CN210014603U - 陶瓷泥料微波热风联合烘干设备 - Google Patents
陶瓷泥料微波热风联合烘干设备 Download PDFInfo
- Publication number
- CN210014603U CN210014603U CN201920876693.9U CN201920876693U CN210014603U CN 210014603 U CN210014603 U CN 210014603U CN 201920876693 U CN201920876693 U CN 201920876693U CN 210014603 U CN210014603 U CN 210014603U
- Authority
- CN
- China
- Prior art keywords
- hot air
- microwave
- box body
- drying
- ceramic pug
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images



Landscapes
- Drying Of Solid Materials (AREA)
Abstract
本实用新型涉及陶瓷粉料制备技术领域,特别是一种陶瓷泥料微波热风联合烘干设备;包括干燥箱体、输送装置、热风输送管道、排湿总管道、若干个排湿风机和若干个循环风机;干燥箱体包括上箱体和下箱体,上箱体的内部设置有多个微波发生器,下箱体被分隔板分隔成前后两部分,前部为热风腔体,后部为干燥腔体;输送装置安装在干燥腔体中;送料带的落料端位于输送装置进料端的上方;在上箱体,陶瓷泥料受微波和热风共同加热,在干燥腔体内热风继续烘干经微波整体加热后的陶瓷泥料,因此,整个干燥过程用时短、效率高、耗能低,另外干燥腔体的下方还设置一换热器,用于对窑炉热风进行热交换。
Description
技术领域
本实用新型涉及陶瓷粉料制备技术领域,特别是一种陶瓷泥料微波热风联合烘干设备。
背景技术
陶瓷行业是一个高能耗、高污染的行业。生产中用于粉料制备的喷雾干燥塔是热能消耗及转换的主要设备,其能耗占生产总成本的35%以上。
传统的陶瓷粉料生产工艺,一般是将含水30%~40%的陶瓷泥浆,经柱塞泵加压由符合孔径要求的喷枪雾化喷入喷雾干燥塔,同时经热风炉燃烧产生的高温热空气(炉内800℃~1050℃)进入喷雾干燥塔,在喷雾干燥塔内快速流动的热空气与雾化的泥浆小液滴充分接触,迅速带走泥浆小液滴中的水分,水分与其中的废气一并被负压引风机抽走,蒸发了水分的泥浆液滴变成陶瓷粉料颗粒,其水分含量由热风炉炉内温度和负压引风机的排风量而定,一般可控制在5%~10%。
传统的陶瓷粉料生产工艺存在以下缺陷:
1、为喷雾干燥塔提供热源的热风炉,其燃料大多为水煤浆或煤粉,燃烧后产生的烟气是含硫、多尘、高湿度的烟气,其产生污染物的数量大,污染物环保处理费用高;
2、能耗大。
因此,采用传统陶瓷粉料生产工艺进行生产时,能耗大、污染严重、生产成本高。
为解决利用喷雾干燥塔对陶瓷泥浆进行干燥,带来的上述问题,我们研发了新的陶瓷粉料生产工艺,该工艺先把陶瓷泥浆通过压滤机制成方形滤饼,再把滤饼破碎成陶瓷泥料,然后再利用窑炉余热和/或热风机的热风对陶瓷泥料进行烘干,最后再把陶瓷泥料破碎成陶瓷颗粒,从而解决了传统工艺采用喷雾干燥塔带来的高能耗、高污染的问题。
实用新型内容
为了对陶瓷泥料进行烘干,减少陶瓷泥料的干燥时间,提高干燥效率,我们研发一种陶瓷泥料微波热风联合烘干设备,该设备能把含水量为18%~25%陶瓷泥料烘干成含水量为7%~10%陶瓷泥料,且干燥过程耗时更短。
为达到上述功能,本实用新型提供的技术方案是:
一种陶瓷泥料微波热风联合烘干设备,包括干燥箱体、输送装置、热风输送管道、排湿总管道、若干个排湿风机和若干个循环风机;
所述干燥箱体包括上箱体和下箱体,所述上箱体固定安装在所述下箱体的上部;
沿着所述上箱体的长度方向,在所述上箱体的顶部设置有若干个抽湿口,在内部设置有多个微波发生器,在底部贯穿设置有送料带;通过排湿分管道连接所述抽湿口和所述排湿总管道,所述排湿风机设置在所述排湿分管道上;
所述下箱体被分隔板分隔成前后两部分,前部为热风腔体,后部为干燥腔体;沿着所述输送装置的输送方向,所述分隔板的上部和下部分别均匀开设有多个热风通孔;所述热风腔体的上部均匀开设有多个热风进口,所述热风进口分别与热风输送管道的一端相连通,所述干燥腔体的顶部均匀开设有多个连通所述上箱体和所述下箱体的连通口;
所述输送装置安装在所述干燥腔体中;所述送料带的落料端位于所述输送装置进料端的上方;所述循环风机均匀设置在所述干燥腔体的顶部。
优选地,陶瓷泥料微波热风联合烘干设备还包括一换热器,所述换热器的干净热风出口与所述热风腔体相连通。
优选地,沿着所述上箱体的长度方向,在所述上箱体的内部设置有多个微波加热箱,每个微波加热箱内安装有至少一个所述微波发生器。
优选地,所述输送装置包括若干条输送带,输送带从上到下依次设置在干燥腔体内,输送带的一端为进料端,另一端为落料端,每条输送带的落料端和进料端分别设置有主动轮和从动轮,主动轮固定安装在电机的输出轴上并由电机驱动转动,所述主动轮带动所述输送带旋转。
优选地,所述送料带的落料端的下方设置有落料斗。
优选地,所述排湿风机和抽湿分管道之间设置有调节阀。
优选地,所述排湿总管道的湿热风出口通过管道与所述换热器的余热风进口相连接。
优选地,所述输送带的数量为4条,4条输送带为3条链条式网带和1条输送皮带,其中输送皮带设置在最下层。
优选地,上部的热风通孔位于最上层链条式网带的上方,下部的热风通孔位于最下层的链条式网带和输送皮带之间。
优选地,所述干燥腔体上位于所述输送带的落料端的尾部倾斜设置有挡料板。
优选地,沿着链条式网带的输送方向,每条链条式网带的上方还均匀设置有多根搅料棒,每根搅料棒上沿着圆周方向均匀设置有多片条状搅料片。
优选地,所述陶瓷泥料微波热风联合烘干设备还包括一摆动布料机,所述摆动布料机的布料斗位于所述送料带的进料端的上方。
本实用新型的有益效果在于:
1、通过设置上箱体并在上箱体内设置微波发生器,微波发生器产生微波,微波对位于上箱体内的呈团状或块状的陶瓷泥料进行加热,因为微波加热是对陶瓷泥料进行整体加热,所以陶瓷泥料的内部也同时被加热,整个陶瓷泥料受热均匀,有利于陶瓷泥料内部水分的排出且其升温速度快、烘干效率高;
2、热风经热风腔体并通过分隔板上、下两排热风通孔在循环风机的作用下,在干燥腔体内上下循环,从而保证热风与陶瓷泥料的充分接触,干燥的热风逐渐带走陶瓷泥料上的水分后,变成温度较低的湿热风,再经抽湿风机排入排湿总管道,陶瓷泥料经过干燥箱体烘干后,其含水最降为7%~10%,并通过输送装置输送出干燥箱体外;这一干燥过程由于主要采用窑炉余热,因此能耗小、成本低;另外这一干燥过程中,由于陶瓷泥料整体已经先被微波加热,因此其内部水分排出速度更快,干燥时间短;
3、上箱体和下箱体之间设置有多个连通口,因此抽湿风机在排湿风的过程中,湿热风会进入上箱体内,充满整个上箱体并对位于上箱体内的陶瓷泥料进行加热,充分利用了热风的余量,提高了热风的使用效率;另外位于上箱体内的陶瓷泥料受微波和热风的共同作用,有利于缩短干燥时间;
4、本实用新型在利用窑炉热风时,通过设置换热器把带有有害物质的窑炉热风中的热量交换到干净的空气中,得到干净热风,干净热风再通过热风腔体,进入干燥腔体内对陶瓷泥料进行干燥,从而减少有害气体对工作场所的污染;
5、通过换热器对排湿总管道排出的湿热风中的余留热量再利用,从而减少热量浪费、节约成本。
附图说明
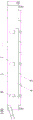
图1为实施例一的结构示意图;
图2为图1的局部剖视图;
图3为图1的俯视图;
图4为微波加热箱的结构示意图;
图5为实施例二的结构示意图;
图6为图5的局部剖视图;
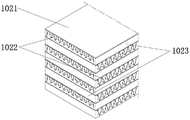
图7为换热主体的结构示意图。
具体实施方式
下面结合附图1至附图7对本实用新型作进一步阐述:
图1至附图3所示的是本实施例采用的一种陶瓷泥料微波热风联合烘干设备,它包括干燥箱体1、输送装置2、热风输送管道3、排湿总管道4、排湿风机5和循环风机6。
干燥箱体1包括上箱体11和下箱体12,上箱体11固定安装在下箱体12的顶部;在本实施例中上箱体11和下箱体12呈长方体形,采用金属,如不锈钢板焊接而成,上箱体11和下箱体12长约20m,宽约2.5m,其中上箱体11的高度约为1.5m,下箱体12的高度约为3.5m。
沿着上箱体11的长度方向,一条送料带20贯穿设置在上箱体11的底部,送料带20的前方和后方分别为进料端和落料端,在本实施例中,进料端和落料端分别位于上箱体11的外部,其中落料端和进料端分别设置有主动轮和从动轮,主动轮固定安装在电机的输出轴上并由电机驱动转动,从而带动陶瓷泥料从进料端输送到落料端。干燥箱体1的左方设置有一摆动布料机100,摆动布料机100的布料斗位于送料带20的进料端的上方。
在上箱体11内部沿着送料带20的送料方向均匀设置有多个微波发生器30。在本实施例中,为了方便组装,上箱体11的内部串联设置有14个微波加热箱40,每个微波加热箱40内安装有一个微波发生器30,微波发生器30产生微波,再通过波导管和搅拌器50使微波较均匀分布在微波加热箱40的内腔中。如图4所示,微波加热箱40的箱体的主体为长方体形,屋顶呈直四棱柱形,微波发生器30设置在箱体401的后侧壁,搅拌器50设置在箱体401的内腔的顶部。微波发生器30、波导管和搅拌器50为现有产品,其安装方式及工作原理与现有的微波炉上相同部件类似,我们不再进行详述。
先对陶瓷泥料进行微波加热解决了热风对陶瓷泥料加热存在的问题,即热风对陶瓷泥料的加热是表面热,但泥料的内部很难热,因此会造成泥料的表面干燥,但内部不干,另外,表面干结后会形成一层保护层,阻隔了泥料内部水分的排出,使整个干燥的过程花费时间长。微波加热是对陶瓷泥料进行整体加热,所以陶瓷泥料的内部也同时被加热,整个陶瓷泥料受热均匀,有利于陶瓷泥料内部水分的排出且其升温速度快、烘干效率高。
下箱体12被分隔板123分隔成前后两部分,前部为热风腔体121,后部为干燥腔体122。输送装置2安装在干燥腔体122中,在本实施例中,输送装置2包括4条输送带,4条输送带从上到下依次设置在干燥腔体122内,输送带的一端为进料端,另一端为落料端,每条输送带的落料端和进料端分别设置有主动轮和从动轮,主动轮固定安装在电机的输出轴上并由电机驱动转动,主动轮带动输送带转动。4条输送带为3条链条式网带和1条输送皮带,其中输送皮带设置在最下层。
送料带20的落料端位于最上层的链条式网带的进料端的正上方;为了保证送料带20上的陶瓷泥料能准确落入最上层的链条式网带的进料端上,在送料带20的落料端的下方设置有落料斗60,落料斗60呈倒锥台形且位于最上层的链条式网带的进料端的上方。在干燥腔体122上,输送带的落料端的尾部倾斜设置有挡料板1221,从而保证陶瓷泥料从上一层的落料端完全掉落至下一层的进料端上。
沿着输送带的输送方向,热风腔体121与干燥腔体122的分隔板123的上部和下部分别均匀开设有多个热风通孔1231,上部的热风通孔1231位于最上层链条式网带的上方,下部的热风通孔1231位于最下层的链条式网带和输送皮带之间;热风腔体121的上部均匀开设有多个热风进口1211,热风进口1211分别与热风输送管道3的一端相连通。热风输送管道3的另一端分别与窑炉的排气管的出风口和热风机和出风口相连通,热风输送管道3的中部设置有鼓风机。在使用的过程中,通过鼓风机把窑炉余热(温度约200℃~400℃)或热风机产生的热风送入下箱体12的热风腔体121内,并保持干燥腔体122内的温度介于80~250℃之间。干燥腔体122内的温度可通过在干燥腔体122内设置温度传感器来进行检测,并通过控制鼓风机的启停或转速来控制,在本技术领域,这些是常用的技术手段,在此不对其原理进行赘述。
干燥腔体122的顶部的中间沿着输送带的输送方向均匀设置有若干个循环风机6,通过循环风机6使热风腔体121内的热风在干燥腔体122内循环流动。
干燥腔体122的顶部在远离热风进口1211的一端沿着输送带的输送方向均匀开设有多个连通上箱体11和下箱体12的连通口。在本实施例中,干燥腔体122上开设有14个连通口,每个微波加热箱40对应一个连通口,微波加热箱40的箱体401的底部对应连通口开设有相应的通孔4011,顶部开设有排湿口4012。干燥腔体122内的湿热风通过连通口、通孔4011进入微波加热箱40的箱体401,再经排湿口4012进入上箱体11中。在上箱体11中,微波和湿热风同时对陶瓷泥料进行加热。
上箱体11的顶部设置有若干个抽湿口,在本实施例中,共设有9个抽湿口,每3个抽湿口为一组通过抽湿分管道7连接,每一抽湿分管道7再分别通过排湿风机5与排湿总管道4连通,通过排湿风机5把干燥腔体122和上箱体11内的湿热风抽走。排湿风机5和抽湿分管道7之间设置有调节阀8,通过调节阀8调节出风量,从而调节抽湿速度。在实际使用中,我们可以在干燥腔体122的中部设置湿度传感器,从而实时了解干燥腔体122内的湿度情况,当腔内的湿度不符合要求时,我们可以通过启停排湿风机5或调节调节阀8的开度调节抽湿速度。
为使陶瓷泥料更均匀地受热,沿着输送带的输送方向,每条链条式网带的上方还均匀设置有3根搅料棒9,每根搅料棒9上沿着圆周方向均匀设置有多片条状搅料片,搅料棒由电机驱动旋转。小泥料沿着链条式网带被输送到搅料棒9下方时,旋转的搅料片翻动链条式网带上方的陶瓷泥料,从而使陶瓷泥料受热更均匀,保证小泥料整体被均匀干燥。
另外,为了防止不符合安全要求的微波泄漏到公共环境中,我们在送料带20的送料端和落料端靠近上箱体11处分别安装有微波抑制器70。
使用时,陶瓷泥料通过摆动布料机100均匀地洒落在送料带20的进料端的前端,陶瓷泥料被送料带20送入上箱体11中,在缓慢通过上箱体11的过程中进行微波和湿热风联合加热干燥,最后从送料带20的落料端下落至最上层的链条式网带的进料端上,进入干燥腔体122中,并沿着链条式网带从进料端移至落料端,再从落料端下落至下一层链条式网带的进料端上,如此往复向下,最终干燥后的干燥泥块通过输送皮带输送出下箱体12,在这个过程中窑炉余热或热风机产生的热风通过鼓风机进入热风输送管道3内,再经热风腔体121并通过分隔板123的上、下两排热风通孔1231在循环风机6的作用下,在干燥腔体122内上下循环,从而保证热风与陶瓷泥料的充分接触,干燥的热风逐渐带走陶瓷泥料上的水分后,变成温度较低的湿热风(温度约为60℃~80℃),湿热风在排湿风机5的作用下,通过连通口从干燥腔体122进入微波加热箱40中,对位于微波加热箱40中的陶瓷泥料进行加热,充分利用湿热风的热量,最后湿热风再经排湿口4012、抽湿口排入排湿总管道4。陶瓷泥料经过本实用新型烘干后,其含水最降为7%~10%,并通过输送皮带输送出下箱体12外。
需要说明的是在说明书中所说的排湿风机5、循环风机6是为了便于描述,按风机在本说明书中的用途命名的,使用时采用市贩品中能实现相关用途的风机即可;摆动布料机100是干燥行业常用的上料设备,其结构参考市贩品即可,在此不对其原理进行赘述。另外,本说明书所提到的电机、各类型风机可与变频器配合使用,从而调节电机、风机的转速来调整送料速度,以及干燥箱体1进风和抽风的速度,以达到较佳的干燥目的。
实施例二:
本实施例是在实施例一的基础上做进一步的优化,具体体现在:
如图5和图6所示,陶瓷泥料微波热风联合烘干设备还包括一换热器10,换热器10包括换热壳体101、换热主体102、余热风进口103、余热风出口104、干净风进口105和干净热风出口106,换热壳体101设置在干燥箱体1的下方,换热主体102设置在换热壳体101内,余热风进口103和余热风出口104分别设置换热壳体101的左右两侧,6个干净风进口105和6个干净热风出口106沿着陶瓷泥料的输送方向均匀的设置在换热壳体101的前侧面和后侧面,干净风进口105的前端设置有鼓风机(图中未示出),在干净热风出口106与热风腔体121相连通。在本实施例中,在干净热风出口106同过管道与热风腔体121的底部相连通。
如图7所示,换热主体102主要包括隔板1021、翅片1022和封条1023,在上、下相邻两隔板1021间放置翅片1022和封条1023构成一夹层,称为通道,将多个夹层根据相邻两翅片1022方向垂直交叉叠置起来,钎焊成一整体便形成换热主体102。再把换热主体102配以必要的封头、接管、支撑、导流板等与换热主体102、余热风进口103、余热风出口104、干净风进口105和干净热风出口106组装在一起就得到了板翅式换热器10。在实际使用的过程中,我们也可以根据需要采用其他款式的现有的换热器,如套管式换热器。
排湿总管道4的湿热风出口通过管道与余热风进口103相连接。在本实施例中,我们采用两进一出的Y形管道,管道的出口与余热风进口103相连接,管道的两个进口,一个与窑炉的热风排出管相连接,另一个与排湿总管道4的湿热风出口相连接。湿热风出口排出的湿热风虽然湿度较大不适合直接用与陶瓷泥料接触干燥,但其温度仍然较高可通过换热器10进行热交换得到干净热风,再用干净热风对陶瓷泥料进行干燥。
使用时,窑炉热风、湿热风接入换热器10,经过热交换得到干净热风,干净热风进入热风腔体121内,或者干净热风和热风机产生的热风同时进入热风腔体121内混合,再进入干燥腔体122内对陶瓷泥料进行干燥。在实际使用过程中,当窑炉热风足够时,我们就单独采用窑炉热风对陶瓷泥料进行烘干;当窑炉热风不足时,采用窑炉热风和热风机热风混合对陶瓷泥料进行烘干。
本实施例二相对实施例一具有更好的技术效果:
1、窑炉热风通过换热器的热交换得到用于干燥陶瓷泥料的干净热风,干净热风不包含窑炉热风中含有的有害气体,有利于保护工作场所的环境以及操作人员的身体健康;
2、在本实施例中,湿热风能够再次利用,减少热量浪费。
以上所述实施例,只是本实用新型的较佳实例,并非来限制本实用新型的实施范围,故凡依本实用新型申请专利范围所述的构造、特征及原理所做的等效变化或修饰,均应包括于本实用新型专利申请范围内。
Claims (12)
1.一种陶瓷泥料微波热风联合烘干设备,其特征在于:包括干燥箱体、输送装置、热风输送管道、排湿总管道、若干个排湿风机和若干个循环风机;
所述干燥箱体包括上箱体和下箱体,所述上箱体固定安装在所述下箱体的上方;
沿着所述上箱体的长度方向,在所述上箱体的顶部设置有若干个抽湿口,在内部设置有多个微波发生器,在底部贯穿设置有送料带;通过排湿分管道连接所述抽湿口和所述排湿总管道,所述排湿风机设置在所述排湿分管道上;
所述下箱体被分隔板分隔成前后两部分,前部为热风腔体,后部为干燥腔体;沿着所述输送装置的输送方向,所述分隔板的上部和下部分别均匀开设有多个热风通孔;所述热风腔体的上部均匀开设有多个热风进口,所述热风进口分别与热风输送管道的一端相连通,所述干燥腔体的顶部均匀开设有多个连通所述上箱体和所述下箱体的连通口;
所述输送装置安装在所述干燥腔体中;所述送料带的落料端位于所述输送装置进料端的上方;所述循环风机均匀设置在所述干燥腔体的顶部。
2.如权利要求1所述的陶瓷泥料微波热风联合烘干设备,其特征在于:沿着所述上箱体的长度方向,在所述上箱体的内部设置有多个微波加热箱,每个微波加热箱内安装有至少一个所述微波发生器。
3.如权利要求1所述的陶瓷泥料微波热风联合烘干设备,其特征在于:所述输送装置包括若干条输送带,输送带从上到下依次设置在干燥腔体内,输送带的一端为进料端,另一端为落料端,每条输送带的落料端和进料端分别设置有主动轮和从动轮,主动轮固定安装在电机的输出轴上并由电机驱动转动,所述主动轮带动所述输送带转动。
4.如权利要求1所述的陶瓷泥料微波热风联合烘干设备,其特征在于:所述送料带的落料端的下方设置有落料斗。
5.如权利要求1所述的陶瓷泥料微波热风联合烘干设备,其特征在于:所述排湿风机和抽湿分管道之间设置有调节阀。
6.如权利要求1至5任意一项所述的陶瓷泥料微波热风联合烘干设备,其特征在于:陶瓷泥料微波热风联合烘干设备还包括一换热器,所述换热器的干净热风出口与所述热风腔体相连通。
7.如权利要求6所述的陶瓷泥料微波热风联合烘干设备,其特征在于:所述排湿总管道的湿热风出口通过管道与所述换热器的余热风进口相连接。
8.如权利要求3所述的陶瓷泥料微波热风联合烘干设备,其特征在于:所述输送带的数量为4条,4条输送带为3条链条式网带和1条输送皮带,其中输送皮带设置在最下层。
9.如权利要求8所述的陶瓷泥料微波热风联合烘干设备,其特征在于:上部的热风通孔位于最上层链条式网带的上方,下部的热风通孔位于最下层的链条式网带和输送皮带之间。
10.如权利要求3、8或9所述的陶瓷泥料微波热风联合烘干设备,其特征在于:所述干燥腔体上位于所述输送带的落料端的尾部倾斜设置有挡料板。
11.如权利要求8或9所述的陶瓷泥料微波热风联合烘干设备,其特征在于:沿着链条式网带的输送方向,每条链条式网带的上方还均匀设置有多根搅料棒,每根搅料棒上沿着圆周方向均匀设置有多片条状搅料片。
12.如权利要求1至5任意一项所述的陶瓷泥料微波热风联合烘干设备,其特征在于:所述陶瓷泥料微波热风联合烘干设备还包括一摆动布料机,所述摆动布料机的布料斗位于所述送料带的进料端的上方。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201920876693.9U CN210014603U (zh) | 2019-06-11 | 2019-06-11 | 陶瓷泥料微波热风联合烘干设备 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201920876693.9U CN210014603U (zh) | 2019-06-11 | 2019-06-11 | 陶瓷泥料微波热风联合烘干设备 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN210014603U true CN210014603U (zh) | 2020-02-04 |
Family
ID=69318904
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201920876693.9U Active CN210014603U (zh) | 2019-06-11 | 2019-06-11 | 陶瓷泥料微波热风联合烘干设备 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN210014603U (zh) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110108095A (zh) * | 2019-06-11 | 2019-08-09 | 佛山市蓝之鲸科技有限公司 | 陶瓷泥料微波热风联合烘干设备 |
-
2019
- 2019-06-11 CN CN201920876693.9U patent/CN210014603U/zh active Active
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110108095A (zh) * | 2019-06-11 | 2019-08-09 | 佛山市蓝之鲸科技有限公司 | 陶瓷泥料微波热风联合烘干设备 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN201680685U (zh) | 烘干机 | |
| CN204202320U (zh) | 一种新型颗粒干燥装置 | |
| WO2018121321A1 (zh) | 一种链式刮板干燥装置 | |
| WO2023035588A1 (zh) | 高效节能型泥料干燥设备 | |
| CN110108095A (zh) | 陶瓷泥料微波热风联合烘干设备 | |
| CN210014603U (zh) | 陶瓷泥料微波热风联合烘干设备 | |
| CN207487367U (zh) | 一种粮食加工用预热式烘干装置 | |
| CN206959529U (zh) | 一种新型翻板式烘干机 | |
| CN206192079U (zh) | 一种高质量油茶籽烘干装置 | |
| CN204085109U (zh) | 一种热风烘干机 | |
| CN206168739U (zh) | 一种烘干固化设备 | |
| CN203629250U (zh) | 螺旋烘干机 | |
| CN209431793U (zh) | 一种食品添加剂的烘干装置 | |
| CN110579111B (zh) | 一种利用焙烧窑余热的钼精粉烘干系统 | |
| CN207019417U (zh) | 一种矿用高效烘干机 | |
| CN206709569U (zh) | 浆料电加热网带式烘干机 | |
| CN2367988Y (zh) | 刮板流化床烘干机 | |
| CN206399153U (zh) | 一种油茶籽连续热风循环烘干装置 | |
| RU2337288C1 (ru) | Распылительная сушилка | |
| CN213020825U (zh) | 一种饲料生产用烘干机 | |
| CN213835014U (zh) | 一种低温带式污泥干燥装置 | |
| CN104748536A (zh) | 一种陶瓷高温烘干装置 | |
| CN211373133U (zh) | 一种空气能热泵动态烘干设备 | |
| CN209726742U (zh) | 陶瓷泥料烘干设备 | |
| CN106989616A (zh) | 一种生物质颗粒成型机的冷却器 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant |