CN203534378U - 副车架检测工装 - Google Patents
副车架检测工装 Download PDFInfo
- Publication number
- CN203534378U CN203534378U CN201320646299.9U CN201320646299U CN203534378U CN 203534378 U CN203534378 U CN 203534378U CN 201320646299 U CN201320646299 U CN 201320646299U CN 203534378 U CN203534378 U CN 203534378U
- Authority
- CN
- China
- Prior art keywords
- location
- subframe
- installation
- installation station
- plate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images


Abstract
本实用新型涉及汽车的副车架检测领域,特别涉及一种副车架检测工装,工作台上设置四个定位安装工位,四个定位安装工位分别对应副车架的前左、右和后左、右四个基础安装孔,对应于副车架的前左、右或后左、右的两个定位安装工位间的孔间距为可调式,四个定位安装工位中的第一、二、三、四定位安装工位定位面位于设计误差范围内的位置处,副车架上的一个基础安装孔放置在检测工装上的定位安装工位上,然后逐一检测余下的三个基础安装孔的孔间距及安装面是否在设计的误差范围之内,该副车架的检测工装结构简单,检测效率高。
Description
技术领域
本实用新型涉及汽车的副车架检测领域,特别涉及一种副车架检测工装。
背景技术
副车架可以看成是前后车桥的骨架,副车架广泛应用在汽车前驱的独立悬架中,是悬架的重要组成部分。副车架上设置有若干安装孔与汽车悬架中的其他孔通过链接机构连接紧固,一般副车架的整体呈四边形的板状或者框状,副车架上设置有与汽车摆臂配合的四个基础安装孔,分别为前左、前右、后左、后右基础安装孔,而副车架在生产的过程中,由于本省的制造误差,使得副车架上的安装孔与安装孔之间的距离及安装孔与悬架上对应安装孔位贴靠时的定位面都会存在误差,这种误差的范围一般设定在±1mm。
在副车架与悬架的其他部件装配时,首先安装上述的四个基础安装孔,在安装第一个基础安装孔时,是完全可以安装的,安装第二个基础安装孔时,若是与第一个基础安装孔的孔间距的误差超过了设定的误差范围(也就是设定的±1mm),第二个基础安装孔是安装不到悬架对应的安装孔上的,副车架也就是不合格品,若是第二个基础安装孔的定位面的存在误差时,就会与悬架上对应设置的安装孔位偏离,副车架就需要发生一定程度的变形,才可以实现第二个基础安装孔与悬架的安装,若是第三基础安装孔与悬架对应设置的安装孔偏离的误差超过了设定的误差范围,第三个基础安装孔是安装不上的,整个副车架也还是不合格品,若是第三基础安装孔的定位面存在误差,副车架就需要发生一定程度的变形,才可以实现第三个基础安装孔与悬架的安装,第四个基础安装孔安装时,若是存在孔间距的误差,第四个基础安装孔也是安装不上去的,副车架也就是个不合格品;这样整个副车架的四个基础安装孔安 装好了以后,副车架的其他孔位在进行安装时,若是安装孔与悬架对应的安装孔能够对应的上,副车架就可以安装起来,出现了一个安装孔无法安装的情况,整个副车架也就报废了,需要拆卸下来,很费时费力,因此,在副车架与车身悬架安装时,提前对副车架的安装孔进行检测显得尤其重要。
实用新型内容
本实用新型的目的在于提供一种副车架检测工装,可以模拟副车架的实际装配时的状态,初步检测检测副车架的四个基础安装孔是否合格,来提高实际装配的生产效率。
为实现以上目的,本实用新型采用的技术方案为:一种副车架检测工装,工作台上设置四个定位安装工位,四个定位安装工位分别对应副车架的前左、右和后左、右四个基础安装孔,对应于副车架的前左、右或后左、右的两个定位安装工位间的孔间距为可调式,四个定位安装工位中的定位面位于设计误差范围内的位置处。
与现有技术相比,本实用新型存在以下技术效果:副车架上的一个基础安装孔放置在检测工装上的定位安装工位上,然后逐一对剩下的三个基础安装孔进行检测,检测基础安装孔的误差是否在设计的误差范围之内,该副车架的检测工装结构简单,检测效率高。
附图说明
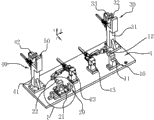
图1是本实用新型的结构示意图;
图2是本实用新型与副车架装配时的示意图;
图3是图1中I局部放大图;
图4是本实用新型的局部结构示意图;
图5是本实用新型的局部结构示意图。
具体实施方式
下面结合图1至图5,对本实用新型做进一步详细叙述:
一种副车架检测工装,工作台1上设置四个定位安装工位10、20、 30、40,四个定位安装工位10、20、30、40分别对应副车架A的前左、右和后左、右四个基础安装孔,对应于副车架A的前左、右或后左、右的两个定位安装工位间的孔间距为可调式(孔间距的调节范围满足设计误差范围),四个定位安装工位10、20、30、40中的定位面位于设计误差范围内的位置处,结合图1所示。
进一步地,结合图1和图2所示,定位安装工位中的第一、二定位安装工位10、20对应于后右、后左基础安装孔,第一定位安装工位10为固定支架、第二定位安装工位20为移动可调支架,第一、二定位安装工位10、20包括定位板11、21及设置在定位板11、21上的定位销12、22。
进一步地,结合图1和图4所示,所述的第四定位安装工位40的定位面侧设置垫块50,垫块50的外露侧的板面位于设计误差范围内的位置处。
更进一步地,所述的第三、第四定位安装工位30、40为固定支架,第三、第四定位安装工位30、40包括定位板31、41,第三定位安装工位30的定位板上设置有定位销32,结合图5所示。
作为本实用新型的一种实施例,为实现第二定位安装工位20与第一定位安装工位10的移动可调,结合图3所示,所述第二定位安装工位20的定位板21设置在工作台1的滑轨2上,滑轨2的限位方向与第一、第二定位安装工位10、20的定位面平行且在定位孔的连线方向上,滑轨2的两端部设置挡块3。
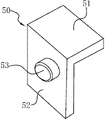
为便于垫块50与第四安装工位40装配与拆卸,结合图4所示,所述垫块50呈垂直的折板状设置,包括第一平板51和第二平板52,第一平板51搭设在所述第四安装工位40的定位板41的端部,第二平板52的板面与第四安装工位40的定位板41的板面贴靠,第二平板52的外侧板面上设置有定位销53。
为能够夹紧定位副车架A的四个基础安装孔,所述的四个定位安装 工位10、20、30、40包括对应设置的夹紧器13、23、33、42,所述夹紧器13、23、33、42的夹紧端部靠近定位板11、21、31、41的定位面侧设置。
副车架检测工装按照如下方式检测副车架A上的四个基础安装孔:
在检测第一、第二定位安装工位10、20对应位置处设置的后左、后右的两个基础安装孔的孔间距误差是否在设定的误差范围内时,将副车架A放置在检测工装上,第一定位安装工位10的定位板11的定位销12插置进副车架A的后左或后右的基础安装孔内,然后将第二定位安装工位20的定位板21上设置的定位销22插置在副车架A上的对应位置处的基础安装孔内,由于第一、第二定位安装工位10、20的间距为可调式的,可以在第一安装工位10或者第二安装工位20的定位板上标定清楚设计的孔间距的公差范围的位置,当第一、第二定位安装工位10、20的定位销12、22插置在副车架A的后左、后右的基础安装孔上时,若是两个基础安装孔的孔间距在标定设计误差范围之内,则副车架A的后左、后右的两个基础安装孔的孔间距是合格的。
进一步地,在检测第三、第四定位安装工位30、40对应位置处设置的前左、前右两个基础安装孔时,第一、第二定位安装工位10、20对应设置的夹紧器13、23将后左、后右两个基础安装孔夹紧,来检测第三定位安装工位30对应位置处设置的基础安装孔与第三定位安装工位30上设置的定位销32是否顺利配合,若是,则满足设计要求,再对第四定位安装工位40对应的基础安装孔进行检测。
在对第四安装工位对应位置处设置的基础安装孔进行检测时,需要检测基础安装孔的安装面是否在误差设定的范围之内,若是超过了误差范围,在安装基础定位孔时,整个框架就会发生变形,副车架A的其他安装孔无法与悬架的其他部件安装配合了;检测时,将第三定位安装工位30对应设置的夹紧器33将基础安装孔夹紧;结合图1和图2所示,图示的Z轴方向,也就是副车架A实际装车状态的高度方向,由于副车 架A的前左、前右的基础安装孔的所在的安装面的误差值可以在Z轴的正向,也可以在Z轴的负向,图示中,若是误差在Z轴的正向,副车架A的前左或者前右的基础安装孔与第四定位安装工位40配合时就会存在变形,无法检测基础安装孔的安装面的误差,因此,第四定位安装工位40的定位面在Z轴的正向与设定的定位面偏离设置,所述的第四定位安装工位40的定位面侧设置垫块50,此时,垫块50的外侧板面位于设计误差范围内的位置处,第四定位安装工位40的偏离距离以满足便于垫块50的加工为准。
结合图4所示,对第四定位安装工位40的基础安装孔进行检测时,作为优选方案,将垫块50拿掉,夹紧第三定位安装工位30的夹紧器33,使得第四定位安装工位40位置处的基础安装孔在检测工装上处于悬置状态,在检测孔位的安装面的误差时,首先观测基础安装孔与第四定位安装工位40的定位板41的定位面的距离,若是明显的偏离过小,甚至基础安装孔的安装面与第四定位安装工位40的定位板贴靠,就不需要测量了,直接视为废品;偏离距离不够明显时,将垫块50放置上去,若是偏差在Z轴的负向,只需测量基础安装孔的安装面到垫块50的第二平板52的距离,若是偏差在Z轴的正向,可以采用另一个厚度较薄的垫块50,此时来测量基础安装孔的安装面到垫块50的第二平板52的距离,在设定的误差范围之内,则基础安装孔的安装面合格;检测孔间距的误差时,将垫块50放置上去,同样也是看基础安装孔能否顺利与垫块50的定位销53配合,若可以,则视为合格品;然后再对副车架A的其他孔位进行检测(其他的孔位检测一般采用三坐标仪检测,至于三坐标仪怎么检测,此处不做赘述),检测前,将垫块50卡置在第四定位安装工位40的定位面端部,第四定位安装工位40对应设置的夹紧器42将基础安装孔夹紧。
该工装是对副车架A四个基础安装孔的初步检测,副车架A其他安装孔位检测,实际的生产中,采用三坐标仪进行更为精确的检测。
Claims (7)
1.一种副车架检测工装,其特征在于:工作台(1)上设置四个定位安装工位(10、20、30、40),四个定位安装工位(10、20、30、40)分别对应副车架A的前左、右和后左、右四个基础安装孔,对应于副车架A的前左、右或后左、右的两个定位安装工位间的孔间距为可调式,四个定位安装工位(10、20、30、40)中的第一、第二、第三、第四定位安装工位(10、20、30、40)的定位面位于设计误差范围内的位置处。
2.根据权利要求1所述的副车架检测工装,其特征在于:定位安装工位中的第一、二定位安装工位(10、20)对应于后右、后左基础安装孔,第一定位安装工位(10)为固定支架、第二定位安装工位(20)为移动可调支架,第一、二定位安装工位(10、20)包括定位板(11、21)及设置在定位板(11、21)上的定位销(12、22)。
3.根据权利要求1所述的副车架检测工装,其特征在于:所述的第四定位安装工位(40)的定位面侧设置垫块(50),垫块(50)的外露侧的板面位于设计误差范围内的位置处。
4.根据权利要求1所述的副车架检测工装,其特征在于:所述的第三、第四定位安装工位(30、40)为固定支架,第三、第四定位安装工位(30、40)包括定位板(31、41),第三定位安装工位(30)的定位板上设置有定位销(32)。
5.根据权利要求2所述的副车架检测工装,其特征在于:所述第二定位安装工位(20)的定位板(21)设置在工作台(1)的滑轨(2)上,滑轨(2)的限位方向与第一、第二定位安装工位(10、20)的定位面平行且在定位孔的连线方向上,滑轨(2)的两端部设置挡块(3)。
6.根据权利要求3所述的副车架检测工装,其特征在于:所述垫块(50)呈垂直的折板状设置,包括第一平板(51)和第二平板(52),第一平板(51)搭设在所述第四安装工位(40)的定位板(41)的端部,第二平板(52)的板面与第四安装工位(40)的定位板(41)的板面贴靠,第二平板(52)的外侧板面上设置有定位销(53)。
7.根据权利要求1至4的任意一项所述的副车架检测工装,其特征在于:所述的四个定位安装工位(10、20、30、40)包括对应设置的夹紧器(13、23、33、42),所述夹紧器(13、23、33、42)的夹紧端部靠近定位板(11、21、31、41)的定位面侧设置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201320646299.9U CN203534378U (zh) | 2013-10-18 | 2013-10-18 | 副车架检测工装 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201320646299.9U CN203534378U (zh) | 2013-10-18 | 2013-10-18 | 副车架检测工装 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN203534378U true CN203534378U (zh) | 2014-04-09 |
Family
ID=50420573
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201320646299.9U Expired - Fee Related CN203534378U (zh) | 2013-10-18 | 2013-10-18 | 副车架检测工装 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN203534378U (zh) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103512461A (zh) * | 2013-10-18 | 2014-01-15 | 安徽万安汽车零部件有限公司 | 副车架检测工装 |
| CN108168391A (zh) * | 2017-12-08 | 2018-06-15 | 安徽凯密克企业管理咨询有限公司 | 一种副车架的检测与夹持一体装置 |
| CN112658616A (zh) * | 2020-12-25 | 2021-04-16 | 芜湖中瑞汽车零部件有限公司 | 副车架样件工装及通过老改新技术快速制作该样件的工艺 |
-
2013
- 2013-10-18 CN CN201320646299.9U patent/CN203534378U/zh not_active Expired - Fee Related
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103512461A (zh) * | 2013-10-18 | 2014-01-15 | 安徽万安汽车零部件有限公司 | 副车架检测工装 |
| CN108168391A (zh) * | 2017-12-08 | 2018-06-15 | 安徽凯密克企业管理咨询有限公司 | 一种副车架的检测与夹持一体装置 |
| CN112658616A (zh) * | 2020-12-25 | 2021-04-16 | 芜湖中瑞汽车零部件有限公司 | 副车架样件工装及通过老改新技术快速制作该样件的工艺 |
| CN112658616B (zh) * | 2020-12-25 | 2022-08-05 | 芜湖中瑞汽车零部件有限公司 | 副车架样件工装及通过老改新技术快速制作该样件的工艺 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN103512461A (zh) | 副车架检测工装 | |
| CN202411719U (zh) | 轨道车辆底架前端组焊工装 | |
| CN203534378U (zh) | 副车架检测工装 | |
| CN201787887U (zh) | 一种汽车后备门检定两用工具 | |
| CN102513941A (zh) | 一种可调式机翼整体壁板喷丸强化模拟试验工装 | |
| CN203053343U (zh) | 一种汽车钣金件检具 | |
| CN204255254U (zh) | 前置前驱发动机后扭力杆悬置托架安装孔综合检具 | |
| CN202199989U (zh) | 汽车副车架总成焊接夹具 | |
| CN202793208U (zh) | 一种车身前部检测平台 | |
| CN205927625U (zh) | 一种前副车架焊接夹具 | |
| CN201787888U (zh) | 一种汽车门槛压板检定两用工具 | |
| CN204359218U (zh) | 汽车前保险杠综合检具定位调整装置 | |
| CN103223564B (zh) | 摩托车车架中体总成焊接工装 | |
| CN203785582U (zh) | 一种转向器壳体位置度简易检具 | |
| CN203003745U (zh) | 调整线前门装配定位工装夹具 | |
| CN202734703U (zh) | 一种汽车尾部检具 | |
| CN203364687U (zh) | 汽车发动机动力总成后支架专用检具 | |
| CN203657643U (zh) | 一种汽车引擎的法兰件的检测结构 | |
| CN203534476U (zh) | 一种汽车护板支架的检测结构 | |
| CN204228026U (zh) | 油门开启器的踏板支架组合检测工装 | |
| CN207547990U (zh) | 一种焊接定位装置 | |
| CN203092018U (zh) | 电能表液晶屏焊接工装 | |
| CN202304675U (zh) | 一种大灯支架安装孔位检验装置 | |
| CN201811682U (zh) | 一种汽车a柱上护板检测工具 | |
| CN201979241U (zh) | 浮动定位销机构 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| CF01 | Termination of patent right due to non-payment of annual fee | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20140409 Termination date: 20191018 |