CN203613409U - 一种热塑性弹性体开边珠人造革 - Google Patents
一种热塑性弹性体开边珠人造革 Download PDFInfo
- Publication number
- CN203613409U CN203613409U CN201320560098.7U CN201320560098U CN203613409U CN 203613409 U CN203613409 U CN 203613409U CN 201320560098 U CN201320560098 U CN 201320560098U CN 203613409 U CN203613409 U CN 203613409U
- Authority
- CN
- China
- Prior art keywords
- thermoplastic elastomer
- artificial leather
- layer
- tpe
- smooth
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images
Abstract
本实用新型提供一种热塑性弹性体开边珠人造革,包含依次设置的基布层,复合压制在基布层上的着色热塑性弹性体层,印刷或辊压在着色热塑性弹性体层上的着色剂层以及复合压制在着色剂层上的热塑性弹性体层。本实用新型提供的热塑性弹性体开边珠人造革,各层之间采用印刷或压合方式连接,不使用溶剂,无重金属加入,不会对环境造成污染。并且本实用新型提供的热塑性弹性体开边珠人造革比起传统的开边珠人造革具有表面光亮如镜、手感效果独特、耐磨、耐刮(划)、无折痕等优良特性。
Description
技术领域
本实用新型涉及开边珠人造革领域,具体地,涉及一种无污染、环保型热塑性弹性体开边珠人造革。
背景技术
开边珠源于动物毛皮去掉松弛的肚腩和四肢部分的头层或二层皮,在其表面黏贴PVC进行修饰而成。开边珠是一种表面光亮如镜,手感舒适,外观漂亮的高档皮革。由于动物毛皮资源紧缺,并且人们越来越重视对动物的保护,因此人们开始用生产人造革的方法对开边珠进行仿制。目前主要采用聚氯乙烯(PVC)、聚氨酯(PU)来制造此产品。这些制造方法生产工序复杂,生产过程产生大量废气,很难实现清洁化生产,并且会造成严重的污染后果。
实用新型内容
针对现有技术的不足,本实用新型的目的是提供一种无污染的、环保型开边珠人造革。所采用的技术方案为一种热塑性弹性体开边珠人造革,包含依次设置的基布层,复合压制在基布层上的着色热塑性弹性体层,印刷或辊压在着色热塑性弹性体层上的着色剂层以及复合压制在着色剂层上的热塑性弹性体层。
进一步地,所述的基布为机织布或超纤布。
进一步地,所述着色热塑性弹性体层由着色剂与热塑性弹性体的混合物形成。
进一步地,所述的热塑性弹性体是由热塑性聚氨酯弹性体TPU、热塑性橡胶TPR、聚烯烃弹性体POE及热塑性硫化橡胶TPV中的一种或者几种混合配制而成,所述着色剂是由染料所制成的母粒或色粉。
进一步地,所述着色剂层具有印刷或辊压的花色或纹络。
进一步地,所述着色剂层由染料所制成的母粒或色粉形成。
进一步地,所述的热塑性弹性体层由热塑性聚氨酯弹性体TPU形成。
采用上述技术方案,本实用新型提供的热塑性弹性体开边珠人造革,各层之间采用压合方式连接,不使用溶剂,无重金属加入,不会对环境造成污染。并且本实用新型提供的热塑性弹性体开边珠人造革比起传统的开边珠人造革具有表面光亮如镜、手感效果独特、耐磨、耐刮(划)、无折痕等优良特性。
通过下文的较佳实施例,及结合附图的详细说明,本实用新型的上述和其它目的、特征和优点将更明显易懂。
附图说明
图1为本实用新型结构示意图;
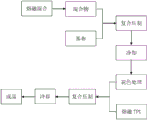
图2为本实用新型生产过程流程图。
具体实施方式
为了使本实用新型的目的、技术方案及优点更加清楚明白,下面结合附图及实施例,对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例仅用于解释本实用新型,并不用于限定本实用新型。
实施例1:一种热塑性弹性体开边珠人造革,其构造如图1所示,包含依次设置的基布层,复合压制在基布层上的着色热塑性弹性体层,印刷或辊压在着色热塑性弹性体层上的着色剂层以及复合压制在着色剂层上的热塑性弹性体层。所述热塑性弹性体开边珠人造革的生产流程如图2所示,依次进行下述步骤:
首先通过烘道对机织布进行预处理;然后将热塑性聚氨酯弹性体(TPU)、热塑性硫化橡胶TPV及聚烯烃弹性体POE,加入着色剂,经过挤压机进行熔融混合,并在一定压力下与经预处理的机织布进行连续复合压制,冷却后制成与机织布一体的初步复合材料;然后采用花辊将着色剂层辊压到上述初步复合材料上,进行花色、纹络处理,制成带有花纹的初级人造革;最后将热塑性聚氨酯弹性体TPU挤压机中加热熔融,并在一定压力下与初级人造革进行连续复合压制,经过冷却,形成一种表面光亮如镜,手感舒适,外观漂亮的环保型开边珠人造革。
所制得的热塑性弹性体开边珠人造革依次具有基布层,着色热塑性弹性体层,着色剂层及热塑性弹性体层。各层之间采用压合方式连接,不使用溶剂,无重金属加入,不会对环境造成污染。并且本实用新型提供的热塑性弹性体开边珠人造革比起传统的开边珠人造革具有表面光亮如镜、手感效果独特、耐磨、耐刮(划)、无折痕等优良特性。
对得到的热塑性弹性体开边珠人造革进行表面亮度实验、手感实验、耐磨度实验、耐刮(划)实验及耐折牢度实验,测试其物理性能,所得结果如表1所示。
实施例2:一种热塑性弹性体开边珠人造革,其构造如图1所示,包含依次设置的基布层,复合压制在基布层上的着色热塑性弹性体层,印刷或辊压在着色热塑性弹性体层上的着色剂层以及复合压制在着色剂层上的热塑性弹性体层。所述热塑性弹性体开边珠人造革的生产流程如图2所示,依次进行下述步骤:
首先通过烘道对超纤布进行预处理;然后将聚氨酯弹性体(TPU)、热塑性硫化橡胶TPV、热塑性橡胶TPR及聚烯烃弹性体POE,加入着色剂,通过挤压机熔融混合,并在一定压力下与经预处理的超纤布进行连续复合压制,冷却后制成与超纤布一体的初步复合材料;然后采用印刷系统将着色剂层印刷到上述初步复合材料上,进行花色、纹络处理,制成带有花纹的初级人造革。最后将热塑性聚氨酯弹性体在挤压机中加热熔融,并在一定压力下与初级人造革进行连续复合压制,经过冷却,形成一种表面光亮如镜,手感舒适,外观漂亮的环保型开边珠人造革。
所制得的热塑性弹性体开边珠人造革依次具有基布层,着色热塑性弹性体层,着色剂层及热塑性弹性体层。各层之间采用印刷或压合方式连接,不使用溶剂,无重金属加入,不会对环境造成污染。并且本实用新型提供的热塑性弹性体开边珠人造革比起传统的开边珠人造革具有表面光亮如镜、手感效果独特、耐磨、耐刮(划)、无折痕等优良特性。
对得到的热塑性弹性体开边珠人造革进行表面亮度实验、手感实验、耐磨度实验、耐刮(划)实验及耐折牢度实验,测试其物理性能,所得结果如表1所示。
表1开边珠人造革参数对比表

上述实施例为本实用新型较佳的实施方式,但本实用新型不受上述实施例的限制。对于本实用新型所属领域的技术人员来说,在不脱离本实用新型构思的前提下,其架构形成能够灵活应变,可以派生系列产品,只是做出简单推演或替换,应当视为属于本实用新型所提交的权利要求书确定的专利保护范围之内。
Claims (6)
1.一种热塑性弹性体开边珠人造革,包含依次设置的基布层,复合压制在基布层上的着色热塑性弹性体层,印刷或辊压在着色热塑性弹性体层上的着色剂层以及复合压制在着色剂层上的热塑性弹性体层。
2.根据权利要求1所述的热塑性弹性体开边珠人造革,其特征在于,所述基布为机织布。
3.根据权利要求1所述的热塑性弹性体开边珠人造革,其特征在于,所述基布为超纤布。
4.根据权利要求1所述的热塑性弹性体开边珠人造革,其特征在于,所述着色剂层具有印刷或辊压的花色或纹络。
5.根据权利要求4所述的热塑性弹性体开边珠人造革,其特征在于,所述着色剂层由染料所制成的母粒或色粉形成。
6.根据权利要求1所述的热塑性弹性体开边珠人造革,其特征在于,所述热塑性弹性体层由热塑性聚氨酯弹性体TPU形成。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201320560098.7U CN203613409U (zh) | 2013-09-10 | 2013-09-10 | 一种热塑性弹性体开边珠人造革 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201320560098.7U CN203613409U (zh) | 2013-09-10 | 2013-09-10 | 一种热塑性弹性体开边珠人造革 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN203613409U true CN203613409U (zh) | 2014-05-28 |
Family
ID=50766065
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201320560098.7U Expired - Fee Related CN203613409U (zh) | 2013-09-10 | 2013-09-10 | 一种热塑性弹性体开边珠人造革 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN203613409U (zh) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105970638A (zh) * | 2016-06-23 | 2016-09-28 | 无锡市金五星针纺有限公司 | 一种热塑性弹性体开边珠人造革的制备方法 |
| CN108411643A (zh) * | 2018-03-22 | 2018-08-17 | 中山市广升粘合材料有限公司 | 一种超纤pes合成革及其生产工艺 |
-
2013
- 2013-09-10 CN CN201320560098.7U patent/CN203613409U/zh not_active Expired - Fee Related
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105970638A (zh) * | 2016-06-23 | 2016-09-28 | 无锡市金五星针纺有限公司 | 一种热塑性弹性体开边珠人造革的制备方法 |
| CN108411643A (zh) * | 2018-03-22 | 2018-08-17 | 中山市广升粘合材料有限公司 | 一种超纤pes合成革及其生产工艺 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN100464046C (zh) | 一种pvc弹性卷材地板及其制备方法 | |
| CN102717533B (zh) | 一种环保型户外用tpu沙发革的制备方法 | |
| CN105926308A (zh) | 一种石墨烯改性水性聚氨酯生产合成革的配方及工艺 | |
| CN104691125B (zh) | 一种烫金工艺 | |
| CN104742550A (zh) | 一种防静电增艳织物转移印花烫金的方法 | |
| CN105839426B (zh) | 一种套色合成革及其制备方法 | |
| CN104358385A (zh) | 一种pvc运动卷材地板及制备方法 | |
| CN108951186B (zh) | 一种全水性超细纤维合成革的制造方法 | |
| CN103437193A (zh) | 阻燃环保型汽车内饰材料用tpu合成革的制造方法 | |
| CN104313894A (zh) | 一种海岛超纤pu合成革的制备方法 | |
| CN105671971A (zh) | 一种仿真皮多功能复合呼吸革的制备方法 | |
| CN102021837B (zh) | 一种超细纤维合成革、其制备方法及一种印刷料组合物 | |
| CN203613409U (zh) | 一种热塑性弹性体开边珠人造革 | |
| CN104271824B (zh) | 一种会呼吸的全粒面仿皮的生产方法 | |
| CN103343462B (zh) | 一种纯棉上色剂及其制备方法 | |
| CN109203624B (zh) | 一种全涤植绒面料及其生产工艺 | |
| CN105970638A (zh) | 一种热塑性弹性体开边珠人造革的制备方法 | |
| CN110670375B (zh) | 环保导电型劳保手套合成革 | |
| CN103437198B (zh) | 一种热塑性弹性体开边珠人造革的制备方法 | |
| CN112376284A (zh) | 一种沙发用水性超细纤维绒面合成革 | |
| CN204982511U (zh) | 一种焕彩珠光高亮合成革 | |
| CN106544884A (zh) | 一种仿真皮水性聚氨酯发泡合成革的配方及生产工艺 | |
| CN114438799B (zh) | 一步法制备水性聚氨酯压纹合成革贝斯的工艺 | |
| CN212289338U (zh) | 一种硅胶转印标 | |
| CN106868899A (zh) | 一种pvc喷丝印花地垫的生产工艺 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| CF01 | Termination of patent right due to non-payment of annual fee | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20140528 Termination date: 20160910 |