CN217667698U - 360°防转带偏摆的复合拧紧机构 - Google Patents
360°防转带偏摆的复合拧紧机构 Download PDFInfo
- Publication number
- CN217667698U CN217667698U CN202221289758.8U CN202221289758U CN217667698U CN 217667698 U CN217667698 U CN 217667698U CN 202221289758 U CN202221289758 U CN 202221289758U CN 217667698 U CN217667698 U CN 217667698U
- Authority
- CN
- China
- Prior art keywords
- positioning sleeve
- rotation
- sleeve
- tightening
- ring
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 230000007246 mechanism Effects 0.000 title claims abstract description 18
- 239000002131 composite material Substances 0.000 title claims abstract description 11
- 230000007704 transition Effects 0.000 claims abstract description 10
- 150000001875 compounds Chemical class 0.000 claims abstract description 7
- 238000003801 milling Methods 0.000 claims description 12
- 230000000149 penetrating effect Effects 0.000 claims description 3
- 238000004519 manufacturing process Methods 0.000 abstract description 11
- 230000008859 change Effects 0.000 abstract description 2
- 238000000034 method Methods 0.000 description 3
- 230000002349 favourable effect Effects 0.000 description 2
- 230000008569 process Effects 0.000 description 2
- 230000009471 action Effects 0.000 description 1
- 238000011017 operating method Methods 0.000 description 1
- 230000002265 prevention Effects 0.000 description 1
Images




Landscapes
- Connection Of Motors, Electrical Generators, Mechanical Devices, And The Like (AREA)
Abstract
本实用新型所述的360°防转带偏摆的复合拧紧机构,采取电驱动内外圈同时定位的复合拧紧组件设计,解决机动车辆的发动机磁电机转子不同初始朝向位置偏摆的拧紧问题,以期实现较高的转子角度偏摆适应能力、具有回转限位与拧紧头快换性能新要求,达到提高自动化作业效率与生产质量的设计目的。复合拧紧机构包括电动拧紧枪,沿电动拧紧枪的外轴的轴向固定套设有安装板,安装板与定位套固定连接;在定位套内部通过套装有偏心轴承,在偏心轴承的内圈嵌套有内定位套;在内定位套的外周套设有防转环和转动芯轴,转动芯轴的前端连接防转套筒;电动拧紧枪的内轴前端连接有过渡接头,过渡接头的前端连接拧紧套筒。
Description
技术领域
本实用新型涉及一种应用于电机转子拧紧作业的360°防转带偏摆的复合拧紧机构,属于自动化生产领域。
背景技术
伴随国内智能制造技术的快速发展,工业自动化控制与集成装备普遍地得以应用。
目前机动车辆如摩托车的自动化流水生产线,在发动机磁电机转子拧紧装配工艺中通常采取人工拧紧作业方式。当磁电机转子流转到装配工序时,先由操作工人手动地将磁电机转子固定在专用工装上以防止外圈转动,然后选择并使用相应配套的套筒插入磁电机内部需要拧紧的内圈上,最后通过气动或电动拧紧枪插入套筒的另一端实现拧紧。待拧紧作业完成后,将磁电机转子松开并从工装上卸下,以继续向前输送至下一个生产环节。
如上述所述的现有技术,针对磁电机转子的拧紧装配过程操作步骤较多、作业效率较低;而且,使用多种工具进行组合装配,不仅难以保证拧紧质量、操作现场凌乱、不利于快速准确地实施拧紧操作,尚不能满足当前自动化与智能化生产的需求。
有鉴于此,特提出本专利申请。
实用新型内容
本实用新型所述的360°防转带偏摆的复合拧紧机构,在于解决上述现有技术存在的问题而采取电驱动内外圈同时定位的复合拧紧组件设计,解决机动车辆的发动机磁电机转子不同初始朝向位置偏摆的拧紧问题,以期实现较高的转子角度偏摆适应能力、具有回转限位与拧紧头快换性能新要求,达到提高自动化作业效率与生产质量的设计目的。
为实现上述设计目的,本申请提出一种360°防转带偏摆的复合拧紧机构,包括电动拧紧枪。与现有技术的区别之处在于,沿电动拧紧枪的外轴的轴向固定套设有安装板,安装板与定位套固定连接;在定位套内部通过套装有偏心轴承,在偏心轴承的内圈嵌套有内定位套;在内定位套的外周套设有防转环和转动芯轴,转动芯轴的前端连接防转套筒;电动拧紧枪的内轴前端连接有过渡接头,过渡接头的前端连接拧紧套筒。
进一步地,所述的防转环通过螺栓紧固连接于内定位套的外周,在防转环的外周设置有外凸的挡块,在定位套的外周设置有凸台。
进一步地,所述的转动芯轴与内定位套通过弹簧插销进行贯穿紧固连接。
进一步地,所述的内定位套具有侧向端部的挡圈,在内定位套的外周设置有内凹的限位槽,在挡圈和限位槽通过一组卡簧套设偏心轴承。
进一步地,在内定位套的限位槽一侧设置有一组连续排列、呈环状分布的铣平面,在转动芯轴的内圈设置有一组连续排列、呈环状分布的铣内面;转动芯轴套设于内定位套的外周时,铣平面与铣内面相互贴合。
综上内容,本申请所述的360°防转带偏摆的复合拧紧机构具有以下优点:
1、提出一种专门用于发动机磁电机转子的在线自动化生产专用工装,能够显著地提高拧紧作业的操作节拍、生产质量。
2、本申请提出的复合拧紧机构具有较高的柔性化设计,能够适用于各种类型与规格转子的装配需求,适用范围较广。
3、本申请操作简单,能够快速地实现拧紧装配、且能够适应多种角度偏摆的工况,现场作业效率较高。
4、本申请具有360°回转限位的能力,有利于提高转子拧紧度。
5、本申请提出的前端拧紧机构可以快换,从而满足并适用于多品种转子的拧紧作业。
6、基于本申请,能够以较少的操作步骤、较短的工时完成拧紧作业,无需使用其他工装和工具,有利于保持生产现场整洁,从根本上提高自动化与智能化生产水平。
附图说明
现结合以下附图来进一步地说明本实用新型。
图1是本申请所述的360°防转带偏摆的复合拧紧机构结构示意图;
图2是图1中A-A向剖面示意图;
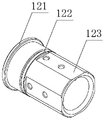
图3是内定位套的结构示意图;
图4是转动芯轴的结构示意图;
图5是前端拧紧机构的轴侧示意图;
在上述附图中具有,电动拧紧枪1,安装板2,定位套3,防转环4,弹簧插销5,转动芯轴6,防转套筒7,磁电机转子8,第一卡簧9,偏心轴承10,第二卡簧11,内定位套12,过渡接头13,拧紧套筒14;凸台31,挡块41,铣内面61,挡圈121,限位槽122,铣平面123,外轴100,内轴101。
具体实施方式
为更进一步地阐述本申请为达成预定设计目的所采取的技术手段,现结合附图提出以下较为优选的实施方案。
在以下描述中阐述了具体细节以便于充分理解本实用新型。但是本实用新型能够以多种不同于在此描述的其它方式来实施,本领域技术人员可以在不违背本实用新型内涵的情况下做类似推广。因此本实用新型不受下面公开的具体实施方式的限制。
实施例1,如图1至图5所示,一种新型360°防转带偏摆的复合拧紧机构,包括电动拧紧枪1,沿电动拧紧枪1的外轴100的轴向固定套设有安装板2,安装板2与定位套 3固定连接;在定位套3内部通过第一卡簧9、第二卡簧11夹持套装有偏心轴承10,在偏心轴承10的内圈嵌套有内定位套12,内定位套12与外轴100保留有一定的间隙;
在内定位套12的外周套设有防转环4和转动芯轴6,转动芯轴6的前端连接防转套筒7,防转套筒7的前端能够卡扣夹持住磁电机转子8的外圈,在拧紧作业时防止磁电机转子8的外圈随内圈转动过大的角度;
所述的防转环4通过螺栓紧固连接于内定位套12的外周,在防转环4的外周设置有外凸的挡块41,相应地,在定位套3的外周设置有凸台31;
所述的转动芯轴6与内定位套12通过弹簧插销5进行贯穿紧固连接。针对不同型号与规格的磁电机转子8,当需更换防转套筒7时,通过拆卸弹簧插销5即可将转动芯轴6 连同防转套筒7一并从内定位套12取下,即实现防转套筒7的快速更换。
所述的内定位套12具有侧向端部的挡圈121以限位第一卡簧9,在内定位套12的外周设置有内凹的限位槽122以限位嵌套第二卡簧11,在挡圈121和限位槽122之间套设偏心轴承10;在限位槽122一侧设置有一组连续排列、呈环状分布的铣平面123,相应地,在转动芯轴6的内圈设置有一组连续排列、呈环状分布的铣内面61;将转动芯轴6 套设在内定位套12的外周时,铣平面123与铣内面61相互贴合,从而形成转动芯轴6 与内定位套12之间周向限位,保证内定位套12能够同步地伴随转动芯轴6的转动。
电动拧紧枪1的内轴101前端连接有过渡接头13,过渡接头13的前端连接拧紧套筒14,拧紧套筒14的前端能够插入连接到需要拧紧的磁电机转子8上的零件;在电动拧紧枪1的内轴101驱动下,由拧紧套筒14实施针对磁电机转子8上零件的拧紧作业;
在拧紧作业初始,磁电机转子8的外圈随内圈转动,此时磁电机转子8的外圈通过防转套筒7、转动芯轴6带动内定位套12旋转一定的角度,当挡块41抵靠于凸台31时停止转动,进而反向地限制并制约磁电机转子8的外圈继续转动,在磁电机转子8的内圈继续转动的同时将相关零件拧紧。
基于上述结构设计,当磁电机转子8流转至拧紧工位时,操作工人手持电动拧紧枪1 以将防转套筒7插入并固定于磁电机转子8的外圈;
首先,偏心轴承10会根据磁电机转子姿态自适应地偏摆一定的角度,以使得防转套筒7准确地对中并卡住磁电机转子8的外圈以防止其发生转动,拧紧套筒14直接地插入需拧紧的内圈零件;电动拧紧枪1能够通过过渡接头13而带动拧紧套筒14一起转动,实现针对磁电机转子8上零件的拧紧作业;
然后,启动电动拧紧枪1,在防转套筒7地防转夹持作用下,磁电机转子8的外圈初始转过一定的角度,转动芯轴6带动内定位套12上的挡块41旋转并抵靠于凸台31而停止转动,进而反向地限制并制约磁电机转子8的外圈继续转动,在磁电机转子8的内圈继续转动的同时将相关零件拧紧。
综上内容,结合附图中给出的实施例仅是优选方案。对于所属领域技术人员来说可以据此得到启示,而直接推导出符合本实用新型设计构思的其他替代结构,也应属于本实用新型所述的方案范围。
Claims (5)
1.一种360°防转带偏摆的复合拧紧机构,包括电动拧紧枪,其特征在于:沿电动拧紧枪的外轴的轴向固定套设有安装板,安装板与定位套固定连接;在定位套内部通过套装有偏心轴承,在偏心轴承的内圈嵌套有内定位套;
在内定位套的外周套设有防转环和转动芯轴,转动芯轴的前端连接防转套筒;
电动拧紧枪的内轴前端连接有过渡接头,过渡接头的前端连接拧紧套筒。
2.根据权利要求1所述的360°防转带偏摆的复合拧紧机构,其特征在于:所述的防转环通过螺栓紧固连接于内定位套的外周,在防转环的外周设置有外凸的挡块,在定位套的外周设置有凸台。
3.根据权利要求2所述的360°防转带偏摆的复合拧紧机构,其特征在于:所述的转动芯轴与内定位套通过弹簧插销进行贯穿紧固连接。
4.根据权利要求3所述的360°防转带偏摆的复合拧紧机构,其特征在于:所述的内定位套具有侧向端部的挡圈,在内定位套的外周设置有内凹的限位槽,在挡圈和限位槽通过一组卡簧套设偏心轴承。
5.根据权利要求4所述的360°防转带偏摆的复合拧紧机构,其特征在于:在内定位套的限位槽一侧设置有一组连续排列、呈环状分布的铣平面,在转动芯轴的内圈设置有一组连续排列、呈环状分布的铣内面;
转动芯轴套设于内定位套的外周时,铣平面与铣内面相互贴合。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202221289758.8U CN217667698U (zh) | 2022-05-26 | 2022-05-26 | 360°防转带偏摆的复合拧紧机构 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202221289758.8U CN217667698U (zh) | 2022-05-26 | 2022-05-26 | 360°防转带偏摆的复合拧紧机构 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN217667698U true CN217667698U (zh) | 2022-10-28 |
Family
ID=83704472
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202221289758.8U Active CN217667698U (zh) | 2022-05-26 | 2022-05-26 | 360°防转带偏摆的复合拧紧机构 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN217667698U (zh) |
-
2022
- 2022-05-26 CN CN202221289758.8U patent/CN217667698U/zh active Active
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN203804533U (zh) | 汽车车轮螺栓自动拧紧装置 | |
| CN210909732U (zh) | 一种用于固定轴头法兰的钳具 | |
| CN210046595U (zh) | 一种活动弯头装配工装 | |
| CN217667698U (zh) | 360°防转带偏摆的复合拧紧机构 | |
| CN112496733B (zh) | 一种圆形工件板装夹安装一体化装置 | |
| CN110587279A (zh) | 输油泵组装用分度机构、输油泵拧紧机及输油泵组装方法 | |
| KR200425969Y1 (ko) | 다 차종 생산라인의 차종절환유니트 | |
| CN211163731U (zh) | 自带密封垫圈定位的万用套筒 | |
| CN212399402U (zh) | 一种灵活性高的万向软轴 | |
| CN212330421U (zh) | 一种法兰工装 | |
| CN213646037U (zh) | 一种立式铣床用刀具锁紧结构 | |
| CN110170963B (zh) | 飞轮装配辅助装置 | |
| CN208895694U (zh) | 换刀机械手、换刀机构、换刀机构组件及加工中心 | |
| CN211565046U (zh) | 一种工件快装的旋转机构 | |
| CN217513322U (zh) | 一种旋转夹具 | |
| CN221494230U (zh) | 一种气压浮动去毛刺主轴结构 | |
| CN219189277U (zh) | 拧紧装置和装配设备 | |
| CN219131305U (zh) | 行星架焊接工装 | |
| CN213946260U (zh) | 一种新型的壳体夹紧装置 | |
| CN113909550B (zh) | 一种铣头抱闸机构及其装配方法 | |
| CN219855456U (zh) | 一种塑料切粒机用便拆式切割刀具 | |
| CN218696397U (zh) | 一种ddr电机驱动的夹臂式刀库装置 | |
| CN215546786U (zh) | 一种钢铁结构件斜面加工快速装夹装置 | |
| CN210652677U (zh) | 驱动结构及具有其的汽车 | |
| CN216991526U (zh) | 角度可调节功能的汽车空调压缩机零件加工工装 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant |