CN213134682U - 一种铝制家具冲孔装置 - Google Patents
一种铝制家具冲孔装置 Download PDFInfo
- Publication number
- CN213134682U CN213134682U CN202120716157.XU CN202120716157U CN213134682U CN 213134682 U CN213134682 U CN 213134682U CN 202120716157 U CN202120716157 U CN 202120716157U CN 213134682 U CN213134682 U CN 213134682U
- Authority
- CN
- China
- Prior art keywords
- punching
- aluminum product
- aluminum
- hole
- centre gripping
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images

Landscapes
- Punching Or Piercing (AREA)
Abstract
本实用新型属于冲孔装置技术领域,尤其为一种铝制家具冲孔装置,包括冲孔作业基台,所述冲孔作业基台的表面设有铝材固定槽,所述铝材固定槽的表面设有刻度标,所述铝材固定槽的表面开设有导向限位滑槽,所述导向限位滑槽的顶部活动安装有夹持限位结构,所述冲孔作业基台的顶部安装有冲压固定架。通过设置的夹持限位结构,可通过手动摇动手摇把手,并带动传动螺杆转动带动连接支架向内侧进行水平位移,从而实现对不同规格的铝材表面进行冲孔加工夹持,通过设置的刻度标可辅助铝材进行精准的开孔作业,同时用于夹持铝材的L型夹持基板内侧设有导向滑轮可便于对加工铝材进行推动进行连续的打孔操作。
Description
技术领域
本实用新型属于冲孔装置技术领域,具体涉及一种铝制家具冲孔装置。
背景技术
液压冲孔作为一种新型的冲裁方法,对空心零件、轴线为曲线的零件进行冲孔,具有传统加工工艺无法比拟的优点。液压冲孔在整个冲孔过程中不需要凹模,这对于解决由于内部尺寸过小、或者轴线为曲线而导致内部不能安放凹模的零件加工具有很大优势。同时,利用液压冲孔替代激光切孔,对降低零件生产成本,提高生产效率具有重要作用。
铝制家具,具有重量轻易于加工的特点,在对铝制家具进行加工生产时会对铝材表面进行开孔处理使用,但是,现有的铝材开孔装置在对铝材进行加工时存在着开孔误差大,精度差的问题,给现有铝材家具生产带来极大不便。
实用新型内容
为解决上述背景技术中提出的问题。本实用新型提供了一种铝制家具冲孔装置,解决了现有的铝材开孔装置在对铝材进行加工时存在着开孔误差大,精度差的问题,给现有铝材家具生产带来极大不便的问题。
为实现上述目的,本实用新型提供如下技术方案:一种铝制家具冲孔装置,包括冲孔作业基台,所述冲孔作业基台的表面设有铝材固定槽,所述铝材固定槽的表面设有刻度标,所述铝材固定槽的表面开设有导向限位滑槽,所述导向限位滑槽的顶部活动安装有夹持限位结构,所述冲孔作业基台的顶部安装有冲压固定架,所述冲压固定架的一侧安装有电动液压推杆,所述电动液压推杆的输出端安装有冲孔用具安装盘,所述冲孔用具安装盘的底部安装有冲孔用具,所述冲孔用具的四周设有缓冲冲孔结构。
优选的,所述夹持限位结构包括两个相互平行的且分别设置在铝材固定槽两侧的L型夹持基板,两个L型夹持基板沿铝材固定槽长度方向延伸且在导向限位滑槽的导向下能相互滑动靠近,两个L型夹持基板相对的内壁的表面安装有导向滑轮,所述L型夹持基板的底部固定安装有连接支架,所述连接支架的一侧螺纹连接有传动螺杆,所述传动螺杆的表面沿其长度方向对称的设置有正螺纹段和反螺纹段,两个连接支架分别连接到传动螺杆的正螺纹段和反螺纹段,所述传动螺杆的一端安装有手摇把手。
优选的,所述缓冲冲孔结构包括缓冲冲孔盘,所述缓冲冲孔盘的顶部均匀设有多个导正柱,所述导正柱的底部与所述缓冲冲孔盘定连接,所述导正柱的顶部穿过所述冲孔用具安装盘并与所述冲孔用具安装盘滑动连接,相邻两个所述导正柱之间设有复位弹簧,且复位弹簧固定连接在缓冲冲孔盘和冲孔用具安装盘之间。
优选的,所述冲孔用具的正下方设有冲压通孔,所述冲压通孔的正下方设有导料板,所述导料板的一端连接有储料箱。
与现有技术相比,本实用新型的有益效果是:
通过设置的夹持限位结构,可通过手动摇动手摇把手,并带动传动螺杆转动带动连接支架向内侧进行水平位移,从而实现对不同规格的铝材表面进行冲孔加工夹持,通过设置的刻度标可辅助铝材进行精准的开孔作业,同时用于夹持铝材的L型夹持基板内侧设有导向滑轮可便于对加工铝材进行推动进行连续的打孔操作,通过设置的缓冲冲孔结构,可在对铝材表面进行冲压接触之前,利用缓冲冲孔盘对铝材表面进行压覆,并在铝材表面整平时对铝材表面进行冲孔加工。
附图说明
附图用来提供对本实用新型的进一步理解,并且构成说明书的一部分,与本实用新型的实施例一起用于解释本实用新型,并不构成对本实用新型的限制。在附图中:
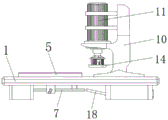
图1为本实用新型的立体结构图;
图2为本实用新型的侧视结构图;
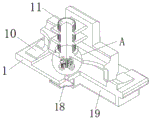
图3为本实用新型的立体结构剖面图;
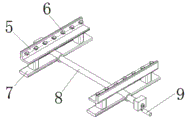
图4为本实用新型的夹持限位结构立体结构图;
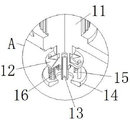
图5为本实用新型的图3中A处局部放大图。
图中:1冲孔作业基台;2铝材固定槽;3刻度标;4导向限位滑槽;5 L型夹持基板;6导向滑轮;7连接支架;8传动螺杆;9手摇把手;10冲压固定架;11电动液压推杆;12冲孔用具安装盘;13冲孔用具;14缓冲冲孔盘;15导正柱;16复位弹簧;17冲压通孔;18导料板;19储料箱。
具体实施方式
下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
请参阅图1-5,本实用新型提供以下技术方案:一种铝制家具冲孔装置,包括冲孔作业基台1,冲孔作业基台1的表面设有铝材固定槽2,铝材固定槽2的表面设有刻度标3,铝材固定槽2的表面开设有导向限位滑槽4,导向限位滑槽4的顶部活动安装有夹持限位结构,冲孔作业基台1的顶部安装有冲压固定架10,冲压固定架10的一侧安装有电动液压推杆11,电动液压推杆11的输出端安装有冲孔用具安装盘12,冲孔用具安装盘12的底部安装有冲孔用具13,冲孔用具13的四周设有缓冲冲孔结构。
具体的,所述夹持限位结构包括两个相互平行的且分别设置在铝材固定槽2两侧的L型夹持基板5,两个L型夹持基板5沿铝材固定槽2长度方向延伸且在导向限位滑槽4的导向下能相互滑动靠近,两个L型夹持基板5相对的内壁的表面安装有导向滑轮6,L型夹持基板5的底部固定安装有连接支架7,连接支架7的一侧螺纹连接有传动螺杆8,所述传动螺杆8的表面沿其长度方向对称的设置有正螺纹段和反螺纹段,两个连接支架7分别连接到传动螺杆8的正螺纹段和反螺纹段,传动螺杆8的一端安装有手摇把手9,通过设置的夹持限位结构,可通过手动摇动手摇把手9,并带动传动螺杆8转动带动连接支架7向内侧进行水平位移,从而对不同规格的铝材表面进行冲孔加工夹持,实现对铝材在宽度方向和上下方向进行夹持限位,避免铝材在冲孔时翘起,通过设置的刻度标3可辅助铝材进行精准的开孔作业,同时用于夹持铝材的L型夹持基板5内侧设有导向滑轮6可便于对加工铝材进行推动进行连续的打孔操作,冲孔时可配合推动设备自身的制动能力对铝材进行固定。
具体的,所述缓冲冲孔结构包括缓冲冲孔盘14,所述缓冲冲孔盘14的顶部均匀设有多个导正柱15,所述导正柱15的底部与所述缓冲冲孔盘14固定连接,所述导正柱15的顶部穿过所述冲孔用具安装盘12并与所述冲孔用具安装盘12滑动连接,相邻两个所述导正柱15之间设有复位弹簧16,且复位弹簧16固定连接在缓冲冲孔盘14和冲孔用具安装盘12之间,通过设置的缓冲冲孔结构,可在对铝材表面进行冲压接触之前,利用缓冲冲孔盘14对铝材表面进行压覆,并在铝材表面整平时对铝材表面进行冲孔加工,通过设置的复位弹簧16用于缓冲冲孔盘14复位使用,同时导正柱15可用于调整缓冲冲孔盘14的准确位置,实现精准位置开孔使用。
具体的,冲孔用具13的正下方设有冲压通孔17,冲压通孔17的正下方设有导料板18,导料板18的一端连接有储料箱19,通过设置的冲压通孔17可实现冲压产生的铝片回收使用,并通过导料板18进入到储料箱19的内部进行存储,并定期进行清理使用。
本实用新型的工作原理及使用流程:本实用新型安装好过后,首先将铝材放置到铝材固定槽2的内部,接着,通过设置的夹持限位结构,可通过手动摇动手摇把手9,并带动传动螺杆8转动带动连接支架7向内侧进行水平位移,从而实现对不同规格的铝材表面进行冲孔加工夹持,通过设置的刻度标3可辅助铝材进行精准的开孔作业,同时用于夹持铝材的L型夹持基板5内侧设有导向滑轮6可便于对加工铝材进行推动进行连续的打孔操作,紧接着启动电动液压推杆11,推动冲孔用具安装盘12进行下压,并通过设置的缓冲冲孔结构,可在对铝材表面进行冲压接触之前,利用缓冲冲孔盘14对铝材表面进行压覆,并在铝材表面整平时对铝材表面进行冲孔加工,冲压产生的废料可通过冲压通孔17进入到导料板18,并通过导料板18进入到储料箱19的内部进行存储使用,本装置中所有用电设备均通过外接电源进行供电。
最后应说明的是:以上所述仅为本实用新型的优选实施例而已,并不用于限制本实用新型,尽管参照前述实施例对本实用新型进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换。凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
Claims (4)
1.一种铝制家具冲孔装置,包括冲孔作业基台(1),其特征在于:所述冲孔作业基台(1)的表面设有铝材固定槽(2),所述铝材固定槽(2)的表面设有刻度标(3),所述铝材固定槽(2)的表面开设有导向限位滑槽(4),所述导向限位滑槽(4)的顶部活动安装有夹持限位结构,所述冲孔作业基台(1)的顶部安装有冲压固定架(10),所述冲压固定架(10)的一侧安装有电动液压推杆(11),所述电动液压推杆(11)的输出端安装有冲孔用具安装盘(12),所述冲孔用具安装盘(12)的底部安装有冲孔用具(13),所述冲孔用具(13)的四周设有缓冲冲孔结构。
2.根据权利要求1所述的一种铝制家具冲孔装置,其特征在于:所述夹持限位结构包括两个相互平行的且分别设置在铝材固定槽(2)两侧的L型夹持基板(5),两个L型夹持基板(5)沿铝材固定槽(2)长度方向延伸且在导向限位滑槽(4)的导向下能相互滑动靠近,两个L型夹持基板(5)相对的内壁的表面安装有导向滑轮(6),所述L型夹持基板(5)的底部固定安装有连接支架(7),所述连接支架(7)的一侧螺纹连接有传动螺杆(8),所述传动螺杆(8)的表面沿其长度方向对称的设置有正螺纹段和反螺纹段,两个连接支架(7)分别连接到传动螺杆(8)的正螺纹段和反螺纹段,所述传动螺杆(8)的一端安装有手摇把手(9)。
3.根据权利要求1所述的一种铝制家具冲孔装置,其特征在于:所述缓冲冲孔结构包括缓冲冲孔盘(14),所述缓冲冲孔盘(14)的顶部均匀设有多个导正柱(15),所述导正柱(15)的底部与所述缓冲冲孔盘(14)固定连接,所述导正柱(15)的顶部穿过所述冲孔用具安装盘(12)并与所述冲孔用具安装盘(12)滑动连接,相邻两个所述导正柱(15)之间设有复位弹簧(16),且复位弹簧(16)固定连接在缓冲冲孔盘(14)和冲孔用具安装盘(12)之间。
4.根据权利要求1所述的一种铝制家具冲孔装置,其特征在于:所述冲孔用具(13)的正下方设有冲压通孔(17),所述冲压通孔(17)的正下方设有导料板(18),所述导料板(18)的一端连接有储料箱(19)。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202120716157.XU CN213134682U (zh) | 2021-04-09 | 2021-04-09 | 一种铝制家具冲孔装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202120716157.XU CN213134682U (zh) | 2021-04-09 | 2021-04-09 | 一种铝制家具冲孔装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN213134682U true CN213134682U (zh) | 2021-05-07 |
Family
ID=75722827
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202120716157.XU Expired - Fee Related CN213134682U (zh) | 2021-04-09 | 2021-04-09 | 一种铝制家具冲孔装置 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN213134682U (zh) |
-
2021
- 2021-04-09 CN CN202120716157.XU patent/CN213134682U/zh not_active Expired - Fee Related
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN213701388U (zh) | 一种用于制造电表箱的冲压装置 | |
| CN210358941U (zh) | 一种自动送料装置 | |
| CN213134682U (zh) | 一种铝制家具冲孔装置 | |
| CN217121419U (zh) | 一种易拉盖拉环成型装置 | |
| CN214161163U (zh) | 一种带有夹具的冲压机 | |
| CN211839760U (zh) | 一种自动冲压设备 | |
| CN215431053U (zh) | 一种新型u型柱冲孔机 | |
| CN211464620U (zh) | 一种led背光源用遮光片冲压装置 | |
| CN214561383U (zh) | 一种切片设备 | |
| CN113770270A (zh) | 一种分步冲压冲床 | |
| CN221246616U (zh) | 一种高效稳定型冲压模具模柄 | |
| CN220636090U (zh) | 一种冲压件用位置校准机构 | |
| CN210475357U (zh) | 一种新型马凳生产设备 | |
| CN210172322U (zh) | 一种母线铜排加工用钻孔装置 | |
| CN218365239U (zh) | 一种纸板加工用啤机 | |
| CN214830424U (zh) | 一种皮革加工用具有废料收集功能的冲孔装置 | |
| CN221184362U (zh) | 一种定位牢固的冲孔机 | |
| CN216226479U (zh) | 一种板材冲压用定位装置 | |
| CN221850456U (zh) | 一种光电模用导向装置 | |
| CN212096018U (zh) | 一种平板状工件用固定工装 | |
| CN112264654B (zh) | 一种铁罐生产用定位切角装置 | |
| CN215237481U (zh) | 双打铜带成型机的下模座 | |
| CN221602942U (zh) | 一种金属制品加工用冲压装置 | |
| CN216658271U (zh) | 一种平滑过渡的高速高精雕刻刀模 | |
| CN219309709U (zh) | 一种铝瓶多工位成型机 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20210507 |
|
| CF01 | Termination of patent right due to non-payment of annual fee |