CN216575440U - 一种用于制造厚大铸件的浇铸模具 - Google Patents
一种用于制造厚大铸件的浇铸模具 Download PDFInfo
- Publication number
- CN216575440U CN216575440U CN202123113140.4U CN202123113140U CN216575440U CN 216575440 U CN216575440 U CN 216575440U CN 202123113140 U CN202123113140 U CN 202123113140U CN 216575440 U CN216575440 U CN 216575440U
- Authority
- CN
- China
- Prior art keywords
- casting
- pouring channels
- pouring
- channels
- thick
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images

Landscapes
- Molds, Cores, And Manufacturing Methods Thereof (AREA)
Abstract
本实用新型公开了一种用于制造厚大铸件的浇铸模具,属于铸造模具技术领域,其技术方案要点包括铸件本体,所述铸件本体的底部前后两侧均设置有底部浇道,两个所述底部浇道相对的一侧均固定连接有多个均匀分布的侧浇道,缓冲浇道,所述缓冲浇道设置有两个且分别与两个底部浇道相背的一侧中心连通,缓冲浇道位于直浇道的底部,可以减缓金属液从直浇道流下来的飞溅和卷气,也有沉渣的作用,大冒口有效补缩下端铸件本体的收缩,侧浇道共设置有八个且四个为一组分布于两个底部浇道外壁,结构简单,仍可满足浇注要求,提高简洁性,解决了现有技术中对于铸件厚度越大,铸造难度越大,常常出现大面积的缩孔、缩松等缺陷,使生产出来的铸件无法使用的问题。
Description
技术领域
本实用新型涉及铸造模具技术领域,特别涉及一种用于制造厚大铸件的浇铸模具。
背景技术
铸造生产是金属液成型的生产方法,金属液进入铸型中经过冷却、凝固后形成金属制品的过程称为铸造生产,简称铸造。生产的金属制品称为铸件。绝大多数铸件被用作毛坯,需要经过机加工后才能成为各种机器零件;少数达到使用尺寸精度和表面粗糙度要求的铸件可直接作为成品或零件使用。
现有技术中对于铸件厚度越大,铸造难度越大,常常出现大面积的缩孔、缩松等缺陷,使生产出来的铸件无法使用。
发明内容
本实用新型针对以上问题,提出一种用于制造厚大铸件的浇铸模具来解决上述问题。
本实用新型是这样实现的,一种用于制造厚大铸件的浇铸模具,包括:
铸件本体,所述铸件本体的底部前后两侧均设置有底部浇道,两个所述底部浇道相对的一侧均固定连接有多个均匀分布的侧浇道;
缓冲浇道,所述缓冲浇道设置有两个且分别与两个底部浇道相背的一侧中心连通,两个所述缓冲浇道的上端面均固定连接有直浇道。
为了补缩下端铸件的收缩,作为本实用新型的一种用于制造厚大铸件的浇铸模具优选的,所述铸件本体的上端设置有四个大冒口。
为了快速冷却,作为本实用新型的一种用于制造厚大铸件的浇铸模具优选的,所述铸件本体的底部设置有冷铁。
为了便于浇注金属液,作为本实用新型的一种用于制造厚大铸件的浇铸模具优选的,两个所述直浇道的顶部均开设有浇口。
为了提高铸件质量,作为本实用新型的一种用于制造厚大铸件的浇铸模具优选的,所述侧浇道共设置有八个且四个为一组分布于两个底部浇道外壁。
为了提高缓冲浇道的缓冲效果,作为本实用新型的一种用于制造厚大铸件的浇铸模具优选的,所述缓冲浇道包括互相连通的矩形段和圆柱段,所述矩形段和圆柱段分别与底部浇道和直浇道连通,所述圆柱段高度大于矩形段的高度。
与现有技术相比,本实用新型的有益效果是:
浇注时,金属液通过两侧的两个直浇道分别进入两个底部浇道内部,随后通过多个侧浇道进入铸形中,缓冲浇道位于直浇道的底部,可以减缓金属液从直浇道流下来的飞溅和卷气,也有沉渣的作用,通过设置四个大冒口,随着金属液在铸形中上升,金属液首先填充位于较低一侧的两个大冒口,当金属液液面持续上升时最后进入位于较高一侧的两个大冒口,浇注完成,当金属液冷却凝固后,去除多个浇道、冷铁以及大冒口即可得到铸件,大冒口有效补缩下端铸件本体的收缩,铸件本体的底部设置有冷铁,冷铁为矩形状,贴合铸件本体的底部,起到快速冷却的作用,侧浇道共设置有八个且四个为一组分布于两个底部浇道外壁,结构简单,仍可满足浇注要求,提高简洁性。
附图说明
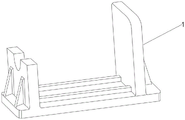
图1为本实用新型铸件本体结构图;
图2为本实用新型整体结构示意图;
图中,1、铸件本体;2、底部浇道;3、侧浇道;4、缓冲浇道;5、直浇道;6、大冒口;7、冷铁。
具体实施方式
为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本实用新型,并不用于限定本实用新型。
在本实用新型的描述中,需要理解的是,术语“长度”、“宽度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。此外,在本实用新型的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
请参阅图1-2,一种用于制造厚大铸件的浇铸模具,包括:
铸件本体1,铸件本体1的底部前后两侧均设置有底部浇道2,两个底部浇道2相对的一侧均固定连接有多个均匀分布的侧浇道3;
缓冲浇道4,缓冲浇道4设置有两个且分别与两个底部浇道2相背的一侧中心连通,两个缓冲浇道4的上端面均固定连接有直浇道5。
本实施例中:浇注时,金属液通过两侧的两个直浇道5分别进入两个底部浇道2内部,随后通过多个侧浇道3进入铸形中,缓冲浇道4位于直浇道5的底部,可以减缓金属液从直浇道5流下来的飞溅和卷气,也有沉渣的作用。
作为本实用新型的一种技术优化方案,铸件本体1的上端设置有四个大冒口6。
本实施例中:通过设置四个大冒口6,随着金属液在铸形中上升,金属液首先填充位于较低一侧的两个大冒口6,当金属液液面持续上升时最后进入位于较高一侧的两个大冒口6,浇注完成,当金属液冷却凝固后,去除多个浇道、冷铁以及大冒口6即可得到铸件,大冒口6有效补缩下端铸件本体1的收缩。
作为本实用新型的一种技术优化方案,铸件本体1的底部设置有冷铁7。
本实施例中:铸件本体1的底部设置有冷铁7,冷铁7为矩形状,贴合铸件本体1的底部,起到快速冷却的作用。
作为本实用新型的一种技术优化方案,两个直浇道5的顶部均开设有浇口。
本实施例中:两个直浇道5的顶部均开设有浇口,通过浇口便于将金属液浇入直浇道5内部。
作为本实用新型的一种技术优化方案,侧浇道3共设置有八个且四个为一组分布于两个底部浇道2外壁。
本实施例中:侧浇道3共设置有八个且四个为一组分布于两个底部浇道2外壁,结构简单,仍可满足浇注要求,提高简洁性。
作为本实用新型的一种技术优化方案,缓冲浇道4包括互相连通的矩形段和圆柱段,矩形段和圆柱段分别与底部浇道2和直浇道5连通,圆柱段高度大于矩形段的高度。
本实施例中:缓冲浇道4包括互相连通的矩形段和圆柱段,金属液从直浇道5流下来首先通过圆柱段进行缓冲,减缓金属液的飞溅和卷气,随后通过矩形段进入底部浇道2,缓冲效果好。
本实用新型的工作原理及使用流程:浇注时,金属液通过两侧的两个直浇道5分别进入两个底部浇道2内部,随后通过多个侧浇道3进入铸形中,缓冲浇道4位于直浇道5的底部,可以减缓金属液从直浇道5流下来的飞溅和卷气,也有沉渣的作用,通过设置四个大冒口6,随着金属液在铸形中上升,金属液首先填充位于较低一侧的两个大冒口6,当金属液液面持续上升时最后进入位于较高一侧的两个大冒口6,浇注完成,当金属液冷却凝固后,去除多个浇道、冷铁以及大冒口6即可得到铸件,大冒口6有效补缩下端铸件本体1的收缩,铸件本体1的底部设置有冷铁7,冷铁7为矩形状,贴合铸件本体1的底部,起到快速冷却的作用,侧浇道3共设置有八个且四个为一组分布于两个底部浇道2外壁,结构简单,仍可满足浇注要求,提高简洁性。
以上仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型的保护范围之内。
Claims (6)
1.一种用于制造厚大铸件的浇铸模具,其特征在于:包括:
铸件本体(1),所述铸件本体(1)的底部前后两侧均设置有底部浇道(2),两个所述底部浇道(2)相对的一侧均固定连接有多个均匀分布的侧浇道(3);
缓冲浇道(4),所述缓冲浇道(4)设置有两个且分别与两个底部浇道(2)相背的一侧中心连通,两个所述缓冲浇道(4)的上端面均固定连接有直浇道(5)。
2.根据权利要求1所述的一种用于制造厚大铸件的浇铸模具,其特征在于:所述铸件本体(1)的上端设置有四个大冒口(6)。
3.根据权利要求1所述的一种用于制造厚大铸件的浇铸模具,其特征在于:所述铸件本体(1)的底部设置有冷铁(7)。
4.根据权利要求1所述的一种用于制造厚大铸件的浇铸模具,其特征在于:两个所述直浇道(5)的顶部均开设有浇口。
5.根据权利要求1所述的一种用于制造厚大铸件的浇铸模具,其特征在于:所述侧浇道(3)共设置有八个且四个为一组分布于两个底部浇道(2)外壁。
6.根据权利要求1所述的一种用于制造厚大铸件的浇铸模具,其特征在于:所述缓冲浇道(4)包括互相连通的矩形段和圆柱段,所述矩形段和圆柱段分别与底部浇道(2)和直浇道(5)连通,所述圆柱段高度大于矩形段的高度。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202123113140.4U CN216575440U (zh) | 2021-12-13 | 2021-12-13 | 一种用于制造厚大铸件的浇铸模具 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202123113140.4U CN216575440U (zh) | 2021-12-13 | 2021-12-13 | 一种用于制造厚大铸件的浇铸模具 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN216575440U true CN216575440U (zh) | 2022-05-24 |
Family
ID=81612477
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202123113140.4U Active CN216575440U (zh) | 2021-12-13 | 2021-12-13 | 一种用于制造厚大铸件的浇铸模具 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN216575440U (zh) |
-
2021
- 2021-12-13 CN CN202123113140.4U patent/CN216575440U/zh active Active
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN107363224B (zh) | 一种铸件的铸造系统及方法 | |
| CN109550903B (zh) | 一种薄壁变截面铸件的精密铸造成形方法 | |
| CN112548039B (zh) | 一种高温合金薄壁件榫卯组合式浇注系统及制造方法 | |
| CN112658210B (zh) | 地铁转向架异形铸钢件分段铸造方法 | |
| CN113967729B (zh) | 一种铝合金铸件的双补中断式反重力浇注系统及浇注方法 | |
| CN216705871U (zh) | 一种用垂直射压生产线生产挤塑机筒体螺纹套的制造模具 | |
| CN107891124B (zh) | 一种设有多道拱桥横浇道的装载机缸头消失模及浇铸工艺 | |
| CN216575440U (zh) | 一种用于制造厚大铸件的浇铸模具 | |
| CN215824200U (zh) | 一种大型厚壁筒类铸件的浇冒口系统 | |
| CN100404169C (zh) | 铝合金柴油机机座铸造模具及铸造方法 | |
| CN212042549U (zh) | 一种多件底座类零件组芯补缩侧浇系统 | |
| CN201179558Y (zh) | 铝壳模具 | |
| CN108907105B (zh) | 一种曳引机转子铸件的浇注系统及浇注方法 | |
| CN217044495U (zh) | 一种主轴架浇铸装置 | |
| CN219425591U (zh) | 一种用于压缩机支架下芯铸造的砂芯 | |
| CN220161252U (zh) | 减速机箱体加工用造型模 | |
| CN118162587B (zh) | 一种异形薄壁铸件砂型铸造成型装置及浇注方法 | |
| CN218775615U (zh) | 一种高出品率的活塞浇注系统 | |
| CN213968886U (zh) | 一种用于异形铸铁型材生产的模具 | |
| CN215845544U (zh) | 一种高致密性乘用车发动机轴承盖浇注系统 | |
| CN219130730U (zh) | 一种适用于大型压铸件的压铸模具 | |
| CN216656242U (zh) | 一种可减少缩孔的铝件浇注机 | |
| CN220444990U (zh) | 一种风力发电机组齿轮箱前箱体法兰铸造砂箱 | |
| CN213794110U (zh) | 一种铝锭连铸模具 | |
| CN218109274U (zh) | 一种阀盖防缩孔浇注系统 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant |