CN214489373U - 一种长寿命发动机圆柱销焊接装置 - Google Patents
一种长寿命发动机圆柱销焊接装置 Download PDFInfo
- Publication number
- CN214489373U CN214489373U CN202120845364.5U CN202120845364U CN214489373U CN 214489373 U CN214489373 U CN 214489373U CN 202120845364 U CN202120845364 U CN 202120845364U CN 214489373 U CN214489373 U CN 214489373U
- Authority
- CN
- China
- Prior art keywords
- arc cover
- electric putter
- sliding seat
- block
- riser
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images


Landscapes
- Automatic Cycles, And Cycles In General (AREA)
Abstract
本实用新型公开了一种长寿命发动机圆柱销焊接装置,包括底板,底板顶部的左右两端均安装有竖板,竖板之间横向安装有横板,横板底部的左右两端均安装有第一电动推杆,两组第一电动推杆的底部安装有升降板,升降板的底部设置有限行组件,本实用新型通过控制面板控制第二电动推杆启动,第二电动推杆推动活动座移动,活动座通过滑块在滑轨的内腔滑动,进而便于调整夹持组件之间的间距,便于放置不同长度的圆柱销,同时根据圆柱销的直径,调整上弧形套和下弧形套之间的间距,调整完毕后,通过锁紧螺栓将上弧形套和下弧形套连接压紧圆柱销,使得装置能够对不同规格的圆柱销进行焊接工作,提高了装置的普适性。
Description
技术领域
本实用新型涉及圆柱销加工设备技术领域,具体为一种长寿命发动机圆柱销焊接装置。
背景技术
圆柱销是工业生产中广泛运用的一种机械零件,主要用于定位,也可用于连接,其依靠过盈配合固定在销孔内,销子的使用非常广泛,在二个运动构件的转动机构连接中,如曲柄机构,翻转机构,液压缸与运动件的连接等都使用到销子,而圆柱销是目前长寿命发动机上使用较为普遍的一种,通常在圆柱销的加工过程中需要对其进行焊接,但是现有的焊接装置依旧存在一定的问题,具体问题如下:
现有的装置通常只能焊接一种规格的圆柱销,而由于发动机的尺寸不一,圆柱销的规格也有所区别,装置不能适应多种长度和管径的圆柱销焊接,从而降低了装置的普适性,此外现有的装置通常需要人工焊接,增加了劳动力,降低了圆柱销的焊接效率。
发明内容
本实用新型的目的在于提供一种长寿命发动机圆柱销焊接装置,以解决上述背景技术中提出的问题。
为实现上述目的,本实用新型提供如下技术方案:一种长寿命发动机圆柱销焊接装置,包括底板,所述底板顶部的左右两端均安装有竖板,所述竖板之间横向安装有横板,所述横板底部的左右两端均安装有第一电动推杆,两组所述第一电动推杆的底部安装有升降板,所述升降板的底部设置有限行组件,所述限行组件的底部安装有连接组件,所述连接组件远离限行组件的一端设置有焊接头,右端所述竖板的侧壁上安装有控制面板,所述底板顶部靠近竖板的一端均设置有伸缩组件,所述伸缩组件的顶部均设置有夹持组件。
优选的,所述限行组件包括伺服电机、安装板、丝杆和驱动块,所述安装板位于升降板底部的左右两端,所述升降板之间通过轴承设置有丝杆,所述丝杆的外壁套设有驱动块,右端所述安装板的侧壁上安装有伺服电机,且伺服电机的动力输出端通过转轴与丝杆的右端转动连接。
基于上述技术特征,搜发电机通过转轴带动丝杆转动,从而使得驱动块左右移动便于对焊接头的位置进行调整,使得装置能够对圆柱销的不同的位置进行焊接。
优选的,所述驱动块的顶部设置有滑座,所述升降板内腔的底部开设有滑槽,且滑槽与滑座之间为滑动连接。
基于上述技术特征,驱动块通过滑座在滑槽的内腔滑动,便于对驱动块进行限位,避免驱动块随着丝杆转动而转动。
优选的,所述连接组件包括卡块、卡槽和连接块,所述连接块位于驱动块的底部,所述连接块的内腔开设有卡槽,所述焊接头的顶部设置有与卡槽相互匹配的卡块,且卡块与卡槽之间为螺纹连接。
基于上述技术特征,当焊接头出现损坏时,旋转焊接头,使得卡块能够脱离卡槽的内腔,方便对焊接头进行拆卸并更换。
优选的,两组所述伸缩组件均包括滑轨、滑块、活动座和第二电动推杆,所述第二电动推杆均位于竖板靠近底板垂直中心线的一端,所述第二电动推杆的输出端均设置有活动座,所述活动座的底部均设置有滑块,所述底板内腔顶部的左右两端均开设有与滑块相互匹配滑轨,且滑轨与滑块之间均为滑动连接。
基于上述技术特征,通过第二电动推杆启动推动活动座左右移动,活动座通过滑块在滑轨的内腔滑动,进而便于调整夹持组件之间的间距,使得装置便于放置不同长度的圆柱销。
优选的,两组所述夹持组件均包括上弧形套、锁紧螺栓、下弧形套和橡胶垫,所述下弧形套均位于活动座的顶部,所述下弧形套远离活动座的一端设置有上弧形套,且上弧形套通过锁紧螺栓与下弧形套连接,所述上弧形套和下弧形套的内壁均设置有橡胶垫。
基于上述技术特征,调整上弧形套和下弧形套之间的间距,之后利用锁紧螺栓将上弧形套和下弧形套连接压紧圆柱销,使得装置能够对不同直径的圆柱销进行焊接工作。
与现有技术相比,本实用新型的有益效果是:
(1)通过控制面板控制第二电动推杆启动,第二电动推杆推动活动座移动,活动座通过滑块在滑轨的内腔滑动,进而便于调整夹持组件之间的间距,便于放置不同长度的圆柱销,同时根据圆柱销的直径,调整上弧形套和下弧形套之间的间距,调整完毕后,通过锁紧螺栓将上弧形套和下弧形套连接压紧圆柱销,使得装置能够对不同规格的圆柱销进行焊接工作,提高了装置的普适性;
(2)通过控制面板控制伺服电机启动,伺服电机通过转轴带动丝杆转动,此时驱动块通过滑座在滑槽的内腔左右移动便于对焊接头的位置进行调整,同时通过控制面板控制第二电动推杆启动,第二电动推杆伸出带动升降板向下移动直至焊接头与圆柱销接触,对圆柱销进行焊接工作即可,改变了传统人工焊接的方式,提高了装置对圆柱销的焊接效率,同时也降低了劳动力。
附图说明
为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
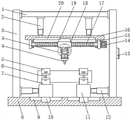
图1为本实用新型的剖视结构示意图;
图2为本实用新型的图1中A处结构示意图;
图3为本实用新型的夹持组件侧视结构示意图。
图中:1、横板;2、第一电动推杆;3、竖板;4、焊接头;5、上弧形套;6、锁紧螺栓;7、下弧形套;8、底板;9、滑轨;10、滑块;11、活动座;12、第二电动推杆;13、控制面板;14、伺服电机;15、安装板;16、升降板;17、丝杆;18、驱动块;19、滑座;20、滑槽;21、卡块;22、卡槽;23、连接块;24、橡胶垫。
具体实施方式
下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
请参阅图1-3,本实用新型提供的一种实施例:一种长寿命发动机圆柱销焊接装置,包括底板8,底板8顶部的左右两端均安装有竖板3,竖板3之间横向安装有横板1,横板1底部的左右两端均安装有第一电动推杆2,两组第一电动推杆2的底部安装有升降板16,升降板16的底部设置有限行组件,限行组件包括伺服电机14、安装板15、丝杆17和驱动块18,安装板15位于升降板16底部的左右两端,升降板16之间通过轴承设置有丝杆17,丝杆17的外壁套设有驱动块18,右端安装板15的侧壁上安装有伺服电机14,且伺服电机14的动力输出端通过转轴与丝杆17的右端转动连接,驱动块18的顶部设置有滑座19,升降板16内腔的底部开设有滑槽20,且滑槽20与滑座19之间为滑动连接,限行组件的底部安装有连接组件,连接组件包括卡块21、卡槽22和连接块23,连接块23位于驱动块18的底部,连接块23的内腔开设有卡槽22,焊接头4的顶部设置有与卡槽22相互匹配的卡块21,且卡块21与卡槽22之间为螺纹连接,连接组件远离限行组件的一端设置有焊接头4,右端竖板3的侧壁上安装有控制面板13,底板8顶部靠近竖板3的一端均设置有伸缩组件,两组伸缩组件均包括滑轨9、滑块10、活动座11和第二电动推杆12,第二电动推杆12均位于竖板3靠近底板8垂直中心线的一端,第二电动推杆12的输出端均设置有活动座11,活动座11的底部均设置有滑块10,底板8内腔顶部的左右两端均开设有与滑块10相互匹配滑轨9,且滑轨9与滑块10之间均为滑动连接,伸缩组件的顶部均设置有夹持组件,两组夹持组件均包括上弧形套5、锁紧螺栓6、下弧形套7和橡胶垫24,下弧形套7均位于活动座11的顶部,下弧形套7远离活动座11的一端设置有上弧形套5,且上弧形套5通过锁紧螺栓6与下弧形套7连接,上弧形套5和下弧形套7的内壁均设置有橡胶垫24。
工作原理:使用时,外接电源,根据圆柱销的长度,通过控制面板13控制第二电动推杆12启动,第二电动推杆12推动活动座11移动,活动座11通过滑块10在滑轨9的内腔滑动,便于调整活动座11的间距,进而便于调整与活动座11连接的夹持组件之间的间距,之后将圆柱销放置在下弧形套7的上方,将上弧形套5压紧在圆柱销的顶部,通过锁紧螺栓6将上弧形套5和下弧形套7连接压紧圆柱销,便于对圆柱销进行固定,避免焊接时出现位移的情况,使得装置能够对不同规格的圆柱销进行焊接工作,然后通过控制面板13控制伺服电机14启动,伺服电机14通过转轴带动丝杆17转动,此时驱动块18通过滑座19在滑槽20的内腔移动,便于对焊接头4的横向位置进行调整,调整至所需焊接的位置后,接着通过控制面板13控制第二电动推杆12启动,第二电动推杆12伸出带动升降板16向下移动直至焊接头4与圆柱销接触,进而便于对圆柱销进行焊接工作,改变了传统人工焊接的方式,提高了装置对圆柱销的焊接效率,当焊接头4出现损坏时,由于卡块21与卡槽22之间螺纹连接,旋转焊接头4,使得卡块21脱离卡槽22的内腔,方便对焊接头4进行拆卸并更换,进而降低了装置的维修成本。
对于本领域技术人员而言,显然本实用新型不限于上述示范性实施例的细节,而且在不背离本实用新型的精神或基本特征的情况下,能够以其他的具体形式实现本实用新型。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本实用新型的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本实用新型内,不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
Claims (6)
1.一种长寿命发动机圆柱销焊接装置,包括底板(8),其特征在于:所述底板(8)顶部的左右两端均安装有竖板(3),所述竖板(3)之间横向安装有横板(1),所述横板(1)底部的左右两端均安装有第一电动推杆(2),两组所述第一电动推杆(2)的底部安装有升降板(16),所述升降板(16)的底部设置有限行组件,所述限行组件的底部安装有连接组件,所述连接组件远离限行组件的一端设置有焊接头(4),右端所述竖板(3)的侧壁上安装有控制面板(13),所述底板(8)顶部靠近竖板(3)的一端均设置有伸缩组件,所述伸缩组件的顶部均设置有夹持组件。
2.根据权利要求1所述的一种长寿命发动机圆柱销焊接装置,其特征在于:所述限行组件包括伺服电机(14)、安装板(15)、丝杆(17)和驱动块(18),所述安装板(15)位于升降板(16)底部的左右两端,所述升降板(16)之间通过轴承设置有丝杆(17),所述丝杆(17)的外壁套设有驱动块(18),右端所述安装板(15)的侧壁上安装有伺服电机(14),且伺服电机(14)的动力输出端通过转轴与丝杆(17)的右端转动连接。
3.根据权利要求2所述的一种长寿命发动机圆柱销焊接装置,其特征在于:所述驱动块(18)的顶部设置有滑座(19),所述升降板(16)内腔的底部开设有滑槽(20),且滑槽(20)与滑座(19)之间为滑动连接。
4.根据权利要求2所述的一种长寿命发动机圆柱销焊接装置,其特征在于:所述连接组件包括卡块(21)、卡槽(22)和连接块(23),所述连接块(23)位于驱动块(18)的底部,所述连接块(23)的内腔开设有卡槽(22),所述焊接头(4)的顶部设置有与卡槽(22)相互匹配的卡块(21),且卡块(21)与卡槽(22)之间为螺纹连接。
5.根据权利要求1所述的一种长寿命发动机圆柱销焊接装置,其特征在于:两组所述伸缩组件均包括滑轨(9)、滑块(10)、活动座(11)和第二电动推杆(12),所述第二电动推杆(12)均位于竖板(3)靠近底板(8)垂直中心线的一端,所述第二电动推杆(12)的输出端均设置有活动座(11),所述活动座(11)的底部均设置有滑块(10),所述底板(8)内腔顶部的左右两端均开设有与滑块(10)相互匹配滑轨(9),且滑轨(9)与滑块(10)之间均为滑动连接。
6.根据权利要求5所述的一种长寿命发动机圆柱销焊接装置,其特征在于:两组所述夹持组件均包括上弧形套(5)、锁紧螺栓(6)、下弧形套(7)和橡胶垫(24),所述下弧形套(7)均位于活动座(11)的顶部,所述下弧形套(7)远离活动座(11)的一端设置有上弧形套(5),且上弧形套(5)通过锁紧螺栓(6)与下弧形套(7)连接,所述上弧形套(5)和下弧形套(7)的内壁均设置有橡胶垫(24)。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202120845364.5U CN214489373U (zh) | 2021-04-23 | 2021-04-23 | 一种长寿命发动机圆柱销焊接装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202120845364.5U CN214489373U (zh) | 2021-04-23 | 2021-04-23 | 一种长寿命发动机圆柱销焊接装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN214489373U true CN214489373U (zh) | 2021-10-26 |
Family
ID=78204134
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202120845364.5U Active CN214489373U (zh) | 2021-04-23 | 2021-04-23 | 一种长寿命发动机圆柱销焊接装置 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN214489373U (zh) |
-
2021
- 2021-04-23 CN CN202120845364.5U patent/CN214489373U/zh active Active
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN113182763B (zh) | 具有多级调节夹持机构的塔吊管道焊接机具及其操作方法 | |
| CN109693069B (zh) | 一种管道焊接自适配工装夹具 | |
| CN114211162B (zh) | 一种电力杆塔杆体、法兰焊接机器人及其方法 | |
| CN110581455A (zh) | 一种高空悬式绝缘子自动更换装置 | |
| CN212443918U (zh) | 一种基于焊接机器人的定位装置 | |
| CN210468597U (zh) | 一种高空悬式绝缘子自动更换装置 | |
| CN107378046B (zh) | 一种数控加工中心用钻斜孔装置 | |
| CN214489373U (zh) | 一种长寿命发动机圆柱销焊接装置 | |
| CN112621086A (zh) | 一种钢结构建筑用的钢管焊接的可调式夹具结构 | |
| CN106826057B (zh) | 一种t型工件对中装置 | |
| CN116100239A (zh) | 一种泵送油缸缸筒油口焊接定位装置 | |
| CN214142450U (zh) | 一种大功率发动机气缸套的表面淬火装置 | |
| CN104999157A (zh) | 一种立式曲轴堆焊修复机床 | |
| CN220791468U (zh) | 用于机油泵的测试工装 | |
| CN110682250B (zh) | 一种发电机组连接壳安装工装车 | |
| CN114260875B (zh) | 一种用于电力设备检修的机械手装置 | |
| CN214980579U (zh) | 液压缸的通用装配夹具 | |
| CN220922442U (zh) | 一种用于抓取汽车副车架的机械臂夹爪 | |
| CN217345204U (zh) | 一种用于液压油缸活塞杆修复的固定装置 | |
| CN218891668U (zh) | 圆块式石墨换热器零件抛光设备 | |
| CN220840069U (zh) | 一种配电箱装配工作台 | |
| CN116787040B (zh) | 一种新能源电机定子线圈的铜排焊接装置 | |
| CN218801424U (zh) | 一种摩托车活塞环加工用抛光设备 | |
| CN219212853U (zh) | 一种变速箱生产用夹持装置 | |
| CN220145781U (zh) | 一种半自动拆卸安装设备 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant |