CN201511079U - 加工离合器膜片弹簧的冲压模具 - Google Patents
加工离合器膜片弹簧的冲压模具 Download PDFInfo
- Publication number
- CN201511079U CN201511079U CN2009202282702U CN200920228270U CN201511079U CN 201511079 U CN201511079 U CN 201511079U CN 2009202282702 U CN2009202282702 U CN 2009202282702U CN 200920228270 U CN200920228270 U CN 200920228270U CN 201511079 U CN201511079 U CN 201511079U
- Authority
- CN
- China
- Prior art keywords
- counterdie
- die
- diaphragm spring
- fixed plate
- upper mould
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images

Abstract
本实用新型公开了一种加工离合器膜片弹簧的冲压模具,采用简单冲模的稳定及不易损坏模具的特点,又采用整体冲模容易保证产品位置度的特点,将三个腰圆孔、三个小方槽和它们之间的直槽整体冲孔。本实用新型一次冲程完成三组孔的冲压,能够提高生产的效率,减少工序间产生的毛刺,保证累计误差小。
Description
技术领域
本实用新型涉及一种冲压模具,特别涉及一种加工离合器膜片弹簧的冲压模具。
背景技术
目前,国内外生产重型车用膜片弹簧使用的冲压模具,采用的一次冲程只完成一个工序的简单冲模,工序之间容易产生接口毛刺,冲头比较容易拉伤,寿命很短,并且产品开槽之间的位置度难于控制。
发明内容
为解决现有技术中存在的上述问题,本实用新型提供了一种加工离合器膜片弹簧的冲压模具,采用简单冲模的稳定及不易损坏模具的特点,又采用整体冲模容易保证产品位置度的特点,将三个腰圆孔、三个小方槽和它们之间的直槽整体冲孔。
本实用新型解决其技术问题所采用的技术方案如下:该加工离合器膜片弹簧的冲压模具,至少包括相互配合的上模和下模,以及置于两者之间的定位芯,上模包括垫板、上模固定板、螺钉、上模座、导套、卸料板和卸料螺钉,卸料板通过卸料螺钉固定在上模固定板上,上模固定板通过螺钉固定在上模座上,上模固定板与上模座间设有垫板,导套装于上模座,上模固定板上装设有三个冲头,三个冲头在圆周方向上均匀分布,下模包括下模箍、导柱、销钉、下模固定板和下模座,下模通过销钉和下模箍固定于下模座,与导套匹配的导柱位于下模座,下模固定板上设有与三个冲头对应的三个槽孔。
所述的槽孔由腰圆孔、方槽和直槽组成,槽孔的中部为直槽,直槽的两端分别为腰圆孔和方槽。
与目前使用的单冲模相比,本实用新型提供加工离合器膜片弹簧的冲压模具一次冲程完成三组孔的冲压,能够提高生产的效率,减少工序间产生的毛刺,保证了计误差小。
附图说明
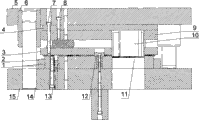
图1是本实用新型的结构示意图。
图2是本实用新型的下模固定板剖面图。
图中1.下模,2.下模箍,3.卸料板,4.垫板,5.上模座,6.导套,7.卸料螺钉,8.螺钉,9.上模固定板,10.上模,11.下模固定板12.定位芯,13.销钉,14.导柱,15.下模座,16.槽孔,17.腰圆孔,18.直槽,19.方槽。
具体实施方式
图1所示,本实用新型提供的加工离合器膜片弹簧的冲压模具,包括相互配合的上模10和下模1,以及置于两者之间的定位芯12,上模10包括垫板4、上模固定板9、螺钉8、上模座5、导套6、为了防止板料卡住上模10,上模10上还包括卸料板3和卸料螺钉7,卸料板3通过卸料螺钉7固定在上模固定板9上,上模固定板9通过螺钉8固定在上模座5上,上模固定板9与上模座5间设有垫板4,导套6装于上模座5,上模固定板9上装设有三个冲头,三个冲头在圆周方向上均匀分布,下模1包括下模箍2、导柱14、销钉13、下模固定板11和下模座15,下模1通过销钉13和下模箍2固定于下模座15,为了上模10和下模1能够准确定位,与导套6匹配的导柱14位于下模座15,下模固定板11上设有与三个冲头对应的三个槽孔16,槽孔16由腰圆孔17、方槽19和直槽18组成,槽孔16的中部为直槽18,直槽18的两端分别为腰圆孔17和方槽19(图2示)。
工作时,上模向下运动,定位芯进入预先冲出的孔中使坯料定位,导柱和导套配合使上模对准下模,并保持间隙,三个整体冲头同时进行冲孔,而坯料夹住上模并随上模一起回程,坯料碰到卸料板被推下,再将坯料送进,进行第二次冲孔运动,这样旋转一次就完成六组孔的冲压。与目前使用的单冲模相比,这种冲压模具一次冲程完成三组孔的冲压,提高了生产的效率,减少了工序间产生的毛刺,保证累计误差小。
Claims (2)
1.一种加工离合器膜片弹簧的冲压模具,至少包括相互配合的上模和下模,以及置于两者之间的定位芯,其特征在于:上模至少包括垫板、上模固定板、螺钉、上模座、导套、卸料板和卸料螺钉,卸料板通过卸料螺钉固定在上模固定板上,上模固定板通过螺钉固定在上模座上,上模固定板与上模座间设有垫板,导套安装于上模座,上模固定板上设有三个冲头,三个冲头在圆周方向上均匀分布,下模包括下模箍、导柱、销钉、下模固定板和下模座,下模通过销钉和下模箍固定于下模座,与导套匹配的导柱位于下模座,下模固定板上设有与三个冲头对应的三个槽孔。
2.如权利要求1所述的加工离合器膜片弹簧的冲压模具,其特征在于:槽孔由腰圆孔、方槽和直槽组成,槽孔的中部为直槽,直槽的两端分别为腰圆孔和方槽。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN2009202282702U CN201511079U (zh) | 2009-09-21 | 2009-09-21 | 加工离合器膜片弹簧的冲压模具 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN2009202282702U CN201511079U (zh) | 2009-09-21 | 2009-09-21 | 加工离合器膜片弹簧的冲压模具 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN201511079U true CN201511079U (zh) | 2010-06-23 |
Family
ID=42482476
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN2009202282702U Expired - Fee Related CN201511079U (zh) | 2009-09-21 | 2009-09-21 | 加工离合器膜片弹簧的冲压模具 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN201511079U (zh) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN101966541A (zh) * | 2010-08-17 | 2011-02-09 | 浙江龙华汽配制造有限公司 | 一种膜片弹簧冲槽模具的补强结构 |
| CN102284606A (zh) * | 2011-08-05 | 2011-12-21 | 桂林福达股份有限公司 | Dst结构膜片弹簧优化冲压加工工艺 |
| CN102380542A (zh) * | 2011-10-19 | 2012-03-21 | 芜湖市恒联机电有限公司 | 用于前安全气囊安装支架冲孔加工的冲压模具 |
| CN105268849A (zh) * | 2015-10-17 | 2016-01-27 | 无为县鑫发盛汽车零部件有限公司 | 一种翻边成型模具 |
| CN106216490A (zh) * | 2016-08-16 | 2016-12-14 | 湖北大帆汽车零部件有限公司 | 一种膜片弹簧冲压工艺 |
-
2009
- 2009-09-21 CN CN2009202282702U patent/CN201511079U/zh not_active Expired - Fee Related
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN101966541A (zh) * | 2010-08-17 | 2011-02-09 | 浙江龙华汽配制造有限公司 | 一种膜片弹簧冲槽模具的补强结构 |
| CN102284606A (zh) * | 2011-08-05 | 2011-12-21 | 桂林福达股份有限公司 | Dst结构膜片弹簧优化冲压加工工艺 |
| CN102380542A (zh) * | 2011-10-19 | 2012-03-21 | 芜湖市恒联机电有限公司 | 用于前安全气囊安装支架冲孔加工的冲压模具 |
| CN105268849A (zh) * | 2015-10-17 | 2016-01-27 | 无为县鑫发盛汽车零部件有限公司 | 一种翻边成型模具 |
| CN106216490A (zh) * | 2016-08-16 | 2016-12-14 | 湖北大帆汽车零部件有限公司 | 一种膜片弹簧冲压工艺 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN202087680U (zh) | 一种新型悬臂式冲孔模 | |
| CN102672034B (zh) | 连接支架精冲孔模具以及精冲孔的方法 | |
| CN104368697B (zh) | 加强板冲压模具 | |
| CN201511079U (zh) | 加工离合器膜片弹簧的冲压模具 | |
| CN204974784U (zh) | 一种用于生产细长深盲孔铝合金壳体的反挤压模具 | |
| CN204523999U (zh) | 吊挂轴承座盖冲压模具 | |
| CN201385077Y (zh) | 一种复合冷冲压模具 | |
| CN204672829U (zh) | 一种用于折弯机u型折弯模具 | |
| CN201644616U (zh) | 汽车板簧卡子下料、冲孔复合模具 | |
| CN104550343A (zh) | 弧形板弯曲装置 | |
| CN102019319A (zh) | 一种电缆桥架“l”型连接片模具的结构 | |
| CN103990695A (zh) | 一种落料弯曲复合模 | |
| CN204604456U (zh) | 一种带有浮动定位结构的冲切模具 | |
| CN103111516B (zh) | 行李箱盖锁加强板打凸冲孔模具 | |
| CN203076432U (zh) | 一种弯曲复合模 | |
| CN203076437U (zh) | 一种活动可调式冲压模具 | |
| CN202239180U (zh) | 一种壳体的连续模具 | |
| CN201760488U (zh) | 一种膜片弹簧冲槽模具的补强结构 | |
| CN201862694U (zh) | 一种膜片弹簧冲压模具 | |
| CN203621214U (zh) | 汽车离合器压盖的冲边孔模具 | |
| CN204220803U (zh) | 一种洗衣机底板拉凸模具 | |
| CN102950204A (zh) | 一种水箱侧板冲孔落料模具 | |
| CN203875184U (zh) | 冲压模具 | |
| CN202894022U (zh) | 一种后背门雨刮上加强板的冲孔打凸模具 | |
| CN203418030U (zh) | 模内送料装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20100623 Termination date: 20140921 |
|
| EXPY | Termination of patent right or utility model |