CN210435199U - 一种可增加减震器上盖光亮带长度的冲孔模具 - Google Patents
一种可增加减震器上盖光亮带长度的冲孔模具 Download PDFInfo
- Publication number
- CN210435199U CN210435199U CN201921194129.5U CN201921194129U CN210435199U CN 210435199 U CN210435199 U CN 210435199U CN 201921194129 U CN201921194129 U CN 201921194129U CN 210435199 U CN210435199 U CN 210435199U
- Authority
- CN
- China
- Prior art keywords
- plate
- hole
- die
- fixing
- positioning block
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images


















Landscapes
- Punching Or Piercing (AREA)
Abstract
一种可增加减震器上盖光亮带长度的冲孔模具,以解决现有冲孔模具冲制出的孔的光亮带长度不足的问题,该冲孔模具由下模板、下垫板、凹模定位销、凹模、退料板、卸料螺钉、弹簧、上垫板、上垫板定位销、上模板、固定板、大冲头、小冲头、上垫板紧固螺钉、固定板定位销、固定板紧固螺钉、凹模紧固螺钉、定位块、定位块紧固螺钉、下垫板紧固螺钉组成。本实用新型利用带有圆角的小冲头进行冲孔加工,增加了孔的光亮带长度,增加了模具的工作寿命,并且可安装在普通锻压设备上,亦可与其它锻造模具同时安装到一台锻压机上,通用性好,节省了设备投入,提高了工作效率,在锻造成型领域具有广泛的应用前景。
Description
技术领域
本实用新型涉及一种可增加减震器上盖光亮带长度的冲孔模具,属于锻造成型领域。
背景技术
减震器上盖是汽车必须用到的零件,一般减震器上盖圆周上会布置有螺栓,用于和车身连接。高档汽车多数采用铝合金锻造的减震器上盖,在减震器上盖的圆周上预先冲出几个螺栓安装孔,然后将螺栓压入到安装孔中,螺栓和孔之间为过盈配合,如果孔的光亮带长度不够,则会导致螺栓与孔之间的接触长度不足,压出力不够,以致螺栓会脱落,这就对冲孔过程中光亮带的长度提出了更高的要求,至少要达到孔长度的60%以上,但是常规的冲裁只能达到30%左右,无法满足要求,而通常解决光亮带长度的方法是采用精冲工艺,但是精冲需要专门的设备和模具,设备和模具投资大,这无疑是提高了制造成本。
发明内容
为解决现有模具在冲孔过程中存在光亮带长度不足的问题,本实用新型公开了一种可安装在普通锻压设备上使用的可增加减震器上盖光亮带长度的冲孔模具。
本实用新型所采用的技术方案:
为达到上述目的,本实用新型提供一种可增加减震器上盖光亮带长度的冲孔模具,该冲孔模具由下模板、下垫板、凹模定位销、凹模、退料板、卸料螺钉、弹簧、上垫板、上垫板定位销、上模板、固定板、大冲头、小冲头、上垫板紧固螺钉、固定板定位销、固定板紧固螺钉、凹模紧固螺钉、定位块、定位块紧固螺钉、下垫板紧固螺钉组成。
所述下模板包括下模板上表面、下模板小废料出孔、定位块连接螺纹孔A、定位块安装槽A、下模板大废料出孔、定位块安装槽B、定位块连接螺纹孔B、模具安装孔、下垫板连接螺纹孔,4个定位块连接螺纹孔A呈前后对称分布,2个定位块安装槽A呈前后对称分布,2个定位块安装槽B呈左右对称分布,4个定位块连接螺纹孔B呈左右对称分布;下模板的定位块安装槽A内放置了定位块,所述定位块包括下模板连接螺栓孔B,定位块连接螺纹孔A和下模板连接螺栓孔B通过定位块紧固螺钉紧固在一起,定位块安装槽B内放置了定位块,定位块连接螺纹孔B和下模板连接螺栓孔B通过定位块紧固螺钉紧固在一起。
所述下垫板包括下垫板上表面、下模板连接螺栓孔A、凹模连接螺纹孔、凹模定位销孔A1、内圆柱面、下垫板小废料出孔、下垫板大废料出孔、下垫板定位槽A、下垫板定位槽B、下垫板下表面,4个凹模连接螺纹孔呈圆周分布,2个下垫板定位槽A呈前后对称,2个下垫板定位槽B呈左右对称;下垫板的下垫板下表面和下模板上表面贴合,下垫板定位槽A和下模板中的定位块安装槽A中安装的定位块配合,下垫板定位槽B和下模板中的定位块安装槽B中安装的定位块配合,下垫板小废料出孔和下模板小废料出孔对齐,下垫板大废料出孔和下模板大废料出孔对齐,下模板连接螺栓孔A和下垫板连接螺纹孔通过下垫板紧固螺钉紧固在一起。
所述凹模包括下垫板连接螺栓孔、凹模外圆柱面、凹模下表面、凹模大废料出孔、凹模定位销孔A2、凹模小废料出孔,4个下垫板连接螺栓孔呈圆周分布;凹模外圆柱面和内圆柱面配合,凹模下表面和下垫板上表面贴合,凹模定位销孔A2和凹模定位销孔A1通过凹模定位销连接,下垫板连接螺栓孔和凹模连接螺纹孔通过凹模紧固螺钉紧固在一起,凹模小废料出孔和下垫板小废料出孔对齐,凹模大废料出孔和下垫板大废料出孔对齐。
所述退料板包括退料板上表面、小冲头出孔、大冲头出孔、退料板固定孔,6个退料板固定孔呈圆周分布。
所述上垫板包括上垫板内圆柱面、上垫板下表面、卸料螺钉安装孔、固定板定位销孔A1、上垫板上表面、上垫板定位销孔A1、上模板连接螺栓孔、固定板连接螺纹孔,6个卸料螺钉安装孔呈圆周分布,2个上垫板定位销孔A1呈上下对称分布;所述上模板包括上模板下表面、上垫板定位销孔A2、上垫板连接螺纹孔、上模安装孔,2个上垫板定位销孔A2呈上下对称分布;上垫板上表面和上模板下表面贴合,上垫板定位销孔A1和上垫板定位销孔A2通过上垫板定位销连接,上模板连接螺栓孔和上垫板连接螺纹孔通过上垫板紧固螺钉紧固在一起。
所述固定板包括固定板上表面、小冲头固定面A1、小冲头固定面B1、大冲头固定面A1、大冲头固定面B1、固定板定位销孔A2、固定板外圆柱面、上垫板连接螺栓孔、弹簧安装孔,6个弹簧安装孔呈圆周分布;固定板外圆柱面和上垫板内圆柱面配合,固定板上表面和上垫板下表面贴合,固定板定位销孔A2和固定板定位销孔A1通过固定板定位销连接,上垫板连接螺栓孔和固定板连接螺纹孔通过固定板紧固螺钉紧固在一起;弹簧安装孔和退料板上表面与上垫板下表面构成的空间内放置有弹簧。
所述大冲头包括大冲头固定面A2、大冲头固定面B2;大冲头固定面A2和大冲头固定面A1配合,大冲头固定面B2和大冲头固定面B1贴合。所述小冲头包括小冲头固定面A2、小冲头固定面B2、小冲头圆角,小冲头固定面A2和小冲头固定面A1配合,小冲头固定面B2和小冲头固定面B1贴合;小冲头出孔和小冲头固定面A2配合,大冲头出孔和大冲头固定面A2配合;退料板固定孔和卸料螺钉安装孔通过卸料螺钉连接在一起。
所述小冲头圆角的半径为R,其中,R的取值范围为0.2 mm~0.8 mm;
本实用新型的有益效果是:本实用新型通过带圆角的小冲头进行冲孔加工,可以将孔的光亮带长度从30%提高到60%以上,提高程度达到一倍以上;由于小冲头带有圆角,小冲头的头部不易产生应力集中,从而小冲头不易产生崩刃等问题,增加了模具的工作寿命;在冲孔过程中,模具安装在普通锻压设备上即可,不需要精冲设备和精冲模具,并且可以和其它锻造模具同时安装到一台锻压机上,实现锻造后直接冲孔,节省了设备投入,实现自动化生产,提高了工作效率。
附图说明
图1所示为本实用新型提出的一种可增加减震器上盖光亮带长度的冲孔模具的结构示意图;
图2所示为本实用新型提出的一种可增加减震器上盖光亮带长度的冲孔模具的下模的结构示意图;
图3所示为本实用新型提出的一种可增加减震器上盖光亮带长度的冲孔模具的上模的结构示意图;
图4所示为本实用新型提出的一种可增加减震器上盖光亮带长度的冲孔模具的下模板的结构示意图;
图5所示为本实用新型提出的一种可增加减震器上盖光亮带长度的冲孔模具的下垫板的俯视图;
图6所示为本实用新型提出的一种可增加减震器上盖光亮带长度的冲孔模具的下垫板的仰视图;
图7所示为本实用新型提出的一种可增加减震器上盖光亮带长度的冲孔模具的凹模的俯视图;
图8所示为本实用新型提出的一种可增加减震器上盖光亮带长度的冲孔模具的凹模的仰视图;
图9所示为本实用新型提出的一种可增加减震器上盖光亮带长度的冲孔模具的退料板俯视图;
图10所示为本实用新型提出的一种可增加减震器上盖光亮带长度的冲孔模具的退料板的仰视图;
图11所示为本实用新型提出的一种可增加减震器上盖光亮带长度的冲孔模具的上垫板的俯视图;
图12所示为本实用新型提出的一种可增加减震器上盖光亮带长度的冲孔模具的上垫板的仰视图;
图13所示为本实用新型提出的一种可增加减震器上盖光亮带长度的冲孔模具的上模板的结构示意图;
图14所示为本实用新型提出的一种可增加减震器上盖光亮带长度的冲孔模具的固定板的俯视图;
图15所示为本实用新型提出的一种可增加减震器上盖光亮带长度的冲孔模具的固定板的仰视图;
图16所示为本实用新型提出的一种可增加减震器上盖光亮带长度的冲孔模具的大冲头的结构示意图;
图17所示为本实用新型提出的一种可增加减震器上盖光亮带长度的冲孔模具的小冲头的结构示意图;
图18所示为本实用新型提出的一种可增加减震器上盖光亮带长度的冲孔模具的定位块的结构示意图;
图19所示为本实用新型中提到的冲孔的断面特征的结构示意图;
图20所示为常规冲孔原理图;
图21所示为本实用新型冲孔原理图。
具体实施方式
具体实施方式一:结合图1~图21说明本实施方式,本实施方式提供了一种可增加减震器上盖光亮带长度的冲孔模具的具体实施方式,所述一种可增加减震器上盖光亮带长度的冲孔模具的具体实施方式表述如下:
如图1~3所示,所述一种可增加减震器上盖光亮带长度的冲孔模具包括下模板1、下垫板2、凹模定位销3、凹模4、退料板5、卸料螺钉6、弹簧7、上垫板8、上垫板定位销9、上模板10、固定板11、大冲头12、小冲头13、上垫板紧固螺钉14、固定板定位销15、固定板紧固螺钉16、凹模紧固螺钉17、定位块18、定位块紧固螺钉19、下垫板紧固螺钉20。
如图4所示,下模板1包括下模板上表面1-1、下模板小废料出孔1-2、定位块连接螺纹孔A1-3、定位块安装槽A1-4、下模板大废料出孔1-5、定位块安装槽B1-6、定位块连接螺纹孔B1-7、模具安装孔1-8、下垫板连接螺纹孔1-9,4个定位块连接螺纹孔A1-3呈前后对称分布,2个定位块安装槽A1-4呈前后对称分布,2个定位块安装槽B1-6呈左右对称分布,4个定位块连接螺纹孔B1-7呈左右对称分布;下模板1的定位块安装槽A1-4内放置了定位块18,定位块18包括下模板连接螺栓孔B18-1,定位块连接螺纹孔A1-3和下模板连接螺栓孔B18-1通过定位块紧固螺钉19紧固在一起,定位块安装槽B1-6内放置了定位块18,定位块连接螺纹孔B1-7和下模板连接螺栓孔B18-1通过定位块紧固螺钉19紧固在一起。
如图5~6所示,下垫板2包括下垫板上表面2-1、下模板连接螺栓孔A2-2、凹模连接螺纹孔2-3、凹模定位销孔A12-4、内圆柱面2-5、下垫板小废料出孔2-6、下垫板大废料出孔2-7、下垫板定位槽A2-8、下垫板定位槽B2-9、下垫板下表面2-10,4个凹模连接螺纹孔2-3呈圆周分布,2个下垫板定位槽A2-8呈前后对称,2个下垫板定位槽B2-9呈左右对称;下垫板2的下垫板下表面2-10和下模板上表面1-1贴合,下垫板定位槽A2-8和下模板1中的定位块安装槽A1-4中安装的定位块18配合,下垫板定位槽B2-9和下模板1中的定位块安装槽B1-6中安装的定位块18配合,下垫板小废料出孔2-6和下模板小废料出孔1-2对齐,下垫板大废料出孔2-7和下模板大废料出孔1-5对齐,下模板连接螺栓孔A2-2和下垫板连接螺纹孔1-9通过下垫板紧固螺钉20紧固在一起。
如图7~8所示,凹模4包括下垫板连接螺栓孔4-1、凹模外圆柱面4-2、凹模下表面4-3、凹模大废料出孔4-4、凹模定位销孔A24-5、凹模小废料出孔4-6,4个下垫板连接螺栓孔4-1呈圆周分布;凹模外圆柱面4-2和内圆柱面2-5配合,凹模下表面4-3和下垫板上表面2-1贴合,凹模定位销孔A24-5和凹模定位销孔A12-4通过凹模定位销3连接,下垫板连接螺栓孔4-1和凹模连接螺纹孔2-3通过凹模紧固螺钉17紧固在一起,凹模小废料出孔4-6和下垫板小废料出孔2-6对齐,凹模大废料出孔4-4和下垫板大废料出孔2-7对齐。
如图9~10所示,退料板5包括退料板上表面5-1、小冲头出孔5-2、大冲头出孔5-3、退料板固定孔5-4,6个退料板固定孔5-4呈圆周分布。
如图11~13所示,上垫板8包括上垫板内圆柱面8-1、上垫板下表面8-2、卸料螺钉安装孔8-3、固定板定位销孔A18-4、上垫板上表面8-5、上垫板定位销孔A18-6、上模板连接螺栓孔8-7、固定板连接螺纹孔8-8,6个卸料螺钉安装孔8-3呈圆周分布、2个上垫板定位销孔A18-6呈上下对称分布;上模板10包括上模板下表面10-1、上垫板定位销孔A210-2、上垫板连接螺纹孔10-3、上模安装孔10-4,2个上垫板定位销孔A210-2呈上下对称分布;上垫板上表面8-5和上模板下表面10-1贴合,上垫板定位销孔A18-6和上垫板定位销孔A210-2通过上垫板定位销9连接,上模板连接螺栓孔8-7和上垫板连接螺纹孔10-3通过上垫板紧固螺钉14紧固在一起。
如图14~15所示,固定板11包括固定板上表面11-1、小冲头固定面A111-2、小冲头固定面B111-3、大冲头固定面A111-4、大冲头固定面B111-5、固定板定位销孔A211-6、固定板外圆柱面11-7、上垫板连接螺栓孔11-8、弹簧安装孔11-9,6个弹簧安装孔11-9呈圆周分布;固定板外圆柱面11-7和上垫板内圆柱面8-1配合,固定板上表面11-1和上垫板下表面8-2贴合,固定板定位销孔A211-6和固定板定位销孔A18-4通过固定板定位销15连接,上垫板连接螺栓孔11-8和固定板连接螺纹孔8-8通过固定板紧固螺钉16紧固在一起;弹簧安装孔11-9和退料板上表面5-1与上垫板下表面8-2构成的空间内放置有弹簧7。
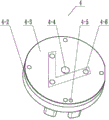
如图16所示,大冲头12包括大冲头固定面A212-1、大冲头固定面B212-2;大冲头固定面A212-1和大冲头固定面A111-4配合,大冲头固定面B212-2和大冲头固定面B111-5贴合。
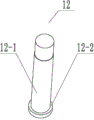
如图17所示,小冲头13包括小冲头固定面A213-1、小冲头固定面B213-2、小冲头圆角13-3,小冲头圆角13-3的半径为R,其中R的范围为0.2 mm~0.8 mm,本方案采用的是R=0.5mm;小冲头固定面A213-1和小冲头固定面A111-2配合,小冲头固定面B213-2和小冲头固定面B111-3贴合;小冲头出孔5-2和小冲头固定面A213-1配合,大冲头出孔5-3和大冲头固定面A212-1配合;退料板固定孔5-4和卸料螺钉安装孔8-3通过卸料螺钉6连接在一起。
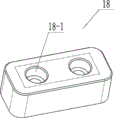
如图18所示,定位块18包括下模板连接螺栓孔B18-1。
如图19所示,冲孔的断面特征主要分为两段:
1.光亮带:产生于塑性变形阶段,断面较光洁平整,是质量最佳的一段。
2.断裂带:撕裂造成的,表面粗糙而且无光泽,并带有锥度。
如图20所示,根据冲裁的原理,冲孔过程中材料分离过程可分为三个阶段:
1.弹性变形阶段:冲头刚接触材料,材料发生弹性变形,冲头略微挤入到材料内,材料的另一面也略微挤入凹模刃口内,外力去掉后,材料能恢复原状;
2.塑性变形阶段:冲头下行压力不断增大,当冲头施加的作用力超出材料的强度极限时,工件发生塑形变形直到出现微裂纹;
3.断裂分离阶段:冲头继续下行,压力增大,微裂纹扩展、重合,产生粗糙的断裂带,冲头继续下降,将冲孔废料挤出凹模废料出孔,冲头回升后完成整个冲孔过程;
如图21所示,通常冲孔用的冲头端面和侧面之间为直角连接,这个直角即为刃口,刃口非常锋利,在冲孔过程中,被冲的材料在直角位置产生应力集中,最终在直角位置撕裂,该实用新型中的小冲头的头部用圆角代替了直角,圆角的半径为R,其取值范围为0.2mm~0.8 mm,本方案采用的R=0.5 mm,带有圆角的冲头,在冲孔的塑形变形阶段,材料与冲头接触部位的应力分布发生了变化,应力由原来的集中在直角位置,变成了分布在整个圆弧上,降低了应力集中的程度,推迟了断裂带的产生,从而增加了光亮带长度。
本实用新型所述的一种可增加减震器上盖光亮带长度的冲孔模具需要和其它设备配套使用,其工作过程如下所述:
如图2所示,下模板1、下垫板2、凹模定位销3、凹模4、凹模紧固螺钉17、定位块18、定位块紧固螺钉19、下垫板紧固螺钉20组成下模;如图3所示,退料板5、卸料螺钉6、弹簧7、上垫板8、上垫板定位销9、上模板10、固定板11、大冲头12、小冲头13、上垫板紧固螺钉14、固定板定位销15、固定板紧固螺钉16组成上模。下模板1通过模具安装孔1-8固定在压力机的台面上,上模板10通过上模安装孔10-4固定在压力机的滑块上,将锻造后的工件放在凹模4上,工作时压力机滑块下行带动上模板10上的大冲头12和小冲头13向下运动到所需要的位置,在工件上冲出所需的孔,退料板5在工件的作用下上行,弹簧7在退料板5的作用下被压缩,压力机滑块带动上模板10上升,大冲头12和小冲头13在上模板的带动下上升,弹簧7在复位的过程中推动退料板5下行,退料板5将工件从大冲头12和小冲头13上推下,取走冲孔后的工件,一次冲裁过程结束。
Claims (9)
1.一种可增加减震器上盖光亮带长度的冲孔模具,其特征在于,该冲孔模具由下模板(1)、下垫板(2)、凹模定位销(3)、凹模(4)、退料板(5)、卸料螺钉(6)、弹簧(7)、上垫板(8)、上垫板定位销(9)、上模板(10)、固定板(11)、大冲头(12)、小冲头(13)、上垫板紧固螺钉(14)、固定板定位销(15)、固定板紧固螺钉(16)、凹模紧固螺钉(17)、定位块(18)、定位块紧固螺钉(19)、下垫板紧固螺钉(20)组成。
2.根据权利要求1所述一种可增加减震器上盖光亮带长度的冲孔模具,其特征在于,所述下模板(1)包括下模板上表面(1-1)、下模板小废料出孔(1-2)、定位块连接螺纹孔A(1-3)、定位块安装槽A(1-4)、下模板大废料出孔(1-5)、定位块安装槽B(1-6)、定位块连接螺纹孔B(1-7)、模具安装孔(1-8)、下垫板连接螺纹孔(1-9),4个定位块连接螺纹孔A(1-3)呈前后对称分布、2个定位块安装槽A(1-4)呈前后对称分布、2个定位块安装槽B(1-6)呈左右对称分布、4个定位块连接螺纹孔B(1-7)呈左右对称分布;下模板(1)的定位块安装槽A(1-4)内放置了定位块(18),所述定位块(18)包括下模板连接螺栓孔B(18-1),定位块连接螺纹孔A(1-3)和下模板连接螺栓孔B(18-1)通过定位块紧固螺钉(19)紧固在一起,定位块安装槽B(1-6)内放置了定位块(18),定位块连接螺纹孔B(1-7)和下模板连接螺栓孔B(18-1)通过定位块紧固螺钉(19)紧固在一起。
3.根据权利要求1所述一种可增加减震器上盖光亮带长度的冲孔模具,其特征在于,所述下垫板(2)包括下垫板上表面(2-1)、下模板连接螺栓孔A(2-2)、凹模连接螺纹孔(2-3)、凹模定位销孔A1(2-4)、内圆柱面(2-5)、下垫板小废料出孔(2-6)、下垫板大废料出孔(2-7)、下垫板定位槽A(2-8)、下垫板定位槽B(2-9)、下垫板下表面(2-10),4个凹模连接螺纹孔(2-3)呈圆周分布、2个下垫板定位槽A(2-8)呈前后对称、2个下垫板定位槽B(2-9)呈左右对称;下垫板(2)的下垫板下表面(2-10)和下模板上表面(1-1)贴合,下垫板定位槽A(2-8)和下模板(1)中的定位块安装槽A(1-4)中安装的定位块(18)配合,下垫板定位槽B(2-9)和下模板(1)中的定位块安装槽B(1-6)中安装的定位块(18)配合,下垫板小废料出孔(2-6)和下模板小废料出孔(1-2)对齐,下垫板大废料出孔(2-7)和下模板大废料出孔(1-5)对齐,下模板连接螺栓孔A(2-2)和下垫板连接螺纹孔(1-9)通过下垫板紧固螺钉(20)紧固在一起。
4.根据权利要求1所述一种可增加减震器上盖光亮带长度的冲孔模具,其特征在于,所述凹模(4)包括下垫板连接螺栓孔(4-1)、凹模外圆柱面(4-2)、凹模下表面(4-3)、凹模大废料出孔(4-4)、凹模定位销孔A2(4-5)、凹模小废料出孔(4-6),4个下垫板连接螺栓孔(4-1)呈圆周分布;凹模外圆柱面(4-2)和内圆柱面(2-5)配合,凹模下表面(4-3)和下垫板上表面(2-1)贴合,凹模定位销孔A2(4-5)和凹模定位销孔A1(2-4)通过凹模定位销(3)连接,下垫板连接螺栓孔(4-1)和凹模连接螺纹孔(2-3)通过凹模紧固螺钉(17)紧固在一起,凹模小废料出孔(4-6)和下垫板小废料出孔(2-6)对齐,凹模大废料出孔(4-4)和下垫板大废料出孔(2-7)对齐。
5.根据权利要求1所述一种可增加减震器上盖光亮带长度的冲孔模具,其特征在于,所述退料板(5)包括退料板上表面(5-1)、小冲头出孔(5-2)、大冲头出孔(5-3)、退料板固定孔(5-4),6个退料板固定孔(5-4)呈圆周分布。
6.根据权利要求1所述一种可增加减震器上盖光亮带长度的冲孔模具,其特征在于,所述上垫板(8)包括上垫板内圆柱面(8-1)、上垫板下表面(8-2)、卸料螺钉安装孔(8-3)、固定板定位销孔A1(8-4)、上垫板上表面(8-5)、上垫板定位销孔A1(8-6)、上模板连接螺栓孔(8-7)、固定板连接螺纹孔(8-8),6个卸料螺钉安装孔(8-3)呈圆周分布、2个上垫板定位销孔A1(8-6)呈上下对称分布;所述上模板(10)包括上模板下表面(10-1)、上垫板定位销孔A2(10-2)、上垫板连接螺纹孔(10-3)、上模安装孔(10-4),2个上垫板定位销孔A2(10-2)呈上下对称分布;上垫板上表面(8-5)和上模板下表面(10-1)贴合,上垫板定位销孔A1(8-6)和上垫板定位销孔A2(10-2)通过上垫板定位销(9)连接,上模板连接螺栓孔(8-7)和上垫板连接螺纹孔(10-3)通过上垫板紧固螺钉(14)紧固在一起。
7.根据权利要求1所述一种可增加减震器上盖光亮带长度的冲孔模具,其特征在于,所述固定板(11)包括固定板上表面(11-1)、小冲头固定面A1(11-2)、小冲头固定面B1(11-3)、大冲头固定面A1(11-4)、大冲头固定面B1(11-5)、固定板定位销孔A2(11-6)、固定板外圆柱面(11-7)、上垫板连接螺栓孔(11-8)、弹簧安装孔(11-9),6个弹簧安装孔(11-9)呈圆周分布;固定板外圆柱面(11-7)和上垫板内圆柱面(8-1)配合,固定板上表面(11-1)和上垫板下表面(8-2)贴合,固定板定位销孔A2(11-6)和固定板定位销孔A1(8-4)通过固定板定位销(15)连接,上垫板连接螺栓孔(11-8)和固定板连接螺纹孔(8-8)通过固定板紧固螺钉(16)紧固在一起;弹簧安装孔(11-9)和退料板上表面(5-1)与上垫板下表面(8-2)构成的空间内放置有弹簧(7)。
8.根据权利要求1所述一种可增加减震器上盖光亮带长度的冲孔模具,其特征在于,所述大冲头(12)包括大冲头固定面A2(12-1)、大冲头固定面B2(12-2);大冲头固定面A2(12-1)和大冲头固定面A1(11-4)配合,大冲头固定面B2(12-2)和大冲头固定面B1(11-5)贴合;所述小冲头(13)包括小冲头固定面A2(13-1)、小冲头固定面B2(13-2)、小冲头圆角(13-3),小冲头固定面A2(13-1)和小冲头固定面A1(11-2)配合,小冲头固定面B2(13-2)和小冲头固定面B1(11-3)贴合;小冲头出孔(5-2)和小冲头固定面A2(13-1)配合,大冲头出孔(5-3)和大冲头固定面A2(12-1)配合;退料板固定孔(5-4)和卸料螺钉安装孔(8-3)通过卸料螺钉(6)连接在一起。
9.根据权利要求8所述一种可增加减震器上盖光亮带长度的冲孔模具,其特征在于,所述小冲头圆角(13-3)的半径为R,其中,R的取值范围为0.2 mm ~0.8 mm。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201921194129.5U CN210435199U (zh) | 2019-07-27 | 2019-07-27 | 一种可增加减震器上盖光亮带长度的冲孔模具 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201921194129.5U CN210435199U (zh) | 2019-07-27 | 2019-07-27 | 一种可增加减震器上盖光亮带长度的冲孔模具 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN210435199U true CN210435199U (zh) | 2020-05-01 |
Family
ID=70406648
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201921194129.5U Active CN210435199U (zh) | 2019-07-27 | 2019-07-27 | 一种可增加减震器上盖光亮带长度的冲孔模具 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN210435199U (zh) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114055559A (zh) * | 2021-11-08 | 2022-02-18 | 阜城县东方模具厂 | 一种多微孔自润滑冲孔模具 |
-
2019
- 2019-07-27 CN CN201921194129.5U patent/CN210435199U/zh active Active
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114055559A (zh) * | 2021-11-08 | 2022-02-18 | 阜城县东方模具厂 | 一种多微孔自润滑冲孔模具 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN203459551U (zh) | 多工序复合拉深模 | |
| CN107243548B (zh) | 左右制动踏板支架板级进模 | |
| CN201186326Y (zh) | 复合冲压模具 | |
| CN109248956B (zh) | 一种汽车驱动后桥制动支架浮动悬臂式冲孔模具及冲孔工艺 | |
| CN113172157A (zh) | 一种用于加工件的精密锻压模具 | |
| CN210435199U (zh) | 一种可增加减震器上盖光亮带长度的冲孔模具 | |
| CN212190829U (zh) | 一种法兰冲孔模具 | |
| CN110180933B (zh) | 一种多工位自动化冲床 | |
| CN216324431U (zh) | 一种双离合变速箱连接器部件生产用多工位冲压装置 | |
| CN212469423U (zh) | 一种新型冲孔铆接设备 | |
| CN213317202U (zh) | 一种车轮轮辐拉伸加工模具 | |
| CN201338051Y (zh) | 一种窄槽旋转体内孔胀形、整型模具 | |
| CN208261768U (zh) | 一种齿轮锻造的无飞边锻压装置 | |
| CN108856519B (zh) | 一种汽车左右门槛后部连接板侧冲孔修边模具 | |
| CN203076406U (zh) | 隔热挡板落料冲孔模具 | |
| CN109013832A (zh) | 一种拼镶结构的汽车零件冲裁模具 | |
| CN217798300U (zh) | 一种压铆螺栓的翻孔模具 | |
| CN217166061U (zh) | 一种汽车金属冲压件的冲孔模具 | |
| CN216397902U (zh) | 一种高精度高光亮带精密冲落模 | |
| CN210435196U (zh) | 一种冲孔铆接一体式模具 | |
| CN218798491U (zh) | 一种机械加工冲压组件 | |
| CN202824341U (zh) | 汽车减震器弹簧上座安装孔冲压加工模具 | |
| CN221473252U (zh) | 一种铝件盖板凸台挤压成型模具 | |
| CN214683746U (zh) | 冲裁模具 | |
| CN108994145A (zh) | 一种大型覆盖件切边模具 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant |