DE10017382B4 - Formverschlussmechanik für eine IS-Glasformungsmaschine - Google Patents
Formverschlussmechanik für eine IS-Glasformungsmaschine Download PDFInfo
- Publication number
- DE10017382B4 DE10017382B4 DE10017382A DE10017382A DE10017382B4 DE 10017382 B4 DE10017382 B4 DE 10017382B4 DE 10017382 A DE10017382 A DE 10017382A DE 10017382 A DE10017382 A DE 10017382A DE 10017382 B4 DE10017382 B4 DE 10017382B4
- Authority
- DE
- Germany
- Prior art keywords
- closure
- annular
- cup
- cylindrical
- cylindrical head
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images

Classifications
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B9/00—Blowing glass; Production of hollow glass articles
- C03B9/13—Blowing glass; Production of hollow glass articles in gob feeder machines
- C03B9/14—Blowing glass; Production of hollow glass articles in gob feeder machines in "blow" machines or in "blow-and-blow" machines
- C03B9/16—Blowing glass; Production of hollow glass articles in gob feeder machines in "blow" machines or in "blow-and-blow" machines in machines with turn-over moulds
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B9/00—Blowing glass; Production of hollow glass articles
- C03B9/13—Blowing glass; Production of hollow glass articles in gob feeder machines
- C03B9/14—Blowing glass; Production of hollow glass articles in gob feeder machines in "blow" machines or in "blow-and-blow" machines
- C03B9/16—Blowing glass; Production of hollow glass articles in gob feeder machines in "blow" machines or in "blow-and-blow" machines in machines with turn-over moulds
- C03B9/165—Details of such machines, e.g. guide funnels, turn-over mechanisms
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B9/00—Blowing glass; Production of hollow glass articles
- C03B9/30—Details of blowing glass; Use of materials for the moulds
- C03B9/34—Glass-blowing moulds not otherwise provided for
- C03B9/353—Mould holders ; Mould opening and closing mechanisms
- C03B9/3537—Mechanisms for holders of half moulds moving by linear translation
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B9/00—Blowing glass; Production of hollow glass articles
- C03B9/30—Details of blowing glass; Use of materials for the moulds
- C03B9/36—Blow heads; Supplying, ejecting or controlling the air
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B9/00—Blowing glass; Production of hollow glass articles
- C03B9/30—Details of blowing glass; Use of materials for the moulds
- C03B9/36—Blow heads; Supplying, ejecting or controlling the air
- C03B9/3627—Means for general supply or distribution of the air to the blow heads
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B9/00—Blowing glass; Production of hollow glass articles
- C03B9/30—Details of blowing glass; Use of materials for the moulds
- C03B9/36—Blow heads; Supplying, ejecting or controlling the air
- C03B9/369—Details thereof relating to bottom forming
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Manufacturing & Machinery (AREA)
- Materials Engineering (AREA)
- Organic Chemistry (AREA)
- Blow-Moulding Or Thermoforming Of Plastics Or The Like (AREA)
- Hydraulic Turbines (AREA)
- Soil Working Implements (AREA)
- Casting Support Devices, Ladles, And Melt Control Thereby (AREA)
Abstract
Verschlussmechanik für eine IS-Glasformungsmaschine mit mindestens einem Maschinenabschnitt mit einer Rohlingsstation mit mindestens einer Rohlingsform, die nach oben offen ist und eine innere und eine äußere ringförmige Verschlussfläche aufweist, gekennzeichnet durch einen Verschluss mit einem Körper mit einem nach unten offenen becherförmigen Teil mit einer zylindrischen Seitenwand, die eine zylindrische Innenwandfläche aufweist, wobei durch die Oberseite des becherförmigen Teils eine vertikale zylindrische Bohrung verläuft und die zylindrische Seitenwandfläche unten zu einer ringförmigen Verschlussfläche ausläuft, die dicht abschließend auf die obere ringförmige Verschlussfläche der Rohlingsform aufsetzbar ist, und einem rohrförmigen Hülsenelement, das mit der vertikalen zylindrischen Bohrung in Strömungsverbindung steht und vom oberen Abschluss des becherförmigen Teils her vertikal aufwärts vorsteht, einem Kolben mit einem zylindrischen Kopf mit einer Oberseite, einer ringförmigen Verschlussfläche, die dicht abschießend an die zylindrische Innenwandfläche des becherförmigen Teils anlegbar ist, und einer ringförmigen Verschlussfläche auf der Unterseite des zylindrischen Kopfes, die an die innere ringförmige obere Verschlussfläche der Rohlingsform anlegbar ist, wobei die ringförmige Verschlussfläche auf der Unterseite des zylindrischen Kopfes eine Kerbenanordnung aufweist, die über diese Unterseite verläuft, einer rohrförmigen Stange, die von der Oberseite des zylindrischen Kopfes her vertikal aufwärts vorsteht und in dem rohrförmigen Hülsenelement gleitend verschiebbar ist, sowie einem am oberen Ende der Stange festgelegten Kragen, einer Feder, die zwischen den Kragen und die Oberseite des becherförmigen Teils unter Druck eingespannt ist, um den zylindrischen Kopf relativ zum becherförmigen Teil vertikal aufwärts in eine Lage zu drücken, in der sich der zylindrische Kopf mit seiner Oberseite nahe an der geschlossenen oberen Abschlussfläche des becherförmigen Teils befindet oder auf ihr aufliegt ...
Description
- Die vorliegende Erfindung betrifft Maschinen zur Herstellung von Glasbehältern wie bspw. IS-Glasformungsmaschinen und insbesondere eine Formverschlussmechanik für eine solche Maschine, die eine nach oben offene Rohlingsform in der Rohlingsstation während der Külbelbildung so abschließt, dass ein Abströmweg für Luft aus der Form entsteht.
- HINTERGRUND DER ERFINDUNG
- Eine IS-Glasformungsmaschine weist eine Vielzahl identischer Maschinenabschnitte (Abschnittsgestelle, in bzw. auf denen eine Anzahl von Abschnittsmechaniken angeordnet sind) auf, die jeweils eine Rohlingsstation, die einen oder mehrere Tropfen bzw. Posten Glasschmelze zu Külbeln mit der Gewindemündung bzw. dem Hals nach unten umformen, sowie eine Blasstation aufweisen, die die Külbel aufnimmt und aus ihnen Flaschen formt, die mit dem Hals nach oben stehen. Eine Wende- und Halsring-Haltermechanik mit einem Paar gegenüberliegender Arme, die um eine Wendeachse drehbar ist, führt die Külbel von der Rohlings- zur Blasstation und richtet sie dabei aus der Wendelage (Hals unten) in den Stand auf (Hals oben). Eine Herausnahmemechanik nimmt die in der Blasstation geformte Flasche dann aus dem jeweiligen Maschinenabschnitt heraus.
- Die Rohlingsstation weist paarweise gegenüberliegende Rohlingsformen auf. Diese Formen sind zwischen einer getrennten bzw. Offen- und einer Schließstellung hin und her bewegbar. Die Rohlingform ist nach oben offen und eine Führung führt einen Glasposten unter dem Eigengewicht abwärts in eine Position vertikal über der offenen Form. Hat die herzustellende Flasche keinen kreisförmigen, sondern bspw. einen quadratischen Querschnitt, läßt ein Trichter mit einer quadratischen Durchlassöffnung sich über der nach oben offenen Mündung der Rohlingsform anordnen, um den Posten in die Form zu führen, wobei seine Gestalt geringfügig verändert wird. Bei in der Rohlingsform befindlichem Posten kann ein Verschluss bzw. eine Verschlussmechanik auf den Trichter aufgesetzt werden, um der Rohlingsform Luft unter Druck zuzuführen und so den Posten in der Rohlingsform sich ”setzen” zu lassen. Dann werden der Trichter und der Verschluss abgezogen und der Verschluss auf die nach oben offene Rohlingsform aufgesetzt. Nun führt man entweder Gegenblasluft in die Form ein, um den Posten in die Form einzublasen (Blas-Blas-Maschine), oder schiebt den Posten mit einem Kolben in die Form hinein (Press-Blas-Maschine). Zwischen der Außenfläche des Glasschmelzepostens und der Innenwandfläche der Rohlingsform eingeschlossene Luft wird durch geeignete Kerben auf der Unterseite des Verschlusskörpers heraus gedrückt. Nach dem Formen des Külbels wird der Verschlusskörper beim Öffnen der Rohlingsform abgehoben und der Külbel an die Blasstation übergeführt. Braucht ein Posten nicht geformt zu werden, kann der Trichter entfallen und der Verschlusskörper unmittelbar auf die Rohlingsform aufgesetzt werden, um den Setzvorgang zu starten.
- Bei einem bekannten Verschluss dieser Art hängt ein Zentralkolben von dessen Unterseite herab und weist eine große Zentralöffnung für die Setzluft auf. Während des Gegenblasstoßes legt der Posten sich bei der Aufwärtsbewegung an diesen Kolben an und schiebt ihn aufwärts in seine Ruhelage, in der seine Unterseite bündig mit der Unterseite des Verschlusskörpers verläuft. So hergestellte Flaschen weisen auf der Bodenfläche eine kreisförmige Leiste auf, die unerwünscht ist.
- Die
US 5,858,050 A zeigt eine IS-Maschine mit mehreren Sektionen, die jeweils unter anderem eine Rohlingsstation aufweisen, wobei die Rohlingsstation eine durch einen Servomotor gesteuerte Verschlussmechanik aufweist. - ZIEL DER ERFINDUNG
- Daher ist es ein Ziel der vorliegenden Erfindung, eine verbesserte, pneumatisch betätigte Verschlussmechanik anzugeben.
- Andere Ziele und Vorteile der vorliegenden Erfindung ergeben sich aus dem folgenden Beschreibungsteil und den beigefügten Zeichnungen, die nach den gesetzlichen Vorgaben eine derzeit bevorzugte Ausführungsform zeigen, in der die Prinzipien der Erfindung realisiert sind.
- KURZBESCHREIBUNG DER ZEICHNUNGEN
-
1 zeigt schaubildlich eine Verschlussmechanik mit einem Druckregelventil nach der Lehre der vorliegenden Erfindung; -
2 zeigt als Graph den Druck als Funktion der Zeit zur Darstellung der Arbeitsweise der Steuerung der erfindungsgemäßen Verschlussmechanik; -
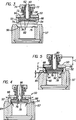
3 zeigt als Vertikalschnitt einen Verschluss über einer Rohlingsform der IS-Maschine; -
4 entspricht der3 , zeigt aber einen Verschluss auf einer Rohlingsform in einem ersten Zustand; und -
5 entspricht der3 , zeigt aber einen Verschluss auf einer Rohlingsform in einem zweiten Zustand. - KURZBESCHREIBUNG DER BEVORZUGTEN AUSFÜHRUNGSFORM
- Die
1 zeigt schaubildlich eine pneumatisch betätigte Verschlussmechanik zur Verwendung in einem Abschnitt einer IS-Glasformungsmaschine. Ein Trägerarm2 , der drei Verschlusskörper4 (in einer 3-Posten-Maschine) trägt, ist mit einer vertikalen Betätigungsstange6 verbunden. An die Betätigungsstange6 ist ein Kolben8 angesetzt; die Betätigungsstange verläuft abwärts durch den Kolben in ein Steuerkurvengehäuse10 hinein. Am unteren Ende der Betätigungsstange6 sitzt eine Laufrolle12 , die in einer Kurventrommel14 in der Wandung16 des Gehäuses10 läuft. Diese Betätigungsstange wird angehoben und im obersten Teil des Hubs so gedreht, dass der Verschlussarm zwischen einer angehobenen eingefahrenen Position, in der er von der Mitte der Rohlingsformen entfernt liegt, und einer abgesenkten ausgefahrenen Position auf den Rohlingsformen verschiebbar ist, in der die Achsen der Rohlingsformen koaxial mit den Achsen der geschlossenen Rohlingsformen verlaufen. Ein Rohr20 , das die Zylinder-abwärts-Luft darstellt, führt vom Zylinder18 zu einem Verteiler24 , der eine Druckluftquelle mit einem Druck von 3 bis 4 bar darstellt. - In die Rohrleitung
20 zwischen dem Zylinder18 und dem Verteiler24 ist ein elektronisch einstellbares Druckregelventil22 eingefügt, bei dem es sich um eine elektropneumatische Ausführung handeln kann. Das Ventil22 ist ein elektrisch angesteuertes Proportionalventil und weist ein elektronisches Einstellelement26 auf, das mittels einer Drahtleitung28 mit einer Einrichtung30 wie einem Potentiometer zur Sollwerteinstellung verbunden ist. An das Potentiometer30 ist eine Sichteinheit32 angeschlossen. Mit Leitungen34 ist das Potentiometer30 an eine Maschinensteuerung36 angeschlossen, die als Zeitsteuerung arbeitet, die Zeitimpulse an das Potentiometer30 gibt, das über die Leitungen38 von einer Stromversorgung40 gespeist wird. Die elektronische Steuerung26 des Ventils22 ist mit Drahtleitungen42 ,44 an eine Sichteinheit in Form einer Fertigungsstraßenkonsole46 und an eine 24 V-Spannungsversorgung48 geführt. Die elektronische Steuerung26 ist so aufgebaut, dass beim Empfang einer Steuerspannung vom Potentiometer30 diese in ein Steuersignal umgewandelt wird, das einem Druck entspricht. - An der Konsole
46 wird die Druck/Zeit-Kurve ausgegeben, die allgemein in2 gezeigt ist. Im Speicher der Konsole46 ist eine Sollkurve abgelegt; sowohl die Ist- als auch die Sollkurve lassen sich darstellen und durch Verstellen des Potentiometers in Deckung bringen. - Der Verschluss der Verschlussmechanik (
3 ) hat einen Körper50 mit einem becherförmigen Teil52 , dessen ringförmige geschrägte Verschlussfläche54 um die offene Unterseite herumverläuft und dicht abschließend auf einer entsprechenden oberen Abschlussfläche56 einer nach oben offenen Rohlingsform57 aufsitzt. Weiterhin weist der Körper50 einen vertikalen hülsenförmigen Teil58 auf, der eine zylindrische Lagerfläche60 enthält, in der die Stange62 eines Kolbenelements64 gleitend verschiebbar ist. Der zylindrische Kopf66 des Kolbenelements64 hat eine ringförmige Verschlussfläche68 , die in der Bohrung70 des becherförmigen Teils52 gleitend verschiebbar ist. Eine auf den vertikalen rohrförmigen Teil58 aufgesetzte Feder72 wird zwischen einem Kragen74 , der lösbar am Trägerarm2 und an der Kolbenstange62 befestigt ist, und der Oberseite des becherförmigen Teils52 zusammengedrückt, um bei von der Rohlingsform abgehobenem Verschluss die Oberseite des zylindrischen Kopfes66 auf der angrenzenden Fläche des becherförmigen Teils zu halten. - Die
2 zeigt die Arbeitsweise der Regelung mit den resultierenden Drücken, die das Ventil22 unter Steuerung durch die Elektronik26 liefert. Der Zyklus beginnt mit einem ersten Zeitimpuls zum Zeitpunkt T0 aus der Maschinensteuerung36 . Im Zeitpunkt T0 wird das Steuerventil22 eingeschaltet und so eingestellt, dass es den Zylinder18 mit einem hohen Druck P1 beaufschlagt. Von T0 bis T1 werden die Reibung sowie die Trägheit des Kolbens8 , der Betätigungsstange6 und des Trägerarms2 überwunden, während der Druck den Wert P1 erreicht. Von T1 bis T2 liefert dieser Druck die Kraft, die erforderlich ist, um die Verschlusskörper schnell und gleichmäßig abwärts auf die geschlossenen Rohlingsformen aufzusetzen; vergl. hierzu die4 , in der die geschrägte ringförmige Verschlussfläche54 des becherförmigen Teils auf der Gegenfläche56 auf den Rohlingsformen und die ringförmige flache Unterseite78 des Kolbens64 auf der Gegenfläche76 der Rohlingsformen aufliegen (diese Flächen und die zugehörigen Gegenflächen können ebenfalls geschrägt sein, wenn bspw. das Beschicken der Rohlingsform schwierig ist und die Rohlingsform oben mit einer schrägen umlaufenden Fläche beginnt, um das Beschicken zu unterstützen). Im Zeitpunkt T2 wird das Regelventil darauf eingestellt, einen zweiten niedrigeren Druck P2 (bspw. 25% niedriger als P1) zu liefern, so dass die vom Druck auf den Kolben8 ausgeübte Kraft ausreicht, um zwar die Flächen76 ,78 , nicht aber die Flächen54 ,56 aufeinander liegend zu halten. P2 wird so gewählt, dass der Kragen74 nach oben fährt, bis der Oberteil der Feder72 auf eine Länge L komprimiert ist, die eine Trennung X zwischen den Flächen76 ,78 (5 ) ergibt. Nun wird durch die Zentralbohrung80 in der Kolbenstange Setzluft in die Rohlingsform eingeführt und strömt durch eine Anzahl radial verlaufender Löcher82 im zylindrischen Kopf in eine entsprechende Anzahl vertikaler Löcher84 und durch den Ringspalt zwischen der umlaufenden unteren Fläche des zylindrischen Kopfes und der Oberseite76 der Rohlingsform in diese ein (geeignete Löcher88 , die das Innere des Körpers mit der Umluft verbinden, gewährleisten, dass der zylindrische Kopf glatt und gleichmäßig relativ zum Körper läuft). Ist die Setzluftzufuhr abgeschlossen (T4) und soll der Posten zu einem Külbel geformt werden, gibt die Steuerung wiederum einen Druck P1 vor, der im Zeitpunkt T5 erreicht wird, um den Kragen74 weiter abwärts zu fahren, bis die untere Ringfläche78 des zylindrischen Kopfes auf der Oberseite76 der Rohlingsform aufsitzt und diese schließt (4 ). Während der Külbel ausgebildet, d. h. gezwungen wird, den Innenraum innerhalb der Innenwandfläche90 der Rohlingsform und der Unterseite92 des zylindrischen Kopfes zu füllen, kann Luft durch eine Anzahl (vier in der bevorzugten Ausführungsform) kleiner Kerben94 in der unteren Ringfläche78 des zylindrischen Kopfes (5 ) in die vertikalen Löcher84 , durch die radialen Löcher82 in die Bohrung80 in der Kolbenstange, durch die nun offen liegenden Bohrungen96 in den Raum zwischen der Oberseite des Kolbens und dem becherförmigen Teil52 und schließlich durch die Öffnungen88 hinaus abströmen. Der Druck P1 wird bis zum Zeitpunkt T6 (bspw. das Ende der Beaufschlagung mit dem Gegenblasdruck) gehalten, in dem der zweite Zeitsteuerimpuls das Regelventil abschaltet und der Druck auf Null fällt, so dass die Formausrüstung entsprechend der Steuerkurve14 aus der Form genommen werden kann. - Bezugszeichenliste
- Fig. 1
- 22
- VALVE – Ventil
- 24
- MANIFOLD – Verteiler
- 36
- MACHINE CONTROLLER – Maschinensteuerung
- 46
- PRODUCTION LIVE CONTROLL – Steuerkonsole der Fertigungsstraße
- PRESSURE – Druck
- TIME – Zeit
Claims (8)
- Verschlussmechanik für eine IS-Glasformungsmaschine mit mindestens einem Maschinenabschnitt mit einer Rohlingsstation mit mindestens einer Rohlingsform, die nach oben offen ist und eine innere und eine äußere ringförmige Verschlussfläche aufweist, gekennzeichnet durch einen Verschluss mit einem Körper mit einem nach unten offenen becherförmigen Teil mit einer zylindrischen Seitenwand, die eine zylindrische Innenwandfläche aufweist, wobei durch die Oberseite des becherförmigen Teils eine vertikale zylindrische Bohrung verläuft und die zylindrische Seitenwandfläche unten zu einer ringförmigen Verschlussfläche ausläuft, die dicht abschließend auf die obere ringförmige Verschlussfläche der Rohlingsform aufsetzbar ist, und einem rohrförmigen Hülsenelement, das mit der vertikalen zylindrischen Bohrung in Strömungsverbindung steht und vom oberen Abschluss des becherförmigen Teils her vertikal aufwärts vorsteht, einem Kolben mit einem zylindrischen Kopf mit einer Oberseite, einer ringförmigen Verschlussfläche, die dicht abschießend an die zylindrische Innenwandfläche des becherförmigen Teils anlegbar ist, und einer ringförmigen Verschlussfläche auf der Unterseite des zylindrischen Kopfes, die an die innere ringförmige obere Verschlussfläche der Rohlingsform anlegbar ist, wobei die ringförmige Verschlussfläche auf der Unterseite des zylindrischen Kopfes eine Kerbenanordnung aufweist, die über diese Unterseite verläuft, einer rohrförmigen Stange, die von der Oberseite des zylindrischen Kopfes her vertikal aufwärts vorsteht und in dem rohrförmigen Hülsenelement gleitend verschiebbar ist, sowie einem am oberen Ende der Stange festgelegten Kragen, einer Feder, die zwischen den Kragen und die Oberseite des becherförmigen Teils unter Druck eingespannt ist, um den zylindrischen Kopf relativ zum becherförmigen Teil vertikal aufwärts in eine Lage zu drücken, in der sich der zylindrische Kopf mit seiner Oberseite nahe an der geschlossenen oberen Abschlussfläche des becherförmigen Teils befindet oder auf ihr aufliegt, einem Verschlussträger, der am Kragen festgelegt und aus einer zurückgenommenen Stellung, in der der Verschluss von der Rohlingsform entfernt liegt, abwärts in eine ausgefahrene Stellung bewegbar ist, in der der Verschluss oben auf der Rohlingsform aufsitzt, einer pneumatisch betätigten Zylindereinrichtung zum Bewegen des Verschlussträgers aus der zurückgenommenen in die ausgefahrene Stellung, einer Druckluftquelle, die an die pneumatisch betätigte Zylindereinrichtung angeschlossen ist, um letztere zunächst mit einem hohen Druck zu beaufschlagen, um den Kragen vertikal abwärts in eine erste Lage zu fahren, in der die ringförmige untere Verschlussfläche des Körpers dicht abschließend auf der äußeren ringförmigen oberen Verschlussfläche der Rohlingsform und die ringförmige untere Verschlussfläche des zylindrischen Kopfes auf der inneren ringförmigen Verschlussfläche der Rohlingsform aufliegen, um dann die pneumatisch betätigte Zylindereinrichtung mit einem niedrigen Druck zu beaufschlagen, so dass der Kragen vertikal aufwärts in eine zweite Lage gefahren wird, in der die ringförmige untere Verschlussfläche des Körpers dicht abschließend auf der äußeren ringförmigen oberen Verschlussfläche der Rohlingsform aufliegt und ein vorbestimmter Abstand die ringförmige untere Verschlussfläche des zylindrischen Kopfes von der inneren ringförmigen Verschlussfläche der Rohlingsform trennt, und um schließlich die pneumatisch betätigte Zylindereinrichtung wieder mit einem hohen Druck zu beaufschlagen und so den Kragen vertikal abwärts in die erste Lage zu fahren, in der die ringförmige untere Verschlussfläche des Körpers dicht abschließend an der äußeren ringförmigen oberen Verschlussfläche der Rohlingsform und die ringförmige untere Verschlussfläche des zylindrischen Kopfes auf der inneren ringförmigen Verschlussfläche der Rohlingsform aufliegen, und eine Durchlasseinrichtung im zylindrischen Kopf, die das Innere der rohrförmigen Stange und die ringförmige untere Verschlussfläche des zylindrischen Kopfes mit einander so verbindet, dass, wenn der Kolben sich in der zweiten Lage befindet, Setzluft durch die rohrförmige Stange, die Durchlasseinrichtung sowie durch den Ringspalt zwischen der ringförmigen unteren Verschlussfläche des zylindrischen Kopfes und der inneren ringförmigen Verschlussfläche der Rohlingsform in die Rohlingsform führbar ist und dass, wenn der Kolben sich in der ersten Lage befindet, Luft aus der Rohlingsform durch die Anordnung radialer Kerben, durch die Durchlasseinrichtung und in die rohrförmige Stange hinein ausströmen kann.
- Verschlussmechanik für eine IS-Glasformungsmaschine nach Anspruch 1, dadurch gekennzeichnet, dass der becherförmige Teil nach oben geschlossen ist, wobei die vertikale zylindrische Bohrung durch die obere Abschlussfläche verläuft, dass die Kerbenanordnung an der ringförmigen Verschlussfläche auf der Unterseite des zylindrischen Kopfes des Kolbens eine Anordnung radialer Kerben ist und dass der zylindrische Kopf des Kolbens mit seiner Oberseite auf der geschlossenen oberen Abschlussfläche des becherförmigen Teils aufliegt.
- Verschlussmechanik für eine IS-Glasformungsmaschine nach Anspruch 1 oder 2, dadurch gekennzeichnet, dass der becherförmige Teil an der Oberseite der zylindrischen inneren Fläche radial verlaufende Löcher enthält, so dass Luft in den becherförmigen Teil ein- und aus ihm ausströmen kann, während der zylindrische Kopf relativ zum Körper bewegt wird.
- Verschlussmechanik für eine IS-Glasformungsmaschine nach Anspruch 3, dadurch gekennzeichnet, dass die rohrförmige Stange eine Lochanordnung enthält, die bei in der ersten Lage befindlichem zylindrischem Kopf mit dem Raum zwischen dessen Oberseite und dem becherförmigen Teil in Strömungsverbindung steht, so dass Luft aus der Rohlingsform aus der Durchlasseinrichtung durch die rohrförmige Stange, die Lochanordnung in der rohrförmigen Stange und durch die radial verlaufenden Löcher im becherförmigen Teil ausströmen kann.
- Verschlussmechanik für eine IS-Glasformungsmaschine nach Anspruch 1 oder 2, dadurch gekennzeichnet, dass die Druckluftversorgungseinrichtung ein elektropneumatisches Ventil aufweist, das entweder den hohen oder den niedrigen Druck abgeben kann.
- Verschlussmechanik für eine IS-Glasformungsmaschine nach Anspruch 1, gekennzeichnet durch eine Steuerung zum Betätigen des pneumatisch betätigten Zylinders, umfassend eine Einrichtung für die Versorgung des elektrisch gesteuerten Steuerventils mit einer Eingabe, die einen ersten Wert hat, für eine erste Zeitdauer, die so gewählt ist, dass der Zylinder für eine erste vorbestimmte Zeitdauer mit einem ersten Druck beaufschlagt wird, eine Einrichtung für die Versorgung des elektrisch gesteuerten Steuerventils mit einer zweiten Eingabe für eine zweite Zeitdauer, die so gewählt ist, dass der Zylinder für eine zweite vorbestimmte Zeitdauer mit einem zweiten Druck beaufschlagt wird.
- Verschlussmechanik für eine IS-Glasformungsmaschine nach Anspruch 6, dadurch gekennzeichnet, dass die Steuerung das elektrisch gesteuerte Steuerventil mit der zweiten Eingabe versorgt, nachdem der Verschluss in die zweite Position verschoben worden ist, wobei der zweite Druck niedriger ist als der erste Druck.
- Verschlussmechanik für eine IS-Glasformungsmaschine nach Anspruch 6, dadurch gekennzeichnet, dass die Steuerung das elektrisch gesteuerte Steuerventil nach Ablauf der zweiten ausgewählten Zeitdauer für eine dritte Zeitdauer mit der ersten Eingabe versorgt.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US09/309,006 US6240747B1 (en) | 1997-11-06 | 1999-05-10 | Baffle mechanism for I.S. machine |
| US09/309,006 | 1999-05-10 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| DE10017382A1 DE10017382A1 (de) | 2000-11-16 |
| DE10017382B4 true DE10017382B4 (de) | 2013-07-04 |
Family
ID=23196265
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| DE10017382A Expired - Fee Related DE10017382B4 (de) | 1999-05-10 | 2000-04-07 | Formverschlussmechanik für eine IS-Glasformungsmaschine |
Country Status (6)
| Country | Link |
|---|---|
| US (2) | US6240747B1 (de) |
| JP (1) | JP4490552B2 (de) |
| DE (1) | DE10017382B4 (de) |
| FR (1) | FR2793485B1 (de) |
| GB (1) | GB2351078B (de) |
| IT (1) | IT1317500B1 (de) |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20030101767A1 (en) * | 2001-12-05 | 2003-06-05 | Hyre Matthew R. | Glass container forming machine |
| US6705121B2 (en) * | 2001-12-05 | 2004-03-16 | Emhart Glass S.A. | Glass container forming machine |
| TW590146U (en) * | 2003-05-14 | 2004-06-01 | Sinox Co Ltd | Padlock structure with hook locking and opening |
| US20050279139A1 (en) * | 2004-06-17 | 2005-12-22 | Howse Terence K G | Baffle for a glassware forming machine |
| US8312742B1 (en) | 2005-03-08 | 2012-11-20 | Owens-Brockway Glass Container Inc. | Settle blow air baffle assembly |
| US8448472B2 (en) * | 2006-09-01 | 2013-05-28 | Emhart Glass S.A. | I. S. machine with pressure control |
| US7856852B2 (en) * | 2006-12-15 | 2010-12-28 | Emhart Glass S.A. | Cooling tube mechanism for an I. S. Machine |
| IT1390912B1 (it) * | 2008-07-17 | 2011-10-19 | Bottero Spa | Gruppo multifunzione di una macchina di formatura di articoli di vetro |
| DE202009003560U1 (de) * | 2009-03-12 | 2010-07-22 | Gps Glasproduktions-Service Gmbh | Blaskopfmechanismus einer Glasmaschine |
| JP7062708B2 (ja) * | 2020-02-26 | 2022-05-06 | 東洋ガラス株式会社 | ブローヘッド |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0802167A2 (de) * | 1996-04-18 | 1997-10-22 | Emhart Glass Machinery Investments Inc. | Plunjervorrichtung |
| US5858050A (en) * | 1997-11-06 | 1999-01-12 | Emhart Glass S.A. | I.S. machine |
| DE19851068A1 (de) * | 1997-11-06 | 1999-05-27 | Emhart Glass Sa | IS-Maschine |
Family Cites Families (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2376602A (en) * | 1942-01-20 | 1945-05-22 | Neill Patents Ltd O | Glassware forming machine |
| US3171728A (en) * | 1960-05-23 | 1965-03-02 | Chem Met Anderson Engineering | Method of elimination of settle-blow in making bottles |
| US3357810A (en) * | 1964-06-10 | 1967-12-12 | Emhart Corp | Settle blowhead and baffle attachment for glassware forming machine |
| US3536468A (en) * | 1967-12-14 | 1970-10-27 | Owens Illinois Inc | Glass parison forming with settle blow closing means |
| IT1108799B (it) * | 1978-11-30 | 1985-12-09 | Olivotto Vetromecc Sas | Macchina per la fabricazione di articoli di vetro pressosoffiati |
| US4444578A (en) * | 1981-10-09 | 1984-04-24 | Vitro Tec Fideicomiso | Parison mold and baffle system for an automatic molding machine |
| GB2178025B (en) * | 1985-07-24 | 1988-10-05 | Emhart Ind | Moving mechanism for use in a glassware manufacturing machine of the individual section type |
| GB8527644D0 (en) * | 1985-11-08 | 1985-12-11 | Emhart Ind | Forming parisons in manufacture of glass containers |
| JP2999879B2 (ja) * | 1992-02-12 | 2000-01-17 | 石塚硝子株式会社 | バッフルメカニズム |
| GB9306892D0 (en) * | 1993-04-01 | 1993-05-26 | Emhart Int Ltd | Control of plungers in glassware forming machines |
| GB9306896D0 (en) * | 1993-04-01 | 1993-05-26 | Emhart Int Ltd | Control system suitable for glassware forming machine |
| GB9607193D0 (en) * | 1996-04-04 | 1996-06-12 | Emhart Glass Mach Invest | Pneumatic mechanism |
| GB9622150D0 (en) * | 1996-10-24 | 1996-12-18 | Emhart Glass Mach Invest | Baffle assembly |
| US6050172A (en) * | 1997-04-04 | 2000-04-18 | Emhart Glass S.A. | Pneumatically operated mechanism |
| US5853449A (en) * | 1997-11-06 | 1998-12-29 | Emhart Glass S.A. | Plunger mechanism for an I.S. machine |
| US5833732A (en) * | 1997-11-06 | 1998-11-10 | Emhart Glass Machinery Investments Inc. | I.S. machine |
| US5931982A (en) * | 1997-11-06 | 1999-08-03 | Emhart Glass S.A. | Baffle mechanism for an I.S. machine |
-
1999
- 1999-05-10 US US09/309,006 patent/US6240747B1/en not_active Expired - Lifetime
-
2000
- 2000-04-07 DE DE10017382A patent/DE10017382B4/de not_active Expired - Fee Related
- 2000-05-02 JP JP2000133412A patent/JP4490552B2/ja not_active Expired - Fee Related
- 2000-05-08 GB GB0011067A patent/GB2351078B/en not_active Expired - Fee Related
- 2000-05-09 IT IT2000MI001013A patent/IT1317500B1/it active
- 2000-05-09 FR FR0005855A patent/FR2793485B1/fr not_active Expired - Lifetime
-
2001
- 2001-03-02 US US09/798,379 patent/US6539751B2/en not_active Expired - Lifetime
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0802167A2 (de) * | 1996-04-18 | 1997-10-22 | Emhart Glass Machinery Investments Inc. | Plunjervorrichtung |
| US5858050A (en) * | 1997-11-06 | 1999-01-12 | Emhart Glass S.A. | I.S. machine |
| DE19851068A1 (de) * | 1997-11-06 | 1999-05-27 | Emhart Glass Sa | IS-Maschine |
Also Published As
| Publication number | Publication date |
|---|---|
| FR2793485B1 (fr) | 2010-12-24 |
| US20010007198A1 (en) | 2001-07-12 |
| DE10017382A1 (de) | 2000-11-16 |
| ITMI20001013A0 (it) | 2000-05-09 |
| IT1317500B1 (it) | 2003-07-09 |
| GB2351078B (en) | 2003-05-07 |
| GB2351078A (en) | 2000-12-20 |
| GB0011067D0 (en) | 2000-06-28 |
| US6240747B1 (en) | 2001-06-05 |
| FR2793485A1 (fr) | 2000-11-17 |
| JP2000344532A (ja) | 2000-12-12 |
| US6539751B2 (en) | 2003-04-01 |
| ITMI20001013A1 (it) | 2001-11-09 |
| JP4490552B2 (ja) | 2010-06-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE10017382B4 (de) | Formverschlussmechanik für eine IS-Glasformungsmaschine | |
| DE102007008471B4 (de) | Vakuumventil für eine IS-Maschine und Verfahren | |
| DE2051396A1 (de) | Halte- und Kühlvorrichtung für Glaswarenformen | |
| DE2602669B2 (de) | Vorrichtung zum· Erzeugen und Ausstoßen eines chemisch reaktionsfähigen Gemisches aus mindestens zwei Kunststoff-Komponenten | |
| DE69424363T2 (de) | Automatische Russvorrichtung einer Vorform in der Glasindustrie und Verfahren zum Russen dieser Vorform | |
| DE2143869A1 (de) | Selbstwirkender Verbinder zum Anlegen von Kuhlluft an Glasformen | |
| DE2831082A1 (de) | Trichterarmbetaetigungsvorrichtung | |
| EP0011155A1 (de) | Fülladapter | |
| DE1596581B2 (de) | Glasformmaschine | |
| DE19851048A1 (de) | IS-Maschine | |
| DE69004644T2 (de) | Fülleinrichtung. | |
| DE1285104B (de) | Blas-Blas-Glasblasemaschine | |
| DE3301243A1 (de) | Nietzufuehrungseinrichtung an einer nietmaschine | |
| DE102019105819B3 (de) | Vorrichtung zur Herstellung von Kernen aus Formstoff | |
| EP4082750B1 (de) | Vorrichtung einer blaseinrichtung | |
| DE2114495C3 (de) | Speisevorrichtung für den Glashüttenbetrieb | |
| DE3843425A1 (de) | Verfahren und vorrichtung zum maschinellen herstellen von hohlglaskoerpern | |
| DE2701916A1 (de) | Selbsttaetiges wartungsgeraet fuer spinnereimaschinen | |
| EP0393630A2 (de) | Sprüheinrichtung zum Besprühen von Formgebungsteilen an einer Formgebungsmaschine | |
| DE2657671A1 (de) | Blas- und fuellvorrichtung fuer maschinen zum formen, abfuellen und verschliessen oder verschweissen von hohlkoerpern aus thermoplasten | |
| DE69406790T2 (de) | Apparat zum Dosieren von Pigmenten für Lacke und dergleichen | |
| DE596276C (de) | Verfahren und Maschine zum Blasen von rohrfoermigen Hohlkoerpern aus Glas | |
| DE653309C (de) | Haertemaschine | |
| DE19851080A1 (de) | IS-Maschine | |
| DE1604461A1 (de) | Verfahren und Vorrichtung zum Freipressen von Gegenstaenden aus thermoplastischem Gut |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 8110 | Request for examination paragraph 44 | ||
| R016 | Response to examination communication | ||
| R016 | Response to examination communication | ||
| R016 | Response to examination communication | ||
| R018 | Grant decision by examination section/examining division | ||
| R020 | Patent grant now final |
Effective date: 20131005 |
|
| R119 | Application deemed withdrawn, or ip right lapsed, due to non-payment of renewal fee |