CN203240982U - 一种转向管柱总成检具 - Google Patents
一种转向管柱总成检具 Download PDFInfo
- Publication number
- CN203240982U CN203240982U CN 201320181118 CN201320181118U CN203240982U CN 203240982 U CN203240982 U CN 203240982U CN 201320181118 CN201320181118 CN 201320181118 CN 201320181118 U CN201320181118 U CN 201320181118U CN 203240982 U CN203240982 U CN 203240982U
- Authority
- CN
- China
- Prior art keywords
- monitor station
- hole
- detecting
- column assy
- rocking arm
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images

Landscapes
- A Measuring Device Byusing Mechanical Method (AREA)
Abstract
本实用新型公开了一种转向管柱总成检具,包括检测台,检测台的一端设有孔位检测机构,检测台的另一端设有长度检测机构,检测台的其余两侧对称设有压紧定位机构,孔位检测机构包括固定在检测台上的孔位检测块,孔位检测块上设有孔位检测销,长度检测机构包括固定在检测台上的U形固定座,U形固定座的侧面设有限位销。因此,本实用新型具有能准确、方便的检测转向管柱总成的安装孔位以及整体长度尺寸,从而保证安装准确的有益效果。
Description
技术领域
本实用新型涉及一种检具,尤其涉及一种转向管柱总成检具。
背景技术
目前,转向管柱总成在装配的时候,经常会存在尺寸偏差而影响装配,或者装配后产生异响而影响转向管柱的使用性能,其原因是,现有条件下缺少对转向管柱总成在整车装配前的检测,尤其是对转向管柱总成的安装孔位以及整体长度的检测,因此在整车装配后如果发现转向管柱总成存在异常(尺寸偏差导致的晃动、响动,安装位置偏差等),需要重新更换转向管柱总成,严重浪费人力、物力。
中国专利申请公告号:CN102589864A,申请公布日2012年7月8日,公开了一种转向管柱试验台,包括第一支撑架、第二支撑架、扭矩传感器以及扭转作动件,扭转作动件与所述扭矩传感器相连,扭矩传感器与所述转向轴的一输入端相连,第一支撑架与所述转向轴的一输出端相连,第二支撑架包括位置可调的两个部分,将转向管柱夹设于所述两个部分之间。该种转向管柱试验台具有结构简单,安装方便等优点,可以检测转向管柱的扭矩强度。其不足之处是该种转向管柱试验台无法检测转向管柱的安装尺寸,比如安装孔位是否准确,转向管柱的长度是否准确等,从而导致转向管柱安装后存在各种异常而导致重新更换转向管柱,严重浪费人力、物力。
实用新型内容
本实用新型为了克服现有技术中的转向管柱总成检具无法检测转向管柱总成的长度和安装孔位,从而导致转向管柱安装后存在各种偏差的不足,提供了一种能准确、方便的检测转向管柱总成的安装孔位以及整体长度尺寸,从而保证安装准确的转向管柱总成检具。
为了实现上述目的,本实用新型采用如下技术方案:
一种转向管柱总成检具,包括检测台,所述的检测台的一端设有孔位检测机构,所述的检测台的另一端设有长度检测机构,所述的检测台的其余两侧对称设有压紧定位机构,所述孔位检测机构包括固定在检测台上的孔位检测块,所述的孔位检测块上设有孔位检测销,所述的长度检测机构包括固定在检测台上的U形固定座,所述的U形固定座的侧面设有限位销。把转向管柱总成通过压紧定位机构固定在检测台上,转向管柱总成一端靠近孔位检测机构,另一端靠近长度检测机构,然后通过孔位检测销检测转向管柱总成的孔位精度,用限位销插入转向管柱总成上的固定孔内,如果不发生干涉,则说明转向管柱总成的长度适合,如果发生干涉则说明转向管柱总成长度有偏差,需要调整,因此该种转向管柱总成检具能快速方便的检测转向管柱总成的孔位精度和长度尺寸,从而保证整车安装时,转向管柱总成能准确的装配。
作为优选,所述的压紧定位机构包括气缸固定座、气缸和摇臂,所述的气缸固定在气缸固定座上,气缸的输出轴端设有连接块,所述的摇臂的下端设有与检测台固定连接的铰接座,所述的铰接座与摇臂的下端铰接,所述的连接块与摇臂的中间部位铰接,所述的摇臂的上端侧面设有压紧块,所述的压紧块的下端设有定位销,位于定位销的正下方的检测台上固定有支撑块,所述的支撑块的顶面设有定位销避让槽。压紧定位机构通过气缸伸缩带动摇臂上的压紧块压紧转向管柱总成上的连接片,从而实现压紧定位,同时定位销伸入连接片上的连接孔内,从而检测连接片的连接孔的精度。
作为优选,所述的孔位检测块的顶面中间设有凹槽,所述的孔位检测块的侧面设有角度检测销,所述的角度检测销伸入凹槽内与凹槽侧面垂直,所述的凹槽的底部设有角度检测块。转向管柱的一端伸入凹槽内,插入角度检测销,正常情况下,转向管柱总成的一端正好处在角度检测块与角度检测销之间,如果与角度检测块或者角度检测销任意一个发生干涉,则说明转向管柱总成的整体安装的角度偏差超过正常范围。
作为优选,所述的检测台上位于压紧定位机构与孔位检测机构之间设有手柄支撑座,所述的手柄支撑座的上端面上设有压板,所述的手柄支撑座的上端侧面设有挡板。由于转向管柱总成的内轴和外轴是套在一起可以移动的,为了保证长度检测机构检测长度时的准确性,一般都是检测最短的长度,因此需要把内轴缩入外轴后并通过转向管柱总成上的手柄锁住,即把手柄的外端下压,转动压板使得压板压住手柄,压板的侧面通过挡板挡住,防止检测时压板移动而导致手柄松开。
作为优选,所述的检测台上位于手柄支撑座的相对侧设有锁孔检测座,所述的锁孔检测座上设有锁孔检测销。锁孔检测销用于检测转向管柱总成上点火锁槽的位置是否准确。
因此,本实用新型具有能准确、方便的检测转向管柱总成的安装孔位以及整体长度尺寸,从而保证安装准确的有益效果。
附图说明
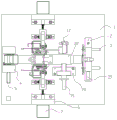
图1为本实用新型的一种结构示意图。
图2为本实用新型的俯视图。
图中:检测台1 孔位检测块2 孔位检测销3 U形固定座4 限位销5 气缸固定座6 气缸7 摇臂8 连接块9 铰接座10 压紧块11 支撑块12 定位销避让槽13 凹槽14 角度检测销15 角度检测块16 手柄支撑座17 压板18 挡板19 锁孔检测座20 锁孔检测销21 转向管柱总成22。
具体实施方式
下面结合附图和具体实施方式对本实用新型作进一步描述:
如图1和图2所示的一种转向管柱总成检具,包括检测台1,检测台1的右端设有孔位检测机构,孔位检测机构包括固定在检测台1上的孔位检测块2,孔位检测块2上设有两根孔位检测销3,孔位检测销3的方向与转向管柱总成22的轴向平行,孔位检测块2的顶面中间设有凹槽14,凹槽14的底部设有角度检测块16,孔位检测块2的侧面设有角度检测销15,角度检测销15伸入凹槽内与凹槽侧面垂直,孔位检测销能检测转向管柱总成右端的安装孔的位置是否准确,角度检测销和角度检测块能检测转向管柱总成固定后的整体角度偏差;检测台1的左端设有长度检测机构,长度检测机构包括固定在检测台上的U形固定座4,U形固定座4的侧面设有限位销5,检测台1的上下两侧对称设有压紧定位机构,压紧定位机构包括气缸固定座6、气缸7和摇臂8,气缸7固定在气缸固定座6上,气缸7的输出轴端设有连接块9,摇臂8的下端与铰接座10铰接,铰接座10固定在检测台1上,摇臂的中间部位设有长槽孔,连接块呈U形结构,连接块的底部与气缸输出轴端连接,连接块的开口处的两侧卡入摇臂的中间部位,然后通过螺栓把连接块与摇臂连接在一起,螺栓能在长槽孔内滑动,摇臂呈L形,摇臂8的上端的下侧面设有压紧块11,压紧块11的下端设有竖直的定位销,位于定位销的正下方的检测台1上固定有支撑块12,支撑块12的顶面设有定位销避让槽13,把转向管柱总成放在检测台上,调整好位置,控制气缸带动摇臂从而压紧转向管柱总成上的连接片,定位销也插入连接片上的连接孔内,从而检测连接孔的精度;检测台1上位于压紧定位机构与孔位检测机构之间设有手柄支撑座17,手柄支撑座位于转向管柱总成的上侧,手柄支撑座17的上端面上设有压板18,手柄支撑座17的上端侧面设有挡板19,检测台1上位于手柄支撑座的相对侧设有锁孔检测座20,锁孔检测座位于转向管柱的下侧,锁孔检测座20上设有锁孔检测销21,锁孔检测销的横截面呈矩形,与转向管柱总成上点火锁槽的横截面形状匹配。
结合附图,本实用新型的使用方法如下:把转向管柱总成放在检测台上,控制气缸带动摇臂上的压紧块压紧限位,此时转向管柱总成的右端刚好进入孔位检测块的凹槽内,此时可以通过孔位检测销检测转向管柱的安装孔位是否精确,还能通过角度检测块和角度检测销检测转向管柱总成的角度偏差,转向管柱总成的左端伸入U形固定座内,然后把转向管柱总成的内轴缩入外轴中直到转向管柱总成最短,并通过手柄支撑座上的压板和挡板对手柄限位,使得手柄锁紧内轴,通过限位销来检测转向管柱总成的长度是否合格,最后通过锁孔检测销来检测转向管柱总成上的点火锁槽的位置是否准确。因此,本实用新型具有能准确、方便的检测转向管柱总成的安装孔位以及整体长度尺寸,从而保证安装准确的有益效果。
Claims (5)
1. 一种转向管柱总成检具,包括检测台(1),其特征是,所述的检测台(1)的一端设有孔位检测机构,所述的检测台(1)的另一端设有长度检测机构,所述的检测台(1)的其余两侧对称设有压紧定位机构,所述孔位检测机构包括固定在检测台(1)上的孔位检测块(2),所述的孔位检测块(2)上设有孔位检测销(3),所述的长度检测机构包括固定在检测台上的U形固定座(4),所述的U形固定座(4)的侧面设有限位销(5)。
2. 根据权利要求1所述的一种转向管柱总成检具,其特征是,所述的压紧定位机构包括气缸固定座(6)、气缸(7)和摇臂(8),所述的气缸(7)固定在气缸固定座(6)上,气缸(7)的输出轴端设有连接块(9),所述的摇臂(8)的下端设有与检测台(1)固定连接的铰接座(10),所述的铰接座(10)与摇臂(8)的下端铰接,所述的连接块(9)与摇臂(8)的中间部位铰接,所述的摇臂(8)的上端侧面设有压紧块(11),所述的压紧块(11)的下端设有定位销,位于定位销的正下方的检测台(1)上固定有支撑块(12),所述的支撑块(12)的顶面设有定位销避让槽(13)。
3.根据权利要求1所述的一种转向管柱总成检具,其特征是,所述的孔位检测块(2)的顶面中间设有凹槽(14),所述的孔位检测块(2)的侧面设有角度检测销(15),所述的角度检测销(15)伸入凹槽内与凹槽侧面垂直,所述的凹槽(14)的底部设有角度检测块(16)。
4.根据权利要求1或2所述的一种转向管柱总成检具,其特征是,所述的检测台(1)上位于压紧定位机构与孔位检测机构之间设有手柄支撑座(17),所述的手柄支撑座(17)的上端面上设有压板(18),所述的手柄支撑座(17)的上端侧面设有挡板(19)。
5.根据权利要求1或2或3所述的一种转向管柱总成检具,其特征是,检测台(1)上位于手柄支撑座的相对侧设有锁孔检测座(20),所述的锁孔检测座(20)上设有锁孔检测销(21)。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN 201320181118 CN203240982U (zh) | 2013-04-12 | 2013-04-12 | 一种转向管柱总成检具 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN 201320181118 CN203240982U (zh) | 2013-04-12 | 2013-04-12 | 一种转向管柱总成检具 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN203240982U true CN203240982U (zh) | 2013-10-16 |
Family
ID=49318270
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN 201320181118 Expired - Fee Related CN203240982U (zh) | 2013-04-12 | 2013-04-12 | 一种转向管柱总成检具 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN203240982U (zh) |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103949831A (zh) * | 2014-05-08 | 2014-07-30 | 安徽大昌科技股份有限公司 | 一种汽车仪表板转向管柱后支架总成焊接夹具 |
| CN103954191A (zh) * | 2014-05-08 | 2014-07-30 | 安徽大昌科技股份有限公司 | 一种汽车仪表板横梁转向管柱支架总成检具 |
| CN104596470A (zh) * | 2015-02-10 | 2015-05-06 | 四川绵阳三力股份有限公司 | 一种管柱相位测量检具及方法 |
| CN105466308A (zh) * | 2016-01-15 | 2016-04-06 | 安徽江淮汽车股份有限公司 | 一种汽车转向管柱总成检测装置 |
| CN106767253A (zh) * | 2016-12-25 | 2017-05-31 | 重庆太乙机械有限公司 | 摩托车拉杆自动检具 |
| CN107764152A (zh) * | 2017-11-08 | 2018-03-06 | 浙江德昱汽车零部件有限公司 | 扭力梁总成连接孔检测机构 |
| CN110579150A (zh) * | 2019-10-11 | 2019-12-17 | 奇瑞汽车股份有限公司 | 电动转向管柱总成的检具 |
-
2013
- 2013-04-12 CN CN 201320181118 patent/CN203240982U/zh not_active Expired - Fee Related
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103949831A (zh) * | 2014-05-08 | 2014-07-30 | 安徽大昌科技股份有限公司 | 一种汽车仪表板转向管柱后支架总成焊接夹具 |
| CN103954191A (zh) * | 2014-05-08 | 2014-07-30 | 安徽大昌科技股份有限公司 | 一种汽车仪表板横梁转向管柱支架总成检具 |
| CN103949831B (zh) * | 2014-05-08 | 2016-06-08 | 安徽大昌科技股份有限公司 | 一种汽车仪表板转向管柱后支架总成焊接夹具 |
| CN103954191B (zh) * | 2014-05-08 | 2016-09-14 | 安徽大昌科技股份有限公司 | 一种汽车仪表板横梁转向管柱支架总成检具 |
| CN104596470A (zh) * | 2015-02-10 | 2015-05-06 | 四川绵阳三力股份有限公司 | 一种管柱相位测量检具及方法 |
| CN105466308A (zh) * | 2016-01-15 | 2016-04-06 | 安徽江淮汽车股份有限公司 | 一种汽车转向管柱总成检测装置 |
| CN106767253A (zh) * | 2016-12-25 | 2017-05-31 | 重庆太乙机械有限公司 | 摩托车拉杆自动检具 |
| CN107764152A (zh) * | 2017-11-08 | 2018-03-06 | 浙江德昱汽车零部件有限公司 | 扭力梁总成连接孔检测机构 |
| CN110579150A (zh) * | 2019-10-11 | 2019-12-17 | 奇瑞汽车股份有限公司 | 电动转向管柱总成的检具 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN203240982U (zh) | 一种转向管柱总成检具 | |
| CN203101196U (zh) | 一种多功能剪切强度测试仪 | |
| CN204718526U (zh) | 汽车加油口小门总成的检测模具 | |
| CN103364134A (zh) | 扭矩检测小车 | |
| CN203401294U (zh) | 压合装置 | |
| CN201664851U (zh) | 一种曲面零件数控机械加工装置 | |
| CN203216802U (zh) | 无重力万能试验机 | |
| CN204988666U (zh) | 自行车鞍座弹性测试装置 | |
| CN202747957U (zh) | 一种轻便车体骨架检具 | |
| CN203929398U (zh) | 一种前保险杠检测工装 | |
| CN103575436B (zh) | 多量程宏微力传感器 | |
| CN210147918U (zh) | 一种十字联轴节安装用固定夹持装置 | |
| CN210664318U (zh) | 一种专用检测产品变形的检具 | |
| CN109813495B (zh) | 一种发电机质量合格检验用质心偏转角度测量装置 | |
| CN106803392B (zh) | 电液伺服教学实验台负载多级倍增装置 | |
| CN209945873U (zh) | 一种抗震减灾用建材承重性能测试装置 | |
| CN203195791U (zh) | 一种口腔正畸牙周膜力学性能测试装置 | |
| CN203337316U (zh) | 扭矩检测小车 | |
| CN203642956U (zh) | 搅拌臂检验机 | |
| CN204855420U (zh) | 一种管材回缩率试验仪 | |
| CN203824468U (zh) | 后背门下护板总成检具 | |
| CN203489813U (zh) | 回转支撑内滚道检具 | |
| CN203426205U (zh) | 健身车车架焊件校正平台 | |
| CN208270336U (zh) | 一种便于对比检测的混凝土检测装置 | |
| CN214251795U (zh) | 一种建筑施工用混凝土板材硬度检测装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| C17 | Cessation of patent right | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20131016 Termination date: 20140412 |