CN203356395U - 自动化成型模具 - Google Patents
自动化成型模具 Download PDFInfo
- Publication number
- CN203356395U CN203356395U CN 201320395290 CN201320395290U CN203356395U CN 203356395 U CN203356395 U CN 203356395U CN 201320395290 CN201320395290 CN 201320395290 CN 201320395290 U CN201320395290 U CN 201320395290U CN 203356395 U CN203356395 U CN 203356395U
- Authority
- CN
- China
- Prior art keywords
- clamping mold
- mold
- automatic forming
- die
- left clamping
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images
Landscapes
- Press Drives And Press Lines (AREA)
Abstract
本实用新型公开了一种自动化成型模具,它是一种主要应用于冲床或液压机上的产品成型模具结构,包括工作台、左活塞缸、左夹紧模具、右活塞缸、右夹紧模具、送料跑道、打料活塞缸等,其披露的技术特征是将左、右夹紧模具相对安装在工作台上,其中的左夹紧模具可采用固定式或活动式的结构,而右夹紧模具通过右活塞缸和右活塞杆驱动相对左夹紧模具作水平往复移动,左、右夹紧模具的相对移动即可形成产品在模具上的夹持或放松,这种改进后的结构由于能实现产品在模具上的自动夹持和放松,省略了人工操作的繁琐和劳累,自动化程度较高,还具有结构简单,操作省力,产品装卸精度影响较小,工作效率高,劳动成本低,操作更加安全等优点。
Description
技术领域
本实用新型涉及一种用于冲床或液压机上的产品成型模具结构,尤其是指自动化成型模具。
背景技术
众所周知,在冲床或液压机压制产品成型过程中,都需要在工作台上放置一幅用于产品夹持的成型模具,传统的这类模具自动化程度很低,大多需要工人先将产品通过手动方式夹持在模具上,再操作冲床或液压机的上模压制产品。该工作过程中的产品生产非常麻烦、费力,特别是频繁在模具上装卸产品不但浪费大量时间,降低工作效率,也容易造成工人疲惫,且无法保持产品在模具上的安装精度,影响产品合格率。同时,人工操作模具装卸产品增加劳动成本,也存在一定的安全隐患。公开的中国专利号为201020140387.8的“一种下料机的夹紧装置”,其披露了由气缸、螺杆、拖板、底板和夹紧模具所构成的夹紧装置,该夹紧装置虽然能实现自动化的抓料和供料过程,但是整体结构设计复杂,运行过程较为繁琐。同时,随着机械行业生产自动化程度的提高,更多的操作人员也希望生产厂家能推出更多具备自动化结构的成型模具。
发明内容
本实用新型所要解决的技术问题在于克服现有技术的缺陷而提供一种结构简单、自动化程度高、操作省力、不影响产品装卸精度的自动化成型模具,通过这种自动化成型模具装卸产品,不但提高工作效率,降低劳动成本,也消除了安全隐患。
本实用新型的技术问题通过以下技术方案实现:
一种自动化成型模具,包括工作台和夹紧模具,所述的夹紧模具包括左夹紧模具和右夹紧模具,该左、右夹紧模具相对安装在工作台上;所述的左夹紧模具为固定式左夹紧模具或活动式左夹紧模具;所述的右夹紧模具右侧设有右活塞缸和右活塞杆,该右夹紧模具安装在右活塞杆上,并受右活塞杆驱动相对左夹紧模具作水平往复移动。
所述的固定式左夹紧模具是左夹紧模具直接固定设置在工作台上;所述的活动式左夹紧模具是左夹紧模具左侧设有左活塞缸和左活塞杆,该左夹紧模具安装在左活塞杆上,并受左活塞杆驱动相对右夹紧模具作水平往复移动。
所述的左夹紧模具右端和右夹紧模具左端分别设有半圆形的夹口。
所述的左、右夹紧模具一侧设有送料跑道,该送料跑道尽头设有挡料模,所述的挡料模与左夹紧模具之间形成模具中心,挡料模与右夹紧模具之间形成模腔。
所述的送料跑道为输送带或具有高度差的倾斜跑道。
所述的挡料模一端铰接设置在工作台上,另一端朝向右夹紧模具弯折呈钩状,在挡料模还设有复位扭簧。
所述的送料跑道一侧设有打料活塞缸和打料顶杆,该打料顶杆端部与模具中心作相邻设置。
与现有技术相比,本实用新型主要提供一种由相对安装在工作台上的左夹紧模具和右夹紧模具所构成的成型模具,其中的左夹紧模具可采用固定式或活动式的结构,而右夹紧模具通过右活塞缸和右活塞杆驱动相对左夹紧模具作水平往复移动,左、右夹紧模具的相对移动即可形成产品在模具上的夹持或放松,这种改进后的结构由于能实现产品在模具上的自动夹持和放松,省略了人工操作的繁琐和劳累,自动化程度较高,还具有结构简单,操作省力,产品装卸精度影响较小,工作效率高,劳动成本低,操作更加安全等优点。
附图说明
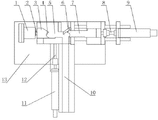
图1为本实用新型的示意图。
图2为图1的仰视图。
具体实施方式
下面将按上述附图对本实用新型实施例再作详细说明。
如图1、图2所示,1.左活塞缸、2.左活塞杆、3.左夹紧模具、4.夹口、5.模具中心、6.挡料模、7.右夹紧模具、8.右活塞杆、9.右活塞缸、10.送料跑道、11.打料活塞缸、12.打料顶杆、13.工作台、14.上模。
一种自动化成型模具,主要应用于冲床或液压机上,它是与冲床或液压机的上模14形成配套使用的,其结构是由工作台13、左活塞缸1、左夹紧模具3、右活塞缸9、右夹紧模具7、送料跑道10、打料活塞缸11等构成。
所述的工作台13是一个矩形状平台,主要作为成型模具各个部件的安装基础。
所述的左夹紧模具3和右夹紧模具7分别安装在工作台13的直线轴承底座上,并按照相对位置进行设置,在左夹紧模具3右端和右夹紧模具7左端分别设有半圆形的夹口4,以提高产品夹持精度。所述的左夹紧模具3可根据实际使用需要设计为固定式左夹紧模具或活动式左夹紧模具,固定式左夹紧模具是将左夹紧模具3直接固定设置在工作台13上,而活动式左夹紧模具还需在左夹紧模具3左侧设有左活塞缸1和左活塞杆2,在左活塞杆上安装左夹紧模具3,启动左活塞缸1即可驱动左活塞杆2推动左夹紧模具3相对右夹紧模具7作水平往复移动;所述的右夹紧模具7右侧设有右活塞缸9和右活塞杆8,在右活塞杆上安装右夹紧模具7,启动右活塞缸9即可驱动右活塞杆8推动右夹紧模具7相对左夹紧模具3作水平往复移动;本实施例的左、右夹紧模具都采用活动式结构,左、右夹紧模具都在同一水平线上进行相对移动。
所述的左、右夹紧模具一侧还设有送料跑道10,该送料跑道垂直于左、右夹紧模具之间的水平线进行设置。根据实际使用需要,送料跑道10可采用输送带,主要方便产品水平传送的需要,也可设计为带有高度差的倾斜跑道,主要利用产品的重力直接从送料跑道顶端滑移输送至底端,在送料跑道10上还可加装送料器以提升自动化水平。所述的送料跑道10尽头设有挡料模6,该挡料模正好位于左、右夹紧模具之间,且挡料模6一端通过短销铰接在工作台上,并设有复位扭簧,故可形成转动和复位,另一端朝向右夹紧模具7弯折呈钩状,在挡料模6与左夹紧模具3之间形成模具中心5,挡料模6与右夹紧模具7之间形成模腔;所述的模腔是产品从送料跑道10输送过来后的起始位置,模具中心5是产品压制时的成型位置。
所述的送料跑道10一侧还设有打料活塞缸11和打料顶杆12,该打料顶杆的运动方向与送料跑道10的输送方向一致,打料顶杆12端部相邻设置在模具中心5一侧,主要用于将模具中心内成型的产品顶推出去。
该成型模具的左活塞缸1、右活塞缸9和打料活塞缸11可采用气压式或液压式,三个活塞缸主要根据相应位置所设的感应开关进行启动,它们的工作顺序都是由外置的控制中心作自动化控制,其工作方式为:产品通过自动送料器或人工送料进入送料跑道10,由送料跑道输送至挡料模6阻挡为止,此时产品正好位于模腔内,左、右活塞缸启动并驱动左、右活塞杆顶推左、右夹紧模具作相对水平移动直至夹紧产品;受夹紧的产品正好位于模具中心5内,上模14向下运动将产品压制成最终成品,上模复位;重新启动左、右活塞缸并驱动左、右活塞杆带动左、右夹紧模具作相向移动复位,模具中心5内的成型产品被松开夹持,打料活塞缸11启动并驱动打料顶杆12将成品打出模具外收集,打料顶杆12复位,此时即可完成一次产品的自动化生产过程,重复上述步骤即可进行产品的循环自动化生产。
本实用新型可广泛应用于产品打字、标准件成型或紧固件铆合,而对于各种需要组装成型的产品也具有一定的通用性。同时,为了节省生产成本,也可将送料或打料过程采用半自动化的人工操作。
Claims (7)
1.一种自动化成型模具,包括工作台(13)和夹紧模具,其特征在于所述的夹紧模具包括左夹紧模具(3)和右夹紧模具(7),该左、右夹紧模具相对安装在工作台(13)上;所述的左夹紧模具(3)为固定式左夹紧模具或活动式左夹紧模具;所述的右夹紧模具(7)右侧设有右活塞缸(9)和右活塞杆(8),该右夹紧模具(7)安装在右活塞杆(8)上,并受右活塞杆驱动相对左夹紧模具(3)作水平往复移动。
2.根据权利要求1所述的自动化成型模具,其特征在于所述的固定式左夹紧模具是左夹紧模具(3)直接固定设置在工作台(13)上;所述的活动式左夹紧模具是左夹紧模具(3)左侧设有左活塞缸(1)和左活塞杆(2),该左夹紧模具(3)安装在左活塞杆(2)上,并受左活塞杆驱动相对右夹紧模具(7)作水平往复移动。
3.根据权利要求1所述的自动化成型模具,其特征在于所述的左夹紧模具(3)右端和右夹紧模具(7)左端分别设有半圆形的夹口(4)。
4.根据权利要求1所述的自动化成型模具,其特征在于所述的左、右夹紧模具(3、7)一侧设有送料跑道(10),该送料跑道尽头设有挡料模(6),所述的挡料模与左夹紧模具(3)之间形成模具中心(5),挡料模(6)与右夹紧模具(7)之间形成模腔。
5.根据权利要求4所述的自动化成型模具,其特征在于所述的送料跑道(10)为输送带或具有高度差的倾斜跑道。
6.根据权利要求4所述的自动化成型模具,其特征在于所述的挡料模(6)一端铰接设置在工作台(13)上,另一端朝向右夹紧模具(7)弯折呈钩状,在挡料模(上)还设有复位扭簧。
7.根据权利要求4所述的自动化成型模具,其特征在于所述的送料跑道(10)一侧设有打料活塞缸(11)和打料顶杆(12),该打料顶杆端部与模具中心(5)作相邻设置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN 201320395290 CN203356395U (zh) | 2013-07-04 | 2013-07-04 | 自动化成型模具 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN 201320395290 CN203356395U (zh) | 2013-07-04 | 2013-07-04 | 自动化成型模具 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN203356395U true CN203356395U (zh) | 2013-12-25 |
Family
ID=49804217
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN 201320395290 Expired - Fee Related CN203356395U (zh) | 2013-07-04 | 2013-07-04 | 自动化成型模具 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN203356395U (zh) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105396987A (zh) * | 2015-09-18 | 2016-03-16 | 苏州市达明机电科技有限公司 | 一种全自动弯线机 |
| CN109702045A (zh) * | 2018-12-28 | 2019-05-03 | 海盐县铭新机械有限公司 | 一种自动螺母表面标识加工装置 |
| CN110640021A (zh) * | 2019-10-30 | 2020-01-03 | 枣庄矿业(集团)有限责任公司柴里煤矿 | 绳皮自动成型机 |
-
2013
- 2013-07-04 CN CN 201320395290 patent/CN203356395U/zh not_active Expired - Fee Related
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105396987A (zh) * | 2015-09-18 | 2016-03-16 | 苏州市达明机电科技有限公司 | 一种全自动弯线机 |
| CN109702045A (zh) * | 2018-12-28 | 2019-05-03 | 海盐县铭新机械有限公司 | 一种自动螺母表面标识加工装置 |
| CN110640021A (zh) * | 2019-10-30 | 2020-01-03 | 枣庄矿业(集团)有限责任公司柴里煤矿 | 绳皮自动成型机 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN104056991A (zh) | 一种冲压机 | |
| CN201922498U (zh) | 一种自动耐火砖压机 | |
| CN103722076A (zh) | 一种汽车座椅座框边板自动生产工艺 | |
| CN203356395U (zh) | 自动化成型模具 | |
| CN103464558A (zh) | 一种气动上料机构 | |
| CN203791414U (zh) | 链条u型链板自动压弯装置 | |
| CN203184427U (zh) | 精整机用模架装置 | |
| CN203184505U (zh) | 一种冲床自动出料装置 | |
| CN104209421A (zh) | 机械手送料机 | |
| CN203830623U (zh) | 一种压缩机斜盘模具 | |
| CN104338896A (zh) | 一种注蜡机 | |
| CN102602116A (zh) | 汽车内饰件的加热压制装置 | |
| CN204566357U (zh) | 构件脱模装置 | |
| CN201685315U (zh) | 两位双层砖机 | |
| CN203679164U (zh) | 一种锻造装置 | |
| CN202498750U (zh) | 一种粉末成型液压机 | |
| CN204867218U (zh) | 半自动保险管弯脚机 | |
| CN203862905U (zh) | 一种冲压机 | |
| CN212019303U (zh) | 一种锻压机自动上料装置 | |
| CN201036888Y (zh) | 自动液压制瓦机 | |
| CN209849628U (zh) | 一种格栅滑板冲压机 | |
| CN202591519U (zh) | 一种螺母铆接机 | |
| CN204262203U (zh) | 一种折弯机的自动换模装置 | |
| CN202540900U (zh) | 汽车内饰件的加热压制装置 | |
| CN207709595U (zh) | 一种折弯装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20131225 Termination date: 20200704 |
|
| CF01 | Termination of patent right due to non-payment of annual fee |