CN219004900U - 一种兼容钢珠和销钉的传感器注油口自动密封设备 - Google Patents
一种兼容钢珠和销钉的传感器注油口自动密封设备 Download PDFInfo
- Publication number
- CN219004900U CN219004900U CN202223476988.8U CN202223476988U CN219004900U CN 219004900 U CN219004900 U CN 219004900U CN 202223476988 U CN202223476988 U CN 202223476988U CN 219004900 U CN219004900 U CN 219004900U
- Authority
- CN
- China
- Prior art keywords
- pin
- sensor
- cylinder
- steel ball
- tray
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images








Landscapes
- Specific Conveyance Elements (AREA)
Abstract
本实用新型公开了一种兼容钢珠和销钉的传感器注油口自动密封设备,其中,托盘上下料机构用于拆分出单个托盘,并传送至预设工作位,并将空托盘进行堆叠;工件上料机构将传感器搬运至视觉对位拨引脚机构的工位;视觉对位拨引脚机构能够利用视觉对位技术将传感器旋转至预设角度,并将引脚拨转至避让位;钢珠/销钉上料机构将钢珠/销钉上料至注油口;中转机构将传感器中转至焊接聚引脚机构进行钢珠/销钉与注油口之间的密封焊接,并合拢引脚;下料倒油机构能够收集残留油液,并将传感器转运移出。通过本实用新型的技术方案,实现整体流程自动操作,无需人工进行干预,自动化程度高,焊接质量稳定,生产成本显著降低。
Description
技术领域
本实用新型涉及电阻焊焊接技术领域,尤其涉及一种兼容钢珠和销钉的传感器注油口自动密封设备。
背景技术
压力传感器是被测压力通过隔离膜片和灌充硅油传递到硅压阻式敏感元件上,实现了压力到电信号的精确转换。在传感器的生产制造过程中,需要对充满硅油的传感器注油口,用钢珠或销钉采用电阻焊的方式进行密封,焊接前需要置放钢珠或销钉到传感器注油口上方,再将传感器放置到电阻焊机下方,并且注油口上的钢珠和销钉需和焊机上电极棒同轴。
现有的人工置放钢珠或销钉过程,因传感器及钢珠、销钉体积较小,人工操作不便,而且不能全自动的进行上料焊接。每次焊接前,需目测注油口是否和上电极同轴,操作人员还需和焊机保持一定的安全距离,使得此道传感器制造工艺花费时间较长,生产效率较低。
实用新型内容
针对上述问题,本实用新型提供了一种兼容钢珠和销钉的传感器注油口自动密封设备,通过托盘上下料机构将堆叠多层的托盘拆分并上料至工作位,将取完工件的空托盘再次堆叠至特定位置,通过工件上料机构将在托盘上下料工作位的未焊传感器依次上料至视觉对位拨引脚机构,通过视觉对位技术将传感器注油口旋转至特定位置,并对传感器引脚拨转至避让位以避开注油口上方特定区域范围,通过钢珠/销钉上料机构自动将钢珠/销钉上料至传感器注油口,通过中转机构将置珠/钉后的传感器上料至焊接聚引脚机构以完成密封焊接并进行引脚的合拢,通过下料倒油机构将焊后传感器内剩余残油收集至接油槽内并下料至下游设备,实现自动拆盘、自动码盘、自动上料、自动对位、自动置珠/钉、自动焊接及自动倒油下料操作,无需人工进行干预,自动化程度高,焊接质量稳定,生产成本显著降低。
为实现上述目的,本实用新型提供了一种兼容钢珠和销钉的传感器注油口自动密封设备,包括工作台以及设置于所述工作台上的托盘上下料机构、工件上料机构、视觉对位拨引脚机构、钢珠/销钉上料机构、中转机构、焊接聚引脚机构和下料倒油机构;
所述托盘上下料机构用于由堆叠多层的托盘中拆分出单个托盘,并将该单个托盘传送至预设工作位,并能够将工作完成的空托盘传送至预设位置进行堆叠;
所述工件上料机构能够将传感器由处于预设工作位的单个托盘上搬运至所述视觉对位拨引脚机构的工位;
所述视觉对位拨引脚机构能够利用视觉对位技术将所述传感器的注油口旋转至预设角度,并将所述传感器的引脚拨转至避让位;
所述钢珠/销钉上料机构能够将钢珠/销钉由所述避让位上料至所述传感器的注油口;
所述中转机构能够将置放所述钢珠/销钉后的所述传感器中转至所述焊接聚引脚机构;
所述焊接聚引脚机构能够实现钢珠/销钉与所述注油口之间的密封焊接,并将所述传感器的引脚合拢至原位置;
所述下料倒油机构能够收集焊接完成的所述传感器上的残留油液,并将所述传感器转运移出。
在上述技术方案中,优选地,所述托盘上下料机构包括堆叠托盘拆分组件、托盘移动模组和托盘堆叠组件;
所述堆叠托盘拆分组件能够将堆叠多层的托盘最上层的单个托盘拆分出来,所述托盘移动模组将拆分出的单个托盘移动至预设工作位,在该单个托盘上承放的传感器被取走后,所述托盘移动模组能够将空托盘移动至所述托盘堆叠组件进行堆叠。
在上述技术方案中,优选地,所述工件上料机构包括Y向支座、Y向移动模组、第一升降气缸、第一夹爪和夹指;
所述Y向支座设置于所述工作台上,所述Y向移动模组设置于所述Y向支座的侧壁上,所述第一升降气缸设置于所述Y向移动模组的活动端,所述第一夹爪设置于所述第一升降气缸的活动端,所述夹指设置于所述第一夹爪的活动端;
所述第一夹爪能够带动所述夹指以夹取预设工作位的所述托盘上的传感器,并能够在所述Y向移动模组和所述第一升降气缸的驱动作用下,将所述传感器由所述托盘转移至所述视觉对位拨引脚机构的工位。
在上述技术方案中,优选地,所述视觉对位拨引脚机构包括支撑座、导轨滑块、升降滑块连接座、丝杠组件、升降电机、旋转轴系组件、第二夹爪、对位旋转电机、拨引脚一级滑台气缸、拨引脚二级滑台气缸、分引脚气爪、分引脚拨针、相机、光源和视觉支架;
所述支撑座设置于所述工作台上,所述导轨滑块竖向设置于所述支撑座的侧面,所述升降滑块连接座竖向设置于所述导轨滑块的活动端并与所述丝杠组件的活动端连接,所述丝杠组件竖向固定于所述支撑座上,所述升降电机设置于所述支撑座上并与所述丝杠组件连接,所述旋转轴系组件设置于所述升降滑块连接座上,所述第二夹爪设置于所述旋转轴系组件上,所述对位旋转电机设置于所述升降滑块连接座上并与所述旋转轴系组件相连接,所述拨引脚一级滑台气缸设置于所述支撑座后端,所述拨引脚二级滑台气缸设置于所述拨引脚一级滑台气缸的活动端,所述分引脚气爪设置于所述拨引脚二级滑台气缸的活动端,所述分引脚拨针设置于所述分引脚气爪的前端,所述相机设置于所述视觉支架的侧面,所述光源设置于所述相机的下方并与所述视觉支架相连接,所述视觉支架固定于所述支撑座上;
所述第二夹爪能够夹取所述传感器,并能够在所述升降电机的驱动作用下,沿所述导轨滑块和所述丝杠组件移动;
在所述光源的光照支持下,所述相机能够实时获取所述传感器的图像,基于视觉对位技术能够根据实时图像分析得到所述传感器上注油口的位置和角度;
所述旋转轴系组件能够在所述对位旋转电机的驱动下,带动所述传感器旋转至所述注油口到达预设角度;
在所述拨引脚一级滑台气缸和所述拨引脚二级滑台气缸的驱动下,所述分引脚气爪能够带动所述分引脚拨针移动,以将所述传感器的引脚分开至所述避让位,使得所述钢珠/销钉能够顺利移动至所述传感器的注油口位置。
在上述技术方案中,优选地,所述钢珠/销钉上料机构包括钢珠/销钉分料机和上料机械手;
所述钢珠/销钉分料机包括钢珠/销钉分料仓、对射传感器、导向轴、直线轴承、钢珠/销钉分料杆、浮动接头和顶升气缸,所述钢珠/销钉分料仓上设置有料仓盖板,所述钢珠/销钉分料仓设置于料仓连接板上,所述对射传感器设置于传感器支架上,所述传感器支架设置于所述料仓连接板上,所述料仓连接板设置于立板上并与所述导向轴连接,所述立板设置于底板上,所述底板设置于所述工作台上,所述直线轴承套设于所述导向轴上,所述钢珠/销钉分料杆通过直线轴承连接板与所述直线轴承相连接,所述浮动接头设置于所述直线轴承连接板下方,所述顶升气缸固定于所述导向轴下端的气缸连接板上;
在所述顶升气缸的顶升作用及所述导向轴的导向作用下,所述钢珠/销钉分料杆向上移动,以将所述钢珠/销钉分料仓中的钢珠/销钉由所述料仓盖板对应位置留设的孔洞中顶出,并利用所述对射传感器检测是否有钢珠/销钉顶出;
所述上料机械手包括X向支座、X向移动模组、升降滑台气缸、手动位移平台、上连接板、导向组件、弹簧、下连接板、真空吸嘴座和吸嘴,所述X向支座设置于所述工作台上,所述X向移动模组设置于所述X向支座侧壁上,所述升降滑台气缸设置于所述X向移动模组的活动端,所述手动位移平台设置于所述升降滑台气缸的活动端,所述上连接板设置于所述手动位移平台的活动端,所述导向组件设置于所述上连接板的下方,所述弹簧设置于所述导向组件的外围,所述下连接板设置于所述导向组件的下方,所述真空吸嘴座设置于所述下连接板的下方,所述吸嘴设置于所述真空吸嘴座的下方;
所述吸嘴在所述升降滑台气缸和所述手动位移平台的驱动作用及所述导向组件的导向作用下,移动至所述钢珠/销钉分料仓上方并吸附所述钢珠/销钉,再将所述钢珠/销钉转移至所述传感器的注油口。
在上述技术方案中,优选地,所述中转机构包括中转移动模组、悬臂连接座、升降气缸、中转夹爪和中转夹指,所述中转移动模组设置于所述工作台上,所述悬臂连接座设置于所述中转移动模组的移动端,所述升降气缸设置于所述悬臂连接座的侧面,所述中转夹爪设置于所述升降气缸的活动端,所述中转夹指设置于所述中转夹爪的活动端;
所述中转夹爪能够带动所述中转夹指以夹取放置有所述钢珠/销钉的传感器,并在所述中转移动模组和所述升降气缸的驱动作用下,将所述传感器转移至所述焊接聚引脚机构的焊接工位。
在上述技术方案中,优选地,所述焊接聚引脚机构包括电阻焊机头、气缸支座、合拢气缸和聚引脚夹片,所述电阻焊机头设置于所述工作台上,所述气缸支座设置于所述电阻焊机头两侧,所述合拢气缸设置于所述气缸支座上方,所述聚引脚夹片设置于所述合拢气缸的活动侧;
所述电阻焊机头用于对所述钢珠/销钉与所述传感器的注油口之间进行密封焊接,所述聚引脚夹片能够在所述合拢气缸的驱动下将所述传感器上处于避让位的引脚合拢至原位。
在上述技术方案中,优选地,所述下料倒油机构包括下料X轴移动模组、Z轴移动模组、悬臂架、平推气缸、立座、减速机、下料旋转电机、下料夹爪、下料夹指和接油槽组件,所述下料X轴移动模组设置于所述工作台上,所述Z轴移动模组通过连接座竖直设置于所述下料X轴移动模组的活动端,所述悬臂架设置于所述Z轴移动模组的活动端,所述平推气缸设置于所述悬臂架上,所述立座设置于所述平推气缸的活动端,所述减速机设置于所述立座的后方,所述下料旋转电机设置于所述减速机的输入端,所述下料夹爪设置于所述减速机的输出端,所述下料夹指设置于所述下料夹爪的活动端,所述接油槽组件设置于所述工作台上;
所述下料夹爪能够在所述下料X轴移动模组和所述Z轴移动模组的驱动作用下移动至所述焊接聚引脚机构的工位,并将焊接完成的所述传感器夹取至所述接油槽组件上方,在所述下料旋转电机的驱动作用下能够带动所述传感器倒转以将残留油液倒入所述接油槽组件中,在所述平推气缸的驱动作用下能够将所述传感器转运移出当前工位。
与现有技术相比,本实用新型的有益效果为:通过托盘上下料机构将堆叠多层的托盘拆分并上料至工作位,将取完工件的空托盘再次堆叠至特定位置,通过工件上料机构将在托盘上下料工作位的未焊传感器依次上料至视觉对位拨引脚机构,通过视觉对位技术将传感器注油口旋转至特定位置,并对传感器引脚拨转至避让位以避开注油口上方特定区域范围,通过钢珠/销钉上料机构自动将钢珠/销钉上料至传感器注油口,通过中转机构将置珠/钉后的传感器上料至焊接聚引脚机构以完成密封焊接并进行引脚的合拢,通过下料倒油机构将焊后传感器内剩余残油收集至接油槽内并下料至下游设备,实现自动拆盘、自动码盘、自动上料、自动对位、自动置珠/钉、自动焊接及自动倒油下料操作,无需人工进行干预,自动化程度高,焊接质量稳定,生产成本显著降低。
附图说明
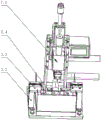
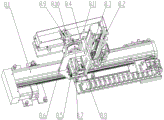
图1为本实用新型一种实施例公开的兼容钢珠和销钉的传感器注油口自动密封设备的整体结构示意图;
图2为本实用新型一种实施例公开的托盘上下料机构的结构示意图;
图3为本实用新型一种实施例公开的工件上料机构的结构示意图;
图4为本实用新型一种实施例公开的视觉对位拨引脚机构的结构示意图;
图5为本实用新型一种实施例公开的钢珠/销钉上料机构的结构示意图;
图6为本实用新型一种实施例公开的钢珠/销钉分料机的结构示意图;
图7为本实用新型一种实施例公开的上料机械手的结构示意图;
图8为本实用新型一种实施例公开的中转机构的结构示意图;
图9为本实用新型一种实施例公开的焊接聚引脚机构的结构示意图;
图10为本实用新型一种实施例公开的下料倒油机构的结构示意图。
图中,各组件与附图标记之间的对应关系为:
1、工作台;
2、托盘上下料机构;2.1、托盘移动模组;2.2、堆叠托盘拆分组件;2.3、托盘堆叠组件;
3、工件上料机构;3.1、Y向支座;3.2、Y向移动模组;3.3、第一升降气缸;3.4、第一夹爪;3.5、夹指;
4、视觉对位拨引脚机构;4.1、支撑座;4.2、导轨滑块;4.3、升降滑块连接座;4.4、丝杠组件;4.5、升降电机;4.6、旋转轴系组件;4.7、第二夹爪;4.8、对位旋转电机;4.9、拨引脚一级滑台气缸;4.10、拨引脚二级滑台气缸;4.11、分引脚气爪;4.12、分引脚拨针;4.13、相机;4.14、光源;4.15、视觉支架;
5、钢珠/销钉上料机构;5.1、钢珠/销钉分料机;5.1.1、料仓盖板;5.1.2、钢珠/销钉分料仓;5.1.3、料仓连接板;5.1.4、传感器支架;5.1.5、对射传感器;5.1.6、立板;5.1.7、底板;5.1.8、导向轴;5.1.9、直线轴承;5.1.10、直线轴承连接板;5.1.11、钢珠/销钉分料杆;5.1.12、浮动接头;5.1.13、气缸连接板;5.1.14、顶升气缸;5.2、销钉分料机;5.3、上料机械手;5.3.1、X向支座;5.3.2、X向移动模组;5.3.3、升降滑台气缸;5.3.4、手动位移平台;5.3.5、上连接板;5.3.6、导向组件;5.3.7、弹簧;5.3.8、下连接板;5.3.9、真空吸嘴座;5.3.10、吸嘴;
6、中转机构;6.1、中转移动模组;6.2、悬臂连接座;6.3、升降气缸;6.4、中转夹爪;6.5、中转夹指;
7、焊接聚引脚机构;7.1、电阻焊机头;7.2、气缸支座;7.5、合拢气缸;7.4、聚引脚夹片;
8、下料倒油机构;8.1、下料X轴移动模组;8.2、连接座;8.3、Z轴移动模组;8.4、悬臂架;8.5、平推气缸;8.6、立座;8.7、减速机;8.8、下料旋转电机;8.9、下料夹爪;8.10、下料夹指;8.11、接油槽组件。
具体实施方式
为使本实用新型实施例的目的、技术方案和优点更加清楚,下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本实用新型的一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动的前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
下面结合附图对本实用新型做进一步的详细描述:
如图1所示,根据本实用新型提供的一种兼容钢珠和销钉的传感器注油口自动密封设备,包括工作台1以及设置于工作台1上的托盘上下料机构2、工件上料机构3、视觉对位拨引脚机构4、钢珠/销钉上料机构5、中转机构6、焊接聚引脚机构7和下料倒油机构8。
托盘上下料机构2用于由堆叠多层的托盘中拆分出单个托盘,并将该单个托盘传送至预设工作位,并能够将工作完成的空托盘传送至预设位置进行堆叠。
工件上料机构3能够将传感器由处于预设工作位的单个托盘上搬运至视觉对位拨引脚机构4的工位。
视觉对位拨引脚机构4能够利用视觉对位技术将传感器的注油口旋转至预设角度,并将传感器的引脚拨转至避让位。
钢珠/销钉上料机构5能够将钢珠/销钉由避让位上料至传感器的注油口。
中转机构6能够将置放钢珠/销钉后的传感器中转至焊接聚引脚机构7。
焊接聚引脚机构7能够实现钢珠/销钉与注油口之间的密封焊接,并将传感器的引脚合拢至原位置。
下料倒油机构8能够收集焊接完成的传感器上的残留油液,并将传感器转运移出。
在该实施方式中,通过托盘上下料机构2将堆叠多层的托盘拆分并上料至工作位,将取完工件的空托盘再次堆叠至特定位置,通过工件上料机构3将在托盘上下料工作位的未焊传感器依次上料至视觉对位拨引脚机构4,通过视觉对位技术将传感器注油口旋转至特定位置,并对传感器引脚拨转至避让位以避开注油口上方特定区域范围,通过钢珠/销钉上料机构自动将钢珠/销钉上料至传感器注油口,通过中转机构6将置珠/钉后的传感器上料至焊接聚引脚机构7以完成密封焊接并进行引脚的合拢,通过下料倒油机构8将焊后传感器内剩余残油收集至接油槽内并下料至下游设备,实现自动拆盘、自动码盘、自动上料、自动对位、自动置珠/钉、自动焊接及自动倒油下料操作,无需人工进行干预,自动化程度高,焊接质量稳定,生产成本显著降低。
如图2所示,在上述实施方式中,优选地,托盘上下料机构2包括堆叠托盘拆分组件2.2、托盘移动模组2.1和托盘堆叠组件2.3。
在实施过程中,人工将堆叠多层的托盘放置于堆叠托盘拆分组件2.2上,堆叠托盘拆分组件2.2能够将堆叠多层的托盘最上层的单个托盘拆分出来,托盘移动模组2.1将拆分出的单个托盘移动至预设工作位,在该单个托盘上承放的传感器被取走后,托盘移动模组2.1能够将空托盘移动至托盘堆叠组件2.3进行堆叠。待空托盘堆叠码放至一定数量或高度后,可以由设备发出提示信息,提示工作人员将空托盘撤出。
如图3所示,在上述实施方式中,优选地,工件上料机构3包括Y向支座3.1、Y向移动模组3.2、第一升降气缸3.3、第一夹爪3.4和夹指3.5。
Y向支座3.1设置于工作台1上,Y向移动模组3.2设置于Y向支座3.1的侧壁上,第一升降气缸3.3设置于Y向移动模组3.2的活动端,第一夹爪3.4设置于第一升降气缸3.3的活动端,夹指3.5设置于第一夹爪3.4的活动端。
第一夹爪3.4能够带动夹指3.5以夹取预设工作位的托盘上的传感器,并能够在Y向移动模组3.2和第一升降气缸3.3的驱动作用下,将传感器由托盘转移至视觉对位拨引脚机构4的工位。具体地,Y向移动模组3.2移动至工作位的托盘上方,第一升降气缸3.3下降,第一夹爪3.4闭合以抓取托盘上承放的传感器,第一升降气缸3.3上升,Y向移动模组3.2移动至视觉对位拨引脚机构4进行放料。
如图4所示,在上述实施方式中,优选地,视觉对位拨引脚机构4包括支撑座4.1、导轨滑块4.2、升降滑块连接座4.3、丝杠组件4.4、升降电机4.5、旋转轴系组件4.6、第二夹爪4.7、对位旋转电机4.8、拨引脚一级滑台气缸4.9、拨引脚二级滑台气缸4.10、分引脚气爪4.11、分引脚拨针4.12、相机4.13、光源4.14和视觉支架4.15。
支撑座4.1设置于工作台1上,导轨滑块4.2竖向设置于支撑座4.1的侧面,升降滑块连接座4.3竖向设置于导轨滑块4.2的活动端并与丝杠组件4.4的活动端连接,丝杠组件4.4竖向固定于支撑座4.1上,升降电机4.5设置于支撑座4.1上并与丝杠组件4.4连接,旋转轴系组件4.6设置于升降滑块连接座4.3上,第二夹爪4.7设置于旋转轴系组件4.6上,对位旋转电机4.8设置于升降滑块连接座4.3上并与旋转轴系组件4.6相连接,拨引脚一级滑台气缸4.9设置于支撑座4.1后端,拨引脚二级滑台气缸4.10设置于拨引脚一级滑台气缸4.9的活动端,分引脚气爪4.11设置于拨引脚二级滑台气缸4.10的活动端,分引脚拨针4.12设置于分引脚气爪4.11的前端,相机4.13设置于视觉支架4.15的侧面,光源4.14设置于相机4.13的下方并与视觉支架4.15相连接,视觉支架4.15固定于支撑座4.1上。
第二夹爪4.7能够夹取传感器,并能够在升降电机4.5的驱动作用下,沿导轨滑块4.2和丝杠组件4.4移动。
在光源4.14的光照支持下,相机4.13能够实时获取传感器的图像,基于视觉对位技术能够根据实时图像分析得到传感器上注油口的位置和角度。
旋转轴系组件4.6能够在对位旋转电机4.8的驱动下,带动传感器旋转至注油口到达预设角度。
在拨引脚一级滑台气缸4.9和拨引脚二级滑台气缸4.10的驱动下,分引脚气爪4.11能够带动分引脚拨针4.12移动,以将传感器的引脚分开至避让位,使得钢珠/销钉能够顺利移动至传感器的注油口位置。
如图5所示,在上述实施方式中,优选地,钢珠/销钉上料机构5包括钢珠/销钉分料机5.1和上料机械手5.3。
如图6所示,钢珠/销钉分料机5.1包括钢珠/销钉分料仓5.1.2、对射传感器5.1.5、导向轴5.1.8、直线轴承5.1.9、钢珠/销钉分料杆5.1.11、浮动接头5.1.12和顶升气缸5.1.14,钢珠/销钉分料仓5.1.2上设置有料仓盖板5.1.1,钢珠/销钉分料仓5.1.2设置于料仓连接板5.1.3上,对射传感器5.1.5设置于传感器支架5.1.4上,传感器支架5.1.4设置于料仓连接板5.1.3上,料仓连接板5.1.3设置于立板5.1.6上并与导向轴5.1.8连接,立板5.1.6设置于底板5.1.7上,底板5.1.7设置于工作台1上,直线轴承5.1.9套设于导向轴5.1.8上,钢珠/销钉分料杆5.1.11通过直线轴承连接板5.1.10与直线轴承5.1.9相连接,浮动接头5.1.12设置于直线轴承连接板5.1.10下方,顶升气缸5.1.14固定于导向轴5.1.8下端的气缸连接板5.1.13上。
在顶升气缸5.1.14的顶升作用及导向轴5.1.8的导向作用下,钢珠/销钉分料杆5.1.11向上移动,以将钢珠/销钉分料仓5.1.2中的钢珠/销钉由料仓盖板5.1.1对应位置留设的孔洞中顶出,并利用对射传感器5.1.5检测是否有钢珠/销钉顶出。
如图7所示,上料机械手5.3包括X向支座5.3.1、X向移动模组5.3.2、升降滑台气缸5.3.3、手动位移平台5.3.4、上连接板5.3.5、导向组件5.3.6、弹簧5.3.7、下连接板5.3.8、真空吸嘴座5.3.9和吸嘴5.3.10,X向支座5.3.1设置于工作台1上,X向移动模组5.3.2设置于X向支座5.3.1的侧壁上,升降滑台气缸5.3.3设置于X向移动模组5.3.2的活动端,手动位移平台5.3.4设置于升降滑台气缸5.3.3的活动端,上连接板5.3.5设置于手动位移平台5.3.4的活动端,导向组件5.3.6设置于上连接板5.3.5的下方,弹簧5.3.7设置于导向组件5.3.6的外围,下连接板5.3.8设置于导向组件5.3.6的下方,真空吸嘴座5.3.9设置于下连接板5.3.8的下方,吸嘴5.3.10设置于真空吸嘴座5.3.9的下方。
在对射传感器5.1.5检测到钢珠/销钉分料仓5.1.2中顶出有钢珠/销钉时,在升降滑台气缸5.3.3和手动位移平台5.3.4的驱动作用及导向组件5.3.6的导向作用下,将吸嘴5.3.10移动至钢珠/销钉分料仓5.1.2上方并吸附钢珠/销钉,再将钢珠/销钉转移至传感器的注油口。如果在顶升气缸5.1.14顶升完成后未检测到钢珠/销钉,则重新反复进行分料动作。如果反复预设次数仍然无法检测到钢珠/销钉,则发出提示信息,提示工作人员检查。
具体地,在实施过程中,钢珠/销钉上料机构可以设置两组,分别设置钢珠分料机5.1和销钉分料机5.2,也可以设置一组能够兼容钢珠和销钉的上料机构。相适应的,吸嘴5.3.10优选采用能够兼容吸附钢珠和销钉的类型。
如图8所示,在上述实施方式中,优选地,中转机构6包括中转移动模组、悬臂连接座、升降气缸、中转夹爪和中转夹指,中转移动模组设置于工作台1上,悬臂连接座设置于中转移动模组的移动端,升降气缸设置于悬臂连接座的侧面,中转夹爪设置于升降气缸的活动端,中转夹指设置于中转夹爪的活动端。
与工件上料机构3的工作过程类似的,中转夹爪能够带动中转夹指以夹取放置有钢珠/销钉的传感器,并在中转移动模组和升降气缸的驱动作用下,将传感器转移至焊接聚引脚机构7的焊接工位。
如图9所示,在上述实施方式中,优选地,焊接聚引脚机构7包括电阻焊机头、气缸支座、合拢气缸和聚引脚夹片,电阻焊机头设置于工作台1上,气缸支座设置于电阻焊机头两侧,合拢气缸设置于气缸支座上方,聚引脚夹片设置于合拢气缸的活动侧。
电阻焊机头用于对钢珠/销钉与传感器的注油口之间进行密封焊接,聚引脚夹片能够在合拢气缸的驱动下将传感器上处于避让位的引脚合拢至原位。
具体地,在实施过程中,中转机构6将置珠/钉后的传感器搬运至电阻焊机头处后,电阻焊机头下压并通电焊接,如压力、电流超标,焊机自动报警,焊接完成后,两侧的合拢气缸伸出,驱动聚引脚夹片夹住分开的引脚进行合拢。
如图10所示,在上述实施方式中,优选地,下料倒油机构8包括下料X轴移动模组8.1、Z轴移动模组8.3、悬臂架8.4、平推气缸8.5、立座8.6、减速机8.7、下料旋转电机8.8、下料夹爪8.9、下料夹指8.10和接油槽组件8.11,下料X轴移动模组8.1设置于工作台1上,Z轴移动模组8.3通过连接座8.2竖直设置于下料X轴移动模组8.1的活动端,悬臂架8.4设置于Z轴移动模组8.3的活动端,平推气缸8.5设置于悬臂架8.4上,立座8.6设置于平推气缸8.5的活动端,减速机8.7设置于立座8.6的后方,下料旋转电机8.8设置于减速机8.7的输入端,下料夹爪8.9设置于减速机8.7的输出端,下料夹指8.10设置于下料夹爪8.9的活动端,接油槽组件8.11设置于工作台1上。
下料夹爪8.9能够在下料X轴移动模组8.1和Z轴移动模组8.3的驱动作用下移动至焊接聚引脚机构7的工位,并将焊接完成的传感器夹取至接油槽组件8.11上方,在下料旋转电机8.8的驱动作用下能够带动传感器倒转以将残留油液倒入接油槽组件8.11中,在平推气缸8.5的驱动作用下能够将传感器转运移出当前工位。
以上仅为本实用新型的优选实施例而已,并不用于限制本实用新型,对于本领域的技术人员来说,本实用新型可以有各种更改和变化。凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
Claims (8)
1.一种兼容钢珠和销钉的传感器注油口自动密封设备,其特征在于,包括工作台以及设置于所述工作台上的托盘上下料机构、工件上料机构、视觉对位拨引脚机构、钢珠/销钉上料机构、中转机构、焊接聚引脚机构和下料倒油机构;
所述托盘上下料机构用于由堆叠多层的托盘中拆分出单个托盘,并将该单个托盘传送至预设工作位,并能够将工作完成的空托盘传送至预设位置进行堆叠;
所述工件上料机构能够将传感器由处于预设工作位的单个托盘上搬运至所述视觉对位拨引脚机构的工位;
所述视觉对位拨引脚机构能够利用视觉对位技术将所述传感器的注油口旋转至预设角度,并将所述传感器的引脚拨转至避让位;
所述钢珠/销钉上料机构能够将钢珠/销钉由所述避让位上料至所述传感器的注油口;
所述中转机构能够将置放所述钢珠/销钉后的所述传感器中转至所述焊接聚引脚机构;
所述焊接聚引脚机构能够实现钢珠/销钉与所述注油口之间的密封焊接,并将所述传感器的引脚合拢至原位置;
所述下料倒油机构能够收集焊接完成的所述传感器上的残留油液,并将所述传感器转运移出。
2.根据权利要求1所述的兼容钢珠和销钉的传感器注油口自动密封设备,其特征在于,所述托盘上下料机构包括堆叠托盘拆分组件、托盘移动模组和托盘堆叠组件;
所述堆叠托盘拆分组件能够将堆叠多层的托盘最上层的单个托盘拆分出来,所述托盘移动模组将拆分出的单个托盘移动至预设工作位,在该单个托盘上承放的传感器被取走后,所述托盘移动模组能够将空托盘移动至所述托盘堆叠组件进行堆叠。
3.根据权利要求1所述的兼容钢珠和销钉的传感器注油口自动密封设备,其特征在于,所述工件上料机构包括Y向支座、Y向移动模组、第一升降气缸、第一夹爪和夹指;
所述Y向支座设置于所述工作台上,所述Y向移动模组设置于所述Y向支座的侧壁上,所述第一升降气缸设置于所述Y向移动模组的活动端,所述第一夹爪设置于所述第一升降气缸的活动端,所述夹指设置于所述第一夹爪的活动端;
所述第一夹爪能够带动所述夹指以夹取预设工作位的所述托盘上的传感器,并能够在所述Y向移动模组和所述第一升降气缸的驱动作用下,将所述传感器由所述托盘转移至所述视觉对位拨引脚机构的工位。
4.根据权利要求1所述的兼容钢珠和销钉的传感器注油口自动密封设备,其特征在于,所述视觉对位拨引脚机构包括支撑座、导轨滑块、升降滑块连接座、丝杠组件、升降电机、旋转轴系组件、第二夹爪、对位旋转电机、拨引脚一级滑台气缸、拨引脚二级滑台气缸、分引脚气爪、分引脚拨针、相机、光源和视觉支架;
所述支撑座设置于所述工作台上,所述导轨滑块竖向设置于所述支撑座的侧面,所述升降滑块连接座竖向设置于所述导轨滑块的活动端并与所述丝杠组件的活动端连接,所述丝杠组件竖向固定于所述支撑座上,所述升降电机设置于所述支撑座上并与所述丝杠组件连接,所述旋转轴系组件设置于所述升降滑块连接座上,所述第二夹爪设置于所述旋转轴系组件上,所述对位旋转电机设置于所述升降滑块连接座上并与所述旋转轴系组件相连接,所述拨引脚一级滑台气缸设置于所述支撑座后端,所述拨引脚二级滑台气缸设置于所述拨引脚一级滑台气缸的活动端,所述分引脚气爪设置于所述拨引脚二级滑台气缸的活动端,所述分引脚拨针设置于所述分引脚气爪的前端,所述相机设置于所述视觉支架的侧面,所述光源设置于所述相机的下方并与所述视觉支架相连接,所述视觉支架固定于所述支撑座上;
所述第二夹爪能够夹取所述传感器,并能够在所述升降电机的驱动作用下,沿所述导轨滑块和所述丝杠组件移动;
在所述光源的光照支持下,所述相机能够实时获取所述传感器的图像,基于视觉对位技术能够根据实时图像分析得到所述传感器上注油口的位置和角度;
所述旋转轴系组件能够在所述对位旋转电机的驱动下,带动所述传感器旋转至所述注油口到达预设角度;
在所述拨引脚一级滑台气缸和所述拨引脚二级滑台气缸的驱动下,所述分引脚气爪能够带动所述分引脚拨针移动,以将所述传感器的引脚分开至所述避让位,使得所述钢珠/销钉能够顺利移动至所述传感器的注油口位置。
5.根据权利要求1所述的兼容钢珠和销钉的传感器注油口自动密封设备,其特征在于,所述钢珠/销钉上料机构包括钢珠/销钉分料机和上料机械手;
所述钢珠/销钉分料机包括钢珠/销钉分料仓、对射传感器、导向轴、直线轴承、钢珠/销钉分料杆、浮动接头和顶升气缸,所述钢珠/销钉分料仓上设置有料仓盖板,所述钢珠/销钉分料仓设置于料仓连接板上,所述对射传感器设置于传感器支架上,所述传感器支架设置于所述料仓连接板上,所述料仓连接板设置于立板上并与所述导向轴连接,所述立板设置于底板上,所述底板设置于所述工作台上,所述直线轴承套设于所述导向轴上,所述钢珠/销钉分料杆通过直线轴承连接板与所述直线轴承相连接,所述浮动接头设置于所述直线轴承连接板下方,所述顶升气缸固定于所述导向轴下端的气缸连接板上;
在所述顶升气缸的顶升作用及所述导向轴的导向作用下,所述钢珠/销钉分料杆向上移动,以将所述钢珠/销钉分料仓中的钢珠/销钉由所述料仓盖板对应位置留设的孔洞中顶出,并利用所述对射传感器检测是否有钢珠/销钉顶出;
所述上料机械手包括X向支座、X向移动模组、升降滑台气缸、手动位移平台、上连接板、导向组件、弹簧、下连接板、真空吸嘴座和吸嘴,所述X向支座设置于所述工作台上,所述X向移动模组设置于所述X向支座侧壁上,所述升降滑台气缸设置于所述X向移动模组的活动端,所述手动位移平台设置于所述升降滑台气缸的活动端,所述上连接板设置于所述手动位移平台的活动端,所述导向组件设置于所述上连接板的下方,所述弹簧设置于所述导向组件的外围,所述下连接板设置于所述导向组件的下方,所述真空吸嘴座设置于所述下连接板的下方,所述吸嘴设置于所述真空吸嘴座的下方;
所述吸嘴在所述升降滑台气缸和所述手动位移平台的驱动作用及所述导向组件的导向作用下,移动至所述钢珠/销钉分料仓上方并吸附所述钢珠/销钉,再将所述钢珠/销钉转移至所述传感器的注油口。
6.根据权利要求1所述的兼容钢珠和销钉的传感器注油口自动密封设备,其特征在于,所述中转机构包括中转移动模组、悬臂连接座、升降气缸、中转夹爪和中转夹指,所述中转移动模组设置于所述工作台上,所述悬臂连接座设置于所述中转移动模组的移动端,所述升降气缸设置于所述悬臂连接座的侧面,所述中转夹爪设置于所述升降气缸的活动端,所述中转夹指设置于所述中转夹爪的活动端;
所述中转夹爪能够带动所述中转夹指以夹取放置有所述钢珠/销钉的传感器,并在所述中转移动模组和所述升降气缸的驱动作用下,将所述传感器转移至所述焊接聚引脚机构的焊接工位。
7.根据权利要求1所述的兼容钢珠和销钉的传感器注油口自动密封设备,其特征在于,所述焊接聚引脚机构包括电阻焊机头、气缸支座、合拢气缸和聚引脚夹片,所述电阻焊机头设置于所述工作台上,所述气缸支座设置于所述电阻焊机头两侧,所述合拢气缸设置于所述气缸支座上方,所述聚引脚夹片设置于所述合拢气缸的活动侧;
所述电阻焊机头用于对所述钢珠/销钉与所述传感器的注油口之间进行密封焊接,所述聚引脚夹片能够在所述合拢气缸的驱动下将所述传感器上处于避让位的引脚合拢至原位。
8.根据权利要求1所述的兼容钢珠和销钉的传感器注油口自动密封设备,其特征在于,所述下料倒油机构包括下料X轴移动模组、Z轴移动模组、悬臂架、平推气缸、立座、减速机、下料旋转电机、下料夹爪、下料夹指和接油槽组件,所述下料X轴移动模组设置于所述工作台上,所述Z轴移动模组通过连接座竖直设置于所述下料X轴移动模组的活动端,所述悬臂架设置于所述Z轴移动模组的活动端,所述平推气缸设置于所述悬臂架上,所述立座设置于所述平推气缸的活动端,所述减速机设置于所述立座的后方,所述下料旋转电机设置于所述减速机的输入端,所述下料夹爪设置于所述减速机的输出端,所述下料夹指设置于所述下料夹爪的活动端,所述接油槽组件设置于所述工作台上;
所述下料夹爪能够在所述下料X轴移动模组和所述Z轴移动模组的驱动作用下移动至所述焊接聚引脚机构的工位,并将焊接完成的所述传感器夹取至所述接油槽组件上方,在所述下料旋转电机的驱动作用下能够带动所述传感器倒转以将残留油液倒入所述接油槽组件中,在所述平推气缸的驱动作用下能够将所述传感器转运移出当前工位。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202223476988.8U CN219004900U (zh) | 2022-12-26 | 2022-12-26 | 一种兼容钢珠和销钉的传感器注油口自动密封设备 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202223476988.8U CN219004900U (zh) | 2022-12-26 | 2022-12-26 | 一种兼容钢珠和销钉的传感器注油口自动密封设备 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN219004900U true CN219004900U (zh) | 2023-05-12 |
Family
ID=86231174
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202223476988.8U Active CN219004900U (zh) | 2022-12-26 | 2022-12-26 | 一种兼容钢珠和销钉的传感器注油口自动密封设备 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN219004900U (zh) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN117600632A (zh) * | 2024-01-24 | 2024-02-27 | 苏州新视野自动化科技有限公司 | 一种衔铁焊接设备 |
-
2022
- 2022-12-26 CN CN202223476988.8U patent/CN219004900U/zh active Active
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN117600632A (zh) * | 2024-01-24 | 2024-02-27 | 苏州新视野自动化科技有限公司 | 一种衔铁焊接设备 |
| CN117600632B (zh) * | 2024-01-24 | 2024-03-26 | 苏州新视野自动化科技有限公司 | 一种衔铁焊接设备 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN107283166B (zh) | 一种燃油泵自动装配线及其操作方法 | |
| CN107139488B (zh) | 一种塑料桶盖与油嘴的自动焊接设备 | |
| CN113829027B (zh) | 一种自动上料压合医用肝素帽组装机 | |
| CN204737412U (zh) | 自动收发料机 | |
| CN219004900U (zh) | 一种兼容钢珠和销钉的传感器注油口自动密封设备 | |
| CN104925522A (zh) | 自动收发料机 | |
| CN114101885B (zh) | 自动化焊接装置 | |
| CN213184371U (zh) | 用于电堆的制备系统 | |
| CN115557186A (zh) | 一种处理组件、上料模组、电池模组生产线及其生产工艺 | |
| CN113199738A (zh) | 一种二步法吹瓶全自动生产设备 | |
| CN217369345U (zh) | 分选下料设备 | |
| CN114824418A (zh) | 一种片料胶片自动贴胶设备 | |
| CN112652781A (zh) | 一种全自动铝壳电池电芯合拢包膜机 | |
| CN217405497U (zh) | 一种片料胶片自动贴胶设备 | |
| CN110171142B (zh) | 一种塑料桶盖与油嘴自动焊接设备 | |
| CN118162779B (zh) | 一种无治具激光焊接设备 | |
| CN109590626B (zh) | 一种接水盘自动焊接系统及方法 | |
| CN214726390U (zh) | 二步法吹瓶全自动生产设备 | |
| CN110911593A (zh) | 一种电池盖帽组装设备及其组装方法 | |
| CN111452371B (zh) | 基于医用输液线部件组装检测机的检测清洁工站 | |
| CN110921300B (zh) | 一种用于锂电池组装的防爆片进料装置及其进料方法 | |
| CN216709737U (zh) | 一种自动装塞装置 | |
| CN208082922U (zh) | 一种金属插头堆垛机 | |
| CN212949248U (zh) | 基于医用输液线部件组装检测机的检测清洁工站 | |
| CN114850670A (zh) | 一种全自动焊接方法及设备 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant |