CN202224924U - 三叉万向节全自动装配线 - Google Patents
三叉万向节全自动装配线 Download PDFInfo
- Publication number
- CN202224924U CN202224924U CN2011203326014U CN201120332601U CN202224924U CN 202224924 U CN202224924 U CN 202224924U CN 2011203326014 U CN2011203326014 U CN 2011203326014U CN 201120332601 U CN201120332601 U CN 201120332601U CN 202224924 U CN202224924 U CN 202224924U
- Authority
- CN
- China
- Prior art keywords
- module
- needle roller
- cylinder
- ball
- workbench
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images





Landscapes
- Automatic Assembly (AREA)
Abstract
本实用新型涉及一种三叉万向节全自动装配线,其特征在于:包括有圆形的转盘,围绕着转盘依次设置有进料口模块、滚针装配模块,球环装配模块,挡圈、卡簧装配模块,检定模块和出料口模块,所述的进料口模块、滚针装配模块,球环装配模块,挡圈、卡簧装配模块,检定模块和出料口模块相邻两者之间与转盘圆心所成的夹角为60度,在转盘边缘的圆周方向上均匀分布有六个工作台,相邻工作台之间的夹角为60度,进料口模块、滚针装配模块,球环装配模块,挡圈、卡簧装配模块,检定模块和出料口模块分别与一个工作台对应,每个工作台上均设置有一个机械手,每个工作台的一侧都装有缺料检测传感器。本实用新型装配效率高、装配质量稳定。
Description
技术领域
本实用新型属于汽车零配件自动装配线领域,尤其涉及一种汽车轮轴上的三叉万向节全自动装配线。
背景技术
随着汽车工业的迅速发展,汽车在全国迅速普及,现今数量达9000万之多。同时,汽车零配件行业也处在高速发展的阶段。在现代科技发展的带动下,装配自动化正在逐步发展成为当今世界装配的主流,逐步取代手工装配。传统的三叉万向节装配采用如下的手工装配法:先在球环内侧涂上一层油脂再在内侧排好一圈的滚针,然后将轴叉插入球环,接着在轴叉上套上卡簧和挡圈,这样一个轴叉就装配完成。然后以同样的方法装配另两个轴叉,一个三叉万向节的装配全部完成。由于滚针直径为1-2mm,在节奏快、任务量多的装配流水线上,工人不容易察觉是否漏装滚针,同时卡簧的装配对工人的技艺有较高要求,卡簧装配不到位很容易导致球环脱落,因而这种传统的三叉万向节手工装配法装配质量不高、装配效率低,很难保证产品质量的稳定性和一致性。
发明内容
本实用新型所要解决的技术问题是克服现有技术中的不足而提供一种装配效率高、装配质量稳定的三叉万向节全自动装配线。
本实用新型解决上述技术问题采用的技术方案是:该一种三叉万向节全自动装配线,其特征在于:包括有圆形的转盘,围绕着转盘依次设置有进料口模块、滚针装配模块,球环装配模块,挡圈、卡簧装配模块,检定模块和出料口模块,所述的进料口模块、滚针装配模块,球环装配模块,挡圈、卡簧装配模块,检定模块和出料口模块相邻两者之间与转盘圆心所成的夹角为60度,在转盘边缘的圆周方向上均匀分布有六个工作台,相邻工作台之间的夹角为60度,进料口模块、滚针装配模块,球环装配模块,挡圈、卡簧装配模块,检定模块和出料口模块分别与一个工作台对应,每个工作台上均设置有一个机械手,每个工作台的一侧都装有缺料检测传感器。
本实用新型所述的进料口模块内设有进料机械手、气缸水平移动轨道、滑块、压力传感器、放料架、下料开关、传送带,进料机械手通过滑块与气缸水平移动轨道相连,传送带的末端设有压力传感器,放料架的出口设有下料开关,下料开关与工作台上的缺料检测传感器配合。
本实用新型所述的滚针装配模块内设有滚针上料机、细管、传送带、电机、气缸、气缸滚针推头、环形滚针存储器、两个传感器,滚针上料机底部有一入料口,入料口是一个直径为5mm的圆孔,入料口一侧装有一个传感器,入料口下接有一内径3mm的细管,环形滚针存储器的内径为18mm、外径为20mm、高为12mm,环形滚针存储器靠近传送带的一侧设有一开口,滚针由此进入环形滚针存储器,环形滚针存储器的外壳上设有另一个传感器,环形滚针存储器一侧设置有气缸滚针推头,气缸滚针推头与气缸相连,环形滚针存储器另一侧为工作台。
本实用新型所述的球环装配模块包括气缸、球环上料机、球环输料管、传感器,的球环上料机下接一球环输料管,该球环输料管是横截面为3.2cm×1.2cm的塑料长管,球环输料管出口端设置有传感器,气缸正对工作台。
本实用新型所述的卡簧、挡圈装配模块内设有气缸、顶杆、挡圈上料机、卡簧上料机,顶杆与气缸相连,顶杆顶部是伞状结构,挡圈上料机和卡簧上料机分别位于气缸的左右两侧,顶杆正对工作台。
本实用新型所述的检定模块内设有气缸、夹具、传感器,夹具与气缸相连,传感器设置在夹具与气缸之间,夹具正对工作台。
本实用新型所述的出料口内设有气缸、气缸水平移动轨道、出料机械手、滑块、传感器、废料箱、储料箱、滑道,滑道上有废料门,废料门下方设置有废料箱,出料机械手通过滑块与气缸水平移动轨道相连,出料机械手起始位置为工作台,终点位置在滑道入口端,滑道出口端设置有储料箱。
本实用新型与现有技术相比的有益效果是:采用圆形转盘形式的流水线,实现了6个工件的同时装配,装配效率高;节省了大量劳动力,降低了装配成本;实现了整个装配过程的全自动,提高了装配质量,保证了产品质量的稳定性和一致性。
附图说明
图1为本实用新型所述的三叉轴万向节工件的外形示意图。
图2为本实用新型的总体结构示意图。
图3为本实用新型的进料口模块结构示意图。
图4为本实用新型的滚针装配模块结构示意图。
图5为本实用新型的球环装配模块结构示意图。
图6为本实用新型的挡圈、卡簧装配模块结构示意图。
图7为本实用新型的检定模块结构示意图。
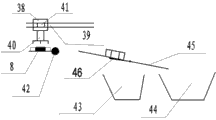
图8为本实用新型的出料口模块结构示意图。
具体实施方式
下面通过实施例,并结合附图,对本实用新型的技术方案作进一步的具体的说明。如图2所示,本实用新型包括进料口模块1,滚针装配模块2,球环装配模块3,挡圈、卡簧装配模块4,检定模块5,出料口模块6,转盘7。上述六个模块依次围绕着转盘7排列,相互间隔60度。转盘7上依次安装着6个工作台8,相互间隔60度,六个工作台8与六个模块一一对应。每个工作台8上都装有一个机械手,用于夹紧,每个工作台8的一侧都装有缺料检测传感器10。工作时每个工作台8内都放有一个工件。
本实用新型的进料口模块1,如图3所示,包括进料机械手11、气缸水平移动轨道12、滑块13、压力传感器14、放料架15、下料开关16、传送带17。所述的进料机械手11通过滑块13与气缸水平移动轨道12相连,实现水平移动。传送带17的末端设有压力传感器14,放料架15的出口设有下料开关16。工作台上的缺料检测传感器10检测到缺料信号后下料开关16打开,实现了自动送料。
本实用新型的滚针装配模块2,如图4所示,包括滚针上料机18、细管19、传送带20、电机21、气缸22、气缸滚针推头23、环形滚针存储器24、传感器25、26。所述的滚针上料机18采用磁震方式,其底部有一入料口,入料口是一个直径为5mm圆孔,入料口一侧装有传感器25,用于缺料检测。入料口下接有一内径3mm的细管19,滚针只能单根通过。所述的环形滚针存储器24的内径为18mm、外径为20mm、高为12mm,靠近传送带的一侧设有一开口,滚针由此进入环形滚针存储器24。所述的环形滚针存储器24的外壳上设有传感器26,用于料满检测。环形滚针存储器24一侧设置有气缸滚针推头23,气缸滚针推头23与气缸22的相连,环形滚针存储器24另一侧为对应的工作台8。
本实用新型的球环装配模块3,如图5所示,包括球环上料机27、球环输料管28、传感器29、气缸30。球环上料机27下接一球环输料管28,该球环输料管28是横截面为3.2cm×1.2cm的塑料长管,球环只能单个通过。球环通过所述的球环输料管28移动到固定位置。球环输料管28出口端设置有传感器29,气缸30正对工作台8。当传感器29检测到相应工作台8上的机械手9处于夹紧状态这一信号时,所述的气缸30将球环推到轴叉位置的同时机械手9松开,接着气缸30回位,球环装配完成。
本实用新型的卡簧、挡圈装配模块4,如图6所示,包括气缸31、顶杆32、挡圈上料机33、卡簧上料机34。所述的顶杆32与气缸31相连,其顶部是伞状结构,受力后撑开。所述的挡圈上料机33和卡簧上料机34分别位于气缸31的左右两侧。顶杆32正对相应的工作台8。
本实用新型的检定模块5,如图7所示,包括气缸35、夹具36、传感器37。所述的夹具36与气缸35相连,传感器37设置在夹具36和气缸35之间。当夹具36夹紧球环后,气缸35通过设定好的力矩开始检测挡圈是否有松动现象。所述的传感器37将检测结果发送到出料口模块6。
本实用新型的出料口模块6,如图8所示,包括气缸38、气缸水平移动轨道39、出料机械手40、滑块41、传感器42、废料箱43、储料箱44、滑道45,滑道上有废物门46。滑道45上有废料门46,废料门46下方设置有废料箱43。出料机械手40通过滑块41与气缸水平移动轨道39相连,实现水平移动,出料机械手40起始位置为相应的工作台8,终点位置在滑道45入口端,滑道45出口端设置有储料箱44。相应的工作台8上设有传感器42,用来检测工件的三个轴叉是否装配完毕。所述的出料机械手40工作时将工件抓起放至滑道45,不合格的产品在通过废料门46时被分离至废料箱43,合格的产品进入储料箱44。
实际操作时,手动将工件置于放料架(之前将滚针,球环,挡圈和卡簧分别放到各自送料盘中,同时开始送料);在进料口模块,工件台上的缺料检测传感器检测到缺料信号后下料开关打开,工件随着传送带移动至传感器上方,压力传感器检测到该信号后进料机械手将工件抓起并放到工件台上;转盘顺时针旋转60度,工件被送至滚针装配模块。滚针随着滚针上料机一起震动,穿过细管后排列在传送带上,在传送带的带动下进入环形滚针存储器,排列成一个圆周,当传感器检测到环形滚针存储器料满时传送带和滚针上料机停止工作,同时气缸滚针推头将滚针推到轴叉位置,气缸回位的同时机械手抱住滚针;转盘顺时针旋转60度,工件被送至球环装配模块,气缸将球环推到轴叉位置中间,机械手臂松开回位,球环被推到装配要求位置,气缸回位,球环装配到位;转盘顺时针旋转60度,工件被送至卡簧、挡圈装配模块,挡圈和卡簧被气缸推到相互重合位置,顶杆穿过卡簧和挡圈,顶杆接触到轴叉倒角处,顶杆头部撑开,挡圈和卡簧被瞬间顶到位,顶杆回位,挡圈卡簧装配到位;转盘顺时针旋转60度,工件被送至检定模块,气缸通过设定好的力矩开始检测挡圈是否有松动现象;转盘顺时针旋转60度,工件被送至出料口模块,传感器对工件进行检测,若还三个轴叉未全部装配完且装配合格,工件旋转120度进行下一个轴叉的装配;若工件的三个轴叉都已装配完,或检定结果不合格,那么出料机械手将工件抓起放至出料口;不合格的产品在通过废料门时被分离至废料箱,合格的产品进入储料箱;转盘顺时针旋转60度,工件被送至进料口模块,一个流程完成,不断循环,最终装配好的成品如图1所示。
本说明书中所描述的以上内容仅仅是对本实用新型结构所作的举例说明。本实用新型所属技术领域的技术人员可以对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,只要不偏离本实用新型的结构或者超越本权利要求书所定义的范围,均应属于本实用新型的保护范围。
Claims (7)
1.一种三叉万向节全自动装配线,其特征在于:包括有圆形的转盘,围绕着转盘依次设置有进料口模块、滚针装配模块,球环装配模块,挡圈、卡簧装配模块,检定模块和出料口模块,所述的进料口模块、滚针装配模块,球环装配模块,挡圈、卡簧装配模块,检定模块和出料口模块相邻两者之间与转盘圆心所成的夹角为60度,在转盘边缘的圆周方向上均匀分布有六个工作台,相邻工作台之间的夹角为60度,进料口模块、滚针装配模块,球环装配模块,挡圈、卡簧装配模块,检定模块和出料口模块分别与一个工作台对应,每个工作台上均设置有一个机械手,每个工作台的一侧都装有缺料检测传感器。
2.根据权利1所述的三叉万向节全自动装配线,其特征在于:所述的进料口模块内设有进料机械手、气缸水平移动轨道、滑块、压力传感器、放料架、下料开关、传送带,进料机械手通过滑块与气缸水平移动轨道相连,传送带的末端设有压力传感器,放料架的出口设有下料开关,下料开关与工件台上的缺料检测传感器配合。
3.根据权利1所述的三叉万向节全自动装配线,其特征在于:所述的滚针装配模块内设有滚针上料机、细管、传送带、电机、气缸、气缸滚针推头、环形滚针存储器、两个传感器,滚针上料机底部有一入料口,入料口是一个直径为5mm的圆孔,入料口一侧装有一个传感器,入料口下接有一内径3mm的细管,环形滚针存储器的内径为18mm、外径为20mm、高为12mm,环形滚针存储器靠近传送带的一侧设有一开口,滚针由此进入环形滚针存储器,环形滚针存储器的外壳上设有另一个传感器,环形滚针存储器一侧设置有气缸滚针推头,气缸滚针推头与气缸相连,环形滚针存储器另一侧为工作台。
4.根据权利1所述的三叉万向节全自动装配线,其特征在于:所述的球环装配模块包括气缸、球环上料机、球环输料管、传感器,的球环上料机下接一球环输料管,该球环输料管是横截面为3.2cm×1.2cm的塑料长管,球环输料管出口端设置有传感器,气缸正对工作台。
5.根据权利1所述的三叉万向节全自动装配线,其特征在于:所述的卡簧、挡圈装配模块内设有气缸、顶杆、挡圈上料机、卡簧上料机,顶杆与气缸相连,顶杆顶部是伞状结构,挡圈上料机和卡簧上料机分别位于气缸的左右两侧,顶杆正对工作台。
6.根据权利1所述的三叉万向节全自动装配线,其特征在于:所述的检定模块内设有气缸、夹具、传感器,夹具与气缸相连,传感器设置在夹具与气缸之间,夹具正对工作台。
7.根据权利1所述的三叉万向节全自动装配线,其特征在于:所述的出料口内设有气缸、气缸水平移动轨道、出料机械手、滑块、传感器、废料箱、储料箱、滑道,滑道上有废料门,废料门下方设置有废料箱,出料机械手通过滑块与气缸水平移动轨道相连,出料机械手起始位置为工作台,终点位置在滑道入口端,滑道出口端设置有储料箱。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN2011203326014U CN202224924U (zh) | 2011-09-06 | 2011-09-06 | 三叉万向节全自动装配线 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN2011203326014U CN202224924U (zh) | 2011-09-06 | 2011-09-06 | 三叉万向节全自动装配线 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN202224924U true CN202224924U (zh) | 2012-05-23 |
Family
ID=46075531
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN2011203326014U Expired - Fee Related CN202224924U (zh) | 2011-09-06 | 2011-09-06 | 三叉万向节全自动装配线 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN202224924U (zh) |
Cited By (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102814654A (zh) * | 2012-09-07 | 2012-12-12 | 高精科技(苏州)有限公司 | 自动组装装置 |
| CN102854864A (zh) * | 2012-09-18 | 2013-01-02 | 深圳市神拓机电设备有限公司 | 托辊自动化生产线集中控制系统 |
| CN102873536A (zh) * | 2012-10-15 | 2013-01-16 | 浙江阿克希龙舜华铝塑业有限公司 | 口红包装管组装机 |
| CN102909631A (zh) * | 2012-11-09 | 2013-02-06 | 昆山市大金机械设备厂 | 多工位抛光设备 |
| CN102962638A (zh) * | 2012-11-08 | 2013-03-13 | 山西平阳重工机械有限责任公司 | 液压支架网格型箱式结构件的自动装配方法及设备 |
| CN103832785A (zh) * | 2012-11-20 | 2014-06-04 | 康茂股份公司 | 累积托盘传送器以及用于控制该传送器的方法 |
| CN105834707A (zh) * | 2016-04-20 | 2016-08-10 | 无锡职业技术学院 | 齿轮泵组装生产线 |
| CN107290138A (zh) * | 2017-05-19 | 2017-10-24 | 耐世特凌云驱动系统(芜湖)有限公司 | Cv节自动检测装置 |
| CN108098324A (zh) * | 2017-11-25 | 2018-06-01 | 苏州梅香雅筑工艺品有限公司 | 一种用于组装腰扇的设备 |
| CN108544405A (zh) * | 2018-04-17 | 2018-09-18 | 合肥康尔信电力系统有限公司 | 一种柴油发电机组组装用固定工装 |
| CN108637638A (zh) * | 2018-05-17 | 2018-10-12 | 林晓洁 | 一种万向节流水线 |
| CN112264796A (zh) * | 2020-09-21 | 2021-01-26 | 人本股份有限公司 | 三球销式万向节组装装置 |
| CN114770092A (zh) * | 2022-04-10 | 2022-07-22 | 魏帅起 | 一种基于智能制造的三球销自动加工装置 |
| CN115213679A (zh) * | 2022-08-01 | 2022-10-21 | 浙江博恬洋机械有限公司 | 一种三球销全自动装配生产线及工艺 |
-
2011
- 2011-09-06 CN CN2011203326014U patent/CN202224924U/zh not_active Expired - Fee Related
Cited By (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102814654A (zh) * | 2012-09-07 | 2012-12-12 | 高精科技(苏州)有限公司 | 自动组装装置 |
| CN102854864A (zh) * | 2012-09-18 | 2013-01-02 | 深圳市神拓机电设备有限公司 | 托辊自动化生产线集中控制系统 |
| CN102873536A (zh) * | 2012-10-15 | 2013-01-16 | 浙江阿克希龙舜华铝塑业有限公司 | 口红包装管组装机 |
| CN102873536B (zh) * | 2012-10-15 | 2014-11-05 | 浙江阿克希龙舜华铝塑业有限公司 | 口红包装管组装机 |
| CN102962638A (zh) * | 2012-11-08 | 2013-03-13 | 山西平阳重工机械有限责任公司 | 液压支架网格型箱式结构件的自动装配方法及设备 |
| CN102962638B (zh) * | 2012-11-08 | 2015-02-25 | 山西平阳重工机械有限责任公司 | 液压支架网格型箱式结构件的自动装配方法及设备 |
| CN102909631A (zh) * | 2012-11-09 | 2013-02-06 | 昆山市大金机械设备厂 | 多工位抛光设备 |
| CN103832785A (zh) * | 2012-11-20 | 2014-06-04 | 康茂股份公司 | 累积托盘传送器以及用于控制该传送器的方法 |
| CN103832785B (zh) * | 2012-11-20 | 2017-04-12 | 康茂股份公司 | 累积托盘传送器以及用于控制该传送器的方法 |
| CN105834707A (zh) * | 2016-04-20 | 2016-08-10 | 无锡职业技术学院 | 齿轮泵组装生产线 |
| CN107290138A (zh) * | 2017-05-19 | 2017-10-24 | 耐世特凌云驱动系统(芜湖)有限公司 | Cv节自动检测装置 |
| CN108098324A (zh) * | 2017-11-25 | 2018-06-01 | 苏州梅香雅筑工艺品有限公司 | 一种用于组装腰扇的设备 |
| CN108544405A (zh) * | 2018-04-17 | 2018-09-18 | 合肥康尔信电力系统有限公司 | 一种柴油发电机组组装用固定工装 |
| CN108637638A (zh) * | 2018-05-17 | 2018-10-12 | 林晓洁 | 一种万向节流水线 |
| CN108637638B (zh) * | 2018-05-17 | 2020-04-07 | 安徽铸机机械智能有限公司 | 一种万向节流水线 |
| CN112264796A (zh) * | 2020-09-21 | 2021-01-26 | 人本股份有限公司 | 三球销式万向节组装装置 |
| CN114770092A (zh) * | 2022-04-10 | 2022-07-22 | 魏帅起 | 一种基于智能制造的三球销自动加工装置 |
| CN114770092B (zh) * | 2022-04-10 | 2024-05-17 | 南京栖霞科技产业发展有限公司 | 一种基于智能制造的三球销自动加工装置 |
| CN115213679A (zh) * | 2022-08-01 | 2022-10-21 | 浙江博恬洋机械有限公司 | 一种三球销全自动装配生产线及工艺 |
| CN115213679B (zh) * | 2022-08-01 | 2024-02-02 | 浙江博恬洋机械有限公司 | 一种三球销全自动装配生产线及工艺 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN202224924U (zh) | 三叉万向节全自动装配线 | |
| CN102862050B (zh) | 八工位门铰链总成自动装配机 | |
| KR101845261B1 (ko) | 자동압입기 및 이를 이용한 조립방법 | |
| CN111169934B (zh) | 一种适用于皮带输送机的包胶滚筒自动组装设备及工艺 | |
| CN106112265A (zh) | 一种动力电池盖板焊接设备 | |
| CN109434453A (zh) | 一种汽车轮毂转向节自动装配机及装配方法 | |
| CN111774833B (zh) | 一种连接器接头的自动组装检测设备及其组装检测方法 | |
| CN110695691B (zh) | 一种全自动机器人插座装配线 | |
| CN202985073U (zh) | 十二工位门铰链销轴自动装配机 | |
| CN209206874U (zh) | 一种用于密封产品自动组装检测机 | |
| CN114290053A (zh) | 多通阀自动化装配系统和装配方法 | |
| CN208840859U (zh) | 接触网吊弦线机器人组装系统 | |
| CN2846052Y (zh) | 可旋转任意角度的三爪机械手 | |
| CN107627103B (zh) | 旋转蜡笔自动装配系统和装配方法 | |
| CN204054652U (zh) | 一种贯流风叶焊接机器人 | |
| CN218657296U (zh) | 一体式门环凸焊工作站 | |
| CN112355635A (zh) | 一种家电用逻辑式编码器自动组装设备 | |
| US6463781B2 (en) | System for drawing outer cylinder of rubber bush | |
| CN209239467U (zh) | 一种汽车轮毂转向节自动装配机 | |
| CN202240410U (zh) | 三叉万向节的滚针球环自动装配机 | |
| CN201371326Y (zh) | 汽车零件防误装装置 | |
| CN109399189A (zh) | 一种90°旋转取料机构 | |
| CN213858003U (zh) | 一种洗衣机用防水型编码器自动组装设备 | |
| CN209455628U (zh) | 一种90°旋转取料机构 | |
| CN209532659U (zh) | 割草机半自动装配线 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20120523 Termination date: 20150906 |
|
| EXPY | Termination of patent right or utility model |