CN201848463U - 双机联动的折弯机 - Google Patents
双机联动的折弯机 Download PDFInfo
- Publication number
- CN201848463U CN201848463U CN2010206133979U CN201020613397U CN201848463U CN 201848463 U CN201848463 U CN 201848463U CN 2010206133979 U CN2010206133979 U CN 2010206133979U CN 201020613397 U CN201020613397 U CN 201020613397U CN 201848463 U CN201848463 U CN 201848463U
- Authority
- CN
- China
- Prior art keywords
- oil cylinder
- programmable logic
- bender
- logic controller
- plc
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 238000005452 bending Methods 0.000 title abstract description 16
- 239000003921 oil Substances 0.000 claims description 74
- 238000003462 Bender reaction Methods 0.000 claims description 20
- 239000000446 fuel Substances 0.000 claims description 6
- 239000010729 system oil Substances 0.000 claims description 3
- 102100026205 1-phosphatidylinositol 4,5-bisphosphate phosphodiesterase gamma-1 Human genes 0.000 claims 5
- 101100190617 Arabidopsis thaliana PLC2 gene Proteins 0.000 claims 5
- 101100408456 Arabidopsis thaliana PLC8 gene Proteins 0.000 claims 5
- 101100464304 Caenorhabditis elegans plk-3 gene Proteins 0.000 claims 5
- 101000691599 Homo sapiens 1-phosphatidylinositol 4,5-bisphosphate phosphodiesterase gamma-1 Proteins 0.000 claims 5
- 101100093534 Saccharomyces cerevisiae (strain ATCC 204508 / S288c) RPS1B gene Proteins 0.000 claims 5
- 230000001360 synchronised effect Effects 0.000 abstract description 20
- 238000000034 method Methods 0.000 abstract description 8
- 238000005259 measurement Methods 0.000 abstract description 3
- 230000003247 decreasing effect Effects 0.000 abstract 1
- 239000002828 fuel tank Substances 0.000 description 4
- 230000003993 interaction Effects 0.000 description 4
- 238000010586 diagram Methods 0.000 description 3
- 238000006073 displacement reaction Methods 0.000 description 3
- 230000007812 deficiency Effects 0.000 description 2
- 238000001514 detection method Methods 0.000 description 2
- 238000005516 engineering process Methods 0.000 description 2
- 230000007704 transition Effects 0.000 description 2
- 229910000831 Steel Inorganic materials 0.000 description 1
- 230000005540 biological transmission Effects 0.000 description 1
- 239000010727 cylinder oil Substances 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 230000016507 interphase Effects 0.000 description 1
- 238000003754 machining Methods 0.000 description 1
- 238000010008 shearing Methods 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
- 230000003245 working effect Effects 0.000 description 1
Images



Landscapes
- Fluid-Pressure Circuits (AREA)
Abstract
本实用新型涉及双机联动的折弯机,包括同型号的两台折弯机,且分别配置有可编程逻辑控制器;同型号两台折弯机紧挨着布置在一条直线上,其刀架处于同一平面位置,两台折弯机的下模具也处于同一直线位置;每台折弯机的两只油缸的活塞由同步轴机械同步,且采用串行供油的方式;在油缸的输油管路上分别布置三只以上的压力继电器,且分别连接着可编程逻辑控制器的信号输入端;上述两组对应的压力继电器设定的压力值相等;两台折弯机在获得共同启动信号后,两台折弯机的油缸驱动刀架同时下行。本实用新型属于接触力直接测量;因此,精度高、可靠性好;压力继电器成本低,数量增减方便、设定的压力调整简单,能满足多种档次折弯机双机联动作业要求。
Description
技术领域
本实用新型涉及机械加工设备领域,尤其是折弯机领域双机联动的技术方案。
背景技术
目前,市场出售的转弯机工作台常见的尺寸在4000(mm),最大尺寸一般不超过6000(mm)。当出现超长工件加工时,希望采用双台联动共同工作,即两台折弯机下模具布置在一条直线上,两台折弯机的滑块同步下行,驱动刀具折弯工件,满足超长工件折弯要求。当前,两台折弯机同步的主要技术方案有机械式同步、电气同步、数控同步三种方式。其中,机械式同步是利用机械传动件将两台折弯机的滑块刚性连接起来,强行实现两台折弯机滑块同步。机械式同步实现简单,工作可靠,但限制了两台折弯机独立作业,即当出现加工不超长工件时,两台折弯机脱开比较麻烦。数控同步的技术方案是在两台折弯机的滑块上安装位置检测传感器,采用比例阀控制进入油缸的流量,实现两台折弯机滑块同步下行。数控同步虽然能满足两台折弯机既能联动又能独立工作的要求,但数控系统和比例阀成本都比较高,只有在高档折弯机上才配置数控系统和比例阀,限制了该项技术在普通折弯机中的应用。电气同步采用行程开关作为位置检测装置,通过电气控制方法,实现两台折弯机滑块下行控制。由于板料一般为钢质工件,弹性模量E的值非常大,在折弯过程中,刀具与工件间接触位移即使增量非常小,也将产生非常大接触力增量。选用行程开关检测折弯机滑块的位移,控制两台折弯机保持同步显然存在重大技术缺陷,因此电气同步方法在工程上难以付诸实施。
折弯机双机同步,本质上要求两台折弯机的刀具对工件同步施加折弯力,确保工件在折弯过程中不出现翘曲、偏移等现象,满足工件在两台折弯机上形成的弯曲面形状一致,弯槽成一条直线。针对机械式同步、电气同步、数控同步三种方式存在的不足,本实用新型基于力控制,实现折弯机双机同步功能。
国内涉及双机联动的折弯机的专利有3件。其中“多台联动折弯机电气同步控制系统(CN2205264Y)”和“液压上传动折弯机、剪板机、切纸机、压力机和它们的合并机(CN1049467)”均采用行程开关检测滑台位置,控制双台折弯机滑块同步动作;“CN201149655Y数控折弯机双机同步检测控制装置”采用同步检测位置传感器检测滑台位移,利用电磁比例阀控制油缸进油量,实现两台设备同步运行。因此,上述三项专利均不涉及本实用新型基于力信息,实现双机同步联动的技术方案。
发明内容
为了更方便地解决两台折弯机的双机同步联动问题,本实用新型提供一种基于力信息实现双机同步联动的折弯机。
具体的技术解决方案如下:
双机联动的折弯机包括同型号的两台折弯机A2和折弯机B6,且分别配置有可编程逻辑控制器APLC1和可编程逻辑控制器BPLC2,所述同型号两台折弯机A2和折弯机B6紧挨着布置在一条直线上,其刀架A1和刀架B8处于同一平面位置,两台折弯机的下模具也处于同一直线位置;所述折弯机A2的油缸A3和油缸B4的活塞由同步轴机械同步,所述折弯机B6的油缸C5和油缸D7的活塞由同步轴机械同步;所述油缸A3和油缸B4 采用串行供油的方式,所述油缸C5和油缸D7采用串行供油的方式,在油缸A3和油缸B4的输油管路11上分别布置三只以上的压力继电器,且分别连接着可编程逻辑控制器APLC1的信号输入端;同样,在油缸C5和油缸D7的输油管路24上分别对应布置三只以上的压力继电器,且分别连接着可编程逻辑控制器BPLC2的信号输入端,上述两组对应的压力继电器设定的压力值相等;两台折弯机在获得共同启动信号后,油缸A3和油缸B4驱动刀架A1,油缸C5和油缸D7驱动刀架B8同时下行;随后,两组压力继电器依次检测出等值压力后,刀架A1和刀架B8方可继续下行,以确保刀具A14和刀具B27与工件间接触力保持同步。
在所述油缸A3和油缸B4的输油管路11上分别布置五只压力继电器,在所述油缸C5和油缸D7的输油管路24上分别布置五只压力继电器;输油管路11上的五只压力继电器分别接在可编程逻辑控制器APLC1的五个信号输入端;输油管路24上的五只压力继电器分别接在可编程逻辑控制器BPLC2的五个信号输入端;可编程逻辑控制器APLC1的其中一个信号输入端连接着启动按钮A41,可编程逻辑控制器BPLC2的其中一个信号输入端连接着启动按钮B42,且启动按钮A41和启动按钮B42采用机械双联开关,实现同步启动;可编程逻辑控制器APLC1输出信号控制二位二通电磁阀10,可编程逻辑控制器BPLC2输出信号控制二位二通电磁阀23,实现对液压系统油路的控制。
本实用新型的有益技术效果是:将两台折弯机的刀具与工件间的接触力从小到大划分成五个等级,两台折弯机的刀具与工件间的接触力在五个等级上同步,从而近似满足全程接触力同步要求。折弯机双机联动的实现方法的特点是:与滑块位置检测间接测量方案相比,力信息反映了刀具与工件间相互作用的本质,属于直接测量;因此,精度高、可靠性好。压力继电器成本低,数量增减方便、设定的压力调整简单,能满足多种档次折弯机双机联动作业要求。
附图说明
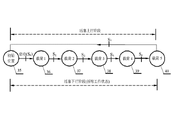
图1是本实用新型双机布置示意图。
图2是同步控制液压原理图。
图3是同步控制电路原理图。
图4是刀架运行状态图。
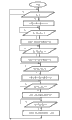
图5是双机联动控制流程图。
具体实施方式
下面结合附图,通过实施例对本实用新型作进一步地说明。
实施例1:
参见图1和图2,双机联动的折弯机包括同型号的两台折弯机,即折弯机A2和折弯机B6,两台折弯机分别配置有可编程逻辑控制器APLC1和可编程逻辑控制器BPLC2。
同型号两台折弯机A2和折弯机B6紧挨着布置在一条直线上,其刀架A1和刀架B8处于同一平面位置,两台折弯机的下模具也处于同一直线位置。折弯机A2的油缸A3和油缸B4的活塞由同步轴机械同步,折弯机B6的油缸C5和油缸D7的活塞由同步轴机械同步;油缸A3和油缸B4 采用串行供油的方式,油缸C5和油缸D7采用串行供油的方式。
动力源A9通过二位二通电磁阀10、管路11加到折弯机A2的油缸A3上腔。油缸A3的下腔与油缸B4的上腔经管路20连通,油缸B4的下腔通过管路21与油箱连通。在管路11接通动力源A9后,油缸A3和油缸B4的活塞同时下行,并通过铰链A16和铰链B19连接,驱动折弯机A2的刀架A1下行。
动力源B22通过二位二通电磁阀23、管路24加到折弯机B6油缸C5的上腔。油缸C5的下腔与油缸D7的上腔经管路32连通,油缸D7的下腔通过管路34与油箱连通。在管路24接通动力源22后,油缸C5和油缸D7的活塞同时下行,并通过铰链29和33连接,驱动折弯机B6的刀架B8下行。
参见图3,为了实现折弯机A2的刀具A14和折弯机B6的刀具B27与工件间接触力保持同步,在油缸A3和油缸B4的输油管路11上分别布置五只压力继电器,即压力继电器A12、压力继电器B13、压力继电器C15、压力继电器D17、压力继电器E18,且分别连接着可编程逻辑控制器APLC1的五个信号输入端IN2、IN3、IN4、IN5、IN6;同样,在油缸C5和油缸D7的输油管路24上分别对应布置五只压力继电器,即压力继电器F25、压力继电器G26、压力继电器H28、压力继电器I30、压力继电器J31,且分别连接着可编程逻辑控制器BPLC2的信号输入端IN2、IN3、IN4、IN5、IN6;上述两组对应的压力继电器设定的压力值相等。可编程逻辑控制器APLC1的其中一个信号输入端连接着启动按钮A41,可编程逻辑控制器BPLC2的其中一个信号输入端连接着启动按钮B42,且启动按钮A41和启动按钮B42采用机械双联开关,实现同步启动;可编程逻辑控制器APLC1输出信号控制二位二通电磁阀10的线圈K1,可编程逻辑控制器BPLC2输出信号控制二位二通电磁阀23的线圈K2,实现对液压系统油路的控制。
压力继电器A12、压力继电器B13、压力继电器C15、压力继电器D17、压力继电器E18设定的压力依次记为P11、P12、P13、P14和P15;压力继电器F25、压力继电器G26、压力继电器H28、压力继电器I30、压力继电器J31设定的压力依次记为P21、P22、P23、P24和P25,且满足条件:
P11=P21,P12=P22,P13=P23,P14=P24,P15=P25;
P11=P21<P12=P22<P13=P23<P14=P24<P15=P25
当管路11的压力分别达到压力继电器A12、压力继电器B13、压力继电器C15、压力继电器D17、压力继电器E18的设定压力P11、P12、P13、P14和P15时,其输出的对应信号记作S11、S12、S13、S14和S15,分别由逻辑“0”变成逻辑“1”;同理,当管路24的压力分别达到压力继电器F25、压力继电器G26、压力继电器H28、压力继电器I30、压力继电器J31的设定压力P21、P22、P23、P24和P25时,其输出的对应信号S21、S22、S23、S24和S25也分别由逻辑“0”变成逻辑“1”。
参见图2和图4,两台折弯机的刀具A14、刀具B27与工件间的接触力,从小到大被划分成五级同步。将五级同步分别记作状态36、37、38、39和40,活塞下行初始位置记作状态35。各状态间转移触发信号分别记作S0、S1、S2、S3、S4和S5。
参见图2、图4和图5,刀架A1和刀架B8下行和快速退回的工作过程如下:
第一步:刀架A1和刀架B8下行前,各压力继电器输出的初始信号为:
S11=S12=S13=S14=S15=0
S21=S22=S23=S24=S25=0
当操作人员按启动按钮41和42后,S0=1,刀架A1和刀架B8开始下行。
第二步:当刀具A14与工件接触后,管路11的压力上升到P11,压力继电器12的输出信号S11=1时,刀架A1下行到状态36;当刀具B27与工件接触后,管路24的压力上升到P21,压力继电器F25的输出信号S21=1时,刀架B8也运行到状态36。只有满足S1=S11·S21=1条件,即刀具A14和刀具B27与工件间接触力都达到载荷1,刀架A1和刀架B8方可从状态36自动继续下行,此后刀具A14和刀具B27与工件间接触力将进一步增大,趋向状态37。
第三步:刀架A1和刀架B8都到达状态37后,满足S2=S12·S22=1条件,刀架A1和刀架B8继续自动下行,向状态38过渡。
第四步:刀架A1和刀架B8都到达状态38后,满足S3=S13·S23=1条件,刀架A1和刀架B8继续自动下行,向状态39转移。
第五步:刀架A1和刀架B8都到达状态39后,满足S4=S14·S24=1条件,刀架A1和刀架B8继续自动下行,向状态40过渡。
第六步:刀架A1和刀架B8都到达状态40后,满足S5=S15·S25=1条件,刀架A1和刀架B8停止下行,并延时一定时间(约1s-2s)后,快速退回(上行),返回状态35。
至此,一次加工过程完成,等待操作人员再次按启动按钮A41和启动按钮B42,进入下一个工作循环。
单机独立工作时,只需将压力继电器A12、压力继电器B13、压力继电器C15、压力继电器D17、压力继电器E18和压力继电器F25、压力继电器G26、压力继电器H28、压力继电器I30、压力继电器J31切换成机械开关,并全部设置成闭合状态,启动按钮A41和启动按钮B42的机械双联功能断开,则两台折弯机的信号关联和同步功能被取消,可以分别独立工作,功能互不影响。
实施例2:
根据同步精度要求,可以在进油管路11和管路24上,各布置三个或四个压力继电器,其它同实施例1。
实施例3:
根据同步精度要求,可以在进油管路11和管路24上,各布置六个或七个或八个压力继电器,其它同实施例1。
实施例4:
当将压力继电器布置在管路20与管路32中,其它同实施例1。
实施例5:进油管路11连接到油缸B4上腔,管路20连接在油缸B4下腔和油缸A3上腔之间,油缸A3下腔通过管路21接到油箱;进油管路24连接到油缸D7上腔,管路32连接在油缸D7下腔和油缸C5上腔之间,油缸C5下腔通过管路34接回油箱,其它同实施例1。
Claims (2)
1.双机联动的折弯机,包括同型号的两台折弯机A(2)和折弯机B(6),且分别配置有可编程逻辑控制器A(PLC1)和可编程逻辑控制器B(PLC2),其特征在于:所述同型号两台折弯机A(2)和折弯机B(6)紧挨着布置在一条直线上,其刀架A(1)和刀架B(8)处于同一平面位置,两台折弯机的下模具也处于同一直线位置;所述折弯机A(2)的油缸A(3)和油缸B(4)的活塞由同步轴机械同步,所述折弯机B(6)的油缸C(5)和油缸D(7)的活塞由同步轴机械同步;所述油缸A(3)和油缸B(4) 采用串行供油的方式,所述油缸C(5)和油缸D(7)采用串行供油的方式,在油缸A(3)和油缸B(4)的输油管路(11)上分别布置三只以上的压力继电器,且分别连接着可编程逻辑控制器A(PLC1)的信号输入端;同样,在油缸C(5)和油缸D(7)的输油管路(24)上分别对应布置三只以上的压力继电器,且分别连接着可编程逻辑控制器B(PLC2)的信号输入端,上述两组对应的压力继电器设定的压力值相等;两台折弯机在获得共同启动信号后,油缸A(3)和油缸B(4)驱动刀架A(1),油缸C(5)和油缸D(7)驱动刀架B(8)同时下行;随后,两组压力继电器依次检测出等值压力后,刀架A(1)和刀架B(8)方可继续下行,以确保刀具A(14)和刀具B(27)与工件间接触力保持同步。
2.根据权利要求1所述的双机联动的折弯机,其特征在于:在所述油缸A(3)和油缸B(4)的输油管路(11)上分别布置五只压力继电器,在所述油缸C(5)和油缸D(7)的输油管路(24)上分别布置五只压力继电器;输油管路(11)上的五只压力继电器分别接在可编程逻辑控制器A(PLC1)的五个信号输入端;输油管路(24)上的五只压力继电器分别接在可编程逻辑控制器B(PLC2)的五个信号输入端;可编程逻辑控制器A(PLC1)的其中一个信号输入端连接着启动按钮A(41),可编程逻辑控制器B(PLC2)的其中一个信号输入端连接着启动按钮B(42),且启动按钮A(41)和启动按钮B(42)采用机械双联开关,实现同步启动;可编程逻辑控制器A(PLC1)输出信号控制二位二通电磁阀(10),可编程逻辑控制器B(PLC2)输出信号控制二位二通电磁阀(23),实现对液压系统油路的控制。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN2010206133979U CN201848463U (zh) | 2010-11-19 | 2010-11-19 | 双机联动的折弯机 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN2010206133979U CN201848463U (zh) | 2010-11-19 | 2010-11-19 | 双机联动的折弯机 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN201848463U true CN201848463U (zh) | 2011-06-01 |
Family
ID=44090877
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN2010206133979U Expired - Fee Related CN201848463U (zh) | 2010-11-19 | 2010-11-19 | 双机联动的折弯机 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN201848463U (zh) |
Cited By (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102837423A (zh) * | 2011-11-23 | 2012-12-26 | 南通力德尔机电科技有限公司 | 全自动柔板折弯机 |
| CN104942087A (zh) * | 2015-06-29 | 2015-09-30 | 绍兴市安雅信自动化技术有限公司 | 一种电液同步折弯机及其控制方法 |
| CN105033001A (zh) * | 2015-07-14 | 2015-11-11 | 绍兴市安雅信自动化技术有限公司 | 一种双机联动扭轴折弯机 |
| CN105618521A (zh) * | 2014-11-03 | 2016-06-01 | 黄石华信机械设备有限公司 | 一种三台电气联动扭轴同步折弯机 |
| CN106862326A (zh) * | 2017-04-26 | 2017-06-20 | 江苏江海机床集团有限公司 | 快速更换模具的大型板材双联动折弯机 |
| CN106862317A (zh) * | 2017-04-26 | 2017-06-20 | 江苏江海机床集团有限公司 | 基于视觉识别的卧式双联动折弯机 |
| CN106862322A (zh) * | 2017-04-26 | 2017-06-20 | 江苏江海机床集团有限公司 | 连续折弯的大型板材双联动折弯机 |
| CN106862325A (zh) * | 2017-04-24 | 2017-06-20 | 江苏江海机床集团有限公司 | 大型板材双联动折弯机 |
| CN106964712A (zh) * | 2017-04-26 | 2017-07-21 | 江苏江海机床集团有限公司 | 卧式双联动折弯机用吊挂进料装置 |
| CN107052098A (zh) * | 2017-04-24 | 2017-08-18 | 江苏江海机床集团有限公司 | 一种卧式双联动折弯机 |
| CN116237398A (zh) * | 2023-05-06 | 2023-06-09 | 江苏特威机床制造有限公司 | 一种双联动同步折弯机 |
-
2010
- 2010-11-19 CN CN2010206133979U patent/CN201848463U/zh not_active Expired - Fee Related
Cited By (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102837423A (zh) * | 2011-11-23 | 2012-12-26 | 南通力德尔机电科技有限公司 | 全自动柔板折弯机 |
| CN105618521A (zh) * | 2014-11-03 | 2016-06-01 | 黄石华信机械设备有限公司 | 一种三台电气联动扭轴同步折弯机 |
| CN104942087A (zh) * | 2015-06-29 | 2015-09-30 | 绍兴市安雅信自动化技术有限公司 | 一种电液同步折弯机及其控制方法 |
| CN104942087B (zh) * | 2015-06-29 | 2017-05-17 | 绍兴市安雅信自动化技术有限公司 | 一种电液同步折弯机及其控制方法 |
| CN105033001A (zh) * | 2015-07-14 | 2015-11-11 | 绍兴市安雅信自动化技术有限公司 | 一种双机联动扭轴折弯机 |
| CN106862325A (zh) * | 2017-04-24 | 2017-06-20 | 江苏江海机床集团有限公司 | 大型板材双联动折弯机 |
| CN107052098B (zh) * | 2017-04-24 | 2019-05-24 | 江苏江海机床集团有限公司 | 一种卧式双联动折弯机 |
| CN107052098A (zh) * | 2017-04-24 | 2017-08-18 | 江苏江海机床集团有限公司 | 一种卧式双联动折弯机 |
| CN106862317A (zh) * | 2017-04-26 | 2017-06-20 | 江苏江海机床集团有限公司 | 基于视觉识别的卧式双联动折弯机 |
| CN106964712A (zh) * | 2017-04-26 | 2017-07-21 | 江苏江海机床集团有限公司 | 卧式双联动折弯机用吊挂进料装置 |
| CN106862322A (zh) * | 2017-04-26 | 2017-06-20 | 江苏江海机床集团有限公司 | 连续折弯的大型板材双联动折弯机 |
| CN106862317B (zh) * | 2017-04-26 | 2018-11-06 | 江苏江海机床集团有限公司 | 基于视觉识别的卧式双联动折弯机 |
| CN106862326A (zh) * | 2017-04-26 | 2017-06-20 | 江苏江海机床集团有限公司 | 快速更换模具的大型板材双联动折弯机 |
| CN116237398A (zh) * | 2023-05-06 | 2023-06-09 | 江苏特威机床制造有限公司 | 一种双联动同步折弯机 |
| CN116237398B (zh) * | 2023-05-06 | 2023-07-11 | 江苏特威机床制造有限公司 | 一种双联动同步折弯机 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN201848463U (zh) | 双机联动的折弯机 | |
| CN102866665B (zh) | 用于全电动折弯机的多轴同步控制系统的控制方法 | |
| CN102183918B (zh) | 伺服数控折弯机的控制系统 | |
| CN202106443U (zh) | 全自动液压压力机 | |
| CN206317443U (zh) | 伺服油压机高精度位置控制系统 | |
| CN202803847U (zh) | 用于全电动折弯机的多轴同步控制系统 | |
| CN202639056U (zh) | 智能导轨成型机 | |
| CN116068953A (zh) | 夹钳可移位的双推手电脑裁板锯控制系统及方法 | |
| CN104772407A (zh) | 一种基于数控弯丝机器人的控制系统 | |
| CN101284286A (zh) | 可以进行偏载加工的折弯机 | |
| CN201047912Y (zh) | 数控机床行程控制装置 | |
| CN201941099U (zh) | 恒压式液压调距装置电气控制系统 | |
| CN106286485B (zh) | 直线运动物品精确定位和重复定位方法和装置 | |
| CN202438593U (zh) | 一种冲床冲孔行程控制的液压控制系统 | |
| CN102453487B (zh) | 煤气交换控制装置 | |
| CN201186312Y (zh) | 卷板机工作辊液压同步装置 | |
| CN102699156B (zh) | 电液控制多缸联动折弯机 | |
| CN201776341U (zh) | 模架移动式u型梁翼板冲孔机 | |
| CN201130311Y (zh) | 一种高速独立绗缝机的计算机控制装置 | |
| CN202539289U (zh) | 一种单机加长型四缸液压板料折弯机 | |
| CN201291261Y (zh) | 多组预裁冲压机床 | |
| CN220148322U (zh) | 一种皮带输送机调节装置 | |
| CN103019149A (zh) | 一种用于制砖机组的控制系统及其控制方法 | |
| CN109624386B (zh) | 500吨四柱液压机伺服控制系统 | |
| CN202052826U (zh) | 一种折弯机压力反馈控制系统 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20110601 Termination date: 20151119 |
|
| EXPY | Termination of patent right or utility model |