CN218341555U - 一种用于整体式差速器内花键加工的定位装置 - Google Patents
一种用于整体式差速器内花键加工的定位装置 Download PDFInfo
- Publication number
- CN218341555U CN218341555U CN202222841898.8U CN202222841898U CN218341555U CN 218341555 U CN218341555 U CN 218341555U CN 202222841898 U CN202222841898 U CN 202222841898U CN 218341555 U CN218341555 U CN 218341555U
- Authority
- CN
- China
- Prior art keywords
- mounting hole
- integral differential
- internal spline
- positioning
- hole
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images





Abstract
本实用新型属于整体式差速器的技术领域,具体涉及到一种用于整体式差速器内花键加工的定位装置。包括从下至上依次固定连接的圆柱形的安装底座、圆柱形的中模座和定位基准座;安装底座的轴向开设有限位座安装孔,并配合设有限位座,定位基准座包括连接柱和定位块,压紧块一侧面和定位块的侧向平面固定连接,且中部开设有上安装孔,下安装孔、中安装孔和上安装孔形成定位安装孔,整体式差速器竖直插设于定位安装孔内,整体式差速器的外花键套筒套设于安装底座的下圆柱上,内花键套筒限位安装在上安装孔内。本实用新型不仅可以实现对内花键套筒的内花键插齿加工的定位要求,而且可以实现对其快速装夹,同时可以保证内花键插齿质量的稳定性和一致性。
Description
技术领域
本实用新型属于整体式差速器的技术领域,具体涉及到一种用于整体式差速器内花键加工的定位装置。
背景技术
见图6所示,我司目前内花键加工设备主要加工输入轴内花键,所用的模具以输入轴φ40外圆、平面M定位,压板压紧平面N,来定位加工内花键。而整体式差速器的结构与输入轴产品结构存在很大的不同,现有模具结构无法实现对整体式差速器的装夹定位,继而无法实现整体式差速器内花键的加工,因此需要针对整体式差速器内花键加工的加工设计定位装置。
实用新型内容
根据背景技术中提出的问题,为解决以上问题,本实用新型提供一种用于整体式差速器内花键加工的定位装置,本实用新型的具体技术方案如下:一种用于整体式差速器内花键加工的定位装置,包括从下至上依次固定连接的圆柱形的安装底座1、圆柱形的中模座2和定位基准座3;
安装底座1的轴向开设有限位座安装孔,并配合设有限位座4,限位座4为三级台阶柱,且上圆柱直径小于中圆柱直径,中圆柱直径小于下圆柱直径,
所述中模座2的轴向上开设有下安装孔,
所述定位基准座3包括下部的连接柱31和上部水平布置的半圆形的定位块32,连接柱31的轴向上开设有中安装孔,
水平布置的压紧块33一侧面和定位块32的侧向平面固定连接,且中部开设有上安装孔,
所述下安装孔、中安装孔和上安装孔形成定位安装孔,
整体式差速器5竖直插设于定位安装孔内,整体式差速器5的外花键套筒51套设于安装底座1的下圆柱上,整体式差速器5的内花键套筒52限位安装在上安装孔内。
进一步,所述下安装孔的孔径大于中安装孔的孔径,中安装孔的孔径大于上安装孔的孔径。
进一步,所述压紧块33两端的下部分别开设有竖向的半腰形孔331,且半腰形孔331对应定位块32一侧的孔口开设有沉槽,螺栓41水平穿过压紧块33且一端对应插设于压紧块33内,螺栓41上配合设有小螺母42,且小螺母42配合位于沉槽,拧紧螺栓42使得压紧块33和定位块32锁紧固定。
进一步,所述连接柱31和中模座2的直径相同,三个螺栓和两个定位销竖直穿过连接柱31将连接柱31和中模座2同轴固定连接,且三个螺栓均匀分布在连接柱31上同一圆周方向上。
进一步,所述安装底座1的限位座安装孔为台阶孔,且下端孔的孔径大于上端孔的孔径,限位座4的下圆柱配合位于上端孔内,螺栓穿过下圆柱将下圆柱固定安装。
本实用新型的有益技术效果如下:
本实用新型的一种用于整体式差速器内花键加工的定位装置,包括从下至上依次固定连接的圆柱形的安装底座、圆柱形的中模座和定位基准座;安装底座的轴向开设有限位座安装孔,并配合设有限位座,定位基准座包括连接柱和定位块,压紧块一侧面和定位块的侧向平面固定连接,且中部开设有上安装孔,下安装孔、中安装孔和上安装孔形成定位安装孔,整体式差速器竖直插设于定位安装孔内,以外花键套筒的下端面和限位座的中圆柱的上端面贴合定位,和内花键套筒限位安装在上安装孔内定位,使得定位准确,而且水平布置的压紧块一侧面和定位块的侧向平面螺栓固定连接,可以实现快速夹装,实现内花键加工质量的稳定性和一致性。
附图说明
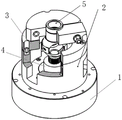
图1为本实用新型一种用于整体式差速器内花键加工的定位装置的结构示意图。
图2为本实用新型一种用于整体式差速器内花键加工的定位装置的爆炸图。
图3为本实用新型压紧块的另一轴测视图。
图4为本实用新型整体式差速器的结构示意图。
图5为本实用新型一种用于整体式差速器内花键加工的定位装置的使用状态图。
图6为现有技术中带内花键的输入轴的示意图。
其中:安装底座1、中模座2、定位基准座3、限位座4、连接柱31、定位块32、压紧块33、整体式差速器5、外花键套筒51、内花键套筒52、半腰形孔331、螺栓41、小螺母42。
具体实施方式
为使本实用新型的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本实用新型作进一步详细说明。应当理解,此处所描述的具体实施方式仅仅用以解释本实用新型,并不用于限定本实用新型。
实施例
见图1~图3,一种用于整体式差速器内花键加工的定位装置,包括从下至上依次固定连接的圆柱形的安装底座1、圆柱形的中模座2和定位基准座3;
安装底座1的轴向开设有限位座安装孔,并配合设有限位座4,所述限位座4为三级台阶柱,且上圆柱直径小于中圆柱直径,中圆柱直径小于下圆柱直径,所述中模座2的轴向上开设有下安装孔,所述定位基准座3包括下部的连接柱31和上部水平布置的半圆形的定位块32,连接柱31的轴向上开设有中安装孔,
水平布置的压紧块33一侧面和定位块32的侧向平面固定连接,且中部开设有上安装孔,
所述下安装孔、中安装孔和上安装孔形成定位安装孔,
整体式差速器5竖直插设于定位安装孔内,整体式差速器5的外花键套筒51套设于安装底座1的下圆柱上,整体式差速器5的内花键套筒52限位安装在上安装孔内。
所述下安装孔的孔径大于中安装孔的孔径,中安装孔的孔径大于上安装孔的孔径。 所述压紧块33两端的下部分别开设有竖向的半腰形孔331,且半腰形孔331对应定位块32一侧的孔口开设有沉槽,螺栓41水平穿过压紧块33且一端对应插设于压紧块33内,螺栓41上配合设有小螺母42,且小螺母42配合位于沉槽,拧紧螺栓42使得压紧块33和定位块32锁紧固定。
所述连接柱31和中模座2的直径相同,三个螺栓和两个定位销竖直穿过连接柱31将连接柱31和中模座2同轴固定连接,且三个螺栓均匀分布在连接柱31上同一圆周方向上。
所述安装底座1的限位座安装孔为台阶孔,且下端孔的孔径大于上端孔的孔径,限位座4的下圆柱配合位于上端孔内,螺栓穿过下圆柱将下圆柱固定安装。
见图4和图5,使用时,整体式差速器5竖直插设于定位安装孔内,整体式差速器5的外花键套筒51套设于安装底座1的下圆柱上,使得外花键套筒51的下端面和限位座4的中圆柱的上端面贴合定位,整体式差速器5的内花键套筒52限位安装在上安装孔内。
因此本实用新型的定位基准选择更加靠近整体式差速器5的内花键加工区域,在加工的过程中刚性更好,不会有让刀现象。不仅可以实现对内花键套筒52的内花键插齿加工的定位要求,而且可以实现对其快速装夹,同时可以保证内花键插齿质量的稳定性和一致性。通过调整相关组件尺寸即可实现对同类型不同尺寸的整体式差速器5的内花键的加工,具有推广性。
本领域的技术人员容易理解,以上所述仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型的保护范围之内。
Claims (5)
1.一种用于整体式差速器内花键加工的定位装置,其特征在于:
包括从下至上依次固定连接的圆柱形的安装底座(1)、圆柱形的中模座(2)和定位基准座(3);
安装底座(1)的轴向开设有限位座安装孔,并配合设有限位座(4),所述限位座(4)为三级台阶柱,且上圆柱直径小于中圆柱直径,中圆柱直径小于下圆柱直径,
所述中模座(2)的轴向上开设有下安装孔,
所述定位基准座(3)包括下部的连接柱(31)和上部水平布置的半圆形的定位块(32),连接柱(31)的轴向上开设有中安装孔,
水平布置的压紧块(33)一侧面和定位块(32)的侧向平面固定连接,且中部开设有上安装孔,
所述下安装孔、中安装孔和上安装孔形成定位安装孔,
整体式差速器(5)竖直插设于定位安装孔内,整体式差速器(5)的外花键套筒(51)套设于安装底座(1)的下圆柱上,整体式差速器(5)的内花键套筒(52)限位安装在上安装孔内。
2.根据权利要求1所述一种用于整体式差速器内花键加工的定位装置,其特征在于:所述下安装孔的孔径大于中安装孔的孔径,中安装孔的孔径大于上安装孔的孔径。
3.根据权利要求1所述一种用于整体式差速器内花键加工的定位装置,其特征在于:所述压紧块(33)两端的下部分别开设有竖向的半腰形孔(331),且半腰形孔(331)对应定位块(32)一侧的孔口开设有沉槽,螺栓(41)水平穿过压紧块(33)且一端对应插设于压紧块(33)内,螺栓(41)上配合设有小螺母(42),且小螺母(42)配合位于沉槽,拧紧螺栓(41)使得压紧块(33)和定位块(32)锁紧固定。
4.根据权利要求1所述一种用于整体式差速器内花键加工的定位装置,其特征在于:所述连接柱(31)和中模座(2)的直径相同,三个螺栓和两个定位销竖直穿过连接柱(31)将连接柱(31)和中模座(2)同轴固定连接,且三个螺栓均匀分布在连接柱(31)上同一圆周方向上。
5.根据权利要求1所述一种用于整体式差速器内花键加工的定位装置,其特征在于:所述安装底座(1)的限位座安装孔为台阶孔,且下端孔的孔径大于上端孔的孔径,限位座(4)的下圆柱配合位于上端孔内,螺栓穿过下圆柱将下圆柱固定安装。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202222841898.8U CN218341555U (zh) | 2022-10-27 | 2022-10-27 | 一种用于整体式差速器内花键加工的定位装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202222841898.8U CN218341555U (zh) | 2022-10-27 | 2022-10-27 | 一种用于整体式差速器内花键加工的定位装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN218341555U true CN218341555U (zh) | 2023-01-20 |
Family
ID=84899607
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202222841898.8U Active CN218341555U (zh) | 2022-10-27 | 2022-10-27 | 一种用于整体式差速器内花键加工的定位装置 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN218341555U (zh) |
-
2022
- 2022-10-27 CN CN202222841898.8U patent/CN218341555U/zh active Active
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN203992498U (zh) | 一种ca6140车床后托架钻孔夹具 | |
| CN105710682A (zh) | 一种轴类零件夹具 | |
| CN109623440B (zh) | 一种薄壁异形零件的加工工装 | |
| CN218341555U (zh) | 一种用于整体式差速器内花键加工的定位装置 | |
| CN211218801U (zh) | 弧面钻孔装置 | |
| CN203843239U (zh) | 一种尾翼筒支耳钻孔定位装置 | |
| CN201711792U (zh) | 定位工装 | |
| CN211162955U (zh) | 一种钻孔夹具 | |
| CN211614941U (zh) | 一种车用差速器壳加工夹具装置 | |
| CN209774066U (zh) | 一种多功能夹具 | |
| CN2402441Y (zh) | 加工细长轴等分孔的数控车床夹具 | |
| CN213437291U (zh) | 一种小型轴类工件中心孔加工装置 | |
| CN220480920U (zh) | 一种用于加工套筒类零件的铣槽装置 | |
| CN218312163U (zh) | 卡帽四轴工装 | |
| CN218855401U (zh) | 半轴压盖工装 | |
| CN217254769U (zh) | 一种用于装夹连杆的工装 | |
| CN220362264U (zh) | 一种圆柱体工件铣槽夹紧装置 | |
| CN217097253U (zh) | 一种活塞销孔加工装置 | |
| CN220240699U (zh) | 一种钻床工装装配平台 | |
| CN214603221U (zh) | 一种空心齿轮轴的加工夹具 | |
| CN216882783U (zh) | 一种多工位铣模 | |
| CN219234390U (zh) | 一种冷凝器后支架总成焊接工装 | |
| CN212552714U (zh) | 一种光学套筒零部件加工装置 | |
| CN218926476U (zh) | 一种新型工装夹具 | |
| CN217530041U (zh) | 一种螺杆泵花键轴键槽加工定位工装 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant |