CN212193997U - 免喷涂高光汽车进气格栅精密注塑模具 - Google Patents
免喷涂高光汽车进气格栅精密注塑模具 Download PDFInfo
- Publication number
- CN212193997U CN212193997U CN202020351855.XU CN202020351855U CN212193997U CN 212193997 U CN212193997 U CN 212193997U CN 202020351855 U CN202020351855 U CN 202020351855U CN 212193997 U CN212193997 U CN 212193997U
- Authority
- CN
- China
- Prior art keywords
- mold
- point glue
- fixed mold
- glue inlet
- insert
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images


Abstract
免喷涂高光汽车进气格栅精密注塑模具,包括定模复板和动模复板,定模复板下安装垫块、流道架、热嘴和定模框及定模镶块,动模复板上安装模脚、动模板和动模镶块,动模镶块与定模镶块之间有注塑成型的进气格栅,所述的热嘴呈多点顺序交错排列连接,包括在流道架的中心和两端各设置直线排列的端点进胶孔,在流道架的两侧各设置2—4组交错排列的侧点进胶孔,每个端点进胶孔和侧点进胶孔下各连接一个热嘴,且在每个端点进胶孔和侧点进胶孔的周围各设有加热管,在定模框和定模镶块中设置凹字型水孔,所述定模镶块的型腔面上设置排气结构,所述的排气结构包括在定模镶块型腔面的两侧上设置均布的排气槽,每个排气槽的深度H为0.02—0.03mm。
Description
技术领域
本实用新型涉及一种免喷涂急冷急热高光汽车进气格栅精密注塑模具,属于注塑模具领域。
背景技术
采用注塑模具生产塑料产品,例如汽车进气格栅。为了追求个性、时尚、科技感和高光泽度的效果,近年来高光黑漆效果的进气格栅成为流行首选。但受生产工艺的限制,目前的高光黑格栅的制造工艺都是通过喷涂高光漆料实现,喷漆所获得的零件外观好,性能稳定,但是对工艺要求高,喷漆技术限制易产生喷漆死角,易出现橘皮、麻点等油漆外观缺陷是的零件的合格率降低,产品不良率在20%-30%以上,且不能回收再利用。并且因为格栅美观和结构的需要,很多时候无法从正面放置浇口,只能将浇口反装,即将浇口设计在模具的动模侧,而常规的格栅浇口反装是将进胶口设计在斜顶中,结构复杂,寿命差,斜顶过多还会导致顶针板强度不足,部分产品还会因为形状限制无法设计斜顶。
发明内容
本实用新型的目的是为了克服已有技术的缺点,提供一种通过正面(定模)多点顺序进胶结构,结合急冷急热水孔设置,以及均布排气设计,顶出方便,产品表面高光、无熔接线,良品率高的免喷涂高光汽车进气格栅精密注塑模具。
本实用新型免喷涂高光汽车进气格栅精密注塑模具的技术方案是:包括模具定模复板和动模复板,定模复板下安装垫块,垫块之间设置流道架,定模复板中设置浇口,浇口连通流道架,流道架下连接热嘴,垫块下安装定模框,定模框中安装定模镶块,动模复板上安装模脚,模脚上安装动模板,动模板上安装动模镶块,动模镶块与定模镶块之间的间隙构成模腔,热嘴穿过定模框和动模镶块连通模腔,模腔中有注塑成型的进气格栅,其特征在于所述的热嘴呈多点顺序交错排列连接,包括在流道架的中心和两端各设置直线排列的端点进胶孔,在流道架的两侧各设置2—4组交错排列的侧点进胶孔,每个端点进胶孔和侧点进胶孔下各连接一个热嘴,且在每个端点进胶孔和侧点进胶孔的周围各设有加热管,在定模框和定模镶块中设置凹字型水孔,所述定模镶块的型腔面上设置排气结构,所述的排气结构包括在定模镶块型腔面的两侧上设置均布的排气槽,每个排气槽的深度H为0.02—0.03mm。
本实用新型公开了一种免喷涂高光汽车进气格栅精密注塑模具,当模具合模注塑时,塑料原料从浇口处注入,流到流道架中,然后再流到每个端点进胶孔和侧点进胶孔中,进入热嘴,再通过热嘴形成多点顺序进胶,对模腔进行注塑,使产品(进气格栅)成型,在注塑过程中,为了确保注塑填充饱满,塑料原料不提前冷却凝固,所以在每个端点进胶孔和侧点进胶孔的周围各设有加热管,在塑料原料流过时进行加热,当塑料原料注入模腔后,由于塑料原料的温度比较高,在模腔内会产生水汽,所以在定模镶块型腔面的两侧上设置均布的排气槽,每个排气槽的深度H为0.02—0.03mm,既保证排气,又不使塑料原料漏出模腔。同时,对产品进行水冷却,将冷却水注入凹字型水孔中,凹字型的水孔更靠近产品,可以使产品快速冷却定型,注塑结束。本方案通过加热、排气和快速冷却,达到即冷即热的注塑方式,生产出来的产品(进气格栅)表面高光,无需喷涂漆料,产品无熔接痕,质量好,档次高。
本实用新型的免喷涂高光汽车进气格栅精密注塑模具,所述的模脚之间设置上顶板和下顶板,上、下顶板上连接直顶杆和斜顶杆,直顶杆上连接直顶块,斜顶杆上连接斜顶块,直顶块和斜顶块与进气格栅的底面相接触,顶出时,由注塑机的推杆顶在下顶板上,带动下顶板和上顶板上顶,从而带动直顶杆和斜顶杆将产品顶出。在实际安装中,由于模具的高度比较高,所以将上、下顶板置于模脚的中间高度,已缩短直顶杆和斜顶杆的长度,保证其顶出的强度。所述凹字型水孔为分层结构,包括在定模框的两侧开制上横水孔,在定模镶块中开制下横水孔,上横水孔与下横水孔通过竖水孔连通。在加工上横水孔、下横水孔和竖水孔分别加工,再通过无缝装配连通,加工精度高,拼接无缝不漏水。
附图说明
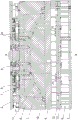
图1是本实用新型免喷涂高光汽车进气格栅精密注塑模具结构示意图;
图2是图1的A—A截面示意图;
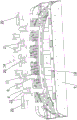
图3是本实用新型的多点顺序进胶结构示意图;
图4是本实用新型的排气槽分布示意图;
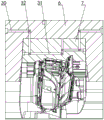
图5是本实用新型的凹字型水孔布置示意图。
具体实施方式
本实用新型涉及一种免喷涂高光汽车进气格栅精密注塑模具,如图1—图5所示,包括模具定模复板1和动模复板2,定模复板1下安装垫块3,垫块之间设置流道架4,定模复板1中设置浇口14,浇口连通流道架4,流道架下连接热嘴5,垫块3下安装定模框6,定模框中安装定模镶块7,动模复板2上安装模脚8,模脚上安装动模板9,动模板上安装动模镶块10,动模镶块10与定模镶块7之间的间隙构成模腔,热嘴5穿过定模框和动模镶块连通模腔,模腔中有注塑成型的进气格栅11,所述的热嘴5呈多点顺序交错排列连接,包括在流道架4的中心和两端各设置直线排列的端点进胶孔20,在流道架4的两侧各设置2—4组交错排列的侧点进胶孔21,每个端点进胶孔20和侧点进胶孔21下各连接一个热嘴5,且在每个端点进胶孔20和侧点进胶孔21的周围各设有加热管22,在定模框6和定模镶块7中设置凹字型水孔26,所述定模镶块7的型腔面上设置排气结构,所述的排气结构包括在定模镶块7型腔面的两侧上设置均布的排气槽25,每个排气槽的深度H为0.02—0.03mm。当模具合模注塑时,塑料原料从浇口14处注入,流到流道架4中,然后再流到每个端点进胶孔20和侧点进胶孔21中,进入热嘴5,再通过热嘴5形成多点顺序进胶,对模腔进行注塑,使产品(进气格栅11)成型,在注塑过程中,为了确保注塑填充饱满,塑料原料不提前冷却凝固,所以在每个端点进胶孔20和侧点进胶孔21的周围各设有加热管22,在塑料原料流过时进行加热,当塑料原料注入模腔后,由于塑料原料的温度还比较高,在模腔内会产生水汽,所以在定模镶块7型腔面的两侧上设置均布的排气槽25,每个排气槽的深度H为0.02—0.03mm,既保证排气,又不使塑料原料漏出模腔。同时,对产品进行水冷却,将冷却水注入凹字型水孔26中,凹字型的水孔更靠近产品,可以使产品快速冷却定型,注塑结束。本方案通过加热、排气和快速冷却,达到即冷即热的注塑方式,生产出来的产品(进气格栅)表面高光,无需喷涂漆料,产品无熔接痕,质量好,档次高。所述的模脚8之间设置上顶板12和下顶板13,上、下顶板上连接直顶杆15和斜顶杆16,直顶杆15上连接直顶块17,斜顶杆16上连接斜顶块18,直顶块17和斜顶块18与进气格栅11的底面相接触,顶出时,由注塑机的推杆顶在下顶板上,带动下顶板和上顶板上顶,从而带动直顶杆和斜顶杆将产品顶出。在实际安装中,由于模具的高度比较高,所以将上、下顶板置于模脚的中间高度,已缩短直顶杆和斜顶杆的长度,保证其顶出的强度。所述凹字型水孔26为分层结构,包括在定模框6的两侧开制上横水孔30,在定模镶块7中开制下横水孔31,上横水孔30与下横水孔31通过竖水孔32连通。在加工上横水孔30、下横水孔31和竖水孔32分别加工,再通过无缝装配连通,加工精度高,拼接无缝不漏水。
Claims (3)
1.免喷涂高光汽车进气格栅精密注塑模具,包括模具定模复板(1)和动模复板(2),定模复板(1)下安装垫块(3),垫块之间设置流道架(4),定模复板(1)中设置浇口(14),浇口连通流道架(4),流道架下连接热嘴(5),垫块(3)下安装定模框(6),定模框中安装定模镶块(7),动模复板(2)上安装模脚(8),模脚上安装动模板(9),动模板上安装动模镶块(10),动模镶块(10)与定模镶块(7)之间的间隙构成模腔,热嘴(5)穿过定模框和动模镶块连通模腔,模腔中有注塑成型的进气格栅(11),其特征在于所述的热嘴(5)呈多点顺序交错排列连接,包括在流道架(4)的中心和两端各设置直线排列的端点进胶孔(20),在流道架(4)的两侧各设置2—4组交错排列的侧点进胶孔(21),每个端点进胶孔(20)和侧点进胶孔(21)下各连接一个热嘴(5),且在每个端点进胶孔(20)和侧点进胶孔(21)的周围各设有加热管(22),在定模框(6)和定模镶块(7)中设置凹字型水孔(26),所述定模镶块(7)的型腔面上设置排气结构,所述的排气结构包括在定模镶块(7)型腔面的两侧上设置均布的排气槽(25),每个排气槽的深度H为0.02—0.03mm。
2.如权利要求1所述的免喷涂高光汽车进气格栅精密注塑模具,其特征在于所述的模脚(8)之间设置上顶板(12)和下顶板(13),上、下顶板上连接直顶杆(15)和斜顶杆(16),直顶杆(15)上连接直顶块(17),斜顶杆(16)上连接斜顶块(18),直顶块(17)和斜顶块(18)与进气格栅(11)的底面相接触。
3.如权利要求1所述的免喷涂高光汽车进气格栅精密注塑模具,其特征在于所述凹字型水孔(26)为分层结构,包括在定模框(6)的两侧开制上横水孔(30),在定模镶块(7)中开制下横水孔(31),上横水孔(30)与下横水孔(31)通过竖水孔(32)连通。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202020351855.XU CN212193997U (zh) | 2020-03-19 | 2020-03-19 | 免喷涂高光汽车进气格栅精密注塑模具 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202020351855.XU CN212193997U (zh) | 2020-03-19 | 2020-03-19 | 免喷涂高光汽车进气格栅精密注塑模具 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN212193997U true CN212193997U (zh) | 2020-12-22 |
Family
ID=73823241
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202020351855.XU Active CN212193997U (zh) | 2020-03-19 | 2020-03-19 | 免喷涂高光汽车进气格栅精密注塑模具 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN212193997U (zh) |
-
2020
- 2020-03-19 CN CN202020351855.XU patent/CN212193997U/zh active Active
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN104972596B (zh) | 一种塑件制品的成型装置及其成型方法 | |
| WO2022199720A1 (zh) | 一种注塑模具 | |
| CN208826988U (zh) | 精密三色汽车内部结构件注塑模具 | |
| CN105034279A (zh) | 一种双色开关旋钮注塑模具 | |
| CN212193997U (zh) | 免喷涂高光汽车进气格栅精密注塑模具 | |
| CN109093948A (zh) | Led面板注塑成型模具及制造led面板的注塑工艺 | |
| CN219095812U (zh) | 注塑成型装置 | |
| CN111319196A (zh) | 免喷涂高光汽车进气格栅精密注塑模具 | |
| CN109093939A (zh) | 计算机面板注塑成型模具及制造计算机面板的注塑工艺 | |
| CN212707816U (zh) | 一种斜顶进胶的注塑装置 | |
| CN201309233Y (zh) | 注塑机械流道射嘴改进结构 | |
| CN208305719U (zh) | 自脱模注塑模具 | |
| CN203171948U (zh) | 一种新型塑料轮毂罩模具 | |
| CN206825829U (zh) | 具有多点潜伏式浇口机构的塑料收纳箱盖体注塑模具 | |
| CN207825387U (zh) | 一种插座注塑模具 | |
| CN202129936U (zh) | 汽车前格栅模具针阀式进浇和斜顶脱模机构 | |
| CN206899665U (zh) | 一种注射模具 | |
| CN204183830U (zh) | 汽车前格栅模具拼接式组合脱模机构 | |
| CN210308818U (zh) | 具有进胶机构的齿盘模具 | |
| CN205386910U (zh) | 一种汽车内饰面板注塑模 | |
| CN219650462U (zh) | 一种防止工件变形的热流道注塑模具 | |
| CN210308848U (zh) | 具有排气机构的齿盘模具 | |
| CN205075296U (zh) | 一种模具排气结构及具有该排气结构的模具 | |
| CN208841758U (zh) | 一种汽车前栅支架模具 | |
| CN217319108U (zh) | 具有二次内抽芯机构的汽车立柱护板模具 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant |