CN213383058U - 塑钢门窗焊接用多功能双十字焊清机 - Google Patents
塑钢门窗焊接用多功能双十字焊清机 Download PDFInfo
- Publication number
- CN213383058U CN213383058U CN202022221582.XU CN202022221582U CN213383058U CN 213383058 U CN213383058 U CN 213383058U CN 202022221582 U CN202022221582 U CN 202022221582U CN 213383058 U CN213383058 U CN 213383058U
- Authority
- CN
- China
- Prior art keywords
- guide rail
- plate
- welding
- cross
- feeding
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images


















Abstract
本实用新型涉塑钢门窗焊接用多功能双十字焊清机,包括机架,所述机架上间隔设有两个多功能焊清结构,其中一个所述多功能焊清结构固定设置在机架上,另一个所述多功能焊清结构活动设置在滑轨上,所述滑轨设置在机架上,活动设置的所述多功能焊清结构与所述机架之间设有调节机构;多功能焊清结构,包括底座,所述底座上设有相互配合工作的十字焊清单元和T形焊接单元;十字焊清单元,包括十字压钳机构,所述十字压钳机构下方设有下清缝机构,上方设有三平动机构,所述三平动机构末端分别设有十字定位机构、十字加热机构和上清缝机构。具有结构设计合理、可以实现塑钢门窗多种形状的焊接、焊接质量高、焊缝清理效率高等优点。
Description
技术领域:
本实用新型涉及塑钢门窗焊接设备技术领域,具体涉及塑钢门窗焊接用多功能双十字焊清机。
背景技术:
十字焊接机是塑钢门窗加工中经常使用的焊接设备,可以实现对十字形门窗型材的焊接,从而提高焊接效率。现有十字焊接机主要包括呈十字形设置的四个压钳组,以及与其配合的定位机构和加热机构,现有十字焊接机基本能够实现对十字形门窗型材的焊接,但在实际使用过程中还存在一些不足,例如对于需要焊接多个十字形门窗型材时,单一的十字焊接机需要重复多次进行焊接才行,加工效率有待进一步提高;二是现有的十字焊接机通常不具备清缝的功能,导致后期清缝需要单独的设备和人工进行处理,这不仅费时费力,而且在清缝时还容易破坏焊缝;三是现有的十字焊接机在加工十字形门窗型材时不能直接实现中柱与边框的焊接,门窗型材十字形焊接后需要单独进行边框与十字形门窗型材的焊接。
需要说明的是,上述内容属于发明人的技术认知范畴,并不必然构成现有技术。
实用新型内容:
本实用新型的目的在于解决现有技术所存在的问题,提供塑钢门窗焊接用多功能双十字焊清机,具有结构设计合理、可以实现塑钢门窗多种形状的焊接、焊接质量高、焊缝清理效率高等优点。
本实用新型通过采取以下技术方案实现上述目的:
塑钢门窗焊接用多功能双十字焊清机,包括:
机架,所述机架上间隔设有两个多功能焊清结构,其中一个所述多功能焊清结构固定设置在机架上,另一个所述多功能焊清结构活动设置在滑轨上,所述滑轨设置在机架上,活动设置的所述多功能焊清结构与所述机架之间设有调节机构;
多功能焊清结构,包括底座,所述底座上设有相互配合工作的十字焊清单元和T形焊接单元;
十字焊清单元,包括十字压钳机构,所述十字压钳机构下方设有下清缝机构,上方设有三平动机构,所述三平动机构末端分别设有十字定位机构、十字加热机构和上清缝机构。
所述调节机构包括设置在机架上的调节伺服电机,所述调节伺服电机连接有调节丝杠,活动设置的所述多功能焊清结构设置在调节丝杠上。
所述十字压钳机构包括呈十字形设置的压钳组A、压钳组B、压钳组C和压钳组D,所述压钳组A固定设置在所述底座上,所述压钳组B、压钳组C和压钳组D设置在进给滑板上,所述底座上设有进给滑轨和进给伺服电机,所述进给滑板设置在所述进给滑轨上,所述进给伺服电机连接有进给丝杠,所述进给丝杠与所述进给滑板连接。
所述压钳组A包括设置在所述底座上的支撑座A,所述支撑座A上端设有下压钳A,所述支撑座A侧壁上设有滑块A,所述滑块A上设有升降导轨A,所述升降导轨A上设有升降滑板A,所述升降滑板A上端设有与所述下压钳A 配合上压钳A,所述升降滑板A下端设有夹紧驱动气缸A,所述压钳组B包括设置在所述进给滑板上的进给导轨B和进给伺服电机B,所述进给导轨B上设有支撑座B,所述支撑座B上端设有下压钳B,所述进给伺服电机B连接有进给丝杠B,所述进给丝杠B与所述支撑座B连接,所述支撑座B上设有与所述进给导轨B垂直的卸料导轨和卸料驱动气缸,所述卸料导轨上设有卸料移动座,所述卸料驱动气缸与所述卸料移动座连接,所述卸料移动座上设有滑块B,所述滑块B上设有升降导轨B,所述升降导轨B上设有升降滑板B,所述升降滑板B 上端设有与所述下压钳B配合的上压钳B,所述升降滑板B下端设有夹紧驱动气缸B,所述压钳组C包括设置在所述进给滑板上的进给导轨C和进给伺服电机C,所述进给导轨C上设有支撑座C,所述进给伺服电机C连接有进给丝杠C,所述进给丝杠C与所述支撑座C连接,所述支撑座C上端设有下压钳C,所述支撑座C侧壁上设有滑块C,所述滑块C上设有升降导轨C,所述升降导轨C 上设有升降滑板C,所述升降滑板C上端设有与所述下压钳C配合的上压钳C,所述升降滑板C下端设有夹紧驱动气缸C,所述支撑座C与所述T形焊接单元连接,所述压钳组D包括设置在所述进给滑板上的进给导轨D和进给伺服电机 D,所述进给导轨D上设有支撑座D,所述进给伺服电机D连接有进给丝杠D,所述进给丝杠D与所述支撑座D连接,所述支撑座D上端设有下压钳D,所述支撑座D侧壁上设有滑块D,所述滑块D上设有升降导轨D,所述升降导轨D 上设有升降滑板D,所述升降滑板D上端设有与所述下压钳D配合的上压钳D,所述升降滑板D下端连接有夹紧驱动气缸D。
所述T形焊接单元包括设置在所述底座上的调节导轨A,所述调节导轨A 上设有移动支架,所述移动支架一端与所述支撑座C连接,所述移动支架上设有进给导轨E,所述进给导轨E上设有焊接机头,所述焊接机头上设有进给伺服电机E,所述进给伺服电机E连接有进给齿轮E,所述移动支架上设有与所述进给齿轮E啮合的进给齿条E。
所述焊接机头包括机座,所述机座上设有主进给机构,所述主进给机构分别连接有下压钳组和上压钳组,所述上压钳组连接有升降夹紧机构,所述机座下端设有定位机构,所述机座上端设有加热机构。
所述机座由多块板材拼接而成,包括底板、侧板、前板和顶板,所述底板和顶板两侧分别设有侧板。
所述主进给机构包括设置在机座上的主进给导轨,所述主进给导轨上设有主进给滑板,所述机座上设有主进给伺服电机,所述主进给伺服电机连接有主进给齿轮,所述主进给滑板上设有与所述主进给齿轮啮合的主进给齿条,所述主进给滑板前端竖向设有立柱,所述立柱前端面设有导向导轨A,后端面设有导向导轨B,所述导向导轨A和导向导轨B上设有所述上压钳组,所述立柱下端面安装在所述下压钳组上。
所述下压钳组包括设置在机座上的下固定压钳和间隔设置的两下导轨支撑,所述下导轨支撑上设有下导轨,所述下导轨上设有与所述上固定压钳配合的下移动压钳,所述下移动压钳上设有所述立柱,所述机座上设有下驱动气缸,所述下驱动气缸与所述下移动压钳连接,所述上压钳组包括上支撑板,所述上支撑板上端连接有所述升降夹紧机构,所述上支撑板下端设有上固定压钳和间隔设置的两上导轨,所述上导轨上设有上移动压钳,所述上移动压钳安装在所述导向导轨A上,所述上支撑板连接有上驱动气缸,所述上驱动气缸安装在所述导向导轨B上。
所述升降夹紧机构包括设置在所述机座上端的升降夹紧气缸A、升降夹紧气缸B和升降夹紧气缸C,所述升降夹紧气缸A、升降夹紧气缸B和升降夹紧气缸C呈三角形设置,所述升降夹紧气缸B和升降夹紧气缸C分别与所述上支撑板连接,所述升降夹紧气缸A通过导向机构与所述上支撑板连接,所述导向机构包括设置在所述上支撑板上的升降夹紧导向板,所述升降夹紧导向板上竖向设有升降夹紧导向导轨,所述机座前端设有升降夹紧导向滑块,所述升降夹紧导向导轨设置在升降夹紧导向滑块上,所述升降夹紧导向板与所述升降夹紧气缸A连接。
所述定位机构包括设置在下固定压钳上的侧定位板、设置在下移动压钳上的后定位板和设置在机座下方的下定位板,所述机座下方设有定位导向板,所述定位导向板上设有定位导向导轨,所述定位导向导轨上设有定位移动板,所述定位移动板上端设有所述下定位板,下端设有定位驱动气缸,所述定位驱动气缸安装在所述定位导向板上,所述机座的底板上设有供所述下定位板通过的通孔A。
所述加热机构包括设置在机座上端的复位导向滑块,所述复位导向滑块上设有复位导向导轨,所述复位导向导轨上设有复位移动座,所述复位移动座两侧与所述机座之间分别连接有螺钉和螺母,所述螺钉上设有复位弹簧,所述复位移动座下端设有加热导向板,所述加热导向板上设有加热导向导轨,所述加热导向导轨上设有加热移动板,所述加热移动板上端与设置在所述复位移动座上的加热驱动气缸连接,下端设有加热板,所述上支撑板上设有供所述加热板通过的通孔B。
所述下清缝机构包括设置在所述底座上的导向柱,所述导向柱上设有升降台,所述升降台连接有驱动丝杠,所述驱动丝杠与设置在所述底座上的驱动伺服电机连接,所述升降台上设有X向底座,所述X向底座上设有X向导轨,所述X向导轨上设有Y向底座,所述X向底座上设有X向伺服电机,所述X向伺服电机连接有X向丝杠,所述X向丝杠与所述Y向底座连接,所述Y向底座上设有Y向导轨,所述Y向导轨上设有Y向滑座,所述Y向底座上设有Y向伺服电机,所述Y向伺服电机连接有Y向丝杠,Y向滑座设置在Y向丝杠上,所述Y向滑座上设有下电动旋转台,所述下电动旋转台上设有所述下清缝伺服电机,所述下清缝伺服电机连接有所述下清缝锯片。
所述三平动机构包括竖向设置在所述底座上的支撑架,所述支撑架上设有纵向梁,所述纵向梁上设有纵向导轨,所述纵向导轨上设有横向梁,所述横向梁上设有纵向驱动伺服电机,所述纵向驱动伺服电机连接有纵向驱动齿轮,所述纵向梁上设有与所述纵向驱动齿轮啮合的纵向齿条,所述横向梁上设有横向导轨,所述横向导轨上设有竖向梁,所述竖向梁上设有横向驱动伺服电机,所述横向驱动伺服电机连接有横向驱动齿轮,所述横向梁上设有与所述横向驱动齿轮啮合的横向齿条,所述竖向梁上设有竖向导轨,所述竖向导轨上设有竖向移动板,所述竖向梁上设有竖向驱动伺服电机,所述竖向驱动伺服电机连接有竖向驱动丝杠,所述竖向移动板安装在所述竖向驱动丝杠上,所述十字定位机构、十字加热机构和上清缝机构分别设置在所述竖向移动板上。
所述上清缝机构,包括设置在所述竖向移动板上的上清缝驱动气缸和上清缝导向导轨,所述上清缝导向导轨上设有上清缝滑座,所述上清缝驱动气缸与所述上清缝滑座连接,所述上清缝滑座上设有上电动旋转台,所述上电动旋转台上设有上清缝伺服电机,所述上清缝伺服电机连接有上清缝锯片。
所述十字定位机构包括设置在所述竖向移动板上的十字定位驱动气缸和十字定位导向导轨,所述十字定位导向导轨上设有十字定位滑座,所述十字定位滑座上设有十字定位板,所述十字定位滑座与所述十字定位驱动气缸连接。
所述十字加热机构包括设置在所述竖向移动板上的十字加热驱动气缸和十字加热导向导轨,所述十字加热导向导轨上设有十字加热滑座,所述十字加热滑座上设有十字加热板,所述十字加热滑座与所述十字加热驱动气缸连接。
所述竖向移动板上还设有铣削机构,所述铣削机构包括设置在所述竖向移动板上的铣削驱动气缸和铣削导向导轨,所述铣削导向导轨上设有铣削滑座,所述铣削滑座上设有铣削伺服电机,所述铣削伺服电机连接有铣刀,所述铣削滑座与所述铣削驱动气缸连接。
本实用新型采用上述结构,能够带来如下有益效果:
(1)通过在机架上设置两个多功能焊清结构,可以实现单十字焊清、单T 形焊接、双十字焊清、十字焊清与T形焊接和双十字焊清与双T形焊接等多种焊接形式,进而可以根据实现加工需求进行高效焊接;(2)结构中使用大量的导向设计,进而可以提高运行精度,提高加工质量;(3)将十字定位机构、十字加热机构、上清缝机构和铣削机构集成在三平动机构上,结构设计更加紧凑; (4)焊接机头中增加了主进给机构,可以实现先快速精确进给,然后再用气缸提供足够的焊接压紧力,这样具有同步性好,运行精度高的优点,从而提高焊接质量。
附图说明:
图1为本实用新型多功能双十字焊清机的立体结构示意图;
图2为本实用新型机架的结构示意图;
图3为本实用新型机架的另一视角结构示意图;
图4为本实用新型压钳组A的结构示意图;
图5为本实用新型压钳组B的结构示意图;
图6为本实用新型压钳组C的结构示意图;
图7为本实用新型压钳组D的结构示意图;
图8为本实用新型焊接机头的结构示意图;
图9为本实用新型焊接机头的局部结构示意图;
图10为本实用新型焊接机头机座的结构示意图;
图11为本实用新型焊接机头主进给机构的结构示意图;
图12为本实用新型焊接机头下压钳组的结构示意图;
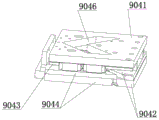
图13为本实用新型焊接机头上压钳组的结构示意图;
图14为本实用新型焊接机头下定位的结构示意图;
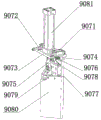
图15为本实用新型焊接机头加热机构的结构示意图;
图16为本实用新型下清缝机构的结构示意图;
图17为本实用新型三平动机构的结构示意图;
图18为本实用新型三平动机构的另一视角结构示意图;
图19为本实用新型十字定位机构、十字加热机构、上清缝机构和铣削机构的结构示意图;
图20为本实用新型上电动旋转台的结构示意图;
图中,1、101、滑轨,102、调节伺服电机,103、调节丝杠,2、多功能焊清结构,201、底座,202、十字焊清单元,203、T形焊接单元,2031、调节导轨A,2032、移动支架,2033、进给导轨E,2034、进给伺服电机E,2035、进给齿轮E,2036、进给齿条E,3、十字压钳机构,301、进给滑轨,302、进给伺服电机,303、进给丝杠,304、压钳组A,3041、支撑座A,3042、下压钳A,3043、滑块A,3044、升降导轨A,3045、升降滑板A,3046、上压钳A,3047、夹紧驱动气缸A,305、压钳组B,3051、进给导轨B,3052、进给伺服电机B, 3053、支撑座B,3054、下压钳B,3055、进给丝杠B,3056、卸料导轨,3057、卸料驱动气缸,3058、卸料移动座,3060、滑块B,3061、升降导轨B,3062、升降滑板B,3063、上压钳B,3064、夹紧驱动气缸B,307、压钳组C,3071、进给导轨C,3072、进给伺服电机C,3073、支撑座C,3074、进给丝杠C,3075、下压钳C,3076、滑块C,3077、升降导轨C,3078、升降滑板C,3079、上压钳C,3080、夹紧驱动气缸,308、压钳组D,3081、进给导轨D,3082、进给伺服电机D,3083、支撑座D,3084、进给丝杠D,3085、下压钳D,3086、滑块D,3087、升降导轨D,3088、升降滑板D,3089、上压钳D,3090、夹紧驱动气缸,309、进给滑板,4、下清缝机构,401、导向柱,402、升降台,403、驱动丝杠,404、驱动伺服电机,405、X向底座,406、X向导轨,407、Y向底座,408、X向伺服电机,409、X向丝杠,410、Y向导轨,411、Y向滑座,412、 Y向伺服电机,413、Y向丝杠,414、下电动旋转台,415、下清缝伺服电机,416、下清缝锯片,5、三平动机构,501、支撑架,502、纵向梁,403、纵向导轨,504、横向梁,505、纵向驱动伺服电机,506、纵向驱动齿轮,507、纵向齿条,508、横向导轨,509、竖向梁,510、横向驱动伺服电机,511、横向驱动齿轮,512、横向齿条,513、竖向导轨,514、竖向移动板,515、竖向驱动伺服电机,516、竖向驱动丝杠,6、上清缝机构,601、上清缝驱动气缸,602、上清缝导向导轨,603、上清缝滑座,604、上电动旋转台,605、上清缝伺服电机,606、上清缝锯片,7、十字定位机构,701、十字定位驱动气缸,702、十字定位导向导轨,703、十字定位滑座,704、十字定位板,8、十字加热机构,801、十字加热驱动气缸,802、十字加热导向导轨,803、十字加热滑座,804、十字加热板, 9、焊接机头,901、机座,9011、底板,9012、侧板,9013、前板,9014、顶板, 902、主进给机构,9021、主进给导轨,9022、主进给滑板,9023、主进给伺服电机,9024、主进给齿轮,9025、主进给齿条,9026、立柱,9027、导向导轨A, 9028、导向导轨B,903、下压钳组,9031、下固定压钳,9032、下导轨支撑,9033、下导轨,9034、下移动压钳,9035、下驱动气缸,904、9041、上支撑板,9042、上固定压钳,9043、上导轨,9044、上移动压钳,9045、上驱动气缸,9046、通孔B,905、升降夹紧机构,9051、升降夹紧气缸A,9052、升降夹紧气缸B,9053、升降夹紧气缸C,9054、升降夹紧导向板,9055、升降夹紧导轨,9056、升降夹紧导向滑块,906、定位机构,9061、侧定位板,9062、后定位板,9063、下定位板,9064、定位导向板,9065、定位导向导轨,9066、定位移动板,9067、定位驱动气缸,907、加热机构,9071、复位导向滑块,9072、复位导向导轨,9073、复位移动座,9074、螺钉,9075、螺母,9076、复位弹簧,9077、加热导向板, 9078、加热导向导轨,9079、加热移动板,9080、加热板,9081、加热驱动气缸, 10、铣削机构,1001、铣削驱动气缸,1002、铣削导向导轨,1003、铣削滑座,1004、铣削伺服电机,1005、铣刀。
具体实施方式:
为了更清楚的阐释本实用新型的整体构思,下面结合说明书附图以示例的方式进行详细说明。
在下面的描述中阐述了很多具体细节以便于充分理解本实用新型,但是,本实用新型还可以采用其他不同于在此描述的其他方式来实施,因此,本实用新型的保护范围并不受下面公开的具体实施例的限制。
本说明书中的各个实施例均采用递进的方式描述,各个实施例之间相同相似的部分互相参见即可,每个实施例重点说明的都是与其他实施例的不同之处。
此外,术语“A”、“B”、“C”、“D”、“E”、“上端”、“端部”等仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的位置。
在本实用新型中,除非另有明确的规定和限定,术语“设有”、“设置”、“连接”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接;可以是直接相连,也可以通过中间媒介间接相连。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本实用新型中的具体含义。
如图1-20所示,塑钢门窗焊接用多功能双十字焊清机,包括:
机架1,所述机架1上间隔设有两个多功能焊清结构2,其中一个所述多功能焊清结构2固定设置在机架1上,另一个所述多功能焊清结构2活动设置在滑轨101上,所述滑轨101设置在机架1上,活动设置的所述多功能焊清结构2与所述机架1之间设有调节机构;
多功能焊清结构2,包括底座201,所述底座201上设有相互配合工作的十字焊清单元202和T形焊接单元203;
十字焊清单元2,包括十字压钳机构3,所述十字压钳机构3下方设有下清缝机构4,所述十字压钳机构3上方设有三平动机构5,所述三平动机构5末端分别设有十字定位机构7、十字加热机构8和上清缝机构6。通过在机架1上设置两个多功能焊清结构2,其中一个固定设置,另一个活动设置,可以实现单十字焊清、单T形焊接、双十字焊清、十字焊清与T形焊接和双十字焊清与双T 形焊接等多种焊接形式,进而可以根据加工需求进行高效焊接。
所述调节机构包括设置在机架1上的调节伺服电机102,所述调节伺服电机 102连接有调节丝杠103,活动设置的所述多功能焊清结构2设置在调节丝杠103 上。便于精确调节两个多功能焊清结构2之间的距离,进而实现双十字焊接。
所述十字压钳机构3包括呈十字形设置的压钳组A304、压钳组B305、压钳组C307和压钳组D308,所述压钳组A304固定设置在所述底座201上,所述压钳组B305、压钳组C307和压钳组D308设置在进给滑板309上,所述底座201 上设有进给滑轨301和进给伺服电机302,所述进给滑板309设置在所述进给滑轨301上,所述进给伺服电机302连接有进给丝杠303,所述进给丝杠303与所述进给滑板309连接。实现十字形焊接所需要的压钳结构。
所述压钳组A304包括设置在所述底座201上的支撑座A3041,所述支撑座 A3041上端设有下压钳A3042,所述支撑座A3041侧壁上设有滑块A3043,所述滑块A3043上设有升降导轨A3044,所述升降导轨A3044上设有升降滑板A3045,所述升降滑板A3045上端设有与所述下压钳A3042配合上压钳A3046,所述升降滑板A3045下端设有夹紧驱动气缸A3047,所述压钳组B305包括设置在所述进给滑板309上的进给导轨B3051和进给伺服电机B3052,所述进给导轨B3051上设有支撑座B3053,所述支撑座B3053上端设有下压钳B3054,所述进给伺服电机B3052连接有进给丝杠B3055,所述进给丝杠B3055与所述支撑座B3053连接,所述支撑座B3053上设有与所述进给导轨B3051垂直的卸料导轨3056和卸料驱动气缸3057,所述卸料导轨3056上设有卸料移动座3058,所述卸料驱动气缸3057 与所述卸料移动座3058连接,所述卸料移动座3058上设有滑块B3060,所述滑块B3060上设有升降导轨B3061,所述升降导轨B3061上设有升降滑板B3062,所述升降滑板B3062上端设有与所述下压钳B3054配合的上压钳B3063,所述升降滑板B3062下端设有夹紧驱动气缸B3064,所述压钳组C307包括设置在所述进给滑板309上的进给导轨C3071和进给伺服电机C3072,所述进给导轨C3071 上设有支撑座C3073,所述进给伺服电机C3072连接有进给丝杠C3074,所述进给丝杠C3074与所述支撑座C3073连接,所述支撑座C3073上端设有下压钳 C3075,所述支撑座C3073侧壁上设有滑块C3076,所述滑块C3076上设有升降导轨C3077,所述升降导轨C3077上设有升降滑板C3078,所述升降滑板C3078 上端设有与所述下压钳C3075配合的上压钳C3079,所述升降滑板C3078下端设有夹紧驱动气缸C3080,所述支撑座C3073与所述T形焊接单元203连接,所述压钳组D308包括设置在所述进给滑板309上的进给导轨D3081和进给伺服电机 D3082,所述进给导轨D3081上设有支撑座D3083,所述进给伺服电机D3082 连接有进给丝杠D3084,所述进给丝杠D3084与所述支撑座D3083连接,所述支撑座D3083上端设有下压钳D3085,所述支撑座D3083侧壁上设有滑块D3086,所述滑块D3086上设有升降导轨D3087,所述升降导轨D3087上设有升降滑板 D3088,所述升降滑板D3088上端设有与所述下压钳D3085配合的上压钳D3089,所述升降滑板D3088下端连接有夹紧驱动气缸D3090。每个压钳组中都设置竖向夹紧导向,进而确保夹紧精度,同时在压钳组B中增设卸料调节装置,便于快速卸料。
所述T形焊接单元203包括设置在所述底座201上的调节导轨A2031,所述调节导轨A2031上设有移动支架2032,所述移动支架2032一端与所述支撑座 C3073连接,所述移动支架2032上设有进给导轨E2033,所述进给导轨E2033 上设有焊接机头9,所述焊接机头9上设有进给伺服电机E2034,所述进给伺服电机E2034连接有进给齿轮E2035,所述移动支架2032上设有与所述进给齿轮 2035E啮合的进给齿条E2036。将T形焊接单元203通过移动支架2032与十字压钳机构3连接实现联动,进而实现T形焊接与十字焊接同时进行的目的。
所述焊接机头9包括机座901,所述机座901上设有主进给机构902,所述主进给机构902分别连接有下压钳组903和上压钳组904,所述上压钳组904连接有升降夹紧机构905,所述机座901下端设有定位机构906,所述机座901上端设有加热机构907。通过设计以伺服电机、齿轮和齿条为驱动方式的主进给机构902可以实现两个焊接机头9的同步性,提高运行精度和效率,同时又可以依靠上压钳组904中的上驱动气缸9045和下压钳组903中下驱动气缸9035实现焊接所需的夹紧力。
所述机座901由多块板材拼接而成,包括底板9011、侧板9012、前板9013 和顶板9014,所述底板9011和顶板9014两侧分别设有侧板9012。
所述主进给机构902包括设置在机座901上的主进给导轨9021,所述主进给导轨9021上设有主进给滑板9022,所述机座901上设有主进给伺服电机9023,所述主进给伺服电机9023连接有主进给齿轮9024,所述主进给滑板902上设有与所述主进给齿轮9024啮合的主进给齿条9025,所述主进给滑板9022前端竖向设有立柱9026,所述立柱9026前端面设有导向导轨A9027,后端面设有导向导轨B9028,所述导向导轨A9027和导向导轨B9028上设有所述上压钳组904,所述立柱9026下端面安装在所述下压钳组903上。主进给机构902实现同时驱动上移动压钳9044和下移动压钳9034同时进给,且具有导向,具有同步性好、运行精度高的优点,进给到位后,再利用上驱动气缸9045和下驱动气缸9035实现焊接所需的夹紧力。
所述下压钳组903包括设置在机座901上的下固定压钳9031和间隔设置的两下导轨支撑9032,所述下导轨支撑9032上设有下导轨9033,所述下导轨9033 上设有与所述上固定压钳9031配合的下移动压钳9034,所述下移动压钳9034 上设有所述立柱9026,所述机座901上设有下驱动气缸9035,所述下驱动气缸 9035与所述下移动压钳9034连接,所述上压钳组904包括上支撑板9041,所述上支撑板9041上端连接有所述升降夹紧机构905,所述上支撑板9041下端设有上固定压钳9042和间隔设置的两上导轨9043,所述上导轨9043上设有上移动压钳9044,所述上移动压钳9044安装在所述导向导轨A9027上,所述上支撑板9041连接有上驱动气缸9045,所述上驱动气缸9045安装在所述导向导轨B9028上。下压钳组中903采用下导轨9033进行导向,上压钳组904中采用上导轨9043进行导向,进而提高进给导向精度。
所述升降夹紧机构905包括设置在所述机座901上端的升降夹紧气缸 A9051、升降夹紧气缸B9052和升降夹紧气缸C9053,所述升降夹紧气缸A9051、升降夹紧气缸B9052和升降夹紧气缸C9053呈三角形设置,所述升降夹紧气缸 B9052和升降夹紧气缸C9053分别与所述上支撑板9041连接,所述升降夹紧气缸A9051通过导向机构与所述上支撑板9041连接,所述导向机构包括设置在所述上支撑板9041上的升降夹紧导向板9054,所述升降夹紧导向板9054上竖向设有升降夹紧导向导轨9055,所述机座901前端设有升降夹紧导向滑块9056,所述升降夹紧导向导轨9055设置在升降夹紧导向滑块9056上,所述升降夹紧导向板9054与所述升降夹紧气缸A9051连接。采用呈三角形设计的升降夹紧气缸进行升降具有结构稳定的优点,同时将其中一个升降夹紧气缸与上支撑板9041之间设计导向机构,进而确保升降导向精度。
所述定位机构906包括设置在下固定压钳9031上的侧定位板9061、设置在下移动压钳9034上的后定位板9062和设置在机座901下方的下定位板9063,所述机座901下方设有定位导向板9064,所述定位导向板9064上设有定位导向导轨9065,所述定位导向导轨9065上设有定位移动板9066,所述定位移动板9066 上端设有所述下定位板9063,下端设有定位驱动气缸9067,所述定位驱动气缸 9067安装在所述定位导向板9064上,所述机座901的底板9011上设有供所述下定位板9063通过的通孔A9015。侧定位板、后定位板和下定位板这是现有的结构,本申请的改进主要在于下定位板上设计了导向机构,可以提高下定位板的运行精度,进而确保定位精度,提高焊接质量。
所述加热机构907包括设置在机座901上端的复位导向滑块9071,所述复位导向滑块9071上设有复位导向导轨9072,所述复位导向导轨9072上设有复位移动座9073,所述复位移动座9073两侧与所述机座901之间分别连接有螺钉9074 和螺母9075,所述螺钉9074上设有复位弹簧9076,所述复位移动座9073下端设有加热导向板9077,所述加热导向板9077上设有加热导向导轨9078,所述加热导向导轨9078上设有加热移动板9079,所述加热移动板9079上端与设置在所述复位移动座9073上的加热驱动气缸9081连接,所述加热移动板9079下端设有加热板9080,所述上支撑板9041上设有供所述加热板9080通过的通孔B9046。通过在加热机构上设计复位机构(包括复位滑块9071、复位导向导轨9072、螺钉9074、螺母9075和复位弹簧9076)可以实现当加热板9080加热完后,可以利用复位弹簧9076的作用使加热板9080脱离焊接型材,防止加热板9080粘结在熔化的型材上,有利于提高焊接质量和将加热板快速提升。另外本申请的加热板在竖向运行时也设置了导向机构,确保竖向运行精度。
所述下清缝机构4包括设置在所述底座201上的导向柱401,所述导向柱401 上设有升降台402,所述升降台402连接有驱动丝杠403,所述驱动丝杠403与设置在所述底座201上的驱动伺服电机404连接,所述升降台402上设有X向底座405,所述X向底座405上设有X向导轨406,所述X向导轨406上设有Y 向底座407,所述X向底座405上设有X向伺服电机408,所述X向伺服电机 408连接有X向丝杠409,所述X向丝杠409与所述Y向底座407连接,所述Y 向底座407上设有Y向导轨410,所述Y向导轨410上设有Y向滑座411,所述 Y向底座407上设有Y向伺服电机412,所述Y向伺服电机412连接有Y向丝杠 413,所述Y向滑座411设置在Y向丝杠413上,所述Y向滑座411上设有下电动旋转台414,所述下电动旋转台414上设有所述下清缝伺服电机415,所述下清缝伺服电机415连接有所述下清缝锯片416。通过设计三平动一转动的结构,满足清缝在空间内的运行要求,同时依靠下清缝锯片416对焊缝进行清理。
所述三平动机构5包括竖向设置在所述底座201上的支撑架501,所述支撑架501上设有纵向梁502,所述纵向梁502上设有纵向导轨503,所述纵向导轨 503上设有横向梁504,所述横向梁504上设有纵向驱动伺服电机505,所述纵向驱动伺服电机505连接有纵向驱动齿轮506,所述纵向梁502上设有与所述纵向驱动齿轮506啮合的纵向齿条507,所述横向梁504上设有横向导轨508,所述横向导轨508上设有竖向梁509,所述竖向梁509上设有横向驱动伺服电机510,所述横向驱动伺服电机510连接有横向驱动齿轮511,所述横向梁504上设有与所述横向驱动齿轮511啮合的横向齿条512,所述竖向梁509上设有竖向导轨513,所述竖向导轨513上设有竖向移动板514,所述竖向梁509上设有竖向驱动伺服电机515,所述竖向驱动伺服电机515连接有竖向驱动丝杠516,所述竖向移动板514安装在所述竖向驱动丝杠516上,所述十字定位机构7、十字加热机构8 和上清缝机构6分别设置在所述竖向移动板514上。通过设计三平动机构5有利于将十字定位机构7、十字加热机构8和上清缝机构6集成在一起,结构设计更加紧凑。
所述上清缝机构6,包括设置在所述竖向移动板514上的上清缝驱动气缸601 和上清缝导向导轨602,所述上清缝导向导轨602上设有上清缝滑座603,所述上清缝驱动气缸601与所述上清缝滑座603连接,所述上清缝滑座603上设有上电动旋转台604,所述上电动旋转台604上设有上清缝伺服电机605,所述上清缝伺服电机605连接有上清缝锯片606。
所述十字定位机构7包括设置在所述竖向移动板514上的十字定位驱动气缸701和十字定位导向导轨702,所述十字定位导向导轨702上设有十字定位滑座 703,所述十字定位滑座703上设有十字定位板704,所述十字定位滑座703与所述十字定位驱动气缸701连接。通过设计十字定位导向导轨702实现精确定位导向。
所述十字加热机构8包括设置在所述竖向移动板514上的十字加热驱动气缸 801和十字加热导向导轨802,所述十字加热导向导轨802上设有十字加热滑座803,所述十字加热滑座803上设有十字加热板804,所述十字加热滑座803与所述十字加热驱动气缸801连接。通过设计十字加热导向导轨802实现加热板7080 的精确导向。
所述竖向移动板514上还设有铣削机构10,所述铣削机构10包括设置在所述竖向移动板514上的铣削驱动气缸1001和铣削导向导轨1002,所述铣削导向导轨1002上设有铣削滑座1003,所述铣削滑座1003上设有铣削伺服电机1004,所述铣削伺服电机1004连接有铣刀1005,所述铣削滑座1003与所述铣削驱动气缸1001连接。十字焊接完成后,很容易造成毛条安装槽的堵塞,通过设计铣削机构10可以实现对十字焊接直角处毛条安装凹槽的铣削,进而便于后期安装毛条。进一步拓宽了本申请双十字焊清机的功能。
本实用新型的工作过程:
需要说明的是,本申请的多功能十字焊清机可以实现单十字焊清、单T形焊接、十字焊清与T形焊接同时进行、双十字焊清与双T形焊接同时进行等多种焊接形式,工作时根据实际加工需求进行选择即可,使用与现有的焊接设备大同小异,以十字焊清为例说明,基本步骤是先将塑钢门窗型材通过十字压钳机构3和十字定位板704进行定位夹紧,然后将十字定位板704换成十字加热板 804,给十字加热板804通电对塑钢门窗型材进行加热熔化,然后再夹紧焊接,焊接完成后对十字焊缝进行清缝,清缝完成后进行铣削,最后取下焊接好后的塑钢门窗型材即可。
上述具体实施方式不能作为对本实用新型保护范围的限制,对于本技术领域的技术人员来说,对本实用新型实施方式所做出的任何替代改进或变换均落在本实用新型的保护范围内。
本实用新型未详述之处,均为本技术领域技术人员的公知技术。
Claims (10)
1.塑钢门窗焊接用多功能双十字焊清机,其特征在于,包括:
机架,所述机架上间隔设有两个多功能焊清结构,其中一个所述多功能焊清结构固定设置在机架上,另一个所述多功能焊清结构活动设置在滑轨上,所述滑轨设置在机架上,活动设置的所述多功能焊清结构与所述机架之间设有调节机构;
多功能焊清结构,包括底座,所述底座上设有相互配合工作的十字焊清单元和T形焊接单元;
十字焊清单元,包括十字压钳机构,所述十字压钳机构下方设有下清缝机构,上方设有三平动机构,所述三平动机构末端分别设有十字定位机构、十字加热机构和上清缝机构。
2.根据权利要求1所述的塑钢门窗焊接用多功能双十字焊清机,其特征在于,所述调节机构包括设置在机架上的调节伺服电机,所述调节伺服电机连接有调节丝杠,活动设置的所述多功能焊清结构设置在调节丝杠上。
3.根据权利要求1所述的塑钢门窗焊接用多功能双十字焊清机,其特征在于,所述十字压钳机构包括呈十字形设置的压钳组A、压钳组B、压钳组C和压钳组D,所述压钳组A固定设置在所述底座上,所述压钳组B、压钳组C和压钳组D设置在进给滑板上,所述底座上设有进给滑轨和进给伺服电机,所述进给滑板设置在所述进给滑轨上,所述进给伺服电机连接有进给丝杠,所述进给丝杠与所述进给滑板连接。
4.根据权利要求3所述的塑钢门窗焊接用多功能双十字焊清机,其特征在于,所述压钳组A包括设置在所述底座上的支撑座A,所述支撑座A上端设有下压钳A,所述支撑座A侧壁上设有滑块A,所述滑块A上设有升降导轨A,所述升降导轨A上设有升降滑板A,所述升降滑板A上端设有与所述下压钳A配合上压钳A,所述升降滑板A下端设有夹紧驱动气缸A,所述压钳组B包括设置在所述进给滑板上的进给导轨B和进给伺服电机B,所述进给导轨B上设有支撑座B,所述支撑座B上端设有下压钳B,所述进给伺服电机B连接有进给丝杠B,所述进给丝杠B与所述支撑座B连接,所述支撑座B上设有与所述进给导轨B垂直的卸料导轨和卸料驱动气缸,所述卸料导轨上设有卸料移动座,所述卸料驱动气缸与所述卸料移动座连接,所述卸料移动座上设有滑块B,所述滑块B上设有升降导轨B,所述升降导轨B上设有升降滑板B,所述升降滑板B上端设有与所述下压钳B配合的上压钳B,所述升降滑板B下端设有夹紧驱动气缸B,所述压钳组C包括设置在所述进给滑板上的进给导轨C和进给伺服电机C,所述进给导轨C上设有支撑座C,所述进给伺服电机C连接有进给丝杠C,所述进给丝杠C与所述支撑座C连接,所述支撑座C上端设有下压钳C,所述支撑座C侧壁上设有滑块C,所述滑块C上设有升降导轨C,所述升降导轨C上设有升降滑板C,所述升降滑板C上端设有与所述下压钳C配合的上压钳C,所述升降滑板C下端设有夹紧驱动气缸C,所述支撑座C与所述T形焊接单元连接,所述压钳组D包括设置在所述进给滑板上的进给导轨D和进给伺服电机D,所述进给导轨D上设有支撑座D,所述进给伺服电机D连接有进给丝杠D,所述进给丝杠D与所述支撑座D连接,所述支撑座D上端设有下压钳D,所述支撑座D侧壁上设有滑块D,所述滑块D上设有升降导轨D,所述升降导轨D上设有升降滑板D,所述升降滑板D上端设有与所述下压钳D配合的上压钳D,所述升降滑板D下端连接有夹紧驱动气缸D。
5.根据权利要求4所述的塑钢门窗焊接用多功能双十字焊清机,其特征在于,所述T形焊接单元包括设置在所述底座上的调节导轨A,所述调节导轨A上设有移动支架,所述移动支架一端与所述支撑座C连接,所述移动支架上设有进给导轨E,所述进给导轨E上设有焊接机头,所述焊接机头上设有进给伺服电机E,所述进给伺服电机E连接有进给齿轮E,所述移动支架上设有与所述进给齿轮E啮合的进给齿条E,所述焊接机头包括机座,所述机座上设有主进给机构,所述主进给机构分别连接有下压钳组和上压钳组,所述上压钳组连接有升降夹紧机构,所述机座下端设有定位机构,所述机座上端设有加热机构,所述机座由多块板材拼接而成,包括底板、侧板、前板和顶板,所述底板和顶板两侧分别设有侧板。
6.根据权利要求5所述的塑钢门窗焊接用多功能双十字焊清机,其特征在于,所述主进给机构包括设置在机座上的主进给导轨,所述主进给导轨上设有主进给滑板,所述机座上设有主进给伺服电机,所述主进给伺服电机连接有主进给齿轮,所述主进给滑板上设有与所述主进给齿轮啮合的主进给齿条,所述主进给滑板前端竖向设有立柱,所述立柱前端面设有导向导轨A,后端面设有导向导轨B,所述导向导轨A和导向导轨B上设有所述上压钳组,所述立柱下端面安装在所述下压钳组上。
7.根据权利要求6所述的塑钢门窗焊接用多功能双十字焊清机,其特征在于,所述下压钳组包括设置在机座上的下固定压钳和间隔设置的两下导轨支撑,所述下导轨支撑上设有下导轨,所述下导轨上设有与上固定压钳配合的下移动压钳,所述下移动压钳上设有所述立柱,所述机座上设有下驱动气缸,所述下驱动气缸与所述下移动压钳连接,所述上压钳组包括上支撑板,所述上支撑板上端连接有所述升降夹紧机构,所述上支撑板下端设有上固定压钳和间隔设置的两上导轨,所述上导轨上设有上移动压钳,所述上移动压钳安装在所述导向导轨A上,所述上支撑板连接有上驱动气缸,所述上驱动气缸安装在所述导向导轨B上,所述升降夹紧机构包括设置在所述机座上端的升降夹紧气缸A、升降夹紧气缸B和升降夹紧气缸C,所述升降夹紧气缸A、升降夹紧气缸B和升降夹紧气缸C呈三角形设置,所述升降夹紧气缸B和升降夹紧气缸C分别与所述上支撑板连接,所述升降夹紧气缸A通过导向机构与所述上支撑板连接,所述导向机构包括设置在所述上支撑板上的升降夹紧导向板,所述升降夹紧导向板上竖向设有升降夹紧导向导轨,所述机座前端设有升降夹紧导向滑块,所述升降夹紧导向导轨设置在升降夹紧导向滑块上,所述升降夹紧导向板与所述升降夹紧气缸A连接,所述定位机构包括设置在下固定压钳上的侧定位板、设置在下移动压钳上的后定位板和设置在机座下方的下定位板,所述机座下方设有定位导向板,所述定位导向板上设有定位导向导轨,所述定位导向导轨上设有定位移动板,所述定位移动板上端设有所述下定位板,下端设有定位驱动气缸,所述定位驱动气缸安装在所述定位导向板上,所述机座的底板上设有供所述下定位板通过的通孔A,所述加热机构包括设置在机座上端的复位导向滑块,所述复位导向滑块上设有复位导向导轨,所述复位导向导轨上设有复位移动座,所述复位移动座两侧与所述机座之间分别连接有螺钉和螺母,所述螺钉上设有复位弹簧,所述复位移动座下端设有加热导向板,所述加热导向板上设有加热导向导轨,所述加热导向导轨上设有加热移动板,所述加热移动板上端与设置在所述复位移动座上的加热驱动气缸连接,下端设有加热板,所述上支撑板上设有供所述加热板通过的通孔B。
8.根据权利要求1或7所述的塑钢门窗焊接用多功能双十字焊清机,其特征在于,所述下清缝机构包括设置在所述底座上的导向柱,所述导向柱上设有升降台,所述升降台连接有驱动丝杠,所述驱动丝杠与设置在所述底座上的驱动伺服电机连接,所述升降台上设有X向底座,所述X向底座上设有X向导轨,所述X向导轨上设有Y向底座,所述X向底座上设有X向伺服电机,所述X向伺服电机连接有X向丝杠,所述X向丝杠与所述Y向底座连接,所述Y向底座上设有Y向导轨,所述Y向导轨上设有Y向滑座,所述Y向底座上设有Y向伺服电机,所述Y向伺服电机连接有Y向丝杠,Y向滑座设置在Y向丝杠上,所述Y向滑座上设有下电动旋转台,所述下电动旋转台上设有下清缝伺服电机,所述下清缝伺服电机连接有下清缝锯片。
9.根据权利要求1所述的塑钢门窗焊接用多功能双十字焊清机,其特征在于,所述三平动机构包括竖向设置在所述底座上的支撑架,所述支撑架上设有纵向梁,所述纵向梁上设有纵向导轨,所述纵向导轨上设有横向梁,所述横向梁上设有纵向驱动伺服电机,所述纵向驱动伺服电机连接有纵向驱动齿轮,所述纵向梁上设有与所述纵向驱动齿轮啮合的纵向齿条,所述横向梁上设有横向导轨,所述横向导轨上设有竖向梁,所述竖向梁上设有横向驱动伺服电机,所述横向驱动伺服电机连接有横向驱动齿轮,所述横向梁上设有与所述横向驱动齿轮啮合的横向齿条,所述竖向梁上设有竖向导轨,所述竖向导轨上设有竖向移动板,所述竖向梁上设有竖向驱动伺服电机,所述竖向驱动伺服电机连接有竖向驱动丝杠,所述竖向移动板安装在所述竖向驱动丝杠上,所述十字定位机构、十字加热机构和上清缝机构分别设置在所述竖向移动板上,所述上清缝机构,包括设置在所述竖向移动板上的上清缝驱动气缸和上清缝导向导轨,所述上清缝导向导轨上设有上清缝滑座,所述上清缝驱动气缸与所述上清缝滑座连接,所述上清缝滑座上设有上电动旋转台,所述上电动旋转台上设有上清缝伺服电机,所述上清缝伺服电机连接有上清缝锯片,所述十字定位机构包括设置在所述竖向移动板上的十字定位驱动气缸和十字定位导向导轨,所述十字定位导向导轨上设有十字定位滑座,所述十字定位滑座上设有十字定位板,所述十字定位滑座与所述十字定位驱动气缸连接,所述十字加热机构包括设置在所述竖向移动板上的十字加热驱动气缸和十字加热导向导轨,所述十字加热导向导轨上设有十字加热滑座,所述十字加热滑座上设有十字加热板,所述十字加热滑座与所述十字加热驱动气缸连接。
10.根据权利要求9所述的塑钢门窗焊接用多功能双十字焊清机,其特征在于,所述竖向移动板上还设有铣削机构,所述铣削机构包括设置在所述竖向移动板上的铣削驱动气缸和铣削导向导轨,所述铣削导向导轨上设有铣削滑座,所述铣削滑座上设有铣削伺服电机,所述铣削伺服电机连接有铣刀,所述铣削滑座与所述铣削驱动气缸连接。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202022221582.XU CN213383058U (zh) | 2020-09-30 | 2020-09-30 | 塑钢门窗焊接用多功能双十字焊清机 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202022221582.XU CN213383058U (zh) | 2020-09-30 | 2020-09-30 | 塑钢门窗焊接用多功能双十字焊清机 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN213383058U true CN213383058U (zh) | 2021-06-08 |
Family
ID=76185570
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202022221582.XU Active CN213383058U (zh) | 2020-09-30 | 2020-09-30 | 塑钢门窗焊接用多功能双十字焊清机 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN213383058U (zh) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN115214151A (zh) * | 2022-09-20 | 2022-10-21 | 济南国宏建材有限公司 | 一种铝塑门窗加工用焊接装置 |
-
2020
- 2020-09-30 CN CN202022221582.XU patent/CN213383058U/zh active Active
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN115214151A (zh) * | 2022-09-20 | 2022-10-21 | 济南国宏建材有限公司 | 一种铝塑门窗加工用焊接装置 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN213383058U (zh) | 塑钢门窗焊接用多功能双十字焊清机 | |
| CN211465467U (zh) | 一种车铣复合设备 | |
| CN214212698U (zh) | 一种焊接定位平台 | |
| CN112122653A (zh) | 一种钢结构加工用的打孔装置 | |
| CN208528295U (zh) | 一种高精度点焊机 | |
| CN210125765U (zh) | 一种多工位钢管切割装备 | |
| CN210755401U (zh) | 一种具有双主轴机头的数控铣床 | |
| CN116604350A (zh) | 一种适用于箱型管构件的焊铣一体化搅拌摩擦焊装置 | |
| CN106141548A (zh) | 护栏自动焊接设备 | |
| CN202910473U (zh) | 自动点焊机 | |
| CN213560122U (zh) | 清角机 | |
| CN210147346U (zh) | 数控悬臂双枪焊接机 | |
| CN211072213U (zh) | 一种静电除尘器阳极板双面焊接专机 | |
| CN213564440U (zh) | 塑钢门窗焊接用十字焊清机 | |
| CN115106552A (zh) | 一种硬质车削机异型合金的精密加工设备及其工作方法 | |
| CN213224950U (zh) | 圆管焊接机 | |
| CN211680933U (zh) | 一种双工作台卧式加工中心 | |
| CN114101835A (zh) | 一种带有收集功能的自动焊锡机 | |
| CN218311595U (zh) | 一种xy轴焊接机 | |
| CN210023937U (zh) | 翅片型散热器接口处去翅的锯切设备 | |
| CN210649117U (zh) | 一种焊接机构 | |
| CN208343040U (zh) | 一种工件移动式定梁水切割机 | |
| CN110091112B (zh) | 数控悬臂双枪焊接机 | |
| CN112776092A (zh) | 通过式数控六面加工设备 | |
| CN216780867U (zh) | 一种箱梁框筋的焊接装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant |