CN219212444U - 一种轴类零件数控车削及成品检测自动化生产线 - Google Patents
一种轴类零件数控车削及成品检测自动化生产线 Download PDFInfo
- Publication number
- CN219212444U CN219212444U CN202320795552.0U CN202320795552U CN219212444U CN 219212444 U CN219212444 U CN 219212444U CN 202320795552 U CN202320795552 U CN 202320795552U CN 219212444 U CN219212444 U CN 219212444U
- Authority
- CN
- China
- Prior art keywords
- detection
- numerical control
- workpiece
- air cylinder
- lathe
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images



Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P90/00—Enabling technologies with a potential contribution to greenhouse gas [GHG] emissions mitigation
- Y02P90/02—Total factory control, e.g. smart factories, flexible manufacturing systems [FMS] or integrated manufacturing systems [IMS]
Abstract
一种轴类零件数控车削及成品检测自动化生产线,包括数控双头车床、设在所述数控双头车床同侧的提升装置及检测装置、设在所述数控双头车床上方的取料装置,所述数控双头车床的机头、所述提升装置的上料工位、所述检测装置的检测工位在同一直线上,所述取料装置用于将所述提升装置的毛坯件抓取并输送到所述数控双头车床的机头上,同时,将所述数控双头车床加工成型的工件抓取并输送至所述检测装置的检测工位上;方案提供一种能够适应轴类零件的开料误差、生产稳定可靠、实现每一根工件的全检、根据设备生产状况实时调整、有效提高工件合格率的轴类零件加工生产线。
Description
技术领域
本实用新型涉及一种轴类零件数控车削及成品检测自动化生产线。
背景技术
轴类零件经数控双头车床加工后可以快速在两个端部得到所需的形状,经数控双头车床加工后的轴类零件需要进行下一步的检测工作,包括轴类零件的两端外圆的尺寸及轴类零件加工后的长度检测,目前,生产车间的加工与检测基本还是分步进行的,加工由数控双头车床完成,后续的检测则需要人工通过检具完成,加工与检测没有实现自动化,生产过程涉及到较多的劳动力参与,效率有待提高,且人工检测也存在一定的误差,导致工件的同质性欠佳。
经检索,公开号为CN113927308A的实用新型专利申请公开了一种长轴类零件加工生产线,在该方案中,上下料机器人选用多轴机器人,双面铣专机、数控车床、清屑检测装置、成品输送线均围绕上下料机器人设置,上下料机器人选用多轴机器人,生产线的整体成本偏高,多轴机器人进行工件转移的效率并不高,且受到空间的限制,生产线的常规保养、维护、检修都存在不便,围绕上下料机器人布局的方式也占用了较多的车间面积,生产线有待进一步完善。
发明内容
针对上述问题中存在的不足之处,本实用新型提供一种轴类零件数控车削及成品检测自动化生产线。
为实现上述目的,本实用新型提供一种轴类零件数控车削及成品检测自动化生产线,包括数控双头车床、设在所述数控双头车床同侧的提升装置及检测装置、设在所述数控双头车床上方的取料装置,所述数控双头车床的机头、所述提升装置的上料工位、所述检测装置的检测工位在同一直线上,所述取料装置用于将所述提升装置的毛坯件抓取并输送到所述数控双头车床的机头上,同时,将所述数控双头车床加工成型的工件抓取并输送至所述检测装置的检测工位上;
所述检测装置用于加工成型的工件的检测,并将合格的工件与不合格的工件区分开,所述检测装置包括用于放置加工成型后的工件的检测架、设在所述检测架上用于工件放置后夹紧定位的组合气缸、设在所述检测架上用于检测成型后的工件长度的第一检测机构、设在所述检测架上用于成型后的工件的外圆尺寸检测的第二检测机构;
所述第一检测机构包括设在所述检测工位一端的固定测头、设在所述检测工位另一端的活动测头,所述活动测头由一固定的第一气缸驱动,且所述第一气缸上固定有传感器,所述第一气缸在与所述活动测头的相对一端设有同步盘,所述同步盘与所述传感器抵靠后将成型后的工件的长度输出;
所述第二检测机构包括设在所述检测工位下方的检测模块、设在所述检测模块上的第二气缸,所述检测模块具有可弹性夹紧在成型后的工件两侧的检测夹头,所述第二气缸与所述检测夹头连接用于使两所述检测夹头相远离,所述检测夹头夹紧成型后的工件后将成型后的工件的外圆尺寸输出;
方案提供一种能够适应轴类零件的开料误差、生产稳定可靠、实现每一根工件的全检、根据设备生产状况实时调整、有效提高工件合格率的轴类零件加工生产线;数控双头车床的机头、提升装置的上料工位、检测装置的检测工位呈一直线布置,使得取料装置也得到了简化,避免了多轴机器人的选用,成本得到降低,直线设置的取料装置也能较大幅度提高整机的工作效率;生产线的整体布局紧凑、合理,占地面积小,降低企业的生产成本,且各个装置的维护、修检以及生产线的运行调试都变得更为便捷。
作为方案的进一步改进,所述提升装置包括一料仓、设在所述料仓一端的多个间隔、倾斜设置的固定板、活动板,多个所述活动板由一铰链气缸驱动沿着所述固定板的表面相对滑动,使得毛坯件逐渐上料至所述上料工位处;
在上述技术方案中,采用间隔、倾斜设置的固定板、活动板的设计方式,能保证轴类零件有效、快速的上料,保证提升装置的上料速度。
作为方案的进一步改进,所述取料装置包括一直线设置的导轨、沿所述导轨滑动的滑块、设在所述滑块上并能在竖直线上升降以实现工件抓取或释放的第一机械手、第二机械手;
在上述技术方案中,第一机械手、第二机械手均为气动式机械夹爪,可以快速的装夹或释放工件,取料装置工作稳定。
作为方案的进一步改进,所述检测架整体由固定的第三气缸驱动实现水平滑动,所述检测架的下方设有成品仓、废品仓及一活动的分选板,所述分选板由固定的第四气缸驱动实现水平滑动,合格的工件经分选板导向并滑动至所述成品仓内,不合格的工件直接落至所述废品仓内;
在上述技术方案中, 通过分选板的作用,可以及时将不合格的工件剔除,同时,生产线根据检测的不合格工件的数据,及时调整数控双头车床的进刀量,实现自动补偿。
本实用新型相对于现有技术的有益效果为:方案提供一种能够适应轴类零件的开料误差、生产稳定可靠、实现每一根工件的全检、根据设备生产状况实时调整、有效提高工件合格率的轴类零件加工生产线;数控双头车床的机头、提升装置的上料工位、检测装置的检测工位呈一直线布置,使得取料装置也得到了简化,避免了多轴机器人的选用,成本得到降低,直线设置的取料装置也能较大幅度提高整机的工作效率;生产线的整体布局紧凑、合理,占地面积小,降低企业的生产成本,且各个装置的维护、修检以及生产线的运行调试都变得更为便捷。
附图说明
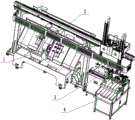
图1为本实用新型一种轴类零件数控车削及成品检测自动化生产线的立体图;
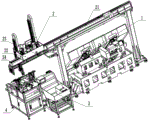
图2为本实用新型一种轴类零件数控车削及成品检测自动化生产线的立体图;
图3为该生产线中的检测装置的立体图;
图4为该生产线中的检测装置的立体图;
图5为图3中A位置的放大图;
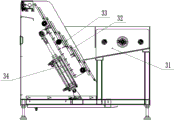
图6为该生产线中的提升装置的立体图;
图7为该生产线中的提升装置的剖视图。
图中: 1、数控双头车床;2、取料装置;21、导轨;22、滑块;23、第一机械手;24、第二机械手;3、提升装置;31、料仓;32、固定板;33、活动板;34、铰链气缸;4、检测装置;41、检测架;42、组合气缸;43、第一检测机构;431、固定测头;432、活动测头;433、第一气缸;434、同步盘;435、传感器;44、第二检测机构;441、检测模块;442、第二气缸;443、检测夹头;45、第三气缸;5、第四气缸;6、废品仓;7、分选板;8、成品仓。
具体实施方式
如图1、图2所示,本实用新型实施例的一种轴类零件数控车削及成品检测自动化生产线,包括包括数控双头车床1、设在数控双头车床1同侧的提升装置3及检测装置4、设在数控双头车床1上方的取料装置2,数控双头车床1的机头、提升装置3的上料工位、检测装置4的检测工位在同一直线上,取料装置2用于将提升装置3的毛坯件抓取并输送到数控双头车床1的机头上,同时,将数控双头车床1加工成型的工件抓取并输送至检测装置4的检测工位上;
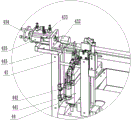
具体地,参见图3~5,检测装置4用于加工成型的工件的检测,并将合格的工件与不合格的工件区分开,检测装置4包括用于放置加工成型后的工件的检测架41、设在检测架41上用于工件放置后夹紧定位的组合气缸42、设在检测架41上用于检测成型后的工件长度的第一检测机构43、设在检测架41上用于成型后的工件的外圆尺寸检测的第二检测机构44;第一检测机构43包括设在检测工位一端的固定测头431、设在检测工位另一端的活动测头432,活动测头432由一固定的第一气缸433驱动,且第一气缸433上固定有传感器435,第一气缸433在与活动测头432的相对一端设有同步盘434,同步盘434与传感器435抵靠后将成型后的工件的长度输出;第二检测机构44包括设在检测工位下方的检测模块441、设在检测模块441上的第二气缸442,检测模块441具有可弹性夹紧在成型后的工件两侧的检测夹头443,第二气缸442与检测夹头443连接用于使两检测夹头443相远离,检测夹头443夹紧成型后的工件后将成型后的工件的外圆尺寸输出;
参见图6、图7,提升装置3包括一料仓31、设在料仓31一端的多个间隔、倾斜设置的固定板32、活动板33,多个活动板33由一铰链气缸34驱动沿着固定板32的表面相对滑动,使得毛坯件逐渐上料至上料工位处,采用间隔、倾斜设置的固定板、活动板的设计方式,能保证轴类零件有效、快速的上料,保证提升装置的上料速度;
参见图2,取料装置2包括一直线设置的导轨21、沿导轨21滑动的滑块22、设在滑块22上并能在竖直线上升降以实现工件抓取或释放的第一机械手23、第二机械手24,第一机械手、第二机械手均为气动式机械夹爪,可以快速的装夹或释放工件,取料装置工作稳定;
参见图3、图4,检测架41整体由固定的第三气缸45驱动实现水平滑动,检测架41的下方设有成品仓8、废品仓6及一活动的分选板7,分选板7由固定的第四气缸5驱动实现水平滑动,合格的工件经分选板7导向并滑动至成品仓8内,不合格的工件直接落至废品仓6内,通过分选板的作用,可以及时将不合格的工件剔除,同时,生产线根据检测的不合格工件的数据,及时调整数控双头车床的进刀量,实现自动补偿。
方案提供一种能够适应轴类零件的开料误差、生产稳定可靠、实现每一根工件的全检、根据设备生产状况实时调整、有效提高工件合格率的轴类零件加工生产线;数控双头车床的机头、提升装置的上料工位、检测装置的检测工位呈一直线布置,使得取料装置也得到了简化,避免了多轴机器人的选用,成本得到降低,直线设置的取料装置也能较大幅度提高整机的工作效率;生产线的整体布局紧凑、合理,占地面积小,降低企业的生产成本,且各个装置的维护、修检以及生产线的运行调试都变得更为便捷。
具体使用时,为方便理解本实用新型,结合附图进行描述;
取料装置2移动至提升装置3、检测装置4的上方时,第一机械手23往下运动抓取上料工位的一个毛坯件(铰链气缸34动作一次实现上料工位的毛坯件的补充),第二机械手24往下将成型的工件放置到检测装置4的检测工位上,检测完成后,若工件合格,第二机械手24往下将合格的工件抓取,第三气缸45带动整个检测架41移动至一侧,第二机械手24将合格的工件往下释放到分选板7上,合格的工件滑动至成品仓8处;检测完成后,若工件不合格,第二机械手24往下将不合格的工件抓取,第三气缸45带动整个检测架41移动至一侧,同时,第四气缸5带动分选板7移动至一侧,第二机械手24将不合格的工件往下释放,不合格的工件滑动至废品仓8;之后,取料装置2移动至数控双头车床1处,第二机械手24将新成型的工件取下,第一机械手23将抓取的毛坯件放置到数控双头车床1的机头上,取料装置2再次移动到提升装置3、检测装置4的上方,取料装置2在两个位置来回移动,循环上述动作。
在检测装置处,工件放置到检测架41上后,组合气缸42动作预先定位压紧工件,之后第一气缸433动作,使得工件抵靠在固定测头431与活动测头432之间,与活动测头432同步运动的同步盘434与传感器435接触,由传感器435将检测的工件的长度值输出;
工件放置在检测架41上前,第二气缸442驱动两侧的检测夹头443相远离,待工件放置在检测架41上后,第二气缸442复位,弹性力使得两侧的检测夹头443相靠近并夹紧在工件的两侧,检测模块441将工件的外圆尺寸计算并输出。
以上所述仅为本实用新型的优选实施例而已,并不用于限制本实用新型,对于本领域的技术人员来说,本实用新型可以有各种更改和变化。凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
Claims (4)
1.一种轴类零件数控车削及成品检测自动化生产线,其特征在于:包括数控双头车床(1)、设在所述数控双头车床(1)同侧的提升装置(3)及检测装置(4)、设在所述数控双头车床(1)上方的取料装置(2),所述数控双头车床(1)的机头、所述提升装置(3)的上料工位、所述检测装置(4)的检测工位在同一直线上,所述取料装置(2)用于将所述提升装置(3)的毛坯件抓取并输送到所述数控双头车床(1)的机头上,同时,将所述数控双头车床(1)加工成型的工件抓取并输送至所述检测装置(4)的检测工位上;
所述检测装置(4)用于加工成型的工件的检测,并将合格的工件与不合格的工件区分开,所述检测装置(4)包括用于放置加工成型后的工件的检测架(41)、设在所述检测架(41)上用于工件放置后夹紧定位的组合气缸(42)、设在所述检测架(41)上用于检测成型后的工件长度的第一检测机构(43)、设在所述检测架(41)上用于成型后的工件的外圆尺寸检测的第二检测机构(44);
所述第一检测机构(43)包括设在所述检测工位一端的固定测头(431)、设在所述检测工位另一端的活动测头(432),所述活动测头(432)由一固定的第一气缸(433)驱动,且所述第一气缸(433)上固定有传感器(435),所述第一气缸(433)在与所述活动测头(432)的相对一端设有同步盘(434),所述同步盘(434)与所述传感器(435)抵靠后将成型后的工件的长度输出;
所述第二检测机构(44)包括设在所述检测工位下方的检测模块(441)、设在所述检测模块(441)上的第二气缸(442),所述检测模块(441)具有可弹性夹紧在成型后的工件两侧的检测夹头(443),所述第二气缸(442)与所述检测夹头(443)连接用于使两所述检测夹头(443)相远离,所述检测夹头(443)夹紧成型后的工件后将成型后的工件的外圆尺寸输出。
2.根据权利要求1所述的一种轴类零件数控车削及成品检测自动化生产线,其特征在于:所述提升装置(3)包括一料仓(31)、设在所述料仓(31)一端的多个间隔、倾斜设置的固定板(32)、活动板(33),多个所述活动板(33)由一铰链气缸(34)驱动沿着所述固定板(32)的表面相对滑动,使得毛坯件逐渐上料至所述上料工位处。
3.根据权利要求1所述的一种轴类零件数控车削及成品检测自动化生产线,其特征在于:所述取料装置(2)包括一直线设置的导轨(21)、沿所述导轨(21)滑动的滑块(22)、设在所述滑块(22)上并能在竖直线上升降以实现工件抓取或释放的第一机械手(23)、第二机械手(24)。
4.根据权利要求1所述的一种轴类零件数控车削及成品检测自动化生产线,其特征在于:所述检测架(41)整体由固定的第三气缸(45)驱动实现水平滑动,所述检测架(41)的下方设有成品仓(8)、废品仓(6)及一活动的分选板(7),所述分选板(7)由固定的第四气缸(5)驱动实现水平滑动,合格的工件经分选板(7)导向并滑动至所述成品仓(8)内,不合格的工件直接落至所述废品仓(6)内。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202320795552.0U CN219212444U (zh) | 2023-04-12 | 2023-04-12 | 一种轴类零件数控车削及成品检测自动化生产线 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202320795552.0U CN219212444U (zh) | 2023-04-12 | 2023-04-12 | 一种轴类零件数控车削及成品检测自动化生产线 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN219212444U true CN219212444U (zh) | 2023-06-20 |
Family
ID=86734142
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202320795552.0U Active CN219212444U (zh) | 2023-04-12 | 2023-04-12 | 一种轴类零件数控车削及成品检测自动化生产线 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN219212444U (zh) |
-
2023
- 2023-04-12 CN CN202320795552.0U patent/CN219212444U/zh active Active
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US11571774B2 (en) | Intelligent plate parts machining production line combining universal and special equipment | |
| CN107243661B (zh) | 一种轴用全自动方孔机的钻孔装置 | |
| CN113794083A (zh) | 一种载具自动插针设备 | |
| CN103639709A (zh) | 换向器自动流水线 | |
| CN104526743A (zh) | 一种pcb-v槽切割装置 | |
| CN210849361U (zh) | 一种机床的自动上下料装置 | |
| CN109048450A (zh) | 一种数控车床自动上下料装置 | |
| CN106903515B (zh) | 一种全自动圆管类零件三点冲压设备 | |
| CN216085670U (zh) | 一种载具自动插针设备 | |
| CN105328500B (zh) | 内置有自动上卸料机构数控机床及进行工件装卸的方法 | |
| WO2021135762A1 (zh) | 一种工件交换装置和方法 | |
| CN206305771U (zh) | 一种两工位全自动钻孔倒角机 | |
| CN219212444U (zh) | 一种轴类零件数控车削及成品检测自动化生产线 | |
| CN115816486B (zh) | 电子锯改造机器人上下料工作站 | |
| CN208390475U (zh) | 一种不合格品自动检测分离装置 | |
| CN217728013U (zh) | 托料板、物料输送机构及自动上下料机 | |
| CN205363406U (zh) | 内置有自动上卸料机构数控机床 | |
| CN210452060U (zh) | 一种具有工件检测功能的对立双主轴双刀塔组合机床 | |
| CN111496305A (zh) | 一种高架式高效五轴数控铣床 | |
| CN215747696U (zh) | 一种快速数控钻孔攻丝机床 | |
| CN110977494A (zh) | 一种光通讯精密零件rc智能制造生产线 | |
| CN205363407U (zh) | 自备机械手的数控机床 | |
| CN113770442B (zh) | 切断装置及其切断方法 | |
| CN220772135U (zh) | 一种电机转子高度自动检测装置 | |
| CN204505373U (zh) | 一种pcb-v槽切割装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant |