CN201607198U - 用于发动机气门间隙检测的专用塞尺 - Google Patents
用于发动机气门间隙检测的专用塞尺 Download PDFInfo
- Publication number
- CN201607198U CN201607198U CN2010201303333U CN201020130333U CN201607198U CN 201607198 U CN201607198 U CN 201607198U CN 2010201303333 U CN2010201303333 U CN 2010201303333U CN 201020130333 U CN201020130333 U CN 201020130333U CN 201607198 U CN201607198 U CN 201607198U
- Authority
- CN
- China
- Prior art keywords
- clearance
- gauge
- clearance gauge
- engine
- valve
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images


Landscapes
- Valve-Gear Or Valve Arrangements (AREA)
Abstract
本实用新型涉及用于发动机气门间隙检测的专用塞尺。该专用量具包括片状塞尺,塞尺厚度的横截面为台阶状;塞尺的一端为通端,另一端为止端,其通端厚度与发动机进排气门间隙配合。本实用新型是按进排气门间隙尺寸作为塞尺厚度尺寸,将产品要求的最大、最小尺寸组合在一片塞尺上制作,无须事先组合,消除了使用通用塞尺的缺点。对于十六气门发动机利用气门间隙专用塞尺测十六次即可,提高效率一倍。
Description
技术领域
本实用新型属于用于发动机气门间隙检测的专用量具,具体涉及用于发动机气门间隙检测的专用塞尺。
背景技术
发动机的进排气门、机械挺柱、凸轮轴等装配后,必须对气门间隙尺寸实施检测,要求全检;传统的检测方法如下:1、采用气门间隙专用测量仪器检测,能显示实测间隙尺寸数据同时自动与设定数据比较,以判定气门间隙尺寸合格与否;2、采用通用塞尺判定气门间隙尺寸是否合格,需要预先将通用塞尺各分片组合成产品间隙要求的塞尺组;实际按进气气门间隙最大、最小尺寸要求组成两组塞尺组,按排气气门间隙最大、最小尺寸要求组成另两组塞尺组,总计四组塞尺。通过手持各塞尺组塞入被测间隙,根据手感塞尺通端通过间隙,而塞尺止端不能通过间隙,以判定气门间隙尺寸是否合格。
上述传统的检测方法优缺点如下:1、气门间隙专用测量仪器检测优点在于:测量结果是实测间隙尺寸数值,便于统计分析有利于产品质量监控;其缺点在于:①测量效率低,满足不了生产线节拍要求;例如某十六气门发动机利用气门间隙专用测量仪器检测耗时为120S,显然满足不了生产线60S的生产节拍要求;②专用测量仪器娇贵,使用要求高,稍有不慎就会损坏;2、采用通用塞尺判定气门间隙优点在于:①结构简单,一次投资费用低;其缺点在于:①仅判定合格与否,属定性测量;②塞尺组合烦琐、易错,容易误判;③每处气门间隙须用两组塞尺测两次,故十六处气门间隙需用塞尺组测三十二次,效率低下。按传统检测方法产品质量不稳定或效率低下,影响项目进度及企业的发展。
发明内容
为了提高工作效率和产品质量,本实用新型提供一种使用方便的新结构用于发动机气门间隙检测的专用塞尺。
具体结构改进技术方案如下:
用于发动机气门间隙检测的专用塞尺包括片状塞尺,所述塞尺厚度的横截面为台阶状;塞尺的一端为通端,另一端为止端,其通端厚度与发动机进排气门间隙配合。
用于进气门间隙测量,所述塞尺的通端厚度尺寸为0.19±0.002mm,通端长度为10-20mm,其止端尺寸为0.25±0.002mm。
用于排气门间隙测量,所述塞尺的通端厚度尺寸为0.27±0.002mm,通端长度为10-20mm,其止端尺寸为0.33±0.002mm。
本实用新型是按进排气门间隙尺寸作为塞尺厚度尺寸,将所产品要求的最大、最小尺寸组合在一片塞尺上制作,无须事先组合,消除了使用通用塞尺的缺点。十六处气门间隙用专用塞尺测十六次即可,提高效率一倍。
利用专用塞尺作为主要检测手段全检;利用气门间隙专用测量仪器作为辅助检测手段抽检和作为出现不合格产品时的判定检测手段,作为对使用专用塞尺作为主要检测手段的补充;通过本实用新型实施,在保留原有效产品质量监控手段前提下,大大提高了生产效率。
附图说明
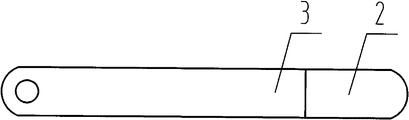
图1专用塞尺结构示意主视图,
图2专用塞尺结构示意俯视图,
图3专用塞尺使用示意图。
具体实施方式
下面结合附图,通过实施例对本实用新型作进一步地说明。
实施例1:
参见图1、图2,用于发动机气门间隙检测的专用塞尺包括片状塞尺1。塞尺1厚度的横截面为台阶状;塞尺的一端为通端2,另一端为止端3,其通端厚度与发动机气门间隙配合。
当产品要求的进气门间隙尺寸为0.22±0.03mm时;
塞尺通端2尺寸为0.19±0.002mm,通端长度为15mm,其止端3尺寸为0.25±0.002mm。
参见图3,发动机的进排气门4、机械挺柱5、凸轮轴6等装配后,必须对气门间隙尺寸实施检测。检测时,人工手持塞尺将塞尺的通端2插入机械挺柱5和凸轮轴6之间的气门间隙,以塞尺通端2能通过气门间隙处,而塞尺止端3不能通过气门间隙处作为判定气门间隙尺寸合格的标准。
实施例2:
当产品要求的排气门间隙尺寸为0.30±0.03mm时;
塞尺通端2尺寸为0.27±0.002mm;塞尺止端3尺寸为0.33±0.002mm。
其它同实施例1。
Claims (3)
1.用于发动机气门间隙检测的专用塞尺,包括片状塞尺,其特征在于:所述塞尺厚度的横截面为台阶状;塞尺的一端为通端,另一端为止端,其通端厚度与发动机进排气门间隙配合。
2.根据权利要求1所述的用于发动机气门间隙检测的专用塞尺,其特征在于:用于进气门间隙测量,所述塞尺的通端厚度尺寸为0.19±0.002mm,通端长度为10-20mm,其止端尺寸为0.25±0.002mm。
3.根据权利要求1所述的用于发动机气门间隙检测的专用塞尺,其特征在于:用于排气门间隙测量,所述塞尺的通端厚度尺寸为0.27±0.002mm,通端长度为10-20mm,其止端尺寸为0.33±0.002mm。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN2010201303333U CN201607198U (zh) | 2010-03-11 | 2010-03-11 | 用于发动机气门间隙检测的专用塞尺 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN2010201303333U CN201607198U (zh) | 2010-03-11 | 2010-03-11 | 用于发动机气门间隙检测的专用塞尺 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN201607198U true CN201607198U (zh) | 2010-10-13 |
Family
ID=42951905
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN2010201303333U Expired - Fee Related CN201607198U (zh) | 2010-03-11 | 2010-03-11 | 用于发动机气门间隙检测的专用塞尺 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN201607198U (zh) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103542792A (zh) * | 2012-07-17 | 2014-01-29 | 中国北车集团大同电力机车有限责任公司 | 台阶式间隙检测尺 |
| CN103673835A (zh) * | 2012-08-31 | 2014-03-26 | 中国葛洲坝集团机械船舶有限公司 | 一种简易间隙测量工具 |
-
2010
- 2010-03-11 CN CN2010201303333U patent/CN201607198U/zh not_active Expired - Fee Related
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103542792A (zh) * | 2012-07-17 | 2014-01-29 | 中国北车集团大同电力机车有限责任公司 | 台阶式间隙检测尺 |
| CN103673835A (zh) * | 2012-08-31 | 2014-03-26 | 中国葛洲坝集团机械船舶有限公司 | 一种简易间隙测量工具 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN203385380U (zh) | 气缸盖气门与导管孔同轴度检测装置 | |
| CN101608888A (zh) | 一种叶轮压装面与测量圆距离的测量方法及专用工具 | |
| CN209085485U (zh) | 一种汽车气门挺柱内凸台高度的测量装置 | |
| CN201607198U (zh) | 用于发动机气门间隙检测的专用塞尺 | |
| CN204388806U (zh) | 汽缸进气面的平面度检测装置 | |
| CN201707001U (zh) | 快速检测尺寸的检具 | |
| CN106197201A (zh) | 位置度检具 | |
| CN201497493U (zh) | 曲拐综合测量检具 | |
| CN206919783U (zh) | 叶片进排气边检测结构 | |
| CN205352331U (zh) | 一种集定位与直径检测为一体的气动测量装置 | |
| CN207423072U (zh) | 一种测量气雾罐上顶盖全形状卷边装置 | |
| CN206161322U (zh) | 一种常用汽油发动机免拆连杆测量设备 | |
| CN208313164U (zh) | 一种小内径销套精度组合检测装置 | |
| CN203869615U (zh) | 一种飞轮壳正时刻线快速检测的工具 | |
| CN106500640A (zh) | 一种对发动机叶片测量装置进行校准的方法 | |
| CN202166503U (zh) | 一种汽车进气歧管气密检测机 | |
| CN201867148U (zh) | 曲轴测长轴外径与端面跳动值及轴端距离专用检具 | |
| CN203323650U (zh) | 内燃机气缸套跳动检具 | |
| CN201885649U (zh) | 一种活塞钢顶盲孔位置量具 | |
| CN102147220A (zh) | 检测隔板静叶片总长圆锥面的测量装置 | |
| CN215114350U (zh) | 一种活门游隙检查工装 | |
| CN202432964U (zh) | 一种轴瓦半径测量检具 | |
| CN103967637A (zh) | 往复式发动机燃烧缸压测试曲线曲轴转角值的修正方法 | |
| CN204128790U (zh) | 120空气制动阀滤尘堵通透性测量仪 | |
| CN201867157U (zh) | 曲轴测长轴外径椭圆度专用检具 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| C56 | Change in the name or address of the patentee | ||
| CP03 | Change of name, title or address |
Address after: 230601 Anhui Province, Hefei City Industrial Park, the Peach Blossom Road No. 669 Patentee after: Anhui Jianghuai Automobile Group Limited by Share Ltd Address before: The East Road in Baohe District of Hefei city of Anhui Province, No. 176 230022 Patentee before: Anhui Jianghuai Automotive Co., Ltd. |
|
| CF01 | Termination of patent right due to non-payment of annual fee | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20101013 Termination date: 20190311 |