CN214491372U - 柱卡批量注塑模具 - Google Patents
柱卡批量注塑模具 Download PDFInfo
- Publication number
- CN214491372U CN214491372U CN202022257838.2U CN202022257838U CN214491372U CN 214491372 U CN214491372 U CN 214491372U CN 202022257838 U CN202022257838 U CN 202022257838U CN 214491372 U CN214491372 U CN 214491372U
- Authority
- CN
- China
- Prior art keywords
- type
- die
- die cavity
- mold
- semicircle
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images



Landscapes
- Moulds For Moulding Plastics Or The Like (AREA)
Abstract
本实用新型揭示了柱卡批量注塑模具,柱卡批量注塑模具包括第一模座和第二模座,第一模座上设有第一模仁,第二模座上设有第二模仁,第一模仁上设有若干第一型腔,第一型腔包括半圆型腔槽、镂空部型台、凸沿型槽、及第一半型胶道,第二模仁上设有若干与第一型腔一一对应设置的第二型腔,第二型腔包括半圆型沉凹、镂空部配合型块、凸沿配合槽、及第二半型胶道,半圆型沉凹上设有配接销管型腔。本实用新型满足特定柱卡的批量化注塑成型需求,柱卡成型精度较高。通过镜像对称等布局设置,使得注塑型腔分布更紧凑合理,提高了空间利用率,降低了模具成本。批量化生产高效稳定,同步注塑统一度较高,提高了产品合格率。
Description
技术领域
本实用新型涉及柱卡批量注塑模具,属于注塑模具的技术领域。
背景技术
注塑模具是一种生产塑胶制品的工具;也是赋予塑胶制品完整结构和精确尺寸的工具。注塑成型是批量生产某些形状复杂部件时用到的一种加工方法。具体指将受热融化的塑料由注塑机高压射入模腔,经冷却固化后,得到成形品。
现有技术中存在特殊的柱卡结构件,该柱卡包括半圆型台,半圆型台的一侧设有两个配接销管,半圆型台的外周上设有位于两个配接销管之间的凸沿,该凸沿与半圆型台之间设有镂空部,其结构比较复杂,传统地柱卡注塑模具仅能实现半圆型台和配接销管的一次注塑成型,无法满足该特定柱卡的注塑成型需求。
实用新型内容
本实用新型的目的是解决上述现有技术的不足,针对传统注塑模具无法满足特定柱卡的成型需求问题,提出柱卡批量注塑模具。
为了达到上述目的,本实用新型所采用的技术方案为:
柱卡批量注塑模具,所述柱卡包括半圆型台,所述半圆型台的一侧设有两个配接销管,半圆型台的弧面壁上具备凸沿,所述凸沿与半圆型台之间设有镂空部,
所述柱卡批量注塑模具包括第一模座和第二模座,所述第一模座上设有第一模仁,所述第二模座上设有第二模仁,
所述第一模仁上设有若干第一型腔,所述第一型腔包括半圆型腔槽、用于所述镂空部成型的镂空部型台、用于所述凸沿成型的凸沿型槽、及用于连通若干所述第一型腔的第一半型胶道,
所述第二模仁上设有若干与所述第一型腔一一对应设置的第二型腔,所述第二型腔包括用于与所述半圆型腔槽相配合的半圆型沉凹、用于与所述镂空部型台相拼接配合的镂空部配合型块、用于与所述凸沿型槽相配合的凸沿配合槽、及用于与所述第一半型胶道相拼接配合的第二半型胶道,所述半圆型沉凹上设有用于所述配接销管成型的配接销管型腔。
优选地,所述半圆型台的镂空部一侧设有加强筋体,所述镂空部配合型块上设有用于所述加强筋体成型的加强筋型槽。
优选地,所述半圆型台背离所述凸沿的一侧设有弧形内凹,所述半圆型腔槽和所述半圆型沉凹之间形成有用于所述弧形内凹成型的弧型凸起型部。
优选地,所述第一模仁上设有至少一组成对设置的第一型腔组,所述第一型腔组设有两个呈镜像对称设置的所述第一型腔,并且两个所述第一型腔的凸沿相背离设置,所述第一半型胶道的注胶口与任意所述第一型腔的注胶行程相等。
优选地,所述第一模仁上设有四组所述第一型腔组,并且任意相邻所述第一型腔组相镜像对称设置。
本实用新型的有益效果主要体现在:
1.满足特定柱卡的批量化注塑成型需求,柱卡成型精度较高。
2.通过镜像对称等布局设置,使得注塑型腔分布更紧凑合理,提高了空间利用率,降低了模具成本。
3.批量化生产高效稳定,同步注塑统一度较高,提高了产品合格率。
附图说明
图1是本实用新型柱卡批量注塑模具中第一模座的结构示意图。
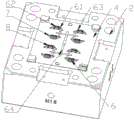
图2是本实用新型柱卡批量注塑模具中第二模座的结构示意图。
图3是本实用新型中柱卡的结构示意图。
图4是本实用新型中柱卡的另一视角结构示意图。
具体实施方式
本实用新型提供柱卡批量注塑模具。以下结合附图对本实用新型技术方案进行详细描述,以使其更易于理解和掌握。
柱卡批量注塑模具,如图3和图4所示,柱卡包括半圆型台10,半圆型台的一侧设有两个配接销管11,半圆型台10的弧面壁上具备凸沿12,凸沿12与半圆型台10之间设有镂空部13,传统注塑模具无法实现其注塑成型。
本案如图1和图2所示,柱卡批量注塑模具包括第一模座1和第二模座2,第一模座1上设有第一模仁3,第二模座2上设有第二模仁4。
第一模仁3上设有若干第一型腔5,第一型腔5包括半圆型腔槽51、用于镂空部13成型的镂空部型台52、用于凸沿12成型的凸沿型槽53、及用于连通若干第一型腔的第一半型胶道54。
第二模仁4上设有若干与第一型腔5一一对应设置的第二型腔6,第二型腔6包括用于与半圆型腔槽相配合的半圆型沉凹61、用于与镂空部型台相拼接配合的镂空部配合型块62、用于与凸沿型槽相配合的凸沿配合槽63、及用于与第一半型胶道相拼接配合的第二半型胶道64,半圆型沉凹61上设有用于配接销管成型的配接销管型腔7。
具体地实现过程与原理说明:
半圆型腔槽51和半圆型沉凹61相配合实现半圆型台10的型腔,而通过镂空部型台52与镂空部配合型块62相拼接配合,从而形成镂空部13,凸沿型槽53与凸沿配合槽63形成凸沿12的结构成型,配接销管型腔7单独用于配接销管11,从而满足与柱卡相配合的注塑成型需求,同时满足开合模退件需求。
镂空部型台52与镂空部配合型块62之间可采用榫卯拼接配合结构,配合对位更可靠。
需要说明的是,第一半型胶道54和第二半型胶道64拼接为完整胶道,并且对若干组合腔进行同步注胶作业,满足批量化生产需求。
在一个具体实施例中,半圆型台10的镂空部一侧设有加强筋体14,镂空部配合型块62上设有用于加强筋体成型的加强筋型槽8。
具体地说明,镂空部13与半圆型台10之间较薄,因此设计了加强筋体14结构,而加强筋型槽8设置在镂空部配合型块62上,满足该加强筋体14的成型需求。
在一个具体实施例中,某些半圆型台10背离凸沿的一侧具备弧形内凹15,因此在半圆型腔槽和半圆型沉凹上进行仿形设计,两者之间形成有用于弧形内凹成型的弧型凸起型部,满足其成型需求。
如图1所示,第一模仁上设有至少一组成对设置的第一型腔组,第一型腔组设有两个呈镜像对称设置的所述第一型腔,并且两个第一型腔的凸沿相背离设置,第一半型胶道的注胶口与任意第一型腔的注胶行程相等。
即采用该对称结构设计,能提高空间利用率,在模仁上布局更紧密,且易于注胶行程相等设置,提高了若干注塑腔室的注塑同步性,产品成型更统一。
如图1所示,第一模仁上设有四组第一型腔组,并且任意相邻第一型腔组相镜像对称设置。该具体实施例能实现八个柱卡的同步成型,且胶道布置更合理,成型统一度高,产品合格率得到保障。
通过以上描述可以发现,本实用新型柱卡批量注塑模具,满足特定柱卡的批量化注塑成型需求,柱卡成型精度较高。通过镜像对称等布局设置,使得注塑型腔分布更紧凑合理,提高了空间利用率,降低了模具成本。批量化生产高效稳定,同步注塑统一度较高,提高了产品合格率。
以上对本实用新型的技术方案进行了充分描述,需要说明的是,本实用新型的具体实施方式并不受上述描述的限制,本领域的普通技术人员依据本实用新型的精神实质在结构、方法或功能等方面采用等同变换或者等效变换而形成的所有技术方案,均落在本实用新型的保护范围之内。
Claims (5)
1.柱卡批量注塑模具,所述柱卡包括半圆型台,所述半圆型台的一侧设有两个配接销管,半圆型台的弧面壁上具备凸沿,所述凸沿与半圆型台之间设有镂空部,其特征在于:
所述柱卡批量注塑模具包括第一模座和第二模座,所述第一模座上设有第一模仁,所述第二模座上设有第二模仁,
所述第一模仁上设有若干第一型腔,所述第一型腔包括半圆型腔槽、用于所述镂空部成型的镂空部型台、用于所述凸沿成型的凸沿型槽、及用于连通若干所述第一型腔的第一半型胶道,
所述第二模仁上设有若干与所述第一型腔一一对应设置的第二型腔,所述第二型腔包括用于与所述半圆型腔槽相配合的半圆型沉凹、用于与所述镂空部型台相拼接配合的镂空部配合型块、用于与所述凸沿型槽相配合的凸沿配合槽、及用于与所述第一半型胶道相拼接配合的第二半型胶道,所述半圆型沉凹上设有用于所述配接销管成型的配接销管型腔。
2.根据权利要求1所述柱卡批量注塑模具,其特征在于:
所述半圆型台的镂空部一侧设有加强筋体,所述镂空部配合型块上设有用于所述加强筋体成型的加强筋型槽。
3.根据权利要求1所述柱卡批量注塑模具,其特征在于:
所述半圆型台背离所述凸沿的一侧设有弧形内凹,所述半圆型腔槽和所述半圆型沉凹之间形成有用于所述弧形内凹成型的弧型凸起型部。
4.根据权利要求1所述柱卡批量注塑模具,其特征在于:
所述第一模仁上设有至少一组成对设置的第一型腔组,所述第一型腔组设有两个呈镜像对称设置的所述第一型腔,并且两个所述第一型腔的凸沿相背离设置,所述第一半型胶道的注胶口与任意所述第一型腔的注胶行程相等。
5.根据权利要求4所述柱卡批量注塑模具,其特征在于:
所述第一模仁上设有四组所述第一型腔组,并且任意相邻所述第一型腔组相镜像对称设置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202022257838.2U CN214491372U (zh) | 2020-10-12 | 2020-10-12 | 柱卡批量注塑模具 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202022257838.2U CN214491372U (zh) | 2020-10-12 | 2020-10-12 | 柱卡批量注塑模具 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN214491372U true CN214491372U (zh) | 2021-10-26 |
Family
ID=78196967
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202022257838.2U Active CN214491372U (zh) | 2020-10-12 | 2020-10-12 | 柱卡批量注塑模具 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN214491372U (zh) |
-
2020
- 2020-10-12 CN CN202022257838.2U patent/CN214491372U/zh active Active
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN214491422U (zh) | 用于翼板成型的注塑模具 | |
| CN214491372U (zh) | 柱卡批量注塑模具 | |
| CN204997942U (zh) | 热流道喷嘴注塑模具 | |
| CN203994523U (zh) | 易折外盖的多腔塑胶模 | |
| CN203031863U (zh) | 一种汽车电源模组盒成型塑胶模 | |
| CN215320253U (zh) | 卡座注塑成型模具 | |
| CN212171180U (zh) | 一种具备排气溢流结构的注塑模具 | |
| CN217258049U (zh) | 双轴筒工件的注塑模具 | |
| CN210308841U (zh) | 一种型腔侧抽芯防脱模注塑模具 | |
| CN108819154B (zh) | 一种便于快速冷却的汽车内饰件模具 | |
| CN202572817U (zh) | 一种采用热流道加工镜片的模具定模结构 | |
| CN206825815U (zh) | 一种成型耳机壳体的模具 | |
| CN206326815U (zh) | 一种双流道模具结构 | |
| CN219883166U (zh) | 薄壁塑料密封夹多腔高速注塑模具 | |
| CN107139402B (zh) | 复合滑块出前后模抽芯结构 | |
| CN209955190U (zh) | 一种枢轴配接环体的注塑模具 | |
| CN211542183U (zh) | 一种高精度胶位的半导体模具 | |
| CN217257945U (zh) | 一种连接器母端的注塑模具 | |
| CN219381394U (zh) | 一种具有w形流道的三角式注塑模具 | |
| CN220373799U (zh) | 高精密汽车玻璃钢外饰件模具 | |
| CN219055182U (zh) | 一种高效率多点注塑成型模具 | |
| CN202572840U (zh) | 发动机前支垫注射成型模具 | |
| CN208035189U (zh) | 一种用于制造扇叶的注塑模具动模型腔板 | |
| CN209937544U (zh) | 一种奶粉刮板的注塑模具 | |
| CN212554638U (zh) | 一种精密的橡胶生产模具 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant |