CN218968101U - 一种圆柱形中空电池壳的上料装置 - Google Patents
一种圆柱形中空电池壳的上料装置 Download PDFInfo
- Publication number
- CN218968101U CN218968101U CN202223426682.1U CN202223426682U CN218968101U CN 218968101 U CN218968101 U CN 218968101U CN 202223426682 U CN202223426682 U CN 202223426682U CN 218968101 U CN218968101 U CN 218968101U
- Authority
- CN
- China
- Prior art keywords
- plate
- lifting
- suction head
- feeding
- magnetic suction
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images











Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
Abstract
本实用新型公开一种圆柱形中空电池壳的上料装置,进料机构在外部框架内侧,包括固定在支撑框架上的进料输送装置,提升机构位于进料输送装置的一端,抓取机构固定于外部框架顶部外侧,设于提升机构的正上方,包括磁吸头组件,横移机构设于外部框架顶部外侧,位于抓取机构下方,翻转机构与抓取机构相衔接适配并置于抓取机构下方,出料机构在外部框架内侧且设于横移机构下方,可根据实际生产速度调整装置运行速度,在高低速生产时都可以在多工位同时工作的情况下保持稳定、良好的上料动作,电池壳进入装置时仅需保证口部向上且口部无明显变形,装置即可自动上料,解决了原本的人工上料导致的电池壳污染问题,通过机器的电池壳质量更可靠。
Description
技术领域
本实用新型涉及机械上料装置领域,尤其是涉及一种圆柱形中空电池壳的上料装置。
背景技术
现有技术中的电池壳在加工成型完成之后,一般情况下采用人工捡采的方式,通过人工上料,将电池壳逐次逐个的放入上料筐中,然后以上料筐为单位进行输送到下一个加工检测的环节,但是通过人工上料容易出错,导致检测所得结果不准确,上料所需要大量的人工,企业运营成本高,并且人工上料的效率较低,速度慢,使得生产线的生产不连贯,从而使得生产率受到负面影响,而且人工上料容易造成产品污染,导致产品剔除率增高,增加生产成本,产生很多不必要的浪费,不利于环保。
实用新型内容
为了解决上述问题,本实用新型提供一种圆柱形中空电池壳的上料装置,可根据实际生产速度调整装置运行速度,在高低速生产时都可以在多工位同时工作的情况下保持稳定、良好的上料动作,电池壳进入装置时仅需保证口部向上且口部无明显变形,装置即可自动上料,解决了原本的人工上料导致的电池壳污染问题,通过机器的电池壳质量更可靠。
为实现上述技术目的,达到上述技术效果,本实用新型是通过以下技术方案实现的:一种圆柱形中空电池壳的上料装置,包括外部框架,其特征在于,还包括进料机构、提升机构、抓取机构、横移机构、翻转机构、出料机构;
所述进料机构在外部框架内侧,包括固定在支撑框架上的进料输送装置;
所述提升机构位于进料输送装置的一端,包括第一升降模块与托板,托板的初始位置位于进料输送装置下方;
所述抓取机构固定于外部框架顶部外侧,设于提升机构的正上方,包括磁吸头组件,磁吸头组件包括由磁吸头固定杆贯穿连接的退壳气缸转接板与楔形的挡板固定块,挡板设于挡板固定块底端,磁吸头设于挡板下方,磁吸头上端为圆柱形,下端为圆锥形,铷磁铁置于靠近挡板一侧的磁吸头的圆柱形的内部中间;
所述横移机构设于外部框架顶部外侧,位于抓取机构下方;
所述翻转机构与抓取机构相衔接适配并置于抓取机构下方;
所述出料机构在外部框架内侧且设于横移机构下方。
进一步地,所述提升机构的第一升降模块包括2条平行的第一升降滑轨,2条第一升降滑轨之间设有第一丝杆,第一升降电机的轴与第一丝杆相连接,升降板设于第一升降滑轨上并与其相适配,托板对称设于升降板两侧,第一升降滑轨的两端极限位置设有第一光电开关。
进一步地,所述抓取机构的丝杠模组与垫板平行设于两侧,拖链设于丝杠模组一侧并与其平行,连接板设于丝杠模组与垫板之间并且与它们垂直,连接板靠近垫板的一侧下方设于滚动轴承组,连接板下方的丝杠模组与垫板之间设有压板,压板上方为磁吸头组件,磁吸头组件上方设有抓取气缸与退壳气缸。
进一步地,所述横移机构包括2条平行的横移滑轨,横移板设于横移滑轨上,与横移滑轨相适配,横移板与横移滑轨方向垂直的一侧设有限位气缸,横移板与横移滑轨方向平行的一侧设有定位气缸,横移板中间的矩形筐位四周对称设有至少4个导向块,横移板中间的矩形的筐位四角处设有限位块,定位气缸的外侧设有与横移滑轨平行的横移气缸。
进一步地,所述翻转机构包括水平的旋转轴,旋转轴依次经过轴承座、联轴器与伺服电机相连,旋转轴下方左右两侧均设有缓冲器,旋转轴上方设有吸板,与吸板相适配的限位板设于吸板上,吸板的外侧中间设有吸壳气缸。
进一步地,所述出料机构包括2条平行的出料滑轨,推板设于出料滑轨上并与其相适配,出料滑轨两端极限位置设有缓冲装置,第二升降模块包括2条与出料滑轨相垂直的第二升降滑轨,2条第二升降滑轨之间设有第二丝杆,第二升降电机的轴与第二丝杆相连接,第二升降电机上方设有升降板,第二升降滑轨的两端极限位置设有第二光电开关,推板的侧边下方设有上抬气缸,上抬气缸初始状态的顶部低于推板。
进一步地,所述退壳气缸转接板通过磁吸头组件连接螺钉与磁吸头固定杆在中间贯穿连接。
进一步地,所述磁吸头通过磁吸头紧固螺钉与磁吸头固定杆在中间贯穿连接,磁吸头上端的截面为圆形,该截面的直径小于挡板的截面直径,磁吸头上端外表面沿圆周均匀分布四个扁位缺口。
本实用新型的有益效果是:
1、整体上料速度受限制小,可以根据现场实际的生产速度调整整体装置的运行速度。无论是高速生产还是低速生产我们的装置都可以满足用户的需要,装置在高低速生产时都可以在多工位同时工作的情况下保持稳定、良好的上料动作。
2、电池壳进入装置时仅需保证口部向上且口部无明显变形,本装置即可自动上料。
3、解决了现有技术的人工上料导致电池壳污染问题,通过本装置的电池壳质量更可靠,减少故障率,减少成本的浪费。
4、本实用新型省却大部分人工,大幅降低企业运营成本,提高生产率。
5、本实用新型具有丰富的定制化功能,根据物件的差异及不同的检测要求,具体的可以根据被测物不同的直径、高度、壁厚等进行各种不同的修改,满足各种现场使用需求。
6、本装置操作简单,用户操作轻松。
7、通过外部框架,防尘、防污染,增加本装置整体的使用寿命。
附图说明
图1是一种圆柱形中空电池壳的上料装置的上料结构主视示意图;
图2是一种圆柱形中空电池壳的上料装置的上料结构后视示意图;
图3是一种圆柱形中空电池壳的上料装置的进料结构的示意图;
图4是一种圆柱形中空电池壳的上料装置的提升结构的示意图;
图5是一种圆柱形中空电池壳的上料装置的抓取结构的示意图;
图6是一种圆柱形中空电池壳的上料装置的磁吸头组件的示意图;
图7是一种圆柱形中空电池壳的上料装置的磁吸头组件的剖视图;
图8是一种圆柱形中空电池壳的上料装置的横移机构的示意图;
图9是一种圆柱形中空电池壳的上料装置的翻转机构初始状态的示意图;
图10是一种圆柱形中空电池壳的上料装置的翻转机构工作状态的示意图;
图11是一种圆柱形中空电池壳的上料装置出料机构的提升部分的示意图;
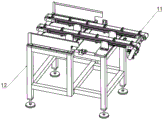
图12是一种圆柱形中空电池壳的上料装置的整体示意图。
其中,
1-进料机构,11-进料输送装置,12-支撑框架;
2-提升机构,21-托板,22-第一升降滑轨,23-第一丝杆,24-第一升降电机,25-升降板;
3-抓取机构,31-拖链,32-丝杠模组,33-抓取气缸,34-退壳气缸,35-磁吸头组件,36-压板,37-滚动轴承组,38-垫板,39-连接板;
351-退壳气缸转接板,352-磁吸头固定杆,353-挡板固定块,354-磁吸头,355-磁吸头紧固螺钉,356-磁吸头组件连接螺钉,357-挡板,358-铷磁铁;
4-横移机构,41-横移气缸,42-定位气缸,43-横移滑轨,44-限位气缸,45-限位块,46-导向块,47-横移板;
5-翻转机构,51-伺服电机,52-联轴器,53-轴承座,54-旋转轴,55-吸壳气缸,56-限位板,57-吸板,58-缓冲器;
6-出料机构,61-推板,62-上抬气缸,63-第二升降电机,64-第二升降滑轨,65-第二丝杆,66-升降板;
7-外部框架。
具体实施方式
下面结合附图1-12对本实用新型的较佳实施例进行详细阐述,以使本实用新型的优点和特征能更易于被本领域技术人员理解,从而对本实用新型的保护范围做出更为清楚明确的界定。
一种圆柱形中空电池壳的上料装置,如图1、2、12所示,包括外部框架7,还包括进料机构1、提升机构2、抓取机构3、横移机构4、翻转机构5、出料机构6;
装好筐后的电池壳和筐一起放入本装置的上料部分,上料部分将筐内口部向上直立放置的电池壳取出并翻转90°放置于用于下一环节检测的输送带上,取完一筐的电池壳后自动将空筐退出并使装满电池壳的筐就位。
本装置的上料部分的主要工作流程为:将装好筐后的电池壳和筐一起放入进料机构1的进料输送装置11的输送带上,提升机构2将筐向上提升,提升到合适高度后横移机构4将筐卡住并定位,抓取机构3将筐内口部向上直立放置的电池壳取出放置在翻转机构5上,翻转机构5翻转90°将电池壳放置于用于下一环节检测的输送带上,然后回到初始位置等抓取机构3送来下一批电池壳,抓取机构3取完一筐的电池壳后横移机构4将空筐移动到另一侧的出料机构6上方,松开卡爪取消定位将空筐落在出料机构6上,出料机构6将空筐逐渐下降,与此同时横移机构4回到初始位置等待位于抓取机构3下方的提升机构2将另一个装满电池壳的筐提升到位,重复之前的步骤直至存料全部取完,当空筐收集到一定数量或人工按下手动收料按钮后出料机构6将空筐整体推出装置内部,之后由人工取下空筐。
如图3所示,进料机构1在外部框架7内侧,包括固定在支撑框架12上的进料输送装置11;进料输送装置11固定在支撑框架12上,输送由进料电机驱动,将装好筐后的电池壳和筐一起放入进料输送装置11上,运送至预定位置,等待提升机构2上行。
如图4所示,提升机构2位于进料输送装置11的一端,包括第一升降模块与托板21,托板21的初始位置位于进料输送装置11下方;提升机构2的第一升降模块包括2条平行的第一升降滑轨22,2条第一升降滑轨22之间设有第一丝杆23,第一升降电机24的轴与第一丝杆23相连接,升降板25设于第一升降滑轨22上并与其相适配,托板21对称设于升降板25两侧,第一升降滑轨22的两端极限位置设有第一光电开关。
升降板25及托板21在第一升降电机24带动的作用下向上移动,将上料输送最靠里的一筐满筐抬离进料输送装置11,并逐步上升将满筐送至横移机构4,待横移机构4定位后下行至初始位置。
如图5所示,抓取机构3固定于外部框架7顶部外侧,设于提升机构2的正上方,包括磁吸头组件35,如图6和7所示,磁吸头组件35包括由磁吸头固定杆352贯穿连接的退壳气缸转接板351与楔形的挡板固定块353,挡板357设于挡板固定块353底端,磁吸头354设于挡板357下方,磁吸头354上端为圆柱形,下端为圆锥形,铷磁铁358置于靠近挡板357一侧的磁吸头354的圆柱形的内部中间;退壳气缸转接板351通过磁吸头组件连接螺钉356与磁吸头固定杆352在中间贯穿连接。磁吸头354通过磁吸头紧固螺钉355与磁吸头固定杆352在中间贯穿连接,磁吸头354上端的截面为圆形,该截面的直径小于挡板357的截面直径,磁吸头354上端外表面沿圆周均匀分布四个扁位缺口。
抓取机构3的丝杠模组32与垫板38平行设于两侧,拖链31设于丝杠模组32一侧并与其平行,连接板39设于丝杠模组32与垫板38之间并且与它们垂直,连接板39靠近垫板38的一侧下方设于滚动轴承组37,连接板39下方的丝杠模组32与垫板38之间设有压板36,压板36上方为磁吸头组件35,磁吸头组件35上方设有抓取气缸33与退壳气缸34。
抓取机构3安装在满筐的提升机构2正上方,抓取机构3上的磁吸头组件35与筐内长度方向排列的电池壳一一对应。初始状态为丝杠模组32的滑块处于抓取电机端极限位置,抓取气缸33处于收缩状态,退壳气缸34处于伸出状态。当横移机构4将装满电池壳的筐彻底固定后,丝杠模组32上的滑块在抓取电机的作用下向远端移动。当磁吸头组件35对正筐内第一排电池壳时,抓取气缸33伸出,使磁吸头组件35上的磁吸头354伸入到电池壳内部,使电池壳吸附到磁吸头354上。抓取气缸33收缩,将电池壳抽离筐中,此时压板36起到防止后一排的电池壳被正在抓取的电池壳因为导磁的原因而被一起吸起的作用,随后丝杠模组32上的滑块向抓取电机端也就是翻转机构5的方向移动,当电池壳到达翻转机构5正上方时,抓取气缸33伸长,将电池壳放置在翻转机构5上后,退壳气缸34收缩,磁吸头354从电池壳内部抽出,从而使电池壳脱离磁吸头354的吸附,抓取气缸33收缩,丝杠模组32上的滑块在抓取电机的作用下向远端移动,重复上述步骤继续抓取第二排电池壳,直至将筐内的电池壳全部抓取完成后,抓取机构3复位回到初始状态等待下一筐。
如图6和7所示,其中磁吸头固定杆352用于固定磁吸头354的位置并与磁吸头354一起通过磁吸头紧固螺钉355固定好铷磁铁358的位置。磁吸头354的外形为下端为一段圆锥体,作用是在不划伤电池壳的情况下对电池壳进行导向,使电池壳即使在筐中略歪斜磁吸头组件也能准确从电池壳的口部进入并进一步吸附。锥体尖端留有螺丝孔,磁吸头354的上端为一段圆柱体,圆柱体的直径略小于电池壳的内径,并沿圆柱外表面一周均匀分布四个扁位,便于退壳时使用,当做退壳动作时,退壳气缸34收缩,磁吸头组件35从电池壳口部抽出,电池壳被挡板挡住,完成退壳动作。磁吸头354的上端的圆柱体内部中空,用于安装铷磁铁358,铷磁铁358的作用是通过磁力吸附住电池壳从而进行其他动作。
如图8所示,横移机构4设于外部框架7顶部外侧,位于抓取机构3下方;横移机构4包括2条平行的横移滑轨43,横移板47设于横移滑轨43上,与横移滑轨43相适配,横移板47与横移滑轨43方向垂直的一侧设有限位气缸44,横移板47与横移滑轨43方向平行的一侧设有定位气缸42,横移板47中间的矩形筐位四周对称设有至少4个导向块46,横移板47中间的矩形的筐位四角处设有限位块45,定位气缸42的外侧设有与横移滑轨43平行的横移气缸41。
初始状态为横移气缸41完全收缩时,此时横移机构4中心的筐位刚好在满筐的提升机构2的托板21正上方,当提升机构2的第一升降模块逐渐将筐提升时,导向块46将筐进行粗定位,限位块45用于提升方向的硬限位,当筐到位时,定位气缸42向外伸出,将筐顶向另一边,对筐增加一个方向的限位,定位气缸42动作完成后,限位气缸44向外伸出,限位气缸44上所固定的卡爪将卡进筐上的孔中,把筐彻底固定在横移机构4上。此时提升机构2的托板21下行至初始位置。然后由抓取机构3对筐内的电池壳进行抓取,抓取完成后,横移气缸41完全伸长,推动横移机构4主体通过横移滑轨43向另一侧移动。当横移气缸41伸长到极限位置时,此时横移机构4中心的筐刚好在空筐收集的出料机构6的第二升降模块正上方,第二升降模块刚好拖住筐底,定位气缸42及限位气缸44先后收缩,将固定在横移机构4上的筐释放,使其落在出料机构6的第二升降模块上,第二升降模块下降,横移机构4回到初始状态,重复以上步骤。
翻转机构5与抓取机构3相衔接适配并置于抓取机构3下方;翻转机构5包括水平的旋转轴54,旋转轴54依次经过轴承座53、联轴器52与伺服电机51相连,旋转轴54下方左右两侧均设有缓冲器58,旋转轴54上方设有吸板57,与吸板57相适配的限位板56设于吸板57上,吸板57的外侧中间设有吸壳气缸55。
如图9所示为翻转机构5的初始状态,图10为翻转机构5的工作状态。翻转机构5处于初始状态时,抓取机构3将电池壳贴靠在限位板56上,磁吸头354从电池壳口部抽出,使电池壳完全脱离抓取机构3,随后吸壳气缸55带动吸板57,使吸板57贴靠在限位板56上,通过磁力将电池壳吸附在限位板56上。当抓取机构3上的磁吸头组件35远离翻转机构5后,翻转机构5上的伺服电机51通过联轴器52带动位于轴承座53上的旋转轴54,使限位板56翻转90°至图10所示的位置上。伺服电机51到位后,吸壳气缸55带动吸板57,使得吸板57远离限位板56,由于电池壳失去了磁力的吸附,所以电池壳在重力的作用下脱落,随后伺服电机51带动限位板56回到初始状态,等待抓取机构3送来下一批电池壳。
如图11所示,出料机构6在外部框架7内侧且设于横移机构4下方。出料机构6包括2条平行的出料滑轨,推板61设于出料滑轨上并与其相适配,出料滑轨两端极限位置设有缓冲装置,第二升降模块包括2条与出料滑轨相垂直的第二升降滑轨64,2条第二升降滑轨64之间设有第二丝杆65,第二升降电机63的轴与第二丝杆65相连接,第二升降电机63上方设有升降板66,第二升降滑轨64的两端极限位置设有第二光电开关,推板61的侧边下方设有上抬气缸62,上抬气缸62初始状态的顶部低于推板61。
初始状态为推板61位于远离上抬气缸62一侧,上抬气缸62处于下降状态,此时上抬气缸62顶部低于推板61,升降板66位于最顶端,此时升降板66顶部高于推板61。
收集空筐时,由横移机构4送来的空筐逐个落到升降板66上,在第二升降电机63带动的第二丝杆65的作用下升降板66逐步下降,当集齐五筐后继续下降到下限位处,此时空筐已放置在推板61上并已脱离升降板66,推板61在下方上抬气缸62的作用下向远离初始状态的一侧移动,此时升降板66复位等待下一空筐,推板61移动到极限位置处也就是上抬气缸62正上方时,上抬气缸62升起将空筐抬离推板61,此时推板61先复位等待,然后上抬复位等待。
本装置为整体式结构,包括上料部分、控制电箱等。
本实用新型的使用操作步骤如下:
第一步:本实用新型的压缩气体入口与客户的压缩气体接口连接,打开进气阀门,气路接通;控制电箱与客户220V供电相连,旋转主供电开关,检测电箱上电,按下操作面板上的电脑启动按钮,工控机启动,检测系统正式启动。
第二步:取电池壳(用户要求检出的各类型不良品和良品混合)装筐放入上料输送装置11,使样品从上料输送装置11进入,经过提升机构2、横移机构4、抓取机构3、翻转机构5,将电池壳放置进行输送,并把空筐于出料机构6送出。
第三步:关闭机器,本实用新型的控制面板有一个关闭电脑的按钮,先将电脑关闭,然后旋转开关关闭电源并关闭进气阀门断开气路,即可关闭机器。操作起来简便、实用。
本实用新型基于机械运行上料原理,检测一种圆柱形中空电池壳内外表面质量的离线检测装置,但该技术并非局限于此类。各种不同直径、高度、壁厚等类似的圆柱体都包含于此类检测中。
本实用新型实例应用在电池壳的生产中,但并不局限于此类,调整相关机械结构即可适应各种类似形状的物品。
以上所述仅为本实用新型的实施例,并非因此限制本实用新型的专利范围,凡是利用本实用新型说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本实用新型的专利保护范围内。
Claims (8)
1.一种圆柱形中空电池壳的上料装置,包括外部框架(7),其特征在于,还包括进料机构(1)、提升机构(2)、抓取机构(3)、横移机构(4)、翻转机构(5)、出料机构(6);
所述进料机构(1)在外部框架(7)内侧,包括固定在支撑框架(12)上的进料输送装置(11);
所述提升机构(2)位于进料输送装置(11)的一端,包括第一升降模块与托板(21),托板(21)的初始位置位于进料输送装置(11)下方;
所述抓取机构(3)固定于外部框架(7)顶部外侧,设于提升机构(2)的正上方,包括磁吸头组件(35),磁吸头组件(35)包括由磁吸头固定杆(352)贯穿连接的退壳气缸转接板(351)与楔形的挡板固定块(353),挡板(357)设于挡板固定块(353)底端,磁吸头(354)设于挡板(357)下方,磁吸头(354)上端为圆柱形,下端为圆锥形,铷磁铁(358)置于靠近挡板(357)一侧的磁吸头(354)的圆柱形的内部中间;
所述横移机构(4)设于外部框架(7)顶部外侧,位于抓取机构(3)下方;
所述翻转机构(5)与抓取机构(3)相衔接适配并置于抓取机构(3)下方;
所述出料机构(6)在外部框架(7)内侧且设于横移机构(4)下方。
2.根据权利要求1所述的一种圆柱形中空电池壳的上料装置,其特征在于,所述提升机构(2)的第一升降模块包括2条平行的第一升降滑轨(22),2条第一升降滑轨(22)之间设有第一丝杆(23),第一升降电机(24)的轴与第一丝杆(23)相连接,升降板(25)设于第一升降滑轨(22)上并与其相适配,托板(21)对称设于升降板(25)两侧,第一升降滑轨(22)的两端极限位置设有第一光电开关。
3.根据权利要求1所述的一种圆柱形中空电池壳的上料装置,其特征在于,所述抓取机构(3)的丝杠模组(32)与垫板(38)平行设于两侧,拖链(31)设于丝杠模组(32)一侧并与其平行,连接板(39)设于丝杠模组(32)与垫板(38)之间并且与它们垂直,连接板(39)靠近垫板(38)的一侧下方设于滚动轴承组(37),连接板(39)下方的丝杠模组(32)与垫板(38)之间设有压板(36),压板(36)上方为磁吸头组件(35),磁吸头组件(35)上方设有抓取气缸(33)与退壳气缸(34)。
4.根据权利要求1所述的一种圆柱形中空电池壳的上料装置,其特征在于,所述横移机构(4)包括2条平行的横移滑轨(43),横移板(47)设于横移滑轨(43)上,与横移滑轨(43)相适配,横移板(47)与横移滑轨(43)方向垂直的一侧设有限位气缸(44),横移板(47)与横移滑轨(43)方向平行的一侧设有定位气缸(42),横移板(47)中间的矩形筐位四周对称设有至少4个导向块(46),横移板(47)中间的矩形的筐位四角处设有限位块(45),定位气缸(42)的外侧设有与横移滑轨(43)平行的横移气缸(41)。
5.根据权利要求1所述的一种圆柱形中空电池壳的上料装置,其特征在于,所述翻转机构(5)包括水平的旋转轴(54),旋转轴(54)依次经过轴承座(53)、联轴器(52)与伺服电机(51)相连,旋转轴(54)下方左右两侧均设有缓冲器(58),旋转轴(54)上方设有吸板(57),与吸板(57)相适配的限位板(56)设于吸板(57)上,吸板(57)的外侧中间设有吸壳气缸(55)。
6.根据权利要求1所述的一种圆柱形中空电池壳的上料装置,其特征在于,所述出料机构(6)包括2条平行的出料滑轨,推板(61)设于出料滑轨上并与其相适配,出料滑轨两端极限位置设有缓冲装置,第二升降模块包括2条与出料滑轨相垂直的第二升降滑轨(64),2条第二升降滑轨(64)之间设有第二丝杆(65),第二升降电机(63)的轴与第二丝杆(65)相连接,第二升降电机(63)上方设有升降板(66),第二升降滑轨(64)的两端极限位置设有第二光电开关,推板(61)的侧边下方设有上抬气缸(62),上抬气缸(62)初始状态的顶部低于推板(61)。
7.根据权利要求1所述的一种圆柱形中空电池壳的上料装置,其特征在于,所述退壳气缸转接板(351)通过磁吸头组件连接螺钉(356)与磁吸头固定杆(352)在中间贯穿连接。
8.根据权利要求1所述的一种圆柱形中空电池壳的上料装置,其特征在于,所述磁吸头(354)通过磁吸头紧固螺钉(355)与磁吸头固定杆(352)在中间贯穿连接,磁吸头(354)上端的截面为圆形,该截面的直径小于挡板(357)的截面直径,磁吸头(354)上端外表面沿圆周均匀分布四个扁位缺口。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202223426682.1U CN218968101U (zh) | 2022-12-21 | 2022-12-21 | 一种圆柱形中空电池壳的上料装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202223426682.1U CN218968101U (zh) | 2022-12-21 | 2022-12-21 | 一种圆柱形中空电池壳的上料装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN218968101U true CN218968101U (zh) | 2023-05-05 |
Family
ID=86152789
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202223426682.1U Active CN218968101U (zh) | 2022-12-21 | 2022-12-21 | 一种圆柱形中空电池壳的上料装置 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN218968101U (zh) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN116573333A (zh) * | 2023-06-16 | 2023-08-11 | 北京妙想科技有限公司 | 一种电池壳上料系统 |
-
2022
- 2022-12-21 CN CN202223426682.1U patent/CN218968101U/zh active Active
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN116573333A (zh) * | 2023-06-16 | 2023-08-11 | 北京妙想科技有限公司 | 一种电池壳上料系统 |
| CN116573333B (zh) * | 2023-06-16 | 2024-01-23 | 北京妙想科技有限公司 | 一种电池壳上料系统 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN110762128B (zh) | 用于装配微小轴承的装配机 | |
| CN218968101U (zh) | 一种圆柱形中空电池壳的上料装置 | |
| CN110631878B (zh) | 一种液基细胞自动制片医疗设备的样本移送机构 | |
| CN110631879B (zh) | 一种液基细胞自动制片及染色用医疗设备 | |
| CN218967994U (zh) | 一种圆柱形中空电池壳收料装置 | |
| CN212577993U (zh) | 一种滤芯自动组装与检测设备 | |
| CN217830818U (zh) | 检测装置 | |
| CN113184248A (zh) | 一种全自动的盖罐生产线 | |
| CN110631877B (zh) | 一种液基细胞制片的解扣分离机构 | |
| CN116690821A (zh) | 切割分选上料机 | |
| CN111843477A (zh) | 一种滤芯自动组装与检测设备 | |
| CN109911612B (zh) | 一种芯片拾取设备 | |
| CN116573333B (zh) | 一种电池壳上料系统 | |
| CN209008130U (zh) | 上料撕膜机构 | |
| CN214269214U (zh) | 一种载具自动扣合翻转分离一体化设备 | |
| CN113247606B (zh) | 一种薄膜色差检测装置及其使用方法 | |
| CN211845231U (zh) | 去袋机构 | |
| WO2021121211A1 (zh) | 一种用于机器人研磨机构的上料装置 | |
| CN215946699U (zh) | 全自动试管拧盖装置 | |
| CN217126277U (zh) | 上下料装置及自动化设备 | |
| CN113830555B (zh) | 一种多排器件的浸锡机 | |
| CN212732782U (zh) | 一种用于液晶玻璃生产线上的涂胶系统 | |
| CN212711668U (zh) | 一种高效玻璃搬运装置 | |
| CN208297644U (zh) | 一种电抗器测试机 | |
| CN219723769U (zh) | 一种圆柱形中空电池壳的不良品插篮装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant |