CN217707962U - 一种双夹头自动码垛打包系统 - Google Patents
一种双夹头自动码垛打包系统 Download PDFInfo
- Publication number
- CN217707962U CN217707962U CN202221202089.6U CN202221202089U CN217707962U CN 217707962 U CN217707962 U CN 217707962U CN 202221202089 U CN202221202089 U CN 202221202089U CN 217707962 U CN217707962 U CN 217707962U
- Authority
- CN
- China
- Prior art keywords
- assembly
- bundling
- tray
- frame
- chain
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images




Landscapes
- Basic Packing Technique (AREA)
Abstract
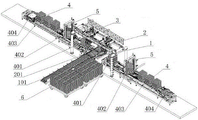
本实用新型涉及砖坯自动打包设备技术领域,具体公开了一种双夹头自动码垛打包系统,包括链板运输机、砖坯整理机、双夹头码垛机、托盘转运机和穿剑捆轧机,链板运输机后部同输送方向安装砖坯整理机,链板运输机设有人工上砖位,用于人工将窑车上的砖坯放置到链板输送组件上,砖坯整理机后部垂直方向对称安装两个托盘转运机,砖坯整理机和两个托盘转运机上方安装有双夹头码垛机,砖坯整理机后部设有抓坯位,每个托盘转运机上依次设有码垛位、旋转打包位、存包位和托盘周转位,每个托盘转运机的旋转打包位处均安装有穿剑捆扎机;本实用新型工艺布局设计合理,维修保养方便,总成本较低,安全、准确、高效的实现自动码垛打包功能。
Description
技术领域
本实用新型涉及砖坯自动打包设备技术领域,具体涉及一种双夹头自动码垛打包系统。
背景技术
为了方便运输和存放,砖厂成品砖一般需要堆垛打包后,再通过装载车运输的方式运输到工地使用。对于批量化生产的砖块堆垛打包,仅靠人工码垛打包的方式是远远满足不了批量化生产需求的。
全自动卸垛打包系统能够满足批量化生产降低劳动强度的需求,但由于烧结砖尺寸不规整,导致设备运行不稳定,因此全自动卸垛打包系统成本高且产量较低。使用机器人码垛配两台固定式捆扎机模式,产量相对较高,但是机器人成本太贵。而使用一台框架式码垛机配合两台固定式捆扎机模式,由于框架式码垛机产量低,整体产量受到限制。总体来时,这两种模式都不是很合理。因此,需要设计一种双夹头自动码垛打包系统,以解决半自动打包机产量低、成本高的问题。
实用新型内容
针对现有技术中存在的问题,本实用新型的目的在于提供一种双夹头自动码垛打包系统。
本实用新型解决其技术问题所采用的技术方案是:一种双夹头自动码垛打包系统,包括链板运输机、砖坯整理机、双夹头码垛机、托盘转运机和穿剑捆轧机,所述链板运输机后部同输送方向安装砖坯整理机,链板运输机设有人工上砖位,用于人工将窑车上的砖坯放置到链板输送组件上,砖坯整理机后部垂直方向对称安装两个托盘转运机,砖坯整理机和两个托盘转运机上方安装有双夹头码垛机,砖坯整理机后部设有抓坯位,用于双夹头码垛机的两个码垛夹具抓取砖坯码垛,每个托盘转运机上依次设有码垛位、旋转打包位、存包位和托盘周转位,用于砖坯在托盘上码垛、打包、托运,每个托盘转运机的旋转打包位处均安装有穿剑捆扎机,用于码垛后的砖坯捆扎打包。
优选的是,所述链板运输机设有运输机架、链板输送组件、动力组件和挡砖组件,链板输送组件设有长输送链板和短输送链板,长输送链板和短输送链板的两端均通过动力辊和从动辊安装在机架上,长输送链板和短输送链板的空缺处形成人工上砖位,动力辊连接动力组件,动力组件采用电机减速机,用于将砖坯输送到砖坯整理机上,挡砖组件采用挡砖板,挡砖板安装在长输送链板一侧的运输机架上,用于将砖坯对齐。
优选的是,所述砖坯整理机设有整理支架、托辊组件、托辊动力组件、抓砖小车组件和抓砖小车动力组件,托辊组件两侧转动安装在整理支架上,托辊组件上承接链板输送组件上的砖坯,托辊组件一侧连接托辊动力组件,托辊动力组件安装在整理支架的内侧下部,托辊动力组件采用电机减速机,用于驱动托辊组件旋转输送砖坯到双夹头码垛机下方中心位置。
优选的是,所述整理支架的两侧设有滑轨,滑轨上滑动连接抓砖小车组件,抓砖小车组件连接抓砖小车动力组件,抓砖小车动力组件采用电机减速机、传动杆和同步带,电机减速机和传动杆安装在整理支架的后部,同步带安装在整理支架的两侧,抓砖小车组件设有移动框架、抓坯气缸和夹板,移动框架的顶部相对设有两个抓坯气缸,抓坯气缸的杠杆端部连接夹板,用于将托辊组件上的砖坯整理成满足码垛夹具抓取的砖坯方阵。
优选的是,所述双夹头码垛机设有支腿、行走支架、行走车组件、行走动力组件、提升组件、平衡气缸、码垛夹具和护栏,支腿顶部安装有行走支架,行走支架上设有导轨,导轨上滑动连接有两组行走车组件,行走车组件上设有行走动力组件,行走动力组件采用电机减速机,用于驱动行走车组件在导轨上移动,行走车组件上设有提升组件,提升组件采用电机减速机、提升丝杠、光轴和提升板,提升组件下部的提升板上设有旋转组件,旋转组件采用电机减速机、齿轮和旋转板,旋转板上设有码垛夹具,用于夹取托辊组件上的砖坯平移、升降、旋转运送到托盘转运机上。
优选的是,所述行走车组件上安装有平衡气缸,平衡气缸的杠杆连接在提升板上,用于平衡码垛夹具的重量,两组码垛夹具能联动交替作业或单独作业。
优选的是,所述托盘转运机设有转运机架、空托盘举升组件、空托盘运输链条、运垛小车组件、重托盘运输链条、空托盘周转组件、托盘下降配重组件和托盘旋转组件,空托盘举升组件设有举升气缸和举升架,举升气缸安装在转运机架的前部,举升架上放置空托盘,用于形成码垛位在空托盘上进行砖坯码垛,空托盘运输链条连接电机一和链条辊轮一,电机一和链条辊轮一安装在转运机架的下部,用于运输空托盘,重托盘运输链条上安装有运垛小车组件,运垛小车组件设有电机二和链条辊轮二,重托盘运输链条连接电机二和链条辊轮二,电机二和链条辊轮二安装在转运机架的上部且在空托盘运输链条的上方,用于上下两层分别运送空托盘和有砖坯的重托盘。
优选的是,所述托盘旋转组件安装在转运机架的中部,用于形成旋转打包位旋转托盘及托盘上的砖坯,重托盘运输链条的后部形成存包位,用于叉车拖走打包后的砖坯,转运机架的后部设有托盘周转组件,托盘周转组件上设有托盘下降配重,用于空托盘下降到下部的空托盘运输链条上。
优选的是,所述穿剑捆轧机设有捆扎支架、机头组件、捆扎框架、穿带槽组件、机头升降组件、横向移动组件、穿剑组件、收缝预紧组件和电控箱,捆扎支架横跨在旋转打包位的两侧,捆扎支架上部设有滑轨,滑轨上滑动连接在捆扎框架的底部,捆扎支架上安装有横向移动组件,横向移动组件设有电机减速机和同步带,同步带上连接捆扎框架,用于捆扎框架在捆扎支架上顺穿剑捆扎机的横向移动,捆扎框架的内周设有穿带槽组件,穿带槽组件上部且在捆扎框架上设有捆扎机头,捆扎机头连接捆扎升降组件,捆扎升降组件设有电机减速机和丝杠,用于捆扎升降组件控制捆扎机头的在捆扎框架内升降,捆扎框架的一侧下部设有穿剑组件,用于对码垛后的砖坯进行捆扎打包,捆扎框架的一侧安装有收缝预紧组件,收缝预紧组件设有收缝预紧气缸,收缝预紧气缸连接穿带槽组件内的打包带,用于对打包带进行拉紧,捆扎框架上还设有电控箱。
本实用新型具有以下有益效果:
本实用新型设计的双夹头自动码垛打包系统工艺布局设计合理,链板运输机运转速度可根据人工上砖速度进行调整,码垛运输机速度快切运行稳定可靠,两个夹头可以实现联动和单独运行双模式,在伺服控制系统配合下,安全、准确、高效的实现自动码垛打包功能,所用零部件易于加工制造,维修保养方便,总成本较低,适于广泛推广使用。
附图说明
图1为双夹头自动码垛打包系统总装立体图。
图2为链板运输机立体图。
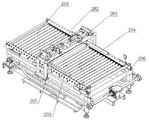
图3为砖坯整理机立体图。
图4为双夹头码垛机立体图。
图5为托盘转运机立体图。
图6为穿剑捆扎机立体图。
图中:1-链板运输机,101-人工上砖位,102-运输机架,103-链板输送组件,104-动力组件,105-挡砖组件;
2-砖坯整理机,201-抓坯位,202-整理支架,203-托辊组件,204-托辊动力组件,205-抓砖小车组件,206-抓砖小车动力组件,207-砖坯气缸,208-夹板;
3-双夹头码垛机,301-支腿,302-行走支架,303-行走车组件,304-行走动力组件,305-提升组件,306-平衡气缸,307-码垛夹具,308-护栏;
4-托盘转运机,401-码垛位,402-旋转打包位,403-存包位,404-托盘周转位,405-转运机架,406-空托盘举升组件,407-空托盘运输链条,408-运垛小车组件,409-重托盘运输链条,410-空托盘周转组件,411-托盘下降配重,412-托盘旋转组件;
5-穿剑捆扎机,501-捆扎支架,502-机头组件,503-捆扎框架,504-穿带槽组件,505-机头升降组件,506-横向移动组件,507-穿剑组件,508-收缝预紧组件,509-电控箱。
具体实施方式
以下将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地进一步详细的说明。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
如图1-6所示,一种双夹头自动码垛打包系统,包括链板运输机1、砖坯整理机2、双夹头码垛机3、托盘转运机4和穿剑捆轧机5,链板运输机1后部同输送方向安装砖坯整理机2,链板运输机1设有人工上砖位101,用于人工将窑车6上的砖坯放置到链板输送组件103上,砖坯整理机2后部垂直方向对称安装两个托盘转运机4,砖坯整理机2和两个托盘转运机4上方安装有双夹头码垛机3,砖坯整理机2后部设有抓坯位201,用于双夹头码垛机3的两个码垛夹具307抓取砖坯码垛,链板输送机1的传输方向和砖坯整理机2输送方向一致,砖坯整理机2输送方向与框架式双夹头码垛机3两行走小车运行方向垂直。每个托盘转运机4上依次设有码垛位401、旋转打包位402、存包位403和托盘周转位404,用于砖坯在托盘上码垛、打包、托运,每个托盘转运机4的旋转打包位402处均安装有穿剑捆扎机5,用于码垛后的砖坯捆扎打包。横向移动式穿剑捆扎机5具有横向移动功能,打包时移动打包,不需要砖垛移动。
砖坯整理机2的整理工位在框架式双夹头码垛机3行走车行走方向的中心位置,满足两个码垛夹具307能够移动到中心位置,进行抓砖。码垛夹具307具有平移、升降和旋转的功能,且两个码垛夹具307即能够实现联动,交替作业,又能够单独作业(单侧故障不影响另一侧的码垛,且不用重新编程)。
链板运输机1设有运输机架102、链板输送组件103、动力组件104和挡砖组件105,链板输送组件103设有长输送链板和短输送链板,长输送链板和短输送链板的两端均通过动力辊和从动辊安装在运输机架102上,长输送链板和短输送链板的空缺处形成人工上砖位,动力辊连接动力组件104,动力组件104采用电机减速机,用于将砖坯输送到砖坯整理机2上,挡砖组件105采用挡砖板,挡砖板安装在长输送链板一侧的运输机架102上,用于将砖坯对齐。
砖坯整理机2设有整理支架202、托辊组件203、托辊动力组件204、抓砖小车组件205和抓砖小车动力组件206,托辊组件203两侧转动安装在整理支架202上,托辊组件203上承接链板输送组件103上的砖坯,托辊组件203一侧连接托辊动力组件204,托辊动力组件204安装在整理支架202的内侧下部,托辊动力组件204采用电机减速机,用于驱动托辊组件203旋转输送砖坯到双夹头码垛机3下方中心位置。整理支架202的两侧设有滑轨,滑轨上滑动连接抓砖小车组件205,抓砖小车组件205连接抓砖小车动力组件206,抓砖小车动力组件206采用电机减速机、传动杆和同步带,电机减速机和传动杆安装在整理支架202的后部,同步带安装在整理支架202的两侧,抓砖小车组件205设有移动框架、抓坯气缸27和夹板208,移动框架的顶部相对设有两个抓坯气缸207,抓坯气缸207的杠杆端部连接夹板208,用于将托辊组件203上的砖坯整理成满足码垛夹具307抓取的砖坯方阵。
双夹头码垛机3设有支腿301、行走支架302、行走车组件303、行走动力组件304、提升组件305、平衡气缸306、码垛夹具307和护栏308,支腿301顶部安装有行走支架302,行走支架302上设有导轨,导轨上滑动连接有两组行走车组件303,行走车组件303上设有行走动力组件304,行走动力组件304采用电机减速机,用于驱动行走车组件303在导轨上移动,行走车组件303上设有提升组件305,提升组件305采用电机减速机、提升丝杠、光轴和提升板,提升组件305下部的提升板上设有旋转组件,旋转组件采用电机减速机、齿轮和旋转板,旋转板上设有码垛夹具307,用于夹取托辊组件203的抓坯位201上的砖坯平移、升降、旋转运送到托盘转运机4上。行走车组件303上安装有平衡气缸306,平衡气缸306的杠杆连接在提升板上,用于平衡码垛夹具307的重量,两组码垛夹具307能联动交替作业或单独作业。
托盘转运机4设有转运机架405、空托盘举升组件406、空托盘运输链条407、运垛小车组件408、重托盘运输链条409、空托盘周转组件410、托盘下降配重411和托盘旋转组件412,空托盘举升组件406设有举升气缸和举升架,举升气缸安装在转运机架405的前部,举升架上放置空托盘,用于形成码垛位401在空托盘上进行砖坯码垛,空托盘运输链条407连接电机一和链条辊轮一,电机一和链条辊轮一安装在转运机架405的下部,用于运输空托盘,重托盘运输链条409上安装有运垛小车组件408,运垛小车组件408设有电机二和链条辊轮二,重托盘运输链条409连接电机二和链条辊轮二,电机二和链条辊轮二安装在转运机架405的上部且在空托盘运输链条407的上方,用于上下两层分别运送空托盘和有砖坯的重托盘。托盘旋转组件412安装在转运机架405的中部,用于形成旋转打包位402旋转托盘及托盘上的砖坯,重托盘运输链条409的后部形成存包位403,用于叉车拖走打包后的砖坯,转运机架405的后部设有托盘周转组件410,托盘周转组件410上设有托盘下降配重411,用于空托盘下降到下部的空托盘运输链条407上。
穿剑捆轧机5设有捆扎支架501、机头组件502、捆扎框架503、穿带槽组件504、机头升降组件505、横向移动组件506、穿剑组件507、收缝预紧组件508和电控箱509,捆扎支架501横跨在旋转打包位402的两侧,捆扎支架501上部设有滑轨,滑轨上滑动连接在捆扎框架503的底部,捆扎支架501上安装有横向移动组件506,横向移动组件506设有电机减速机和同步带,同步带上连接捆扎框架503,用于捆扎框架503在捆扎支架501上顺穿剑捆扎机5的横向移动,捆扎框架503的内周设有穿带槽组件504,穿带槽组件504上部且在捆扎框架503上设有捆扎机头502,捆扎机头502连接捆扎升降组件505,捆扎升降组件505设有电机减速机和丝杠,用于捆扎升降组件505控制捆扎机头502的在捆扎框架503内升降,捆扎框架503的一侧下部设有穿剑组件507,用于对码垛后的砖坯进行捆扎打包,捆扎框架503的一侧安装有收缝预紧组件508,收缝预紧组件508设有收缝预紧气缸,收缝预紧气缸连接穿带槽组件504内的打包带,用于对打包带进行拉紧,捆扎框架503上还设有电控箱509。
双夹头自动码垛系统的工作流程:工人按要求将成品烧结砖块摆放在链板输送机1上,链板输送机1匀速前进,将摆好的砖块一次输送到砖坯整理机2上,抓砖小车组件205根据码垛要求往复的向抓坯位201输送不同方阵的砖块,双夹头码垛机3两个码垛夹具307交替作业,在抓坯位201夹取砖块码放到各自码垛位401的托盘上,当一垛砖码好后,托盘转运机4的动力机构将砖垛向穿剑捆扎机5的旋转打包位402方向运输,当砖垛运输到旋转打包位402时,横向移动式穿剑捆扎机5从一侧开始穿带打包,当打完一道捆扎打包带后,穿剑捆扎机5横向移动到第二个旋转打包位402,在进行穿剑捆扎作业,依次类推,当旋转打包位402正向打包完成后,托盘转运组件412托盘旋转机构将托盘(砖垛)旋转90°,旋转打包位402再重复之前动作,进行另一个方向的打包作业。当两个方向打包完成后,打好包的砖垛由托盘转运机4的重托盘运输链条409运输到存包位,等待叉车把打包完成的砖垛叉走后,托盘转运机4的空托盘周转组件410、空托盘运输链条407以及空托盘举升组件406将空置的托盘输送到码垛位401,重新进行码垛。
本实用新型不局限于上述实施方式,任何人应得知在本实用新型的启示下作出的结构变化,凡是与本实用新型具有相同或相近的技术方案,均落入本实用新型的保护范围之内。
本实用新型未详细描述的技术、形状、构造部分均为公知技术。
Claims (9)
1.一种双夹头自动码垛打包系统,其特征在于,包括链板运输机、砖坯整理机、双夹头码垛机、托盘转运机和穿剑捆轧机,所述链板运输机后部同输送方向安装砖坯整理机,链板运输机设有人工上砖位,用于人工将窑车上的砖坯放置到链板输送组件上,砖坯整理机后部垂直方向对称安装两个托盘转运机,砖坯整理机和两个托盘转运机上方安装有双夹头码垛机,砖坯整理机后部设有抓坯位,用于双夹头码垛机的两个码垛夹具抓取砖坯码垛,每个托盘转运机上依次设有码垛位、旋转打包位、存包位和托盘周转位,用于砖坯在托盘上码垛、打包、托运,每个托盘转运机的旋转打包位处均安装有穿剑捆扎机,用于码垛后的砖坯捆扎打包。
2.根据权利要求1所述的双夹头自动码垛打包系统,其特征在于,所述链板运输机设有运输机架、链板输送组件、动力组件和挡砖组件,链板输送组件设有长输送链板和短输送链板,长输送链板和短输送链板的两端均通过动力辊和从动辊安装在运输机架上,长输送链板和短输送链板的空缺处形成人工上砖位,动力辊连接动力组件,动力组件采用电机减速机,用于将砖坯输送到砖坯整理机上,挡砖组件采用挡砖板,挡砖板安装在长输送链板一侧的运输机架上,用于将砖坯对齐。
3.根据权利要求1所述的双夹头自动码垛打包系统,其特征在于,所述砖坯整理机设有整理支架、托辊组件、托辊动力组件、抓砖小车组件和抓砖小车动力组件,托辊组件两侧转动安装在整理支架上,托辊组件上承接链板输送组件上的砖坯,托辊组件一侧连接托辊动力组件,托辊动力组件安装在整理支架的内侧下部,托辊动力组件采用电机减速机,用于驱动托辊组件旋转输送砖坯到双夹头码垛机下方中心位置。
4.根据权利要求3所述的双夹头自动码垛打包系统,其特征在于,所述整理支架的两侧设有滑轨,滑轨上滑动连接抓砖小车组件,抓砖小车组件连接抓砖小车动力组件,抓砖小车动力组件采用电机减速机、传动杆和同步带,电机减速机和传动杆安装在整理支架的后部,同步带安装在整理支架的两侧,抓砖小车组件设有移动框架、抓坯气缸和夹板,移动框架的顶部相对设有两个抓坯气缸,抓坯气缸的杠杆端部连接夹板,用于将托辊组件上的砖坯整理成满足码垛夹具抓取的砖坯方阵。
5.根据权利要求1所述的双夹头自动码垛打包系统,其特征在于,所述双夹头码垛机设有支腿、行走支架、行走车组件、行走动力组件、提升组件、平衡气缸、码垛夹具和护栏,支腿顶部安装有行走支架,行走支架上设有导轨,导轨上滑动连接有两组行走车组件,行走车组件上设有行走动力组件,行走动力组件采用电机减速机,用于驱动行走车组件在导轨上移动,行走车组件上设有提升组件,提升组件采用电机减速机、提升丝杠、光轴和提升板,提升组件下部的提升板上设有旋转组件,旋转组件采用电机减速机、齿轮和旋转板,旋转板上设有码垛夹具,用于夹取托辊组件上的砖坯平移、升降、旋转运送到托盘转运机上。
6.根据权利要求5所述的双夹头自动码垛打包系统,其特征在于,所述行走车组件上安装有平衡气缸,平衡气缸的杠杆连接在提升板上,用于平衡码垛夹具的重量,两组码垛夹具能联动交替作业或单独作业。
7.根据权利要求1所述的双夹头自动码垛打包系统,其特征在于,所述托盘转运机设有转运机架、空托盘举升组件、空托盘运输链条、运垛小车组件、重托盘运输链条、空托盘周转组件、托盘下降配重和托盘旋转组件,空托盘举升组件设有举升气缸和举升架,举升气缸安装在转运机架的前部,举升架上放置空托盘,用于形成码垛位在空托盘上进行砖坯码垛,空托盘运输链条连接电机一和链条辊轮一,电机一和链条辊轮一安装在转运机架的下部,用于运输空托盘,重托盘运输链条上安装有运垛小车组件,运垛小车组件设有电机二和链条辊轮二,重托盘运输链条连接电机二和链条辊轮二,电机二和链条辊轮二安装在转运机架的上部且在空托盘运输链条的上方,用于上下两层分别运送空托盘和有砖坯的重托盘。
8.根据权利要求7所述的双夹头自动码垛打包系统,其特征在于,所述托盘旋转组件安装在转运机架的中部,用于形成旋转打包位旋转托盘及托盘上的砖坯,重托盘运输链条的后部形成存包位,用于叉车拖走打包后的砖坯,转运机架的后部设有托盘周转组件,托盘周转组件上设有托盘下降配重,用于空托盘下降到下部的空托盘运输链条上。
9.根据权利要求1所述的双夹头自动码垛打包系统,其特征在于,所述穿剑捆轧机设有捆扎支架、机头组件、捆扎框架、穿带槽组件、机头升降组件、横向移动组件、穿剑组件、收缝预紧组件和电控箱,捆扎支架横跨在旋转打包位的两侧,捆扎支架上部设有滑轨,滑轨上滑动连接在捆扎框架的底部,捆扎支架上安装有横向移动组件,横向移动组件设有电机减速机和同步带,同步带上连接捆扎框架,用于捆扎框架在捆扎支架上顺穿剑捆扎机的横向移动,捆扎框架的内周设有穿带槽组件,穿带槽组件上部且在捆扎框架上设有捆扎机头,捆扎机头连接捆扎升降组件,捆扎升降组件设有电机减速机和丝杠,用于捆扎升降组件控制捆扎机头的在捆扎框架内升降,捆扎框架的一侧下部设有穿剑组件,用于对码垛后的砖坯进行捆扎打包,捆扎框架的一侧安装有收缝预紧组件,收缝预紧组件设有收缝预紧气缸,收缝预紧气缸连接穿带槽组件内的打包带,用于对打包带进行拉紧,捆扎框架上还设有电控箱。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202221202089.6U CN217707962U (zh) | 2022-05-19 | 2022-05-19 | 一种双夹头自动码垛打包系统 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202221202089.6U CN217707962U (zh) | 2022-05-19 | 2022-05-19 | 一种双夹头自动码垛打包系统 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN217707962U true CN217707962U (zh) | 2022-11-01 |
Family
ID=83795067
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202221202089.6U Active CN217707962U (zh) | 2022-05-19 | 2022-05-19 | 一种双夹头自动码垛打包系统 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN217707962U (zh) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN118004502A (zh) * | 2024-04-08 | 2024-05-10 | 呼和浩特市吉宏印刷包装有限公司 | 一种包装箱捆扎打包装置及打包方法 |
-
2022
- 2022-05-19 CN CN202221202089.6U patent/CN217707962U/zh active Active
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN118004502A (zh) * | 2024-04-08 | 2024-05-10 | 呼和浩特市吉宏印刷包装有限公司 | 一种包装箱捆扎打包装置及打包方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN102963556B (zh) | 一种砖垛的无托盘包装方法及装置 | |
| CN107554864B (zh) | 一种砖垛的无托盘包装装置及方法 | |
| CN103057944A (zh) | 一种自动双线码垛机 | |
| CN210339605U (zh) | 一种桁架式码垛机 | |
| CN114735277B (zh) | 全自动矿用锚固剂装箱码垛生产线及其生产方法 | |
| CN217707962U (zh) | 一种双夹头自动码垛打包系统 | |
| CN113772436A (zh) | 一种标砖及空心砖半自动打包的生产线及双码垛方法 | |
| CN216426054U (zh) | 高位码垛机 | |
| CN114104385A (zh) | 一种蒸压加气混凝土砌块免托盘全自动打包系统 | |
| CN217198889U (zh) | 铸铁管全自动错头全行程打包机 | |
| CN210437532U (zh) | 一种码垛送料装置及其构成的码垛装置 | |
| CN203064767U (zh) | 一种自动双线码垛机 | |
| CN111114894A (zh) | 一种胶订线双汇流打捆智能流水线 | |
| CN113501333A (zh) | 一种具有缓冲储存功能的蓄电池极板堆垛装置 | |
| CN115504184B (zh) | 自动码垛机 | |
| CN216971305U (zh) | 一种整层式全自动码垛机 | |
| CN216736522U (zh) | 一种龙门式全自动码垛机 | |
| CN215710100U (zh) | 一种具有缓冲储存功能的蓄电池极板堆垛装置 | |
| CN115744387A (zh) | 卷帘式防坠落机构及其方法 | |
| CN216736521U (zh) | 一种低位全自动码垛机 | |
| CN214776825U (zh) | 一种双机器人协作码垛集成设备以及系统 | |
| CN213323897U (zh) | 一种纸盒自动化包装装置 | |
| CN209870916U (zh) | 基于码垛机器人的自动装箱码垛一体线 | |
| CN213443318U (zh) | 一种标砖自动打包装置 | |
| CN217376390U (zh) | 一种方便码垛机抓手抓取的升降包装袋输送平台 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant |