CN213080357U - 一种商用车前防护横梁的双枪直缝焊接装置 - Google Patents
一种商用车前防护横梁的双枪直缝焊接装置 Download PDFInfo
- Publication number
- CN213080357U CN213080357U CN202120186622.3U CN202120186622U CN213080357U CN 213080357 U CN213080357 U CN 213080357U CN 202120186622 U CN202120186622 U CN 202120186622U CN 213080357 U CN213080357 U CN 213080357U
- Authority
- CN
- China
- Prior art keywords
- welding
- gun
- commercial vehicle
- double
- guide rail
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images
Landscapes
- Resistance Welding (AREA)
Abstract
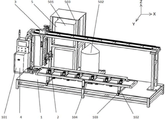
本实用新型属于汽车制造技术领域,涉及一种商用车前防护横梁的双枪直缝焊接装置,包括工作台机座、托料运动夹紧机构、主架、电气系统、数字焊接电源组件,工作台机座用于承载整个焊接装置,托料运动夹紧机构用于定位夹持待焊接的商用车前防护横梁,主架用于安装焊枪组并使得焊枪组沿预设轨迹运动,电气系统为整个装置提供电气动力,数字焊接电源组件为焊枪组提供焊接动力,较以往的焊接方式相比本实用新型自动化程度高,操作简单,焊接效率高且焊接效果更加可靠。
Description
技术领域
本实用新型属于汽车制造技术领域,涉及一种商用车前防护横梁的双枪直缝焊接装置。
背景技术
商用车前防护横梁总成是保证车辆前碰安全性的重要保障,车前防护横梁总成多为金属材质,特别是在重型商用车中,为了车辆的前碰安全性,前防护横梁总成通常采用较厚的钢板制成。目前的重型商用车前防护横梁总成中的加强板和横梁采用焊接连接方式,焊缝为双条长直焊缝,产品生产过程中以断续焊焊接为主,焊缝总长达到2m以上,现有生产过程中采用人工划线确定断续焊焊缝长度及焊缝间隔,采用焊接定位夹具进行点固焊后,完成焊缝的手工焊接,而在手工焊接时,需要不断重复的起弧、收弧,焊接质量不稳定,焊缝长度一致性差,且双侧两条焊缝位置接近,无法实现同时施焊,因而导致了两边焊缝不对称、焊接效率低、焊接强度增大、焊接质量难以保证,不利于提高生产效率和生产成本的控制。
如何能够提供一种同时对两条焊缝进行焊接,以避免因焊缝不对称而造成的焊接效率低下、焊接工作强度大、以及焊接质量难以保证的问题,一直是商用车前防护横梁总成焊接工序的一道技术难关。
发明内容
本实用新型解决技术问题所采取的技术方案是:一种商用车前防护横梁的双枪直缝焊接装置,包括工作台机座1、托料运动夹紧机构2、主架3、电气系统4、数字焊接电源组件5,工作台机座1用于承载整个焊接装置,托料运动夹紧机构2用于定位夹持待焊接的商用车前防护横梁,主架3用于安装焊枪组并使得焊枪组沿X向运动,电气系统4为整个装置提供电气动力,数字焊接电源组件5为焊枪组提供焊接动力;
工作台机座1上表面设有电箱101、直线导轨组102、定位支架103、驱动导向气缸组件104,直线导轨组102的导轨方向为沿Y向水平设置,定位支架103紧固连接直线导轨组102上的滑块,驱动导向气缸组件104通过气缸驱动直线导轨组102上的滑块沿Y向往复运动进而带动定位支架103沿Y向往复运动,定位支架103上还安装有防尘卷帘,防尘卷帘的另一端与直线导轨组102上的滑块连接;
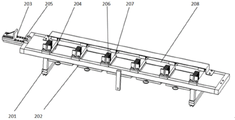
托料运动夹紧机构2包括固定座201、托料架202、端头定位件203、夹紧定位支架组204,固定座201的下端紧固连接定位支架103,固定座201的上端紧固连接托料架202,端头定位件203采用球头锁销可拆卸连接托料架202左侧的柔性固定板205上,端头定位件203上沿X方向设置长孔连接所述球头锁销以实现X方向定位可调从而满足不同长度的横梁焊接端头定位,托料架202上表面设有夹紧定位支架组204,夹紧定位支架组204用于将待焊接的商用车前防护横梁固定在托料架202的上表面;
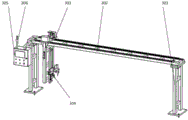
主架3包括立柱支撑301、横梁302、横梁运动机构303,立柱支撑301的下端紧固连接工作台机座1,立柱支撑301的上端紧固连接横梁302,横梁运动机构303活动连接横梁302,横梁运动机构303在横梁302上可沿X向往复运动,横梁运动机构303上设有焊枪安装架304,焊枪安装架304在横梁运动机构303上可沿Z向往复运动,焊枪安装架304上设有两个焊枪组。
优选的,所述直线导轨组102设有两条互相平行的导轨,驱动导向气缸组件104位于直线导轨组102的两条导轨之间。
优选的,所述夹紧定位支架组204包括活塞沿Y向伸缩的多台平行布设的气缸206,气缸206的活塞对端设有挡块207,气缸206的活塞伸缩与挡块207配合进而夹紧或松开待焊接的商用车前防护横梁。
更优的,所述气缸206设有六台。
优选的,所述主架3还包括HMI界面装置305、设备运行状态安全指示预警装置306,HMI界面装置305用于焊接数据的输入,设备运行状态安全指示预警装置306用于实时监控设备焊接运行状态并故障预警。
优选的,所述电气系统4包括:PLC、电磁阀、传感器、以及设置在整个设备中的继电器、接触器、编码器,PLC用于集成并控制设备所有电器元件。
优选的,所述数字焊接电源组件5包括:数字焊机501、桶装焊丝502、放置架503,数字焊机501、桶装焊丝502分别置于放置架503上,数字焊机501分别电连接至两个焊枪组。
优选的,所述横梁运动机构303上设有伺服电机、直线导轨、盘状焊丝固定装置,伺服电机带动横梁运动机构303在横梁302沿X向往复运动,直线导轨沿Z向设置,焊枪安装架304在直线导轨上沿Z向往复运动。
优选的,所述焊枪安装架304设有调节手柄,调节手柄用于调节焊枪Y向伸出位置及伸出角度。
优选的,所述托料运动夹紧机构2上还设有防尘保护罩208,防尘保护罩208可拆卸连接于托料架202上。
本实用新型的有益效果是:
1、本实用新型通过采用将待焊接的商用车前防护横梁固定到工作台机座上,通过调整主架上焊枪安装架的位置,同时在焊枪安装架上设置两个可调节Y向尺寸和伸出角度的焊枪组,调整焊枪组的焊丝头正对待焊接的商用车前防护横梁的焊缝,然后只要通过伺服电机匀速沿X向平移焊枪安装架即可完成双焊缝同步焊接,因此,本实用新型自动化程度高,操作简单,焊接效率高且焊接效果更加可靠。
2、本实用新型在工件定位处采用柔性安装可调结构,实现产品加工的多样化与柔性加工功能,各部位关键接触部位采用可拆卸连接结构,可根据磨损程度不同分批次分时更换磨损部件,从而增加设备使用寿命,降低了制造成本。
3、本实用新型采用PLC集成控制及数据输入终端HMI界面,利用HMI界面进行焊接程序的编辑、保存及调用,可根据产品焊缝位置的变化及焊接长度实时调整焊接程序,以满足不同规格、不同长度、不同焊缝位置的直焊缝连续或断续焊接,且可满足双枪同时施焊,减低了工人劳动强度,有效提高了焊接加工效率。
4、本实用新型焊接速度可根据产品进行设置与调整,焊接过程调节简易、焊接速度稳定且可保证焊缝均匀及焊接一致性,因此本实用新型适用范围广。
附图说明
图1是一种商用车前防护横梁的双枪直缝焊接装置的结构示意图;
图2是图1中的托料运动夹紧机构示意图;
图3是图1双枪直缝焊接设备中主架3示意图。
图中:1、工作台机座;2、托料运动夹紧机构;3、主架;4、电气系统;5、数字焊接电源组件;101、电箱;102、直线导轨组;103、定位支架;104、驱动导向气缸组件;201、固定座;202、托料架;203、端头定位件;204、夹紧定位支架组;205、柔性固定板;206、气缸;207、挡块;208、防尘保护罩;301、立柱支撑;302、横梁;303、横梁运动机构;304、焊枪安装架;305、HMI界面装置;306、设备运行状态安全指示预警装置;501、数字焊机;502、桶装焊丝;503、放置架。
具体实施方式
下面将结合本实用新型实施例中的附图,对本实用新型中的相关技术进行清楚、完整的描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
参考图1~3,一种商用车前防护横梁的双枪直缝焊接装置,一种商用车前防护横梁的双枪直缝焊接装置,包括工作台机座1、托料运动夹紧机构2、主架3、电气系统4、数字焊接电源组件5,工作台机座1用于承载整个焊接装置,托料运动夹紧机构2用于定位夹持待焊接的商用车前防护横梁,主架3用于安装焊枪组并使得焊枪组沿X向运动,电气系统4为整个装置提供电气动力,数字焊接电源组件5为焊枪组提供焊接动力;
工作台机座1上表面设有电箱101、直线导轨组102、定位支架103、驱动导向气缸组件104,直线导轨组102的导轨方向为沿Y向水平设置,定位支架103紧固连接直线导轨组102上的滑块,驱动导向气缸组件104通过气缸驱动直线导轨组102上的滑块沿Y向往复运动进而带动定位支架103沿Y向往复运动,定位支架103上还安装有防尘卷帘,防尘卷帘的另一端与直线导轨组102上的滑块连接;
托料运动夹紧机构2包括固定座201、托料架202、端头定位件203、夹紧定位支架组204,固定座201的下端紧固连接定位支架103,固定座201的上端紧固连接托料架202,端头定位件203采用球头锁销可拆卸连接托料架202左侧的柔性固定板205上,端头定位件203上沿X方向设置长孔连接所述球头锁销以实现X方向定位可调从而满足不同长度的横梁焊接端头定位,托料架202上表面设有夹紧定位支架组204,夹紧定位支架组204用于将待焊接的商用车前防护横梁固定在托料架202的上表面;
主架3包括立柱支撑301、横梁302、横梁运动机构303,立柱支撑301的下端紧固连接工作台机座1,立柱支撑301的上端紧固连接横梁302,横梁运动机构303活动连接横梁302,横梁运动机构303在横梁302上可沿X向往复运动,横梁运动机构303上设有焊枪安装架304,焊枪安装架304在横梁运动机构303上可沿Z向往复运动,焊枪安装架304上设有两个焊枪组。
进一步的,所述直线导轨组102设有两条导轨,驱动导向气缸组件104位于直线导轨组102的两条导轨之间。
进一步的,所述夹紧定位支架组204包括活塞沿Y向伸缩的多台平行布设的气缸206,气缸206的活塞对端设有挡块207,气缸206的活塞伸缩与挡块207配合进而夹紧或松开待焊接的商用车前防护横梁。
更进一步的,所述气缸206设有六台。
进一步的,所述主架3还包括HMI界面装置305、设备运行状态安全指示预警装置306,HMI界面装置305用于焊接数据的输入,设备运行状态安全指示预警装置306用于实时监控设备焊接运行状态并故障预警。
进一步的,所述电气系统4包括:PLC、电磁阀、传感器、以及设置在整个设备中的继电器、接触器、编码器,PLC用于集成并控制设备所有电器元件。
进一步的,所述数字焊接电源组件5包括:数字焊机501、桶装焊丝502、放置架503,数字焊机501、桶装焊丝502分别置于放置架503上,数字焊机501分别电连接至两个焊枪组。
进一步的,所述横梁运动机构303上设有伺服电机、直线导轨、盘状焊丝固定装置,伺服电机带动横梁运动机构303在横梁302沿X向往复运动,直线导轨沿Z向设置,焊枪安装架304在直线导轨上沿Z向往复运动。
进一步的,所述焊枪安装架304设有调节手柄,调节手柄用于调节焊枪Y向伸出位置及伸出角度。
进一步的,所述托料运动夹紧机构2上还设有防尘保护罩208,防尘保护罩208可拆卸连接于托料架202上。
实施例
本实施例中,电箱101安装于工作台机座1左侧伸出的固定架上,控制本实用新型的所有电器元件的集成与控制;直线导轨组102由两组直线滑轨和滑块组成,设置于工作台机座1上表面,用于和托料运动夹紧机构2中的固定座201连接,从而实现托料运动夹紧机构2沿Y向滑动;定位支架103分别设置于直线导轨组102端头处,用于限制直线导轨组102的滑动局限位置及直线导轨的防尘卷帘安装;驱动导向气缸组件104由导向驱动气缸及安装支架组成,最终与托料运动夹紧机构2连接,从而实现托料运动夹紧机构2的沿Y向移动进而实现将待焊接的商用车前防护横梁固定后输送至主架3的正下方以便进行焊接。
托料运动夹紧机构2的固定座201安装于直线导轨组102滑块上,托料架202安装于固定座201上,托料架202上设置有端头定位件203、夹紧定位支架组204、柔性固定板205、防尘保护罩208;端头定位件203上采用长条孔设计,与柔性定位板205采用球头锁销连接,具有柔性可调功能;夹紧定位支架组204安装于托料架202上,由六台气缸206组成,气缸206与挡块207一一对应,最终通过电磁阀控制气缸206与挡块207配合实现工件的夹紧;防尘保护罩208采用螺栓安装于托料架202上。
主架3的立柱支撑301设置于工作台机座1两侧,用于支撑及安装横梁302,横梁运动机构303安装在横梁302上;横梁运动机构303上包括焊枪安装架304、伺服电机、盘状焊丝固定装置,横梁3横跨整个焊接设备,焊枪安装架304设有调节手柄和两个焊枪组,调节手柄由三组按钮控制,上部按钮控制两组焊枪的焊丝伸长与收缩,中部按钮控制左侧焊枪的摆动及位置,下部按钮控制右侧焊枪的摆动及位置;运动伺服电机安装于焊枪安装架304的定位板上,带动焊枪安装架移动,两组盘状焊丝固定装置设置在焊枪安装架定位板上,分别用于两组焊枪焊丝的安装与连接,设备运行状态安全指示预警装置306与HMI界面装置305电连接,安装于左侧立柱支撑301上,通过HMI界面装置305实现数据输入,通过设备运行状态安全指示预警装置306显示设备状态。
各伺服电机、驱动元件、电子元件均与PLC控制柜的电箱101连接集成控制,通过数据输入终端HMI界面进行操作,可设置相应焊接参数,HMI界面主要包括参数设置、操作监控、配方库、电动调试四大功能模块,参数设置功能区主要涉及焊接程序的编辑、焊接速度设定、焊接伺服电机初始位置设定、焊枪点焊延时、起弧延时、熄弧延时、到位续焊延时设定等,操作监控功能区包括焊接程序实时运行位置,工件焊接数量计数、焊枪组工作状态;配方库功能区主要涉及焊接程序的储存及调用,电动调试功能区主要涉及手动坐标调试,手动复位等;HMI界面左上端设置有设备运行状态安全指示预警灯装置,可方便操作人员知晓设备工作状态,HMI界面下部设有设备运行控制按键,主要包括焊接中断停止键、急停键、复位键、激活复位功能键,HMI界面右侧设有钥匙键,用于打开该HMI界面内部结构。
本实施例的焊接加工过程如下:
打开电箱101电源按钮,打开数字焊接电源并根据焊接工艺完成焊接电流、电压、气体流量等参数设定,打开气源总开关。
根据图纸及相关工艺文件,在HMI界面装置305的配方库功能区新建焊接程序,输入产品零件号,完成焊接参数的编辑、保存,设置相应焊接速度,焊接起弧、熄弧延时时间等参数。
待焊接的前防护横梁加强板和横梁在焊接前通过点焊固定,方便焊接过程中气缸卡紧,且产品焊接一致性好。调用新建的焊接程序,将两个焊枪组均切换到模拟状态,并将设备切换至手工控制形式,将U型加强板及横梁工件放于托料运动夹紧机构2上,工件左侧采用端头定位件203进行定位,点击HMI界面上绿色运行按钮,气缸驱动装置完成工件的自动夹紧,托料运动夹紧机构2从工作台机座1边沿处在气缸驱动下沿直线导轨组102移动至主架3正下方,再次点击HMI界面上绿色运行按钮,焊枪组装置控制双侧焊枪运行至焊接起点,通过电动提枪机构、电动摆枪机构、焊枪调整机构调整焊枪的高度和角度至合适位置,并调整焊丝伸长量,点击HMI界面上绿色运行按钮,完成两侧焊缝的焊接模拟,程序运行完成后托料运动夹紧机构2运行回至工作台机座1边沿初始位置处,且实现工件的松开,通过该模拟方法来检验焊接程序的准确性。
焊接产品连续加工,切换焊枪组至焊接状态,切换设备至连续运行状态,完成工件的放置及端头定位,点击HMI界面上绿色运行按钮启动焊接,通过程序的运行完成焊缝的焊接。
加工不同产品规格,不同焊缝长度时,可调整端头定位及设置焊接参数,实现产品的一次性双缝焊接,各产品焊接可通过调用相应焊接程序实现。
综上所述,本实用新型提供了一种商用车前防护横梁的双枪直缝焊接装置,通过采用双焊枪组同步进行焊接,本实用新型自动化程度高,操作简单,焊接效率高且焊接效果更加可靠,因此本实用新型拥有广泛的应用前景。
需要强调的是:以上仅是本实用新型的较佳实施例而已,并非对本实用新型作任何形式上的限制,凡是依据本实用新型的技术实质对以上实施例所作的任何简单修改、等同变化与修饰,均仍属于本实用新型技术方案的范围内。
Claims (10)
1.一种商用车前防护横梁的双枪直缝焊接装置,其特征在于,包括工作台机座(1)、托料运动夹紧机构(2)、主架(3)、电气系统(4)、数字焊接电源组件(5),所述工作台机座(1)用于承载整个焊接装置,所述托料运动夹紧机构(2)用于定位夹持待焊接的商用车前防护横梁,所述主架(3)用于安装焊枪组并使得焊枪组沿X向运动,所述电气系统(4)为整个装置提供电气动力,所述数字焊接电源组件(5)为焊枪组提供焊接动力;
所述工作台机座(1)上表面设有电箱(101)、直线导轨组(102)、定位支架(103)、驱动导向气缸组件(104),所述直线导轨组(102)的导轨方向为沿Y向水平设置,所述定位支架(103)紧固连接所述直线导轨组(102)上的滑块,所述驱动导向气缸组件(104)通过气缸驱动所述直线导轨组(102)上的滑块沿Y向往复运动进而带动定位支架(103)沿Y向往复运动;
所述托料运动夹紧机构(2)包括固定座(201)、托料架(202)、端头定位件(203)、夹紧定位支架组(204),所述固定座(201)的下端紧固连接定位支架(103),所述固定座(201)的上端紧固连接所述托料架(202),所述端头定位件(203)采用球头锁销连接于托料架(202)左侧的柔性固定板(205)上,所述端头定位件(203)上沿X方向设置长孔连接所述球头锁销,所述托料架(202)上表面设有夹紧定位支架组(204),所述夹紧定位支架组(204)用于将待焊接的商用车前防护横梁固定在托料架(202)的上表面;
所述主架(3)包括立柱支撑(301)、横梁(302)、横梁运动机构(303),所述立柱支撑(301)的下端紧固连接所述工作台机座(1),所述立柱支撑(301)的上端紧固连接横梁(302),所述横梁运动机构(303)活动连接于横梁(302)上,所述横梁运动机构(303)在所述横梁(302)上可沿X向往复运动,所述横梁运动机构(303)上设有焊枪安装架(304),所述焊枪安装架(304)在所述横梁运动机构(303)上可沿Z向往复运动,所述焊枪安装架(304)上设有两个焊枪组。
2.根据权利要求1所述的一种商用车前防护横梁的双枪直缝焊接装置,其特征在于,所述直线导轨组(102)设有两条互相平行的导轨,所述驱动导向气缸组件(104)位于所述直线导轨组(102)的两条导轨之间。
3.根据权利要求1所述的一种商用车前防护横梁的双枪直缝焊接装置,其特征在于,所述夹紧定位支架组(204)包括活塞沿Y向伸缩的多台平行布设的气缸(206),所述气缸(206)的活塞对端设有挡块(207),所述气缸(206)的活塞伸缩与挡块(207)配合进而夹紧或松开待焊接的商用车前防护横梁。
4.根据权利要求3所述的一种商用车前防护横梁的双枪直缝焊接装置,其特征在于,所述气缸(206)设有六台。
5.根据权利要求1所述的一种商用车前防护横梁的双枪直缝焊接装置,其特征在于,所述主架(3)还包括HMI界面装置(305)、设备运行状态安全指示预警装置(306),所述HMI界面装置(305)用于焊接数据的输入,所述设备运行状态安全指示预警装置(306)用于实时监控设备焊接运行状态并故障预警。
6.根据权利要求1所述的一种商用车前防护横梁的双枪直缝焊接装置,其特征在于,所述电气系统(4)包括:PLC、电磁阀、传感器、以及设置在整个设备中的继电器、接触器、编码器,所述PLC用于集成并控制设备所有电器元件。
7.根据权利要求1所述的一种商用车前防护横梁的双枪直缝焊接装置,其特征在于,所述数字焊接电源组件(5)包括:数字焊机(501)、桶装焊丝(502)、放置架(503),所述数字焊机(501)、桶装焊丝(502)分别置于放置架(503)上,所述数字焊机(501)分别电连接至两个焊枪组。
8.根据权利要求1所述的一种商用车前防护横梁的双枪直缝焊接装置,其特征在于,所述横梁运动机构(303)上设有伺服电机、直线导轨、盘状焊丝固定装置,所述伺服电机带动横梁运动机构(303)在横梁(302)沿X向往复运动,所述直线导轨沿Z向设置,所述焊枪安装架(304)在直线导轨上沿Z向往复运动。
9.根据权利要求8所述的一种商用车前防护横梁的双枪直缝焊接装置,其特征在于,所述焊枪安装架(304)设有调节手柄,所述调节手柄用于调节焊枪Y向伸出位置及伸出角度。
10.根据权利要求1所述的一种商用车前防护横梁的双枪直缝焊接装置,其特征在于,所述托料运动夹紧机构(2)上还设有防尘保护罩(208),所述防尘保护罩(208)可拆卸连接于托料架(202)上。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202120186622.3U CN213080357U (zh) | 2021-01-25 | 2021-01-25 | 一种商用车前防护横梁的双枪直缝焊接装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202120186622.3U CN213080357U (zh) | 2021-01-25 | 2021-01-25 | 一种商用车前防护横梁的双枪直缝焊接装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN213080357U true CN213080357U (zh) | 2021-04-30 |
Family
ID=75614817
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202120186622.3U Active CN213080357U (zh) | 2021-01-25 | 2021-01-25 | 一种商用车前防护横梁的双枪直缝焊接装置 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN213080357U (zh) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114505624A (zh) * | 2021-12-17 | 2022-05-17 | 北京石油化工学院 | 基于预制水泥板钢筋焊接的高效自动焊接装置及焊接系统 |
-
2021
- 2021-01-25 CN CN202120186622.3U patent/CN213080357U/zh active Active
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114505624A (zh) * | 2021-12-17 | 2022-05-17 | 北京石油化工学院 | 基于预制水泥板钢筋焊接的高效自动焊接装置及焊接系统 |
| CN114505624B (zh) * | 2021-12-17 | 2023-05-12 | 北京石油化工学院 | 基于预制水泥板钢筋焊接的高效自动焊接装置及焊接系统 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN205147641U (zh) | 一种移动式的焊接机器人 | |
| CN103170707A (zh) | 缸体机器人焊接工作站 | |
| CN203076781U (zh) | 汽车零部件点焊水平多工位传输系统 | |
| CN109746551A (zh) | 一种钢结构用全自动来回埋弧焊机 | |
| KR20120051557A (ko) | 피치 가변형 트윈 스폿 용접장치 | |
| CN213080357U (zh) | 一种商用车前防护横梁的双枪直缝焊接装置 | |
| CN116079408A (zh) | 一种阳极钢爪竖直焊接修复生产线 | |
| CN208357966U (zh) | 一种流道式自动焊锡机 | |
| CN117260099A (zh) | 焊接工作站 | |
| CN101780581A (zh) | 中冷器自动焊接设备及运用其进行自动焊接的工艺 | |
| CN211072213U (zh) | 一种静电除尘器阳极板双面焊接专机 | |
| CN103212772A (zh) | 数控双机头熔化极气体保护焊焊接操作机 | |
| JP2007260772A (ja) | テ−ブル電極を利用する自動スポット溶接機 | |
| CN211072212U (zh) | 一种静电除尘器阳极板单面焊接专机 | |
| CN211072211U (zh) | 一种移动极板单面焊接专机 | |
| CN213916801U (zh) | 围栏焊接机器人工作站 | |
| CN210147346U (zh) | 数控悬臂双枪焊接机 | |
| CN201659359U (zh) | 中冷器自动焊接设备 | |
| CN1270871A (zh) | 单侧点焊设备 | |
| CN209969824U (zh) | 一种烟尘处理式大型机器人焊接工作站 | |
| CN213794686U (zh) | 流水线式自动锡焊设备 | |
| CN108723668B (zh) | 一种半自动化电阻带辅助焊接工装及其定位方法 | |
| CN110587097A (zh) | 一种移动极板单面焊接专机 | |
| CN208214574U (zh) | 一种马达霍尔元件自动焊接装置 | |
| CN220591996U (zh) | 一种自动连续焊接装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant |