CN213500941U - 一种自动压合治具 - Google Patents
一种自动压合治具 Download PDFInfo
- Publication number
- CN213500941U CN213500941U CN202022424532.1U CN202022424532U CN213500941U CN 213500941 U CN213500941 U CN 213500941U CN 202022424532 U CN202022424532 U CN 202022424532U CN 213500941 U CN213500941 U CN 213500941U
- Authority
- CN
- China
- Prior art keywords
- mould
- die
- screw rod
- bed die
- pressing jig
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images



Landscapes
- Presses And Accessory Devices Thereof (AREA)
Abstract
本实用新型涉及元器件治具技术领域,公开了一种自动压合治具,包括支撑底座,所述支撑底座顶端两侧均设置有支撑柱,所述支撑柱上部之间设置有顶板,所述顶板顶端中部设置有伸缩气缸,所述伸缩气缸底端连接伸缩杆,所述伸缩杆贯穿顶板并在底端连接有上模具,所述上模具的正下方设置有下模具,所述下模具设置在支撑架的顶端中部,所述支撑架设置在支撑柱的下部之间,所述下模具包括左模具、右模具,所述左模具、右模具分别与设在支撑架内部的夹持机构相连接。本实用新型通过支撑架内的夹持机构实现了对压合件进行固定压合,在上模具底端设置的弹簧槽与下模具顶端设置的弹簧相配合,可以减小上模具与下模具合模时的撞击力。
Description
技术领域
本实用新型涉及元器件治具技术领域,尤其涉及一种自动压合治具。
背景技术
治具是一个木工、铁工、钳工、机械、电控以及其他一些手工艺品的大类工具,主要是作为协助控制位置或动作(或两者)的一种工具。治具可以分为工艺装配类治具、项目测试类治具和线路板测试类治具三类。塑胶件产品的上盖和下盖装配的安装过程中会用到冶具,例如,盒体的上盖两侧分别设有卡勾,盒体的下盖两侧分别设有与卡勾适配的倒扣,安装过程中,需要先上下用力使上盖的卡勾与下盖的倒扣结合,再通过按压两侧的卡勾使之与倒扣卡合。
现有自动压合治具的不足之处:治具在压合时上半模和下半模合模过程中容易出现碰撞,使上半模和下半模相接触表面损坏,进而使上半模和下半模在合模时接触面不紧凑,影响冲压件的质量。
实用新型内容
本实用新型的目的在于提供一种自动压合治具,通过支撑架内的夹持机构实现了对压合件进行固定压合,在上模具底端设置的弹簧槽与下模具顶端设置的弹簧相配合,可以在上模具与下模具合模时起到缓冲的作用,减小上模具与下模具合模时的撞击力,弹簧嵌套在圆柱外侧壁上,安装便捷的优点,解决了现有自动压合治具在压合时上半模和下半模合模过程中容易出现碰撞,使上半模和下半模相接触表面损坏,进而使上半模和下半模在合模时接触面不紧凑的问题。
根据本实用新型实施例的一种自动压合治具,包括支撑底座,所述支撑底座顶端两侧均设置有支撑柱,所述支撑柱上部之间设置有顶板,所述顶板顶端中部设置有伸缩气缸,所述伸缩气缸底端连接伸缩杆,所述伸缩杆贯穿顶板并在底端连接有上模具,所述上模具的正下方设置有下模具,所述下模具设置在支撑架的顶端中部,所述支撑架设置在支撑柱的下部之间,所述下模具包括左模具、右模具,所述左模具、右模具分别与设在支撑架内部的夹持机构相连接。
进一步地,所述左模具和右模具顶端中部均设置有凹槽,所述凹槽底壁上均设置有圆柱。
进一步地,所述圆柱的外壁上均嵌套有弹簧,所述弹簧贯穿凹槽的槽口并延伸至上部。
进一步地,所述上模具底端面四个棱角处均设有弹簧槽,所述弹簧槽与弹簧相配合。
进一步地,所述上模具的底端中部设置有压合头,所述压合头与下模具相抵接。
进一步地,所述夹持机构包括设置在支撑架内底部的滑槽,所述滑槽顶端左侧设置有电机,所述电机的输出端连接主动齿轮,所述主动齿轮啮合连接从动齿轮。
进一步地,所述从动齿轮套设在左丝杆上,所述左丝杆通过连接件与右丝杆相连接。
进一步地,所述左丝杆的左端和右丝杆的右端均连接固定支座,所述固定支座设置在支撑架内部两侧壁上。
进一步地,所述左丝杆与右丝杆的外侧壁上均套设有滑块,所述滑块底端均连接移动滑杆,所述移动滑杆底端均与滑槽滑动连接。
进一步地,所述滑块顶端均连接有支撑杆,所述支撑杆贯穿支撑板的顶端,所述支撑杆顶端分别连接左模具和右模具。
本实用新型与现有技术相比具有的有益效果是:
1、通过支撑架内的夹持机构实现了对压合件进行固定压合,电机输出端设置有主动齿轮,主动齿轮啮合连接有从动齿轮,从动齿轮套设在左丝杆上,左丝杆通过连接件连接右丝杆,左丝杆和右丝杆上均套设有滑块,滑块顶端设置有支撑杆,支撑杆顶端连接有左模具和右模具,通过控制电机可以使左模具和右模具发生相对移动从而对压合件进行夹持和方便夹持件卸下;
2、在上模具底端设置的弹簧槽与下模具顶端设置的弹簧相配合,可以在上模具与下模具合模时起到缓冲的作用,减小上模具与下模具合模时的撞击力,弹簧嵌套在圆柱外侧壁上,安装便捷,延长了上模具与下模具的使用寿命,节省了成本。
附图说明
附图用来提供对本实用新型的进一步理解,并且构成说明书的一部分,与本实用新型的实施例一起用于解释本实用新型,并不构成对本实用新型的限制。在附图中:
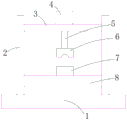
图1为本实用新型提出的一种自动压合治具的结构示意图;
图2为本实用新型提出的一种自动压合治具中下模具的结构示意图;
图3为本实用新型提出的一种自动压合治具中支撑架的结构剖视图;
图4为本实用新型提出的一种自动压合治具中上模具的仰视图。
图中:1-支撑底座、2-支撑柱、3-顶板、4-伸缩气缸、5-伸缩杆、6-上模具、7-下模具、8-支撑架、9-滑槽、10-电机、11-主动齿轮、12-从动齿轮、13-左丝杆、14-连接件、15-右丝杆、16-固定支座、17-滑块、18-移动滑块、19-支撑杆、20-左模具、21-右模具、22-凹槽、23-圆柱、24-弹簧、25-弹簧槽、26-压合头。
具体实施方式
为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本实用新型,并不用于限定本实用新型。
以下结合具体实施例对本实用新型的实现进行详细的描述。
本实施例的附图中相同或相似的标号对应相同或相似的部件;在本实用新型的描述中,需要理解的是,若有术语“上”、“下”、“左”、“右”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此附图中描述位置关系的用语仅用于示例性说明,不能理解为对本专利的限制,对于本领域的普通技术人员而言,可以根据具体情况理解上述术语的具体含义。
参照图1-4所示,为本实用新型提供的较佳实施例。
一种自动压合治具,包括支撑底座1,支撑底座1顶端两侧均设置有支撑柱2,支撑柱2上部之间设置有顶板3,顶板3顶端中部设置有伸缩气缸4,伸缩气缸4底端连接伸缩杆5,伸缩杆5贯穿顶板3并在底端连接有上模具6,上模具6的正下方设置有下模具7,下模具7设置在支撑架8的顶端中部,支撑架8设置在支撑柱2的下部之间,下模具7包括左模具20、右模具21,左模具20、右模具21分别与设在支撑架8内部的夹持机构相连接,通过支撑架8内的夹持机构实现了对压合件进行固定压合,从而对压合件进行夹持和方便夹持件卸下。
在本实施例中,左模具20和右模具21顶端中部均设置有凹槽22,凹槽22底壁上均设置有圆柱23,圆柱23的外壁上均嵌套有弹簧24,弹簧24贯穿凹槽22的槽口并延伸至上部,上模具6底端面四个棱角处均设有弹簧槽25,弹簧槽25与弹簧24相配合,上模具6的底端中部设置有压合头26,压合头26与下模具7相抵接,在上模具6底端设置的弹簧槽25与下模具7顶端设置的弹簧24相配合,可以在上模具6与下模具7合模时起到缓冲的作用,减小上模具6与下模具7合模时的撞击力,弹簧24嵌套在圆柱23外侧壁上,安装便捷,压合头26与下模具7想配合实现对压合件进行加压成型。
在本实施例中,夹持机构包括设置在支撑架8内底部的滑槽9,滑槽9顶端左侧设置有电机10,电机10的输出端连接主动齿轮11,主动齿轮12啮合连接从动齿轮12,从动齿轮12套设在左丝杆13上,左丝杆13通过连接件14与右丝杆15相连接,左丝杆13的左端和右丝杆15的右端均连接固定支座16,固定支座16设置在支撑架8内部两侧壁上,左丝杆13与右丝杆15的外侧壁上均套设有滑块17,滑块17底端均连接移动滑杆18,移动滑杆18底端均与滑槽9滑动连接,滑块17顶端均连接有支撑杆19,支撑杆19贯穿支撑板8的顶端,支撑杆19顶端分别连接左模具20和右模具21夹持机构利用了左模具20和右模具21发生相对移动从而对压合件进行夹持和方便夹持件卸下。
本技术方案在时使用时,电机10输出端设置有主动齿轮11,主动齿轮11啮合连接有从动齿轮12,从动齿轮12套设在左丝杆13上,左丝杆13通过连接件14连接右丝杆15,左丝杆13和右丝杆15上均套设有滑块17,滑块17顶端设置有支撑杆19,支撑杆19顶端连接有左模具20和右模具21,通过控制电机10可以使左模具20和右模具21发生相对移动从而对压合件进行夹持和方便夹持件卸下,即完成夹持机构对压合件进行固定压合,压合时在上模具6底端设置的弹簧槽25与下模具7顶端设置的弹簧24相配合,可以在上模具6与下模具7合模时起到缓冲的作用,减小上模具6与下模具7合模时的撞击力,弹簧24嵌套在圆柱23外侧壁上,安装便捷,延长了上模具6与下模具7的使用寿命,节省了成本。
本实施例中,整个操作过程可由电脑控制,加上PLC等等,实现自动化运行控制,且在各个操作环节中,可以通过设置传感器,进行信号反馈,实现步骤的依序进行,这些都是目前自动化控制的常规知识,在本实施例中则不再一一赘述。
本实用新型未详述之处,均为本领域技术人员的公知技术。
尽管已经示出和描述了本实用新型的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本实用新型的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。
Claims (10)
1.一种自动压合治具,其特征在于:包括支撑底座,所述支撑底座顶端两侧均设置有支撑柱,所述支撑柱上部之间设置有顶板,所述顶板顶端中部设置有伸缩气缸,所述伸缩气缸底端连接伸缩杆,所述伸缩杆贯穿顶板并在底端连接有上模具,所述上模具的正下方设置有下模具,所述下模具设置在支撑架的顶端中部,所述支撑架设置在支撑柱的下部之间,所述下模具包括左模具、右模具,所述左模具、右模具分别与设在支撑架内部的夹持机构相连接。
2.根据权利要求1所述的一种自动压合治具,其特征在于:所述左模具和右模具顶端中部均设置有凹槽,所述凹槽底壁上均设置有圆柱。
3.根据权利要求2所述的一种自动压合治具,其特征在于:所述圆柱的外壁上均嵌套有弹簧,所述弹簧贯穿凹槽的槽口并延伸至上部。
4.根据权利要求3所述的一种自动压合治具,其特征在于:所述上模具底端面四个棱角处均设有弹簧槽,所述弹簧槽与弹簧相配合。
5.根据权利要求4所述的一种自动压合治具,其特征在于:所述上模具的底端中部设置有压合头,所述压合头与下模具相抵接。
6.根据权利要求1-5任一项所述的一种自动压合治具,其特征在于:所述夹持机构包括设置在支撑架内底部的滑槽,所述滑槽顶端左侧设置有电机,所述电机的输出端连接主动齿轮,所述主动齿轮啮合连接从动齿轮。
7.根据权利要求6所述的一种自动压合治具,其特征在于:所述从动齿轮套设在左丝杆上,所述左丝杆通过连接件与右丝杆相连接。
8.根据权利要求7所述的一种自动压合治具,其特征在于:所述左丝杆的左端和右丝杆的右端均连接固定支座,所述固定支座设置在支撑架内部两侧壁上。
9.根据权利要求8所述的一种自动压合治具,其特征在于:所述左丝杆与右丝杆的外侧壁上均套设有滑块,所述滑块底端均连接移动滑杆,所述移动滑杆底端均与滑槽滑动连接。
10.根据权利要求9所述的一种自动压合治具,其特征在于:所述滑块顶端均连接有支撑杆,所述支撑杆贯穿支撑板的顶端,所述支撑杆顶端分别连接左模具和右模具。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202022424532.1U CN213500941U (zh) | 2020-10-27 | 2020-10-27 | 一种自动压合治具 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202022424532.1U CN213500941U (zh) | 2020-10-27 | 2020-10-27 | 一种自动压合治具 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN213500941U true CN213500941U (zh) | 2021-06-22 |
Family
ID=76411443
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202022424532.1U Active CN213500941U (zh) | 2020-10-27 | 2020-10-27 | 一种自动压合治具 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN213500941U (zh) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113715305A (zh) * | 2021-07-23 | 2021-11-30 | 广东嘉尚新能源科技有限公司 | 一种基于视觉检测的软包锂电芯聚合物外壳塑形装置 |
| CN115256715A (zh) * | 2022-06-29 | 2022-11-01 | 湖南省港田新材料有限公司 | 一种液态硅胶成型设备 |
-
2020
- 2020-10-27 CN CN202022424532.1U patent/CN213500941U/zh active Active
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113715305A (zh) * | 2021-07-23 | 2021-11-30 | 广东嘉尚新能源科技有限公司 | 一种基于视觉检测的软包锂电芯聚合物外壳塑形装置 |
| CN115256715A (zh) * | 2022-06-29 | 2022-11-01 | 湖南省港田新材料有限公司 | 一种液态硅胶成型设备 |
| CN115256715B (zh) * | 2022-06-29 | 2024-06-25 | 湖南省港田新材料有限公司 | 一种液态硅胶成型设备 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN213500941U (zh) | 一种自动压合治具 | |
| CN212070117U (zh) | 一种板材加工用冲压模具 | |
| CN112517767A (zh) | 复合模具装置 | |
| CN112275867A (zh) | 一种冷轧钢板加工系统 | |
| CN111774787B (zh) | 一种汽车前下结构杆的焊接工装 | |
| CN210848266U (zh) | 一种换模便捷的通用模架 | |
| CN109702968B (zh) | 内滑块机构、连接器脱膜装置及其脱膜方法 | |
| CN214719935U (zh) | 复合模具装置 | |
| CN210379739U (zh) | 一种汽车连接器的端子与胶体组装压合装置 | |
| CN220347654U (zh) | 一种压装设备 | |
| CN209851673U (zh) | 一种智能压力机 | |
| JP4764027B2 (ja) | ワーク搬送装置およびプレス機械 | |
| CN212792639U (zh) | 一种高效自行车管件冲孔模具 | |
| CN210231262U (zh) | 一种模具的防偏移装置 | |
| CN212665364U (zh) | 工件组装防呆治具 | |
| CN203778678U (zh) | 打印机机架铆接模具 | |
| CN112974646A (zh) | 一种便于下料的零件加工模具 | |
| CN221415845U (zh) | 一种机械工件加工固定装置 | |
| CN110842087A (zh) | 气缸驱动式侧整形下模机构 | |
| CN219523172U (zh) | 一种用于模具模胚加工的模胚成型装置 | |
| CN213223996U (zh) | 冰箱把手冲端面模具 | |
| CN215746276U (zh) | 一种夹具快速装配系统 | |
| CN117123650B (zh) | 一种翻边钣金件折弯设备 | |
| CN218260679U (zh) | 一种用于半导体激光led芯片的取料装置 | |
| CN214353604U (zh) | 一种便于更换型号的硅胶吸盘生产模具 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant |