CN212399408U - 一种宽度可调的仪表板分装工装结构 - Google Patents
一种宽度可调的仪表板分装工装结构 Download PDFInfo
- Publication number
- CN212399408U CN212399408U CN202020353361.5U CN202020353361U CN212399408U CN 212399408 U CN212399408 U CN 212399408U CN 202020353361 U CN202020353361 U CN 202020353361U CN 212399408 U CN212399408 U CN 212399408U
- Authority
- CN
- China
- Prior art keywords
- adjustable
- width
- telescopic
- clamp
- rotating shaft
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images


Abstract
本实用新型涉及一种宽度可调的仪表板分装工装结构,属于汽车设计与制造的技术领域。本实用新型的宽度可调的仪表板分装工装结构包括底端框架、固定支架、滑动支架、旋转手轮、第一转轴、第一转盘、第二转轴、第二转盘和夹钳。本实用新型的分装工装实现移动支架Y向宽度调节,可以适应不同宽度的仪表板分装。装配时,通过夹钳开合运动,实现仪表管梁的夹紧与释放。该工装结构简单,使用方便,成本低廉,可适用不同宽度的仪表板装配,可有效解决不同的车型仪表板工装不能通用的问题。
Description
技术领域
本实用新型涉及汽车设计与制造的技术领域,更具体地说,本实用新型涉及一种宽度可调的仪表板分装工装结构。
背景技术
汽车生产试制过程中,每个车型仪表总成Y向宽度不同,仪表分装时需要不同的工装,导致生产周期,成本增加。在现有技术中,结构工装的通用性不强,新车型生产时需要大幅度改造或者重新设计,且工装结构复杂,使用不方便。
实用新型内容
为解决现有技术中存在的上述技术问题,本实用新型的目的在于提供一种宽度可调的仪表板分装工装结构。
本实用新型的宽度可调的仪表板分装工装结构,其特征在于包括底端框架、旋转手轮、第一转轴、第一转盘、第二转轴、第二转盘和夹钳;所述底端框架的左端设置有固定支架,所述固定支架的上端设置有第一轴承座,所述底端框架的右端设置有沿着所述底端框架长度方向延伸的底板,所述底板上设置有沿着所述底板长度方向延伸的滑轨,基座通过设置在所述基座底部的滑槽滑动设置在所述滑轨上,所述基座的后端设置有止动销;所述基座上设置有滑动支架,所述滑动支架的上端设置有第二轴承座;所述第一转轴安装在所述第一轴承座内并且所述旋转手轮固定在所述第一转轴的前端,所述第一转盘固定在所述第一转轴的后端;所述第二转轴安装在所述第二轴承座内并且所述第二转盘固定在所述第二转轴的前端;所述第一转盘上设置有伸缩组件,所述伸缩组件包括夹钳和伸缩本体,所述伸缩本体的前端设置有伸缩轴,所述伸缩板设置在所述伸缩轴和夹钳的一个夹钳臂的前端,所述伸缩板的外端面上设置有多个卡接头,所述第二转盘的外端面上设置有多个卡接头。
其中,所述固定支架的下部通过多个支撑架固定在所述底端框架的左端。
其中,所述滑轨为平行设置的两根。
其中,所述滑轨为1根。
其中,所述滑槽螺栓连接在所述基座的底部。
其中,所述伸缩轴为方轴。
其中,所述卡接头的端部均设置有倒角。
与现有技术相比,本实用新型的宽度可调的仪表板分装工装结构具有以下有益效果:
本实用新型的分装工装实现移动支架Y向宽度调节,可以适应不同宽度的仪表板分装。装配时,通过夹钳开合运动,实现仪表管梁的夹紧与释放。该工装结构简单,使用方便,成本低廉,可适用不同宽度的仪表板装配,可有效解决不同的车型仪表板工装不能通用的问题。
附图说明
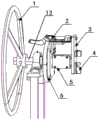
图1是本实用新型的宽度可调的仪表板分装工装结构的结构示意图。
图2为本实用新型的分装工装结构左侧的结构示意图。
图3位本实用新型的仪表分装工右侧的结构示意图。
具体实施方式
以下将结合具体实施例对本实用新型的宽度可调的仪表板分装工装结构做进一步的阐述,以帮助本领域的技术人员对本实用新型的实用新型的技术方案有更完整、准确和深入的理解。
实施例1
如图1-3所示,本实施例的宽度可调的仪表板分装工装结构包括底端框架7、旋转手轮1、第一转轴13、第一转盘6、第二转轴18、第二转盘19和伸缩板3。所述底端框架7的左端设置有固定支架16,所述固定支架16的上端设置有第一轴承座17。所述固定支架16的下部通过多个支撑架19固定在所述底端框架7的左端。所述底端框架7的右端设置有沿着所述底端框架7长度方向延伸的底板15,所述底板15上设置有沿着所述底板15长度方向延伸的滑轨8,图中示出的滑轨8为平行设置的两根,根据需要也可以仅设置1根滑轨或多根滑轨等。基座14通过设置在所述基座14底部的滑槽12滑动设置在所述滑轨8上,所述基座14的后端设置有止动销11。所述滑槽12螺栓连接在所述基座14的底部。所述基座14上设置有滑动支架10,所述滑动支架10的上端设置有第二轴承座9。所述第一转轴13安装在所述第一轴承座17内并且所述旋转手轮1固定在所述第一转轴13的前端,而所述第一转盘6固定在所述第一转轴13的后端。所述第二转轴18安装在所述第二轴承座9内并且所述第二转盘19固定在所述第二转轴18的前端。所述第一转盘6上设置有伸缩组件5,所述伸缩组件5包括夹钳2和伸缩本体51,所述伸缩本体51的前端设置有伸缩轴52,所述伸缩轴优选为方轴,以防止所述伸缩轴沿着所述伸缩本体旋转。所述伸缩板3设置在所述伸缩轴52和夹钳2的一个夹钳臂的前端,所述伸缩板3的外端面上设置有多个卡接头4。所述第二转盘19的外端面上设置有多个卡接头4。所述卡接头4的端部均设置了倒角,方便卡入仪表管梁并且与管梁定位销配合,限制Z向移动;夹钳为成熟产品,可以实现夹紧和锁死要求,伸缩轴52设计为方轴,防止管梁旋转,通过夹钳开合,带动夹块滑动,从而夹紧仪表骨架;底端框架7采用普通的方管焊接而成。滑动支架10根据仪表管梁尺寸滑动移动选择合适位置,利用止动销进行固定,可适用不同的宽度的仪表管梁。
装配时,使用步骤如下:
1、将夹钳开启到最大行程状态;
2、将仪表管梁右侧先卡接在夹块卡槽上;
3、将仪表管梁左侧定位销对准夹块卡槽,关闭夹钳夹紧并锁死;
4、分装完成后,开启夹钳,仪表总成撤出,操作完成。
本实施例的分装工装结构简单、使用方便,可有效解决不同的车型仪表分装工装不能共用的问题。
对于本领域的普通技术人员而言,具体实施例只是对本实用新型进行了示例性描述,显然本实用新型具体实现并不受上述方式的限制,只要采用了本实用新型的技术方案进行的各种非实质性的改进,均在本实用新型的保护范围之内。
Claims (7)
1.一种宽度可调的仪表板分装工装结构,其特征在于:包括底端框架、旋转手轮、第一转轴、第一转盘、第二转轴、第二转盘和夹钳;所述底端框架的左端设置有固定支架,所述固定支架的上端设置有第一轴承座,所述底端框架的右端设置有沿着所述底端框架长度方向延伸的底板,所述底板上设置有沿着所述底板长度方向延伸的滑轨,基座通过设置在所述基座底部的滑槽滑动设置在所述滑轨上,所述基座的后端设置有止动销;所述基座上设置有滑动支架,所述滑动支架的上端设置有第二轴承座;所述第一转轴安装在所述第一轴承座内并且所述旋转手轮固定在所述第一转轴的前端,所述第一转盘固定在所述第一转轴的后端;所述第二转轴安装在所述第二轴承座内并且所述第二转盘固定在所述第二转轴的前端;所述第一转盘上设置有伸缩组件,所述伸缩组件包括夹钳和伸缩本体,所述伸缩本体的前端设置有伸缩轴,伸缩板设置在所述伸缩轴和夹钳的一个夹钳臂的前端,所述伸缩板的外端面上设置有多个卡接头,所述第二转盘的外端面上设置有多个卡接头。
2.根据权利要求1所述的宽度可调的仪表板分装工装结构,其特征在于:所述固定支架的下部通过多个支撑架固定在所述底端框架的左端。
3.根据权利要求1所述的宽度可调的仪表板分装工装结构,其特征在于:所述滑轨为平行设置的两根。
4.根据权利要求1所述的宽度可调的仪表板分装工装结构,其特征在于:所述滑轨为1根。
5.根据权利要求1所述的宽度可调的仪表板分装工装结构,其特征在于:所述滑槽螺栓连接在所述基座的底部。
6.根据权利要求1所述的宽度可调的仪表板分装工装结构,其特征在于:所述伸缩轴为方轴。
7.根据权利要求1所述的宽度可调的仪表板分装工装结构,其特征在于:所述卡接头的端部均设置有倒角。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202020353361.5U CN212399408U (zh) | 2020-03-19 | 2020-03-19 | 一种宽度可调的仪表板分装工装结构 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202020353361.5U CN212399408U (zh) | 2020-03-19 | 2020-03-19 | 一种宽度可调的仪表板分装工装结构 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN212399408U true CN212399408U (zh) | 2021-01-26 |
Family
ID=74379539
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202020353361.5U Active CN212399408U (zh) | 2020-03-19 | 2020-03-19 | 一种宽度可调的仪表板分装工装结构 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN212399408U (zh) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113524084A (zh) * | 2021-06-30 | 2021-10-22 | 东风马勒热系统有限公司 | 用于冷却模块预安装的通用夹紧机构及其安装方法 |
| CN114260856A (zh) * | 2022-01-26 | 2022-04-01 | 上汽通用汽车有限公司 | 用于汽车仪表盘的工装 |
-
2020
- 2020-03-19 CN CN202020353361.5U patent/CN212399408U/zh active Active
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113524084A (zh) * | 2021-06-30 | 2021-10-22 | 东风马勒热系统有限公司 | 用于冷却模块预安装的通用夹紧机构及其安装方法 |
| CN114260856A (zh) * | 2022-01-26 | 2022-04-01 | 上汽通用汽车有限公司 | 用于汽车仪表盘的工装 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN212399408U (zh) | 一种宽度可调的仪表板分装工装结构 | |
| CN109366396A (zh) | 一种定位安装装置及汽车座椅滑轨装配工装 | |
| CN104723039A (zh) | 一种应用于轨道客车底架加工的数控龙门钻铣床及其加工方法 | |
| CN214818093U (zh) | 一种移动式前端框架精准定位装配工装 | |
| CN113492284A (zh) | 装载机机罩自动拼焊装置 | |
| CN212794662U (zh) | 一种车架后段自校平定位工装 | |
| CN206550582U (zh) | 可调式头尾座焊接变位机 | |
| CN204893409U (zh) | 一种以地基基础为工作台的数控龙门钻铣床 | |
| CN109332971A (zh) | 一种用于客车顶蒙自动焊接的顶盖骨架定位工装 | |
| CN209579283U (zh) | 一种定位安装装置及汽车座椅滑轨装配工装 | |
| CN204893428U (zh) | 带有动梁式龙门的床身的横移、螺杆升降机构 | |
| CN204893427U (zh) | 带有动梁式龙门的床身的横移、液压升降机构 | |
| CN209380158U (zh) | 一种电机支架焊接辅助定位装置 | |
| CN209206796U (zh) | 一种用于客车顶蒙自动焊接的顶盖骨架定位工装 | |
| CN115415953B (zh) | 一种中空工件的工装夹具、工装组件以及中空工件的工装工艺 | |
| CN213562398U (zh) | 一种矩形框架构件加工定位机构 | |
| CN215432217U (zh) | 一种白车身焊接生产线用工件输送系统 | |
| CN220548157U (zh) | 一种用于新能源汽车多车型柔性制造的定位装置 | |
| CN214489492U (zh) | 一种自动装配加工转台 | |
| CN219648786U (zh) | 一种模具自动铣槽设备 | |
| CN217862838U (zh) | 一种多角度焊接机 | |
| CN217832443U (zh) | 一种特种车辆车身集成柔性焊接工装 | |
| CN220093506U (zh) | 高精度柔性切换滑台装置 | |
| CN220783917U (zh) | 一种多机床上下料装置用桁架机械手结构 | |
| CN220533217U (zh) | 一种动力蓄电池下箱体电阻焊焊接工装 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant |