark erhöhtem Aufwand mit den Anlagen für Einzelzylinderdichtungen durchgeführt werden. Bei dickeren Blechlagen können zudem die für das Stanzen der größeren Trägerplatte notwendigen Kräfte Probleme bereiten, Die geringeren Stückzahlen von Mehrzylinderdichtungen für Nutzfahrzeuge rechtfertigen oftmals nicht die Investitionen für separate Anlagen.
- Die EF 1 574 760 A1 offenbart eine Zylinderkopfdichtung mit einer geteilten Lage, deren Lagenteile stoffschlüssig miteinander verbunden sind.
- Die
DE 69 421 214 T2 offenbart eine metallische Dichtungsanordnung mit einer Dichtungslage, die zusätzlich Brennraumringe aufweist. - Die
DE 43 08 726 A1 offenbart ebenfalls eine Flachdichtung für Verbrennungskraftmaschinen, bei der im Bereich der Brennraumdurchgangsöffnung ein zusätzlicher Dichtring vorgesehen ist. Die Dichtungslage selbst erstreckt sich jedoch über sämtliche Brennraumdurchgangsöffnungen. - Die
US 4,976,225 A offenbart ebenfalls eine derartige Zylinderkopfdichtung. bei der sich eine Dichtungslage über sämtliche Brennraumöffnungen erstreckt, jedoch im Bereich der Brennräume ein zusätzlicher Dichtring angeordnet ist. - Die
WO 03/029703 A1 - Die
DE 100 57 777 A1 zeigt ihrerseits wiederum eine derartige mehrlagige Flachdichtung. Dio Lagen dieser Flachdichtung sind im Bereich des Kettenkastens jeweils aus zwei Elementen, die benachbart zueinander und formschlüssig sind, zusammengesetzt. - Ausgehend vom Stand der Technik ist es daher die Aufgabe der vorliegenden Erfindung, eine einlagige oder mehr als eine Lage umfassende metallische Zylinderkopfdichtung zur Verfügung zu stellen, bei der der Materialverschleiß minimiert wird, bei der das Handling verbessert wird und bei der dieselben Anlagen wie bei der Herstellung von Einzelzylinderdichtungen verwendet werden können.
- Diese Aufgabe wird durch die Zylinderkopfdichtung nach Anspruch 1 gelöst. Weitere vorteilhafte Ausgestaltungsformen der erfindungsgemäßen Zylinderkopfdichtung sind in den davon abhängigen Patentansprüchen beschrieben.
- Die erfindungsgemäße Aufgabe wird dadurch gelöst, dass eine geteilte Einlagendichtung vorgeschlagen wird, deren eine Lage bzw. deren Trägerlage bzw. distanzbildende Lage in ihrer Lagenebene in zwei oder mehrere metallische Lagenteile, die miteinander verbindbar bzw. verbunden sind, aufgeteilt ist (Unterteilung dieser Lagenebene in Abschnitte). Im Fall einer Einlagen-Zylinderkopfdichtung ist somit die einzige Lage geteilt.
- Die einzelnen Lagenteile können dann durch geeignete formschlüssige Verbindungsanordnungen (kurz: Verbindungen) zusammengesetzt werden.
- Beispiele für formschlüssige Verbindungen sind Schwalbenschwanzkontakte oder puzzleteilverbindungsförmige Verbindungen bzw. Verbindungselemente: Solche Elemente weisen ein erstes Mittel auf, welches an einem ersten Lagenteil angeordnet ist. Das erste Mittel weist an seiner dem zugehörigen ersten Lagenteil zugewandten Seite eine Einschnürung (Taille) auf und an der gegenüberliegenden, dem ersten Lagenteil abgewandten Seite eine Verbreiterung. Die Elemente weisen dann ein an einem zweiten (an das erste Lagenteil benachbart bzw. anliegend anzuordnenden) Lagenteil angeordnetes zweites Mittel auf: Das zweite Mittel ist als Negativform bzw. Hohlform zur formschlüssigen Aufnahme des ersten Mittels ausgestaltet. Kraftschlüssige Verbindungen entstehen, wenn Kontaktflächen zwischen den Lagenteilen mittels z. B. Schweißen oder Löten verbunden werden. Die einzelnen Abschnitte bzw. Lagenteile der Gesamtlage sind somit durch die beschriebenen Verbindungsanordnungen zusammenfügbar bzw. zusammengefügt.
- Häufig weist die Zylinderkopfdichtung bzw. ihre dickenbildende Lage in der bzw. den Lagenebene(n) eine komplexe geometrische Gesamtgrundform auf: beispielsweise kann sich diese komplexe geometrische Gesamtgrundform aus einer vergleichsweise einfachen geometrischen Grundform, insbesondere Im wesentlichen in Form eines Rechtecks, Dreiecks, Trapezes oder ähnliches und aus an dieser einfachen Grundform angeordneten Anbauteilen (z. B. für einen Räderkasten) in Form von Ausbuchtungen bzw. Auskragungen zusammensetzen. Der Begriff der Grundform wird hier für die Außenkontur (in der Lagenebene) eines Lagenteils, mehrerer verbundener Lagenteile oder der aus den miteinander verbundenen Lagenteilen der Gesamtlage, wie sie ohne Anordnung der Verbindungsanordnun gen bzw. ohne die durch die Verbindungsanordnungen verursachten Konturänderungen bestehen würde, verwendet. Insbesondere in einem solchen Fall ist es sinnvoll, dass die einzelnen Lagenteile dann einfache geometrische Grundformen aufweisen, so dass sich die komplexe Gesamtlage aus solchen einfachen Grundformen zusammensetzen lässt. So kann beispielsweise die Aufteilung der Gesamtträgerlage (im Folgenden kurz: Gesamtlage) in einzelne Lagenteile so erfolgen, dass die genannten Ausbuchtungen bzw. Auskragungen als eigene Lagenteile von der einfachen geometrischen Rest-Grundform abgetrennt werden.
- Erfindungsgemäße Zylinderkopfdichtungen mit einer mehrteiligen Trägerlage erlauben es, Dichtungsfamilien für Familien von Reihenmotoren (Vier- und Sechs-Zylinder) ebenso wie für V-Motoren (
V6 ,V8 undV12 ) in Modularbauweise herzustellen. Hierzu wird pro weiterem Zylinder ein Lagenteil mit Zylinderdurchgangsöffnung zwischen die Bauteile einer Dichtung für einen Motor, welcher einen Zylinder weniger aufweist, eingefügt. Dabei werden Standard-Lagenteile verwendet, die ggf. mit unterschiedlichen Inserts bestückt sein können. Bei Unterschieden von mehr als einem Zylinder, insbesondere bei einer Familie mit Vier- und Sechs-Zylinder-Reihenmotoren ist es auch möglich, ein einzelnes Lagenteil für beide zusätzlichen Zylinder bzw. Zylinderdurchgangsöffnungen vorzuhalten. - Durch die beschriebene Aufteilung der Trägerlage ist es auf einfache Art und Weise möglich, in diese Trägerlage Anbauteile wie z. B. eine Abdichtung für den Ketten- oder Räderkasten zu integrieren. Die Teilung erfolgt dann sinnvollerweise so, dass die Kasten-Abdichtung als ein Lagenteil ausgeführt wird bzw. dass die Kasten-Abdichtung als Lagenteil in die Gesamtlage mit Hilfe der beschriebenen Verbindungsanordnungen einknüpfbar ist. Die für die Kasten-Abdichtung bzw. den Kettenkasten oder Räderkasten vorzusehende Ausbuchtung, welche bei fehlender Aufteilung der Gesamtlage beim Ausstanzen der Trägerlagenform aus dem Rohblech ansonsten zu einem großen Materialverbrauch führt, kann damit durch Teilung der Gesamtlage in einen Kettenkastenteil und einen Restteil einfacher geometrischer Form verhindert werden. Der durch die Ausbuchtung des Kettenkastens verursachte Materialverschleiß wird somit verhindert.
- Entscheidend bei der vorliegenden Erfindung ist somit die Aufteilung der Trägerlage in mehrere Einzelteile bzw. die Verknüpfung von mehreren einzelnen Lagenteilen einer Trägerlage zu einer einstückigen Gesamtlage. Hierbei kann besonders vorteilhaft auch eine Einknüpfung von Anbauteilen, insbesondere eines Räderkasten- oder Kettenkasten-Abdichtteils am Trägerblech der Rest-Gesamtlage erfolgen. Eine Positionierung der einzelnen Lagonteile sowie eine Bestimmung der korrekten Einbauposition dieser Teile erfolgt dann wie beschrieben durch die vorteilhafterweise schwalbenschwanzförmigen bzw. puzzleteilverbindungsartigen Verbindungsanordnungen zwischen den einzelnen Lagenteilen, beispielsweise zwischen dem Räderkasten-Abdichtungsteil und einem anderen Trägerteil, beispielsweise einem eine Zylinderdurchgangsöffnung aufweisenden Trägerteil.
- Die Verbindung der einzelnen Lagenteile kann dann durch Verschweißen, Insbesondere durch Laserschweißen, mit Hilfe von Clips (Einklipsen des einen in das andere Teil) und/oder auch durch Löten und/oder durch Verstemmen erfolgen.
- Die Schweißung erfolge dabei stumpf an der Trennfuge, wobei ein Materialauftrag mit Hilfe der Gestaltung des Spalts zwischen den einzelnen Lagenteilen vermieden werden muss. Der Spalt weist hierfür vorzugsweise eine Dicke von etwa 0,1 mm auf. Beim Schweißen ergibt sich dann beispielsweise ein Schweißauftrag von etwa 0,07 mm. Außerdem kann auch hierdurch Material eingespart werden (Null auf Null-Stanzung wird möglich).
- Die Erfindung bietet den Vorteil, dass die einzelnen Lagenteile, insbesondere Anbauteile wie beispielsweise die Räderkasten- bzw. Kettenkasten-Abdichtungsteile der Trägerlage, als separate Einzelteile ausgeführt bzw. ausgestanzt werden können, welche dann aufgrund ihrer vergleichsweise geringen Bauteilabmessungen auch direkt angespritzt (mit einem elastomeren Dichtungsmaterial) ausgeführt werden können. Als Dichtungsmaterialien eignen sich Gummi, Silikon, Fluorpolymere (z. B, FPM, PFA oder MFA), NBR-Kautschuk (Acryl-Butadien-Kautschuk), EPDM-Kautschuk (Ethylen-Propylen-Kautschuk), ACM (Folyacrylat) oder EAM (Ethylen-Acrylat). Bevorzugte Applikationsverfahren sind Press-, Transfer- oder Spritzgießen. Die Einzelteile können somit zuerst mit einem elastomeren Dichtungsmaterial angespritzt werden und das Einbauen bzw. das Anschweißen an den restlichen Teil der Gesamtlage bzw. am restlichen Teil des Trägerblechs kann dann anschließend erfolgen. Die einzelnen Lagenteile lassen sich somit einfach direkt mit einem Dichtungsmaterial anspritzen. Vorteilhaft bei dieser Vorgehensweise ist zudem, dass mit Maschinen in für Einzelzylinderdichtungen üblichen Größen gearbeitet werden kann.
- Bei der erfindungsgemäßen metallischen Zylinderkopfdichtung können die metallischen Lagenteile auch Öffnungen bzw. Durchstanzungen aufweisen, in die vorzugsweise metallische Inserts vorzugsweise formschlüssig einsetzbar sind. Die Inserts können dann ihrerseits wiederum Durchgangsöffnungen aufweisen (an den entsprechenden Stellen in der jeweiligen Lagenebene weiterer metallischer Lagen, wie beispielsweise der Federstahllage, sind dann natürlich entsprechend ebenfalls Durchgangsöffnungen einzubringen). Solche Durchgangsöffnungen können beispielsweise als Kühl- oder Schmiermitteldurchgangsöffnung, Schraubendurchgangsöffnung oder Ventilsteuerteildurchgangsöffnung dienen, Diese Inserts können dann in das Trägerblech der metallischen Lagenteile eingeschweißt werden und an ihrem inneren, der Insert-Durchgangsöffnung zugewandten Rand oder nahe diesem Rand umlaufend mit einem Dichtungselement (z. 8. Elastomerraupe) versehen sein. Die Inserts dienen dann der Hinterlandabdichtung bzw. der Abdichtung von Durchgangsöffnungen, die nicht Zylinderdurchgangsöffnungen sind. Das Dichtungselement am Innenrand der Inserts, deren Durchgangsöffnungen nicht zur Abdichtung des Brennraums bzw. nicht als Zylinderdurchgangsöffnung dienen, kann in Form eines angespritzten Gummis ausgestaltet sein. Vorteilhafterweise sind die eingesetzten Inserts über Verbindungsanordnungen mit dem sie umgebenden Lagenteil verbunden, die entsprechend den Verbindungsanordnungen zwischen den einzelnen Lagenteilen ausgestaltet sind (beispielsweise schwalbenschwanzförmig bzw. puzzleteilverblndungsförmig).
- Auf entsprechende Art und Weise ist auch eine Entkopplung des Brennraumrings vom Trägerblechabschnitt eines Lagenteils möglich: Das Lagenteil weist eine Öffnung auf, in die vorzugsweise formschlüssig der Brennraumring eingesetzt werden kann. Der Brennraumring weist mehrere beispielsweise schwalbenschwanzförmig ausgestaltete Auswölbungen auf, welche formschlüssig (oder auch kraftschlüssig) in entsprechend gestaltete Einbuchtungen des den Brennraumring umgebenden Lagenteils eingreifen. Der Brennraumring ist dann beispielsweise mit einer Sicke versehen, welche nach dem Zusammenpressen des entsprechenden Lagenteils durch das Verschrauben von Zylinderkopf und Zylinderblock zur Abdichtung der entsprechenden Zylinderdurchgangsöffnung dient. Durch die Entkopplung des Brennraumrings vom Trägerblechabschnitt des umgebenden Lagenteils können unterschiedliche Materialien für den Brennraumring und für das Trägerblech bzw. das Lagenteil verwendet werden. Dies bietet den Vorteil, die benötigte Tonnage pro Hub zu minimieren, Spannungen im Trägerblech durch das Prägen zu umgehen, sowie Spannungen, welche im Betrieb durch Relativbewegungen des Zylinderkopfs und des Zylinderblocks (Buchse) und/oder der Zylinderkopfdichtung verursacht werden, abzubauen. Es ist ebenso möglich, Teile, die beim Ausstanzen anfallen, nach weiterem Stanzen als Inserts weiter zu verwenden.
- Die einzelnen metallischen Lagenteile, die metallischen Brennraumringe und/oder die metallischen Inserts können auch ganz oder teilweise beschichtet sein. Hierbei können unterschiedliche Beschlchtungsmaterialien verwendet werden (beispielsweise gleitfähige Beschichtungsfilme). Als Material für die Brennraumringe, Lagenteile und/oder Inserts können grundsätzlich alle schweißfähigen Metalle verwendet werden. Für die Brennraumringe werden bevorzugt hochwertige Stähle (Edelstahl oder kaltgewalzter C-Stahl höchster Güte, zum Teil beschichtet) verwendet. Für die Lagenteile kann günstigerer Stahl verwendet werden. Für die Inserts kann auch günstigerer Stahl zum Einsatz kommen, auch mit unterschiedlicher Blechstärke im Vergleich zu den Lagenteilen. Als Beschichtungsmaterialien können Gleitbeschichtungen (z. B. MoS2-haltige oder PTFEhaltige Beschichtungen) oder Elastomerbeschichtungen (beispielsweise FPM, NBR oder Silikon) eingesetzt werden. Unter Beschichtungen im Sinne der vorliegenden Anmeldung fallen auch Korrosionsschutzbehandiungen (beispielsweise Phosphatbehandlung, Aluplattierung oder Verzinkung).
- Die Beschichtung kann hierbei auf der Oberseite und/oder der Unterseite der genannten Teile erfolgen. Die Oberseite und die Unterseite sind diejenigen Oberflächen der Lagenteile, Brennraumringe und Inserts, welche im Wesentlichen in der bzw. den Lagenebene(n) angeordnet sind (senkrecht zur Durchgangsrichtung bzw. Durchstanzungsrichtung). Die in Durchgangsrichtung liegenden schmalseitigen Oberflächen der einzelnen Teile werden auch als Ränder bzw. umfangsseitige Ränder bezeichnet. Die Ausdehnung der einzelnen Teile in Durchgangsrichtung der Durchgangsöffnungen bzw. senkrecht zur Lagenebene bzw. zu den Lagenebenen wird auch als Dicke bezeichnet. Durch die Aufteilung der Trägerlage sind somit wie beschrieben auf einfache und kostengünstige Art und Weise unterschiedliche Beschichtungen für Brennraumringe und Lagenteile möglich.
- Für die erfindungsgemäß aufgeteilte Trägerlage werden Dicken von mindestens 0,3 mm vorgesehen, vorteilhafterweise werden Stahlbleche mit einer Dicke von 0,4 mm bis 2 mm eingesetzt. Die Baugröße der aus den einzelnen Lagenteilen zusammengefügten Gesamtlage beträgt vorteilhafterweise in einer Dimension in ihrer Lagenebene (Längsrichtung) zwischen etwa 500 mm und 1500 mm. Die erfindungsgemäß aufgeteilten Einlagendichtungen werden somit vor allem für NFZ-Verbrennungsmotoren eingesetzt.
- Neben den bereits beschriebenen Vorteilen weisen die erfindungsgemäßen Dichtungen vor allen Dingen die folgenden Vorteile auf:
- • Durch das Separieren der Trägerlage in einzelne Abschnitte bzw. Lagenteile können trotz der großen Längsausdehnung der Gesamtlage vorhandene Maschinen zur Herstellung verwendet werden.
- • Aus demselben Grund können unterschiedliche Fertigungskonzepte in einer Dichtung, beispielsweise auch zur Kettenkasten- bzw. Räderkastenabdichtungsoptimierung im Verbund eingesetzt werden.
- • Die Aufteilung bietet insbesondere auch den Vorteil, dass der Träger durch herkömmliches Stanzen hergestellt werden kann: Vorausberechnete Stanzkräfte bei nicht-aufgeteiltem Träger übersteigen demgegenüber die Möglichkeiten bestehender Stanzmaschinen bei weitem.
- • Die geteilte Trägerlage bietet große Handlingsvortolle. So lassen sich die einzelnen Lagenteile der mehrteiligen Gesamtlage wesentlich einfacher und kostengünstiger direkt mit einem Dichtungsmaterial wie Gummi anspritzen (Randabdichtung) als ein entsprechend größeres Gesamtlagenteil.
- • Die erfindungsgemäße Zylinderkopfdichtung bietet jedoch nicht nur die Vorteile optimaler Ausnutzung bestehender Fertigungsanlagen und des Einsatzes verschiedener Fertigungsverfahren (beispielsweise Anspritzen mit Gummi sowie Verwendung von Inserts), sondern bietet insbesondere auch den Vorteil der Materialoptimierung hinsichtlich sowohl der Auswahl verschiedener Materialeigenschaften (unterschiedliche Materialien für unterschiedliche Teile) als auch des benötigten Materialbedarfs: dadurch dass komplexe Grundformen der Gesamtlage in Ihrer Lagenebene in einfache geometrische Grundformen zerlegt werden können, ist durch geschickte geometrische Anordnung der einzelnen Lagenteile ein Ausstanzen der einzelnen Lagenteile aus dem Rohblech dergestalt möglich, dass möglichst geringe Mengen an Stanzabfällen entstehen.
- Eine erfindungsgemäße Dichtung kann wie in den nachfolgend beschriebenen Beispielen ausgestaltet sein oder verwendet werden.
- In den dargestellten Beispielen werden für gleiche oder sich entsprechende Elemente der erfindungsgemäßen Dichtung identische Bezugszeichen verwendet.
-
1 zeigt eine Draufsicht auf eine einlagige metallische Zylinderkopfdichtung. -
2 zeigt eine Draufsicht auf eine weitere einlagige Zylinderkopfdichtung. -
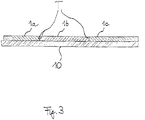
3 zeigt einen Schnitt durch eine mehrlagige Zylinderkopfdichtung, welche zwei Lagen aufweist. - Die
1 zeigt eine erfindungsgemäße einlagige metallische Zylinderkopfdichtung für einen Verbrennungsmotor eines Nutzfahrzeugs mit aufgeteilter Trägerlage. Die gezeigte geteilte Gesamtlage der einlagigen Zylinderkopfdichtung kann jedoch ebenso als aufgeteilte Trägerlage einer mehrlagigen metallischen Zylinderkopfdichtung eingesetzt werden. Die Dichtung weist insgesamt acht einzelne Lagenteile1a bis1h auf, welche zur Gesamtlage zusammengefügt wurden. Da die gezeigte Dichtung nur eine Lage aufweist, werden im Folgenden die Lagenteile auch als Dichtungsteile bezeichnet. Die Gesamtlage wird entsprechend als Gesamtdichtung bezeichnet. Das Lagenteil1a bildet hierbei eine Kettenkastenabdichtung. Die Dichtungsteile1b bis1g sind jeweils mit einer Zylinderdurchgangsöffnung7 versehen. Die Dichtungsteile1a bis1g sind im Wesentlichen in einer Richtung (Längsrichtung) benachbart aneinander und hintereinander angeordnet (in der Zeichnungsebene die Vertikalrichtung). Die korrekte formschlüssige Anordnung und relative Positionierung sowie das Einknöpfen jeweils benachbarter Teile zueinander bzw. ineinander geschieht jeweils über umfangsseitig an den einem benachbarten Dichtungsteil zugewandten Ränderabschnitten eines Dichtungsteils angeordnete Verbindungsanordnungen2 . - Eine solche Verbindungsanordnung
2 besteht aus einer schwalbenschwanzförmigen oder puzzleteilverbindungsförmigen Auswölbung (d. h. einer Auswölbung, welche an ihrem dem Zentrum bzw. dem Schwerpunkt des zugehörigen Dichtungsteils zugewandten Abschnitt eine Taillierung bzw. Einschnürung2c und welche an ihrem diesem Zentrum bzw. Schwerpunkt abgewandten Abschnitt des zugehörigen Dichtungsteils eine Verbreiterung2d aufweist) die in der einzigen Lagenebene außenumfangsseitig an einem ersten Dichtungsteil in der Lagenebene angeordnet ist. Ein benachbart zum ersten Dichtungsteil und angrenzend an dieses anzuordnendes zweites Dichtungsteil weist in der Lagenebene eine entsprechende Einbuchtung bzw. Negativform2b auf, welche ein Eingreifen der schwalbenschwanzförmigen Auswölbung2a des ersten Dichtungsteils erlaubt. Durch mehrere (mindestens zwei) solcher Verbindungsanordnungen2 ist eine passgenaue und korrekte relative Positionierung zweier benachbarter Dichtungsteile1 zueinander möglich. Die Dichtungsteile1a bis1h werden jeweils samt der an ihnen angeordneten Auswölbungen2a und/oder Einbuchtungen2b einstückig aus einem Stanzblech ausgestanzt. Nach der Positionierung können benachbarte Teile dann verschweißt werden. - Wie in der Figur zu erkennen ist, weist das Dichtungsteil
1b an seiner Oberkante insgesamt vier viertelkreisförmige bzw. halbkreisförmige Ausbuchtungen3 auf. Diese Ausbuchtungen3 dienen zur Vereinfachung der korrekten Positionierung bzw. angrenzenden Anordnung des Dichtungsteils1a an dem ihm benachbarten Dichtungsteil1b . - Bei den Dichtungsteilen
1b bis1g , welche jeweils eine Zylinderdurchgangsöffnung7 aufweisen, ist diese jeweils mit Hilfe eines Brennraumrings4 realisiert. Der Brennraumring4 weist an seinem Außenumfang hierzu jeweils vier schwalbenschwanzförmige Auswölbungen2a auf. Das Dichtungsteil1 weist eine Öffnung auf, welche an ihrem Rand4 entsprechende Einbuchtungen (Schwalbenschwanz-Negativform) aufweist, so dass diese Öffnung ein formschlüssiges Einsetzen des Brennraumrings samt seiner vier Auswölbungen2a erlaubt. Der Brennraumring4 kann dann an dem ihn umgebenden Dichtungsteil1 festgeschweißt werden (ebenso wie zwei benachbarte Dichtungsteile nach der Positionierung verschweißt werden können). - Die Figur zeigt darüberhinaus auch weitere Durchgangsöffnungen (beispielsweise für Kühlmittel oder Schmiermittel), welche mit Hilfe von Inserts
5 realisiert sind. Die entsprechenden Dichtungsteile1c bzw.1g weisen hierzu Ausstanzöffnungen auf. Die Ränder der Ausstanzöffnungen sind mit vier schwalbenschwanzförmigen Einbuchtungen2b versehen. Die metallischen Inserts5a und5b , im wesentlichen Ringe, weisen an ihrem Außenumfang in Lagenebene angeordnete schwalbenschwanzförmige Auswölbungen2a auf, welche formschlüssig in die Einbuchtungen2b der Stanzöffnung eingreifen können. Die Verbindungsanordnungen2 ermöglichen so, wie bei den einzelnen Dichtungsteiler, beschrieben, ein formschlüssiges Eingreifen und ein exaktes Positionieren der Inserts5 in den entsprechenden Stanzöffnungen der Dichtungsteile1 . Das Insert5b zeigt eine Variante, bei dem der entsprechende Insertring innenumfangsseitig (d. h. der Durchgangsöffnung8 zugewandt) mit einem Dichtungselement in Form einer angespritzten Gummidichtung6a versehen ist (Hinterlandabdichtung). - Wie bei dem Dichtungsteil
1a (Kettenkastenabdichtung) gezeigt, und bei dem benachbarten Dichtungsteil1b angedeutet, können auch die einzelnen Dichtungsteile außenumfangsseitig an denjenigen Außenkantenabschnitten, welche nicht an benachbarte Dichtungsteile angrenzend anzuordnen sind, mit einer angespritzten Gummidichtung6b versehen sein. - Wie an dem Beispiel klar zu erkennen ist, bietet die Aufteilung der Gesamtlage in die einzelnen Dichtungsteile
1a bis1h den Vorteil, dass eine komplexe geometrische Grundform auf einfache geometrische Grundformen reduziert werden kann: Bereits durch Auftrennung der Gesamtlage in die Dichtungsteile1a (Kettenkastenabdichtung), die Untereinheit1b bis1g und das Dichtungsteil1h ist die Komplexe Grundform auf drei vergleichsweise einfache Grundformen reduziert: Die im wesentlichen quaderförmige Grundform1a , die im wesentlichen quaderförmige Grundform der Einheit1b bis1g sowie die im Wesentlichen kreisförmige Grundform1h . Durch Optimierung der Anordnung dieser Grundformen im für die Trägerlage vorgesehenen Rohblech, kann beim Ausstanzen der einzelnen Grundformen aus dem Rohblech der Stanzabfall minimiert werden. Das Dichtungsteil1 h dient der Abdichtung eines konstruktlonsbedingt auskragenden Durchtritts für Wasser oder Öl im Hinterland. - Im Gegensatz zu
1 , welche eine formschlüssige Verbindung über Schwalbenschwanzkontakte zeigt (mit deren Hilfe die einzelnen Dichtungsteile korrekt positioniert werden und anschließend verschweißt werden) zeigt2 , welche ebenfalls eine Einlagen-Zylinderkopfdichtung zeigt, eine rein kraftschlüssige Verbindung. Die beiden Dichtungsteile bzw. Dichtungsteile1a und1b (Dichtungsteil bzw. Dichtungsplatte1b weist zwei Zylinderdurchgangsöffnungen7 auf, Dichtungsteil1a ist eine Räderkasten-Abdichtung) sind über zwei Kontaktflächen9a und9b zwischen den beiden Dichtungsteilen1a und1b durch Verschweißen bzw. Schweißnähte miteinander fest verbunden. Die Verbindung an den Kontaktstellen9a und9b kann alternativ hierzu auch durch Löten erfolgen. -
3 zeigt nun eine mehrlagige Zylinderkopfdichtung in Form einer zweilagigen Zylinderkopfdichtung. Die gezeigte Zylinderkopfdichtung weist eine geteilte Trägerlage1 (Lagenteile1a ,1b und1c) sowie eine nicht geteilte, durchgehende zweite metallische Lage10 auf. Die beiden metallischen Lagen1 und10 sind unmittelbar angrenzend aneinander und übereinander angeordnet. Zu erkennen sind ebenfalls die mit T bezeichneten Verbindungsstellen, an denen die einzelnen Lagenteile1a ,1b und1c zur Trägerlage1 verbunden sind.
Claims (56)
- Metallische Zylinderkopfdichtung für einen Verbrennungsmotor umfassend genau eine metallische Lage, wobei die Zylinderkopfdichtung mit mehreren Zylinderdurchgangsöffnungen (7) versehen ist, und die genau eine metallische Lage in ihrer Lagenebene mindestens zwei metallische Lagenteile (1b, 1c) (erstes und zweites Lagenteil) aufweist, die jeweils mit mindestens einer Zylinderdurchgangsöffnung versehen und miteinander formschlüssig verbunden sind, wobei die Dicke der die mindestens zwei Lagenteile (1b, 1c) aufweisenden-Gesamtlage (1) senkrecht zu ihrer Lagenebene mindestens 0,3 mm beträgt.
- Zylinderkopfdichtung nach dem vorhergehenden Anspruch, wobei die Dicke der die mindestens zwei Lagenteile (1b, 1c) aufweisenden Gesamtlage (1) senkrecht zu ihrer Lagenebene unter 5 mm beträgt.
- Zylinderkopfdichtung nach einem der vorhergehenden Ansprüche, wobei die räumliche Ausdehnung der die mindestens zwei Lagenteile (1b, 1c) aufweisenden Gesamtlage (1) bzw. der Zylinderkopfdichtung in einer Dimension in ihrer Lagenebene bzw. in den Lagenebenen über 200 mm beträgt.
- Zylinderkopfdichtung nach einem der vorhergehenden Ansprüche, wobei die räumliche Ausdehnung der die mindestens zwei Lagenteile (1b, 1c) aufweisenden Gesamtlage (1) bzw. der Zylinderkopfdichtung in einer Dimension in ihrer Lagenebene bzw. in den Lagenebenen unter 2000 mm beträgt.
- Zylinderkopfdichtung nach einem der vorhergehenden Ansprüche, wobei die Zylinderkopfdichtung eine Nutzfahrzeugverbrennungsmotorzylinderkopfdichtung ist.
- Zylinderkopfdichtung nach einem der vorhergehenden Ansprüche, wobei die mindestens zwei Lagenteile (1b, 1c) separat herstellbar und anschließend konstruktiv zu der Gesamtlage (1) zusammensetzbar sind.
- Zylinderkopfdichtung nach dem vorhergehenden Anspruch, wobei die mindestens zwei Lagenteile (1b, 1c) separat aus einem Rohblech ausstanzbar sind.
- Zylinderkopfdichtung nach dem vorhergehenden Anspruch, wobei die mindestens eine formschlüssige Verbindungsanordnung (2) ein an dem ersten Lagenteil angeordnetes erstes Mittel (2a) und ein an dem zweiten Lagenteil angeordnetes, zur Verbindung mit dem ersten Mittel ausgestaltetes zweites Mittel (2b) aufweist.
- Zylinderkopfdichtung nach einem der beiden vorhergehenden Ansprüche, wobei die mindestens eine Verbindungsanordnung eine an dem ersten Lagenteil angeordnete Auswölbung (2a) und eine an einem mit dem ersten Lagenteil verbindbaren und/oder verbundenen Abschnitt des zweiten Lagenteils angeordnete, für das formschlüssige und/oder kraftschlüssige Eingreifen der Auswölbung des ersten Lagenteils ausgestaltete Einbuchtung (2b) aufweist.
- Zylinderkopfdichtung nach dem vorhergehenden Anspruch, dadurch gekennzeichnet, dass die Auswölbung eine schwalbenschwanzförmige oder eine an ihrem vom Zentrum des ersten Lagenteils entfernt angeordneten Ende verbreiterte Auswölbung ist.
- Zylinderkopfdichtung nach einem der
Ansprüche 8 bis10 , wobei mindestens eine der Verbindungsanordnungen zumindest teilweise an einer Ausbuchtung des ersten Lagenteils angeordnet ist, welche zur daran angrenzenden Anordnung des zweiten Lagenteils bzw. eines Abschnitts desselben dient. - Zylinderkopfdichtung nach einem der vorhergehenden Ansprüche, wobei mindestens eines der Lagenteile zumindest teilweise als Anbauteil ausgeführt ist.
- Zylinderkopfdichtung nach dem vorhergehenden Anspruch, wobei mindestens eines der Lagenteile zumindest teilweise als Räderkasten- und/oder Kettenkasten-Abdichtungsteil (1a) ausgeführt ist.
- Zylinderkopfdichtung nach einem der vorhergehenden Ansprüche, wobei in mindestens eine der Zylinderdurchgangsöffnungen in den Lagenteilen ein zumindest einlagiger Brennraumring (4), insbesondere ein Brennraumring mit im Bereich seines Außenumfangs gegenüber der Dicke, d.h. der Ausdehnung im Wesentlichen senkrecht zur Lagenebene bzw. zu den Lagenebenen, der die mindestens zwei Lagenteile (1b, 1c) aufweisenden Gesamtlage (1) und/oder der Zylinderkopfdichtung erhöhter Dikke, formschlüssig und/oder kraftschlüssig einsetzbar und/oder eingesetzt ist.
- Zylinderkopfdichtung nach einem der vorhergehenden
Ansprüche 14 , wobei der Brennraumring zumindest teilweise aus einem anderen Material besteht als das den Brennraumring umgebende Lagenteil. - Zylinderkopfdichtung nach einem der
Ansprüche 14 bis15 , wobei der Brennraumring auf mindestens einer oberen und/oder unteren Oberfläche und/oder umfangsseitig zumindest partiell mit einer Beschichtung versehen ist. - Zylinderkopfdichtung nach dem vorhergehenden Anspruch, wobei die Beschichtung eine Korrosionsschutzschicht und/oder eine Gleitbeschichtung ist.
- Zylinderkopfdichtung nach einem der vorhergehenden Ansprüche, wobei mindestens eines der Lagenteile auf mindestens einer oberen und/oder unteren Oberfläche und/oder umfangsseitig zumindest partiell mit einer Beschichtung versehen ist.
- Zylinderkopfdichtung nach einem der
Ansprüche 16 bis18 , wobei die Beschichtung einen Elastomer-Beschichtungsfilm und/oder einen Gleitschichtfilm und/oder einen Korrosionsschutzfilm aufweist. - Zylinderkopfdichtung nach einem der
Ansprüche 16 bis19 , wobei die Beschichtung eine Dicke über 1 µm aufweist. - Zylinderkopfdichtung nach dem vorhergehenden Anspruch, wobei die Beschichtung eine Dicke über 5 µm aufweist.
- Zylinderkopfdichtung nach einem der
Ansprüche 16 bis21 , wobei die Beschichtung eine Dicke unter 100 µm aufweist. - Zylinderkopfdichtung nach dem vorhergehenden An-spruch, wobei die Beschichtung eine Dicke unter 25 µm aufweist.
- Zylinderkopfdichtung nach einem der vorhergehenden Ansprüche, wobei mindestens eines der Lagenteile bzw. die Zylinderkopfdichtung mindestens eine weitere Durchgangsöffnung aufweist.
- Zylinderkopfdichtung nach dem vorhergehenden Anspruch, wobei die weitere Durchgangsöffnung eine Kühl- oder Schmiermitteldurchgangsöffnung, Schraubendurchgangsöffnung oder eine Ventilsteuerteildurchgangsöffnung ist.
- Zylinderkopfdichtung nach einem der vorhergehenden Ansprüche, wobei mindestens eines der Lagenteile und/oder die Zylinderkopfdichtung mindestens eine Öffnung aufweist, wobei in mindestens eine dieser Öffnungen ein Insert (5) eingesetzt ist.
- Zylinderkopfdichtung nach dem vorhergehenden Anspruch, wobei die Öffnung eine Ausstanzung ist.
- Zylinderkopfdichtung nach einem der
Ansprüche 26 und27 , wobei der Außenumfangsbereich des Inserts (5) mit dem Randbereich der Öffnung des ihn umgebenden Lagenteils über eine Verbindungsanordnung entsprechend einem derAnsprüche 10 bis13 verbindbar und/oder verbunden ist. - Zylinderkopfdichtung nach einem der
Ansprüche 26 bis28 , wobei das Insert (5) mindestens eine weitere Durchgangsöffnung (8) aufweist. - Zylinderkopfdichtung nach dem vorhergehenden Anspruch, wobei die mindestens eine weitere Durchgangsöffnung eine Kühl- oder Schmiermitteldurchgangsöffnung, Schraubendurchgangsöffnung oder eine Ventilsteuerteildurchgangsöffnung ist.
- Zylinderkopfdichtung nach einem der
Ansprüche 24 bis25 und29 bis30 , wobei mindestens eine der weiteren Durchgangsöffnungen (8) ein Dichtungselement (6a) aufweist. - Zylinderkopfdichtung nach dem vorhergehenden Anspruch, wobei mindestens eine der weiteren Durchgangsöffnungen (8) ein an ihrem Rand umlaufend angeordnetes Dichtungselement aufweist.
- Zylinderkopfdichtung nach
Anspruch 31 oder32 , wobei mindestens eine der weiteren Durchgangsöffnungen (8) ein angespritztes Dichtungselement aufweist. - Zylinderkopfdichtung nach einem der
Ansprüche 26 bis33 , wobei das Insert (5) im Wesentlichen ringförmig ist. - Zylinderkopfdichtung nach einem der
Ansprüche 26 bis34 , wobei das Insert (5) im Wesentlichen aus Metall ist. - Zylinderkopfdichtung nach einem der vorhergehen-den Ansprüche, wobei mindestens ein Insert und/oder eines der Lagenteile und/oder die Zylinderkopfdichtung ein Dichtungselement aufweist.
- Zylinderkopfdichtung nach dem vorhergehenden Anspruch, wobei mindestens ein Insert und/oder eines der Lagenteile und/oder die Zylinderkopfdichtung ein umfangsseitig an seinem bzw. ihrem Rand zumindest teilweise umlaufend angeordnetes Dichtungselement aufweist.
- Zylinderkopfdichtung nach einem der beiden vorhergehenden Ansprüche, wobei mindestens ein Insert und/oder eines der Lagenteile und/oder die Zylinderkopfdichtung ein angespritztes Dichtungselement (6b) aufweist.
- Zylinderkopfdichtung nach einem der
Ansprüche 31 bis33 und36 bis38 , wobei das Dichtungselement einen elastomeren Werkstoff aufweist. - Zylinderkopfdichtung nach dem vorhergehenden Anspruch, wobei das Dichtungselement Silikon aufweist.
- Zylinderkopfdichtung nach einem der vorhergehenden Ansprüche, wobei die mindestens zwei Lagenteile (1b, 1c) in ihrer Lagenebene jeweils eine dergestaltige Grundform aufweisen, dass bei geeigneter und diesen Grundformen entsprechender Unterteilung eines Rohblechs oder eines Teils davon bei der Gewinnung der Lagenteile (1b, 1c) aus diesem Rohblech minimaler Rohblechausschuss entsteht.
- Zylinderkopfdichtung nach einem der vorhergehenden Ansprüche, wobei die die mindestens zwei Lagenteile (1b, 1c) aufweisende Gesamtlage (1) eine Edelstahl- oder Kohlenstoffstahllage ist.
- Zylinderkopfdichtung nach einem der vorhergehenden Ansprüche, wobei mindestens eine der metallischen Lagen eine Federstahllage ist.
- Zylinderkopfdichtung nach dem vorhergehenden Anspruch, wobei die mindestens eine der metallischen Lagen eine Federstahllage auf V2A-Basis ist.
- Zylinderkopfdichtung nach einem der vorhergehenden Ansprüche, wobei die räumliche Ausdehnung der die mindestens zwei Lagenteile (1b, 1c) aufweisenden Gesamtlage (1) bzw. der Zylinderkopfdichtung in einer Dimension in ihrer Lagenebene bzw. in den Lagenebenen über 500 mm beträgt.
- Zylinderkopfdichtung nach einem der vorhergehenden Ansprüche, wobei die räumliche Ausdehnung der die mindestens zwei Lagenteile (1b, 1c) aufweisenden Gesamtlage (1) bzw. der Zylinderkopfdichtung in einer Dimension in ihrer Lagenebene bzw. in den Lagenebenen unter 1500 mm beträgt.
- Zylinderkopfdichtung nach einem der vorhergehenden Ansprüche, wobei die räumliche Ausdehnung eines Lagenteils in einer Dimension in der Gesamtlagenebene (1) über 350 mm beträgt.
- Zylinderkopfdichtung nach einem der vorhergehenden Ansprüche, wobei die räumliche Ausdehnung eines Lagenteils in einer Dimension in der Gesamtlagenebene (1) unter 500 mm beträgt.
- Zylinderkopfdichtung nach einem der vorhergehenden Ansprüche, wobei die Dicke der die mindestens zwei Lagenteile (1b, 1c) aufweisenden Gesamtlage (1) senkrecht zu ihrer Lagenebene über 0,4 mm beträgt.
- Zylinderkopfdichtung nach einem der vorhergehenden Ansprüche, wobei die Dicke der die mindestens zwei Lagenteile (1b, 1c) aufweisenden Gesamtlage (1) senkrecht zu ihrer Lagenebene unter 2 mm beträgt.
- Zylinderkopfdichtung nach einem der vorhergehenden Ansprüche, wobei mindestens zwei der Lagenteile und/oder einer der Brennraumringe und/oder eines der Inserts und das ihn bzw. es umgebende Lagenteil durch Verschweißen oder Löten oder Clipsen und/oder durch Verstemmen miteinander verbunden sind.
- Zylinderkopfdichtung nach dem vorhergehenden Anspruch, wobei mindestens zwei der Lagenteile und/oder einer der Brennraumringe und/oder eines der Inserts und das ihn bzw. es umgebende Lagenteil durch Laserschweißen miteinander verbunden sind.
- Zylinderkopfdichtung nach einem der vorhergehenden Ansprüche, wobei die Fuge bzw. der Spalt zwischen den zwei Lagenteilen und/oder dem Brennraumring und/oder dem Insert und dem ihn bzw. es umgebenden Lagenteil zumindest teilweise geometrisch so ausgestaltet ist, dass beim Verschweißen ein Materialauftrag vermeidbar ist bzw. kein Materialauftrag erfolgt ist.
- Zylinderkopfdichtung nach dem vorhergehenden Anspruch, wobei die Fuge bzw. der Spalt zumindest teilweise eine Breite über 0,05 mm aufweist.
- Zylinderkopfdichtung nach einem der beiden vorhergehenden Ansprüche, wobei die Fuge bzw. der Spalt zumindest teilweise eine Breite unter 0,5 mm aufweist.
- Zylinderkopfdichtung nach dem vorhergehenden Anspruch, wobei die Fuge bzw. der Spalt zumindest teilweise eine Breite von 0,1 mm aufweist.
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102004064110.2A DE102004064110C5 (de) | 2004-08-23 | 2004-08-23 | Zylinderkopfdichtung mit einer mehrteiligen Lage |
| DE102004040784.3A DE102004040784C5 (de) | 2004-08-23 | 2004-08-23 | Zylinderkopfflachdichtung mit einer mehrteiligen Lage |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102004064110.2A DE102004064110C5 (de) | 2004-08-23 | 2004-08-23 | Zylinderkopfdichtung mit einer mehrteiligen Lage |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| DE102004064110B4 DE102004064110B4 (de) | 2014-10-23 |
| DE102004064110C5 true DE102004064110C5 (de) | 2019-04-04 |
Family
ID=51629172
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| DE102004064110.2A Expired - Lifetime DE102004064110C5 (de) | 2004-08-23 | 2004-08-23 | Zylinderkopfdichtung mit einer mehrteiligen Lage |
Country Status (1)
| Country | Link |
|---|---|
| DE (1) | DE102004064110C5 (de) |
Citations (22)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3874675A (en) * | 1973-08-20 | 1975-04-01 | Dana Corp | Metallic gasket assembly |
| GB1412141A (en) * | 1972-01-13 | 1975-10-29 | Engineering Components Ltd | Gaskets |
| US4976225A (en) | 1989-12-11 | 1990-12-11 | Cummins Engine Company, Inc. | Cylinder head gasket for an internal combustion engine |
| DE4010991A1 (de) * | 1990-04-05 | 1991-10-24 | Goetze Ag | Metallische flachdichtung, insbesondere zylinderkopfdichtung |
| EP0464888A1 (de) * | 1990-07-02 | 1992-01-08 | Ishikawa Gasket Co. Ltd. | Abdichtung mit weichen und harten Dichtungsschichten |
| DE4109951A1 (de) * | 1991-03-26 | 1992-10-01 | Reinz Dichtungs Gmbh | Blech-elastomer-flachdichtung |
| DE4142600A1 (de) * | 1991-12-21 | 1993-07-15 | Lechler Elring Dichtungswerke | Zylinderkopfdichtung |
| DE4308726A1 (de) | 1993-03-19 | 1993-12-02 | Lechler Elring Dichtungswerke | Flachdichtung für Verbrennungskraftmaschinen |
| JPH07208606A (ja) * | 1994-01-24 | 1995-08-11 | Toyota Motor Corp | 多気筒内燃機関のシリンダヘッドガスケット |
| DE4417840A1 (de) * | 1994-05-20 | 1995-11-23 | Reinz Dichtungs Gmbh | Flachdichtungs-Körper |
| JPH08285080A (ja) * | 1995-04-12 | 1996-11-01 | Nippon Riikuresu Kogyo Kk | シリンダーヘッドガスケット |
| EP0927881A1 (de) | 1998-01-02 | 1999-07-07 | Carrare (Sté à responsabilité limitée) | Analysegerät für Quecksilber |
| DE69421214T2 (de) | 1993-07-07 | 2000-04-13 | Nippon Leakless Industry Co. Ltd., Tokio/Tokyo | Metalldichtung |
| US6155045A (en) * | 1997-11-26 | 2000-12-05 | Heinrich Gillet Gmbh & Co. Kg | Engine flange |
| US6189895B1 (en) * | 1998-03-18 | 2001-02-20 | Ishikawa Gasket Co., Ltd. | Metal gasket with sealing and connecting sections |
| WO2001096768A1 (de) | 2000-06-15 | 2001-12-20 | Reinz-Dichtungs-Gmbh & Co. Kg | Flachdichtung und verfahren zu ihrer herstellung |
| EP1209383A2 (de) * | 2000-11-24 | 2002-05-29 | Federal-Mogul Sealing Systems GmbH | Metallische Zylinderkopfdichtung |
| DE10057777A1 (de) | 2000-11-22 | 2002-06-06 | Elringklinger Ag | Mehrlagige Flachdichtung |
| JP2002295681A (ja) * | 2001-03-30 | 2002-10-09 | Nichias Corp | 金属ガスケット |
| EP1277994A2 (de) * | 2001-07-19 | 2003-01-22 | Ishikawa Gasket Co. Ltd. | Kopfdichtung |
| WO2003029703A1 (fr) | 2001-09-28 | 2003-04-10 | Carl Freudenberg Kg | Joint de culasse comprenant un stoppeur bord a bord lie par agrafage |
| EP1574760A1 (de) * | 2004-03-08 | 2005-09-14 | Ishikawa Gasket Co. Ltd. | Dichtung |
-
2004
- 2004-08-23 DE DE102004064110.2A patent/DE102004064110C5/de not_active Expired - Lifetime
Patent Citations (22)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB1412141A (en) * | 1972-01-13 | 1975-10-29 | Engineering Components Ltd | Gaskets |
| US3874675A (en) * | 1973-08-20 | 1975-04-01 | Dana Corp | Metallic gasket assembly |
| US4976225A (en) | 1989-12-11 | 1990-12-11 | Cummins Engine Company, Inc. | Cylinder head gasket for an internal combustion engine |
| DE4010991A1 (de) * | 1990-04-05 | 1991-10-24 | Goetze Ag | Metallische flachdichtung, insbesondere zylinderkopfdichtung |
| EP0464888A1 (de) * | 1990-07-02 | 1992-01-08 | Ishikawa Gasket Co. Ltd. | Abdichtung mit weichen und harten Dichtungsschichten |
| DE4109951A1 (de) * | 1991-03-26 | 1992-10-01 | Reinz Dichtungs Gmbh | Blech-elastomer-flachdichtung |
| DE4142600A1 (de) * | 1991-12-21 | 1993-07-15 | Lechler Elring Dichtungswerke | Zylinderkopfdichtung |
| DE4308726A1 (de) | 1993-03-19 | 1993-12-02 | Lechler Elring Dichtungswerke | Flachdichtung für Verbrennungskraftmaschinen |
| DE69421214T2 (de) | 1993-07-07 | 2000-04-13 | Nippon Leakless Industry Co. Ltd., Tokio/Tokyo | Metalldichtung |
| JPH07208606A (ja) * | 1994-01-24 | 1995-08-11 | Toyota Motor Corp | 多気筒内燃機関のシリンダヘッドガスケット |
| DE4417840A1 (de) * | 1994-05-20 | 1995-11-23 | Reinz Dichtungs Gmbh | Flachdichtungs-Körper |
| JPH08285080A (ja) * | 1995-04-12 | 1996-11-01 | Nippon Riikuresu Kogyo Kk | シリンダーヘッドガスケット |
| US6155045A (en) * | 1997-11-26 | 2000-12-05 | Heinrich Gillet Gmbh & Co. Kg | Engine flange |
| EP0927881A1 (de) | 1998-01-02 | 1999-07-07 | Carrare (Sté à responsabilité limitée) | Analysegerät für Quecksilber |
| US6189895B1 (en) * | 1998-03-18 | 2001-02-20 | Ishikawa Gasket Co., Ltd. | Metal gasket with sealing and connecting sections |
| WO2001096768A1 (de) | 2000-06-15 | 2001-12-20 | Reinz-Dichtungs-Gmbh & Co. Kg | Flachdichtung und verfahren zu ihrer herstellung |
| DE10057777A1 (de) | 2000-11-22 | 2002-06-06 | Elringklinger Ag | Mehrlagige Flachdichtung |
| EP1209383A2 (de) * | 2000-11-24 | 2002-05-29 | Federal-Mogul Sealing Systems GmbH | Metallische Zylinderkopfdichtung |
| JP2002295681A (ja) * | 2001-03-30 | 2002-10-09 | Nichias Corp | 金属ガスケット |
| EP1277994A2 (de) * | 2001-07-19 | 2003-01-22 | Ishikawa Gasket Co. Ltd. | Kopfdichtung |
| WO2003029703A1 (fr) | 2001-09-28 | 2003-04-10 | Carl Freudenberg Kg | Joint de culasse comprenant un stoppeur bord a bord lie par agrafage |
| EP1574760A1 (de) * | 2004-03-08 | 2005-09-14 | Ishikawa Gasket Co. Ltd. | Dichtung |
Also Published As
| Publication number | Publication date |
|---|---|
| DE102004064110B4 (de) | 2014-10-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE19829656B4 (de) | Metalldichtung | |
| DE69215460T2 (de) | Metalldichtung sowie Herstellungsverfahren dazu | |
| DE69232274T2 (de) | Metalldichtung | |
| DE10196542B4 (de) | Metalldichtung | |
| DE69215452T3 (de) | Metalldichtung und Verfahren zu deren Herstellung | |
| DE4330780A1 (de) | Mehrschichtige Zylinderkopfdichtung | |
| DE4142600C2 (de) | Zylinderkopfdichtung | |
| EP1985897A1 (de) | Metallische Flachdichtung | |
| DE19851066A1 (de) | Metalldichtung | |
| DE102008042754A1 (de) | Metalldichtung | |
| DE102008013778A1 (de) | Dichtung | |
| DE10117178A1 (de) | Zylinderkopfdichtung | |
| DE602005001874T2 (de) | Zylinderkopfdichtung | |
| DE102004040784C5 (de) | Zylinderkopfflachdichtung mit einer mehrteiligen Lage | |
| DE60017992T2 (de) | Einschicht- Metalldichtung | |
| EP3431788B1 (de) | Bundlagerschale und herstellverfahren dafür | |
| EP1628050B1 (de) | Metallische Flachdichtung mit verkürzter Dichtungslage | |
| DE102004064110C5 (de) | Zylinderkopfdichtung mit einer mehrteiligen Lage | |
| DE102004064109C5 (de) | Verwendung einer Zylinderkopfdichtung | |
| EP2138745B1 (de) | Zylinderkopfdichtung | |
| DE102019203754B4 (de) | Metalldichtung | |
| EP1998086B1 (de) | Metallische Flachdichtung | |
| DE102004061964B4 (de) | Flachdichtung | |
| EP3380760B1 (de) | Flachdichtung sowie eine flachdichtung enthaltender dichtverband | |
| DE19822143C9 (de) | Zylinderkopfdichtung |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| Q172 | Divided out of (supplement): |
Ref document number: 102004040784 Country of ref document: DE Kind code of ref document: P |
|
| 8110 | Request for examination paragraph 44 | ||
| 8181 | Inventor (new situation) |
Inventor name: UNSELD, GUENTHER, 89189 NEENSTETTEN, DE Inventor name: WIDMANN, ERWIN, 89165 DIETENHEIM, DE Inventor name: GOETTLER, ANDREAS, 89073 ULM, DE |
|
| 8181 | Inventor (new situation) |
Inventor name: GOERTLER, THOMAS, 89264 WEISSENHORN, DE Inventor name: GOETTLER, ANDREAS, 89073 ULM, DE Inventor name: UNSELD, GUENTHER, 89189 NEENSTETTEN, DE Inventor name: WIDMANN, ERWIN, 89165 DIETENHEIM, DE |
|
| R018 | Grant decision by examination section/examining division | ||
| R026 | Opposition filed against patent | ||
| R006 | Appeal filed | ||
| R008 | Case pending at federal patent court | ||
| R009 | Remittal by federal patent court to dpma for new decision or registration | ||
| R010 | Appeal proceedings settled by withdrawal of appeal(s) or in some other way | ||
| R034 | Decision of examining division/federal patent court maintaining patent in limited form now final | ||
| R206 | Amended patent specification | ||
| R084 | Declaration of willingness to licence | ||
| R071 | Expiry of right |