CN215090204U - 无压痕折弯下模 - Google Patents
无压痕折弯下模 Download PDFInfo
- Publication number
- CN215090204U CN215090204U CN202121308257.5U CN202121308257U CN215090204U CN 215090204 U CN215090204 U CN 215090204U CN 202121308257 U CN202121308257 U CN 202121308257U CN 215090204 U CN215090204 U CN 215090204U
- Authority
- CN
- China
- Prior art keywords
- oil
- groove
- lower die
- bending
- indentation
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images
Landscapes
- Bending Of Plates, Rods, And Pipes (AREA)
Abstract
本实用新型涉及金属板加工技术领域,且公开了无压痕折弯下模,包括下模体,所述下模体上端设有折弯槽,所述折弯槽的两槽壁上均对称开设有滚柱槽,所述滚柱槽相向的槽壁上通过两个轴承均转动连接有转轴,两个所述转轴相向的一端共同固定连接有滚柱,所述下模体内开设有储油槽,所述储油槽内填充有润滑油,所述储油槽槽底开设有活动孔,所述活动孔内滑动连接有活动杆,所述活动杆底端穿过活动孔并向外延伸,且固定连接有推板。本实用新型能够将金属板折弯时的挤压滑动折弯改变为滚动折弯,非常有效的减轻甚至杜绝出现工件外侧压痕出现,且润滑油可减小滚柱和金属板之间的滚动摩擦力。
Description
技术领域
本实用新型涉及金属板加工技术领域,尤其涉及无压痕折弯下模。
背景技术
在金属板生产成型中,折弯工序必不可少,一般是通过折弯机由上下模具压合,使金属板实现需要角度的折弯。一般的折弯均为三点折弯,上模与板料的接触点挤压受力,板料与下模V形折弯槽的两个接触点,为线接触滑动挤压受力。现有的折弯下模用于金属板加工时,上述三个位置均会出现不同程度的压痕,一般需要表面处理如喷漆、电镀等外观处理的工件对压痕一般无要求,但是像镜面不锈钢、拉丝不锈钢、镀锌板等对表面不在做额外处理的钣金件,就不允许有压痕的存在。现有的折弯下模和金属板之间产生较大的滑动摩擦,金属板表面容易造成压痕,影响金属板的质量。
实用新型内容
本实用新型的目的是为了解决现有技术中折弯下模和金属板之间产生较大的滑动摩擦,金属板表面容易造成压痕,影响金属板质量的问题,而提出的无压痕折弯下模。
为了实现上述目的,本实用新型采用了如下技术方案:
无压痕折弯下模,包括下模体,所述下模体上端设有折弯槽,所述折弯槽的两槽壁上均对称开设有滚柱槽,所述滚柱槽相向的槽壁上通过两个轴承均转动连接有转轴,两个所述转轴相向的一端共同固定连接有滚柱,所述下模体内开设有储油槽,所述储油槽内填充有润滑油,所述储油槽槽底开设有活动孔,所述活动孔内滑动连接有活动杆,所述活动杆底端穿过活动孔并向外延伸,且固定连接有推板,所述活动杆上端固定连接有活塞,所述活塞与储油槽滑动连接,所述下模体内开设有与储油槽槽口相连通的分油腔,所述分油腔腔壁上开设有若干个输油孔,所述输油孔的数量和滚柱槽的数量相匹配,所述输油孔的孔壁上连通有出油孔,所述出油孔的另一端与对应的滚柱槽槽壁连通,所述下模体底部对称固定连接有支撑座。
优选的,所述滚柱槽的弧形槽壁上开设有若干个滚珠槽,所述滚珠槽内滚动连接有滚珠,所述滚珠远离滚珠槽槽底的一端穿过滚珠槽的槽口并向滚柱槽内延伸,且与对应的滚柱滚动连接。
优选的,其中一个所述输油孔孔壁上连通有L型的进油管,所述进油管另一端穿过下模体并向外延伸,且其管壁上安装有管阀。
优选的,所述支撑座远离推板的侧壁上固定连接有固定板,所述固定板上开设有若干个固定孔。
优选的,所述支撑座和下模体之间固定连接有加强筋,所述加强筋的横截面为直角三角形。
优选的,所述进油管的输入端连通有漏斗,所述漏斗固定连接在下模体上。
与现有技术相比,本实用新型提供了无压痕折弯下模,具备以下有益效果:
该无压痕折弯下模,通过设置下模体、折弯槽、滚柱槽、转轴、滚柱、储油槽、活动孔、活动杆、推板、活塞、分油腔、输油孔、出油孔和支撑座,下模体的折弯槽两侧各安装两个滚柱,在上模下压在进行金属板折弯时,滚柱在滚柱槽内旋转,能够将金属板折弯时的挤压滑动折弯改变为滚动折弯,非常有效的减轻甚至杜绝出现工件外侧压痕的问题发生,而滚柱上可涂有润滑油,可减小滚柱和金属板之间的滚动摩擦力,易于滚柱的转动。
该装置中未涉及部分均与现有技术相同或可采用现有技术加以实现,本实用新型能够将金属板折弯时的挤压滑动折弯改变为滚动折弯,非常有效的减轻甚至杜绝出现工件外侧压痕出现,且润滑油可减小滚柱和金属板之间的滚动摩擦力。
附图说明
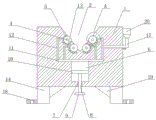
图1为本实用新型提出的无压痕折弯下模的结构示意图;
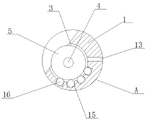
图2为图1中A部分的放大图。
图中:1下模体、2折弯槽、3滚柱槽、4转轴、5滚柱、6储油槽、7活动孔、8活动杆、9推板、10活塞、11分油腔、12输油孔、13出油孔、14支撑座、15滚珠槽、16滚珠、17进油管、18固定板、19加强筋、20漏斗。
具体实施方式
下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。
在本实用新型的描述中,需要理解的是,术语“上”、“下”、“前”、“后”、“左”、“右”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
参照图1-2,无压痕折弯下模,包括下模体1,下模体1上端设有折弯槽2,折弯槽2的两槽壁上均对称开设有滚柱槽3,滚柱槽3相向的槽壁上通过两个轴承均转动连接有转轴4,两个转轴4相向的一端共同固定连接有滚柱5,下模体1内开设有储油槽6,储油槽6内填充有润滑油,储油槽6槽底开设有活动孔7,活动孔7内滑动连接有活动杆8,活动杆8底端穿过活动孔7并向外延伸,且固定连接有推板9,活动杆8上端固定连接有活塞10,活塞10与储油槽6滑动连接,下模体1内开设有与储油槽6槽口相连通的分油腔11,分油腔11腔壁上开设有若干个输油孔12,输油孔12的数量和滚柱槽3的数量相匹配,输油孔12的孔壁上连通有出油孔13,出油孔13的另一端与对应的滚柱槽3槽壁连通,下模体1底部对称固定连接有支撑座14,下模体1的折弯槽2两侧各安装两个滚柱5,在上模下压在进行金属板折弯时,滚柱5在滚柱槽3内旋转,能够将金属板折弯时的挤压滑动折弯改变为滚动折弯,非常有效的减轻甚至杜绝出现工件外侧压痕的问题发生,而向上推动推板9,带动活动杆8和活塞10向上运动,活塞10将储油槽6内的润滑油上压,润滑油依次经过分油腔11、输油孔12和出油孔13进入滚柱槽3内,使得滚柱5上涂有润滑油,可减小滚柱5和金属板之间的滚动摩擦力,易于滚柱5的转动。
滚柱槽3的弧形槽壁上开设有若干个滚珠槽15,滚珠槽15内滚动连接有滚珠16,滚珠16远离滚珠槽15槽底的一端穿过滚珠槽15的槽口并向滚柱槽3内延伸,且与对应的滚柱5滚动连接,滚珠16的设置,可减小滚柱5和滚珠槽3之间的摩擦力,易于滚柱5的滚动。
其中一个输油孔12孔壁上连通有L型的进油管17,进油管17另一端穿过下模体1并向外延伸,且其管壁上安装有管阀,能够向储油槽6内补充润滑油。
支撑座14远离推板9的侧壁上固定连接有固定板18,固定板18上开设有若干个固定孔,易于该下模通过螺栓和螺母安装固定。
支撑座14和下模体1之间固定连接有加强筋19,加强筋19的横截面为直角三角形,增加了支撑座14和下模体1的连接强度。
进油管17的输入端连通有漏斗20,漏斗20固定连接在下模体1上,便于向进油管17注入润滑油。
本实用新型中,下模体1的折弯槽2两侧各安装两个滚柱5,在上模下压在进行金属板折弯时,滚柱5在滚柱槽3内旋转,能够将金属板折弯时的挤压滑动折弯改变为滚动折弯,非常有效的减轻甚至杜绝出现工件外侧压痕的问题发生,而向上推动推板9,带动活动杆8和活塞10向上运动,活塞10将储油槽6内的润滑油上压,润滑油依次经过分油腔11、输油孔12和出油孔13进入滚柱槽3内,使得滚柱5上涂有润滑油,可减小滚柱5和金属板之间的滚动摩擦力,易于滚柱5的转动。
以上所述,仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,根据本实用新型的技术方案及其实用新型构思加以等同替换或改变,都应涵盖在本实用新型的保护范围之内。
Claims (6)
1.无压痕折弯下模,包括下模体(1),其特征在于,所述下模体(1)上端设有折弯槽(2),所述折弯槽(2)的两槽壁上均对称开设有滚柱槽(3),所述滚柱槽(3)相向的槽壁上通过两个轴承均转动连接有转轴(4),两个所述转轴(4)相向的一端共同固定连接有滚柱(5),所述下模体(1)内开设有储油槽(6),所述储油槽(6)内填充有润滑油,所述储油槽(6)槽底开设有活动孔(7),所述活动孔(7)内滑动连接有活动杆(8),所述活动杆(8)底端穿过活动孔(7)并向外延伸,且固定连接有推板(9),所述活动杆(8)上端固定连接有活塞(10),所述活塞(10)与储油槽(6)滑动连接,所述下模体(1)内开设有与储油槽(6)槽口相连通的分油腔(11),所述分油腔(11)腔壁上开设有若干个输油孔(12),所述输油孔(12)的数量和滚柱槽(3)的数量相匹配,所述输油孔(12)的孔壁上连通有出油孔(13),所述出油孔(13)的另一端与对应的滚柱槽(3)槽壁连通,所述下模体(1)底部对称固定连接有支撑座(14)。
2.根据权利要求1所述的无压痕折弯下模,其特征在于,所述滚柱槽(3)的弧形槽壁上开设有若干个滚珠槽(15),所述滚珠槽(15)内滚动连接有滚珠(16),所述滚珠(16)远离滚珠槽(15)槽底的一端穿过滚珠槽(15)的槽口并向滚柱槽(3)内延伸,且与对应的滚柱(5)滚动连接。
3.根据权利要求1所述的无压痕折弯下模,其特征在于,其中一个所述输油孔(12)孔壁上连通有L型的进油管(17),所述进油管(17)另一端穿过下模体(1)并向外延伸,且其管壁上安装有管阀。
4.根据权利要求1所述的无压痕折弯下模,其特征在于,所述支撑座(14)远离推板(9)的侧壁上固定连接有固定板(18),所述固定板(18)上开设有若干个固定孔。
5.根据权利要求1所述的无压痕折弯下模,其特征在于,所述支撑座(14)和下模体(1)之间固定连接有加强筋(19),所述加强筋(19)的横截面为直角三角形。
6.根据权利要求3所述的无压痕折弯下模,其特征在于,所述进油管(17)的输入端连通有漏斗(20),所述漏斗(20)固定连接在下模体(1)上。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202121308257.5U CN215090204U (zh) | 2021-06-11 | 2021-06-11 | 无压痕折弯下模 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202121308257.5U CN215090204U (zh) | 2021-06-11 | 2021-06-11 | 无压痕折弯下模 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN215090204U true CN215090204U (zh) | 2021-12-10 |
Family
ID=79305761
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202121308257.5U Active CN215090204U (zh) | 2021-06-11 | 2021-06-11 | 无压痕折弯下模 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN215090204U (zh) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114776583A (zh) * | 2022-05-06 | 2022-07-22 | 嵊州市浙江工业大学创新研究院 | 一种滚柱转子泵用组合滚柱装置及对中定位方法 |
| CN117066318A (zh) * | 2023-10-17 | 2023-11-17 | 新乡市祥和精密机械有限公司 | 一种智能数控钣金折弯设备 |
-
2021
- 2021-06-11 CN CN202121308257.5U patent/CN215090204U/zh active Active
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114776583A (zh) * | 2022-05-06 | 2022-07-22 | 嵊州市浙江工业大学创新研究院 | 一种滚柱转子泵用组合滚柱装置及对中定位方法 |
| CN114776583B (zh) * | 2022-05-06 | 2024-01-30 | 嵊州市浙江工业大学创新研究院 | 一种滚柱转子泵用组合滚柱装置及对中定位方法 |
| CN117066318A (zh) * | 2023-10-17 | 2023-11-17 | 新乡市祥和精密机械有限公司 | 一种智能数控钣金折弯设备 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN215090204U (zh) | 无压痕折弯下模 | |
| WO2012068809A1 (zh) | 超大管径直缝焊管成型机组 | |
| CN116673367A (zh) | 一种建设工程用弯管机 | |
| CN210754455U (zh) | 一种用于钢材的矫直机 | |
| CN212216668U (zh) | 一种钣金件的无痕折弯模具 | |
| CN210940426U (zh) | 一种塑料管弯管设备的弯管装置 | |
| CN207204922U (zh) | 四辊正反向多次辊压装置 | |
| CN108581026A (zh) | 一种断面平面度高的切管机 | |
| CN210023351U (zh) | 一种铝板弯折冲压装置 | |
| CN213436923U (zh) | 一种用于双向偏心轴的成形模具 | |
| CN209647394U (zh) | 一种生产效率高的数控折弯机模具 | |
| CN217862691U (zh) | 一种汽车流体钢管挤出式包覆加工设备 | |
| CN216232348U (zh) | 一种便于移动的彩钢板加工用运输装置 | |
| CN219401888U (zh) | 一种柔性高精度连续拉深级进模 | |
| CN215032408U (zh) | 一种高效反向双动挤压装置 | |
| CN215998133U (zh) | 一种调距式管材滚压成型四向校直装置 | |
| CN116329332B (zh) | 一种不锈钢管矫直机 | |
| CN210475059U (zh) | 一种多级矫直机 | |
| CN214919438U (zh) | 一种铝镁合金加工用冷弯装置 | |
| CN220390303U (zh) | 一种可任意调整弯头角度的工装 | |
| CN219541330U (zh) | 一种大规格高棒材双机架减定径轧机系统 | |
| CN213613739U (zh) | 一种钢质门在线咬边机 | |
| CN214813960U (zh) | 一种两方向挤压模架 | |
| CN214022786U (zh) | 一种小管压弯装置 | |
| CN218925754U (zh) | 一种高硬度冷轧扁钢用矫直辊轮机 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant |