CN201848791U - 装配用定位器 - Google Patents
装配用定位器 Download PDFInfo
- Publication number
- CN201848791U CN201848791U CN2010205766620U CN201020576662U CN201848791U CN 201848791 U CN201848791 U CN 201848791U CN 2010205766620 U CN2010205766620 U CN 2010205766620U CN 201020576662 U CN201020576662 U CN 201020576662U CN 201848791 U CN201848791 U CN 201848791U
- Authority
- CN
- China
- Prior art keywords
- fixed axis
- locator
- crossbeam
- backstay
- fixed shaft
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 230000004323 axial length Effects 0.000 description 1
- 230000002950 deficient Effects 0.000 description 1
- 238000005457 optimization Methods 0.000 description 1
- 230000001105 regulatory effect Effects 0.000 description 1
- 239000011435 rock Substances 0.000 description 1
Images
Landscapes
- Automatic Assembly (AREA)
Abstract
本实用新型公开了一种装配用定位器,现有张紧轮轴承端盖的相对位置关系相差很大,本实用新型的定位器是在一横梁的中间位置设一固定轴,在该横梁的位于所述固定轴两侧的位置分别设一定位杆,该两定位杆与所述的固定轴向同一方向延伸并与固定轴平行。利用该定位器能够把铆合端盖与张紧拨叉的相对位置确定下来,从而提高机床的工作效率和产品的成品率,有效防止了二零件相对位置偏离而产品报废现象。
Description
技术领域
本实用新型属于装配工具,具体的说是一种装配汽车张紧轮用的定位器。
背景技术
传统的纯手工装配张紧轮轴承端盖时,端盖上的缺口与张紧拨叉上键槽的相对位置是用眼睛估计(端盖与张紧拨叉分别位于轴承的两端),然后用冲床铆合。装配出来的轴承,相对位置关系相差很大,装到主机上使用时达不到主机要求,影响主机质量。
实用新型内容
本实用新型要解决的技术问题和提出的技术任务是克服现有张紧轮轴承端盖的相对位置关系相差很大的缺陷,提供一种装配用定位器。
为此,本实用新型采用以下技术方案:装配用定位器,其特征是:在一横梁的中间位置设一固定轴,在该横梁的位于所述固定轴两侧的位置分别设一定位杆,该两定位杆与所述的固定轴向同一方向延伸并与固定轴平行。
作为优选技术手段:所述两定位杆中的一个较所述固定轴长,另一个较所述固定轴短。所述较长的一个定位杆的前端设置成扁平状。所述的固定轴向反方向延伸出握持段。所述的横梁与固定轴为一体结构或者焊接在一起或者装配在一起;所述的横梁与定位杆为一体结构或者焊接在一起或者装配在一起。
本实用新型的定位器能够把铆合端盖与张紧拨叉的相对位置确定下来,从而提高机床的工作效率和产品的成品率,有效防止了二零件相对位置偏离而产品报废现象。
附图说明
图1为本实用新型定位器的结构示意图。
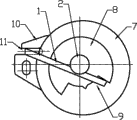
图2为图1所示定位器在装配时的状态示意图。
图中标号说明:1-横梁,2-固定轴,3-较长的定位杆,4-较短的定位杆,5-扁平状前端,6-握持段,7-轴承,8-端盖,9-缺口,10-张紧拨叉,11-键槽。
具体实施方式
以下结合说明书附图对本实用新型做详细说明。
如图1所示,本实用新型的定位器是在一横梁1的中间位置设一固定轴2,在该横梁1的位于固定轴2两侧的位置分别设一定位杆3、4,该两定位杆3、4与固定轴2向同一方向延伸并与固定轴2平行。具体的:两定位杆3、4中的一个较固定轴2长,另一个较固定轴2短,较长的一个定位杆3的前端5设置成扁平状;固定轴2向反方向延伸出握持段6。横梁1与固定轴2为一体结构或者焊接在一起或者装配在一起;横梁1与定位杆3、4为一体结构或者焊接在一起或者装配在一起。
使用该定位器时,在冲床铆合前,把端盖8放在轴承7的芯轴上,将定位器的固定轴2插在芯轴的内孔内(为了定位准确,以固定轴的能够插入芯轴内径又不晃动为佳,如固定轴的外径与芯轴内径设计成基准尺寸相同的间隙配合关系),将定位器的较长的定位杆3的扁平状前端5插入张紧拨叉10的键槽11内,将端盖8的缺口9的一个边缘贴靠在定位器的另一较短的定位杆4上即将端盖8与张紧拨叉10的相对位置确定下来(通常的,要求端盖8的缺口的一个边缘与张紧拨叉10的键槽11要在一条直线上);然后拿开定位器,冲床冲头下行将端盖与芯轴铆合,由芯轴把端盖与张紧拨叉的位置固定正确。由此提高机床的工作效率和产品的成品率,有效防止了端盖与张紧拨叉相对位置偏离而产品报废现象。
Claims (6)
1.装配用定位器,其特征是:在一横梁(1)的中间位置设一固定轴(2),在该横梁(1)的位于所述固定轴(2)两侧的位置分别设一定位杆(3、4),该两定位杆(3、4)与所述的固定轴(2)向同一方向延伸并与固定轴(2)平行。
2.根据权利要求1所述的装配用定位器,其特征是所述两定位杆(3、4)中的一个较所述固定轴(2)长,另一个较所述固定轴(2)短。
3.根据权利要求2所述的装配用定位器,其特征是所述较长的一个定位杆(3)的前端(5)设置成扁平状。
4.根据权利要求1所述的装配用定位器,其特征是所述的固定轴(2)向反方向延伸出握持段(6)。
5.根据权利要求1所述的装配用定位器,其特征是所述的横梁(1)与固定轴(2)为一体结构或者焊接在一起或者装配在一起。
6.根据权利要求5所述的装配用定位器,其特征是所述的横梁(1)与定位杆(3、4)为一体结构或者焊接在一起或者装配在一起。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN2010205766620U CN201848791U (zh) | 2010-10-26 | 2010-10-26 | 装配用定位器 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN2010205766620U CN201848791U (zh) | 2010-10-26 | 2010-10-26 | 装配用定位器 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN201848791U true CN201848791U (zh) | 2011-06-01 |
Family
ID=44091202
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN2010205766620U Expired - Fee Related CN201848791U (zh) | 2010-10-26 | 2010-10-26 | 装配用定位器 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN201848791U (zh) |
-
2010
- 2010-10-26 CN CN2010205766620U patent/CN201848791U/zh not_active Expired - Fee Related
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN203003385U (zh) | 一种后纵梁内加强板总成夹具 | |
| CN203062169U (zh) | 组装、焊接h型钢的定位装置 | |
| CN202539882U (zh) | 一种用于摩托车车架焊接的夹具 | |
| CN201848791U (zh) | 装配用定位器 | |
| US20090126548A1 (en) | Punch press | |
| CN203664688U (zh) | 机床主轴自动松刀卸荷结构 | |
| CN204584704U (zh) | 车用传动轴装配专用设备 | |
| CN202317575U (zh) | 管排组装胎具 | |
| CN202114496U (zh) | 叉类件镗耳孔气动夹具 | |
| CN202508232U (zh) | 自行车整体冲压车架 | |
| CN103028879B (zh) | 一种转向传动轴装配工装 | |
| CN202138917U (zh) | 一种排线层绕机自动紧锁装置 | |
| CN202574344U (zh) | 改进的轻型汽车方向管柱传动下轴 | |
| CN202684411U (zh) | 副车架焊接工装 | |
| CN202684416U (zh) | 一种副车架焊接工装 | |
| CN203184990U (zh) | 一种应用于非标准零件加工定位的台钳 | |
| CN202271001U (zh) | 一种同轴套零件的粗、精复合镗孔装置 | |
| CN102363250A (zh) | 一种焊条 | |
| CN202291947U (zh) | 一种电梯用驱动焊接装置 | |
| CN202130260U (zh) | 三段式焊接后桥 | |
| CN204565706U (zh) | 一种用于高压直喷喷油器的切割机夹具 | |
| CN202684373U (zh) | 一种焊接设备 | |
| CN205184349U (zh) | 用于换档摆杆波形面加工的顶紧定位装置 | |
| CN202114406U (zh) | 一种焊条 | |
| CN202847928U (zh) | 一种自行车滑板车把手 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| C17 | Cessation of patent right | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20110601 Termination date: 20111026 |