CN201024310Y - 针织筒状平幅炼漂联合机 - Google Patents
针织筒状平幅炼漂联合机 Download PDFInfo
- Publication number
- CN201024310Y CN201024310Y CNU2007200358036U CN200720035803U CN201024310Y CN 201024310 Y CN201024310 Y CN 201024310Y CN U2007200358036 U CNU2007200358036 U CN U2007200358036U CN 200720035803 U CN200720035803 U CN 200720035803U CN 201024310 Y CN201024310 Y CN 201024310Y
- Authority
- CN
- China
- Prior art keywords
- cloth
- spray equipment
- type
- banking
- case
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images





Abstract
本实用新型涉及一种针织筒状平幅炼漂联合机,其特征在于它包括:平幅进布架(1)、“J”型堆置浸渍箱单元(2)、履带煮炼箱单元(3)、“J”型堆置水洗箱单元I(4)、三层履带汽蒸箱单元(5)、“J”型堆置水洗箱单元II(6)和平幅落布架(7),所述平幅进布架(1)、“J”型堆置浸渍箱单元(2)、履带煮炼箱单元(3)、“J”型堆置水洗箱单元I(4)、三层履带汽蒸箱单元(5)、“J”型堆置水洗箱单元II(6)和平幅落布架(7)前、后依次顺序紧密排布。采用本实用新型联合机坯布表面不会受到损伤起毛、无折痕和磨毛瑕点、节水、节能、高效、低生产成本、漂白工艺稳定。
Description
技术领域
本实用新型涉及一种针织染整行业的湿处理加工设备,尤其是涉及一种针织筒状平幅炼漂联合机,主要适用于纯棉、混纺针织物及弹性织物的染色或印花前的精炼漂白和染色或丝光后的水洗工艺。属纺织后整理技术领域。
背景技术
目前,针织染整行业的湿处理加工设备大多采用传统的间歇式小单元机的加工方式。由于针织圆机已从小筒经转为大筒径,坯布直径尺寸大,长时间在溢流机内运转,坯布表面很容易受到损伤拉毛;又有难以去除的折痕和磨毛瑕点;各缸之间漂白不一致;且耗水、电、汽多,处理时间长,生产效率低,生产成本高,已不适应当前的市场要求。针织染厂面临着社会环境和市场的竞争压力,不得不改变现有的在染机内从前处理、染色到后处理一机到底的生产工艺,向着节水、节能、高效、高质量、低成本的生产工艺发展。
发明内容
本实用新型的目的在于克服上述不足,提供一种坯布表面不会受到损伤起毛、无折痕和磨毛瑕点、节水、节能、高效、低生产成本、漂白工艺稳定的针织筒状平幅烁漂联合机。
本实用新型的目的是这样实现的:一种针织筒状平幅炼漂联合机,包括:平幅进布架、“J”型堆置浸渍箱单元、履带煮炼箱单元、“J”型堆置水洗箱单元I、三层履带汽蒸箱单元、“J”型堆置水洗箱单元II和平幅落布架,所述平幅进布架、“J”型堆置浸渍箱单元、履带煮炼箱单元、“J”型堆置水洗箱单元I、三层履带汽蒸箱单元、“J”型堆置水洗箱单元II和平幅落布架前、后依次紧密排布,
所述“J”型堆置浸渍箱单元包括浸渍箱箱体、J型堆置箱、进布喷淋装置、堆置喷淋装置、同步控制器、出布喷淋装置、吹气鼓泡装置、水封、进布轧辊和出布轧辊,J型堆置箱、进布喷淋装置、堆置喷淋装置、出布喷淋装置、吹气鼓泡装置、水封、进布轧辊和出布轧辊均纵向设置于浸渍箱箱体内,J型堆置箱的进口置于浸渍箱箱体内前上部,圆弧形出口置于浸渍箱箱体内后下部,进布喷淋装置置于J型堆置箱坯布进口正上方,堆置喷淋装置布置于J型堆置箱旁侧,同步控制器设置于J型堆置箱的圆弧形出口附近,出布喷淋装置和吹气鼓泡装置设置于J型堆置箱的圆弧形出口上方,且出布喷淋装置和吹气鼓泡装置均布置于圆筒坯布的前、后两侧,水封设置于出布喷淋装置的下方,进布轧辊设置于进布喷淋装置前上方,出布轧辊置于布喷淋装置和吹气鼓泡装置的上方;
所述履带煮炼箱单元包括煮炼箱箱体、履带板装置、落布滑板、进布辊、条栅堆布滑板、堆置弧形滑板和同步控制器,履带板装置有上、下二层,横向设置于煮炼箱箱体内,落布滑板纵向设置于履带板装置前上方,进布辊纵向设置于落布滑板的上方,堆置弧形滑板纵向设置于履带板装置的上层履带板后侧,条栅堆布滑板设置于履带板装置下层履带板的前侧和下方,同步控制器设置于履带板装置的下层履带板后侧;
所述“J”型堆置水洗箱单元I包括水洗箱箱体、J型堆置箱、进布轧辊、进布喷淋装置、同步控制器III、吹气鼓泡装置、出布喷淋装置、小水槽、出布轧辊、同步控制器I和同步控制器II,水洗箱箱体底部呈台阶状,其后部底端面高于中部和前部底端面,J型堆置箱有多只,前、后并排设置于水洗箱箱体的前部和中部的下部,进布喷淋装置和同步控制器III也有多只,其数量与J型堆置箱的数量相同,进布喷淋装置设置于各相应的J型堆置箱坯布进口正上方,同步控制器III设置于各相应的J型堆置箱的圆弧形出口附近,出布喷淋装置、吹气鼓泡装置和小水槽也有多只,出布喷淋装置和吹气鼓泡装置设置于相应的J型堆置箱的圆弧形出口上方和水洗箱箱体后部上方,且出布喷淋装置和吹气鼓泡装置均布置于圆筒坯布的前、后两侧,小水槽设置于相应的出布喷淋装置下方,进布轧辊设置于第一只进布喷淋装置的前方,出布轧辊也有多只,分别设置于相应的出布喷淋装置和吹气鼓泡装置上方,同步控制器I和同步控制器II分别设置于最后一只气鼓泡装置的前下方和后下方;
所述三层履带汽蒸箱单元包括汽蒸箱箱体以及置于汽蒸箱箱体内的履带板装置、落布滑板、堆置弧形滑板、进布辊和出布辊,履带板装置有上、中、下三层,横向设置于汽蒸箱箱体内,落布滑板置于履带板装置前上方,堆置弧形滑板有二件,分别设置于履带板装置的上层履带板后侧和中层履带板前侧,进布辊设置于履带板装置的前方,出布辊设置于履带板装置的后方;
所述“J”型堆置水洗箱单元II包括水洗箱箱体、J型堆置箱、进布喷淋装置、同步控制器、出布喷淋装置、吹气鼓泡装置、小水槽、进布轧辊和出布轧辊,J型堆置箱、进布喷淋装置、出布喷淋装置、吹气鼓泡装置、小水槽、进布轧辊和出布轧辊均纵向设置于水洗箱箱体内,J型堆置箱有多只,前、后并排设置于水洗箱箱体的下部,进布喷淋装置、同步控制器、出布喷淋装置、吹气鼓泡装置和小水槽也有多个,其数量与J型堆置箱相同,各进布喷淋装置设置于相应的J型堆置箱坯布进口正上方,各同步控制器设置于相应的J型堆置箱的圆弧形出口附近,各出布喷淋装置和吹气鼓泡装置设置于相应的J型堆置箱的圆弧形出口上方,且出布喷淋装置和吹气鼓泡装置均布置于圆筒坯布的前、后两侧,各小水槽设置于相应的出布喷淋装置下方,进布轧辊设置于进布喷淋装置的上方,出布轧辊设置于各出布喷淋装置和吹气鼓泡装置的上方;
所述平幅进布架装置于浸渍箱单元机前侧,平幅落布架设置于“J”型堆置水洗箱单元II后侧。
本机采用“J”型堆置浸渍箱单元机冲淋液下堆置式水洗去油形式,经过充气鼓泡后轧辊压水;履带煮炼箱单元机碱煮,水洗轧双氧水,进三层履带汽蒸箱单元机平幅堆置漂白,经“J”型堆置水洗箱单元II机的五道J型堆置箱冲淋水洗,达到去除布面杂物之目的,速度可调,可适用于各种品种的漂白工艺。本实用新型整机传动采用多单元交流变频同步调速系统,调速系统采用电压矢量控制。本实用新型各单元具体工作原理如下:
1、“J”型堆置浸渍箱单元
J型堆置箱采用条栅式底部半圆弧槽,织物经过双面冲淋下落折堆在圆弧槽里,靠自重向前下滑,堆置量约250m,同步控制器采用重量传感器控制容布量,出布提升时经过吹气鼓泡装置自动充气鼓泡,织物保持平幅后再经喷淋、轧辊脱水进入下一单元。3KW循环泵每小时的循环量达到50吨,配置过滤箱,最高温度70℃,自控。箱顶有盖,采用水封结构密封。堆置浸渍箱具有独立的加热系统,允许长时间的带液反应并主要用于漂白前的去矿物化处理。织物在箱体内的堆置时间和容布量是可以根据不同的需要自由设定的。
2、“J”型堆置水洗箱单元I、II
J型堆置箱采用条栅式底部半圆弧槽,织物经过双面冲淋下落折堆在圆弧槽里,靠自重向前下滑,堆置量约20m,同步控制器采用重量传感器控制容布量,出布提升时经过吹气鼓泡装置自动充气鼓泡,织物保持平幅后再经喷淋、轧辊脱水进入下一单元。1.1KW循环泵每小时的循环量达到6吨,配置过滤箱,最高温度90℃,自控。箱顶有盖,采用水封结构密封。全封闭式箱体多单元整体设计。水洗时,每个箱的容布量是可控的,装有洗液循环加热和液位控制装置,在箱内每对压辊前装有充气装置,布内充气后呈气鼓状,使圆筒坯布呈平幅状态进入挤压辊,避免褶皱的形成,每个箱装有循环泵使洗液在坯面两面喷淋,以达到高效水洗的效果,采用逆流水洗起到节水效果。
3、履带煮炼箱单元
链条节距100mm,履带板表面冲孔,过孔面积约2/3,透水,透汽性较好,堆置量约600m,可适合各种工艺要求,可用汽蒸,可作液下煮炼,箱顶有盖,两侧设有视窗,便于操作和维修,最高温度90℃。
4、三层履带汽蒸箱单元
全不锈钢结构,隔热层厚度60mm,汽蒸温度100℃。链条节距100mm,履带板表面冲孔,过孔面积约2/3,具有良好的透汽性较好,履带有效堆置长度大于14m,堆置量约2100m,蒸汽管直接液下加热,产生饱和蒸汽,箱体两侧均设有视窗,进、出布汽封。
综上所述,本实用新型具有坯布表面不会受到损伤起毛、无折痕和磨毛瑕点、节水、节能、高效、低生产成本、漂白工艺稳定等特点。
附图说明
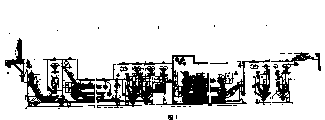
图1为本实用新型针织筒状平幅炼漂联合机的正面结构示意图。
图2为本实用新型采用的平幅进布架和“J”型堆置浸渍箱单元的正面结构示意图。
图3为本实用新型采用的履带煮炼箱单元正面结构示意图。
图4为本实用新型采用的“J”型堆置水洗箱单元I正面结构示意图。
图5为本实用新型采用的三层履带汽蒸箱单元正面结构示意图。
图6为本实用新型采用的“J”型堆置水洗箱单元II和平幅落布架的正面结构示意图。
图中:平幅进布架1、“J”型堆置浸渍箱单元2、履带煮炼箱单元3、“J”型堆置水洗箱单元I4、三层履带汽蒸箱单元5、“J”型堆置水洗箱单元II6、平幅落布架7、浸渍箱箱体2.1、圆环开幅装置2.2、进布轧辊2.3、进布喷淋装置2.4、堆置喷淋装置2.5、出布轧辊2.6、吹气鼓泡装置2.7、出布喷淋装置2.8、同步控制器2.9、水封2.10、J型堆置箱2.11、煮炼箱箱体3.1、进布辊3.2、四角辊3.3、落布滑板3.4、履带板装置3.5、条栅堆布滑板3.6、堆置弧形滑板3.7、同步控制器3.8、上层履带板3.5.1、下层履带板3.5.2、水洗箱箱体4.1、进布轧辊4.2、进布喷淋装置4.3、吹气鼓泡装置4.4、出布喷淋装置4.5、出布轧辊4.6、同步控制器I4.7、同步控制器II4.8、小水槽4.9、J型堆置箱4.10、同步控制器III4.11、汽蒸箱箱体5.1、进布汽封5.2、进布辊5.3、四角辊5.4、落布滑板5.5、履带板装置5.6、堆置弧形滑板5.7、三角辊5.8、出布辊5.9、上层履带板5.6.1、中层履带板5.6.2、下层履带板5.6.3、水洗箱箱体6.1、进布轧辊6.2、进布喷淋装置6.3、吹气鼓泡装置6.4、出布喷淋装置6.5、同步控制器6.6、出布轧辊6.7、小水槽6.8和J型堆置箱6.9。
具体实施方式
参见图1,实用新型涉及一种针织筒状平幅炼漂联合机。主要由平幅进布架1、“J”型堆置浸渍箱单元2、履带煮炼箱单元3、“J”型堆置水洗箱单元I4、三层履带汽蒸箱单元5、“J”型堆置水洗箱单元II6和平幅落布架7前、后依次顺序紧密排布组成。
参见图2,所述“J”型堆置浸渍箱单元2主要由浸渍箱箱体2.1、圆环开幅装置2.2、进布轧辊2.3、进布喷淋装置2.4、J型堆置箱2.11、堆置喷淋装置2.5、同步控制器2.9、水封2.10、出布喷淋装置2.8、吹气鼓泡装置2.7和出布轧辊2.6组成。所述圆环开幅装置2.2装置于浸渍箱箱体2.1前侧,且置于平幅进布架1下方。J型堆置箱2.11、进布喷淋装置2.4、堆置喷淋装置2.5、出布喷淋装置2.8、吹气鼓泡装置2.7、水封2.10、进布轧辊2.3和出布轧辊2.6均纵向设置于浸渍箱箱体2.1内。所述J型堆置箱2.11的进口置于浸渍箱箱体2.1内前上部,圆弧形出口置于浸渍箱箱体2.1内后下部。进布喷淋装置2.4置于J型堆置箱2.11坯布进口正上方,堆置喷淋装置2.5布置于J型堆置箱2.11旁侧,同步控制器2.9设置于J型堆置箱2.11的圆弧形出口附近,出布喷淋装置2.8和吹气鼓泡装置2.7设置于J型堆置箱2.11的圆弧形出口上方,且出布喷淋装置2.8和吹气鼓泡装置2.7均布置于圆筒坯布的前、后两侧。水封2.10置于出布喷淋装置2.8的下方,进布轧辊2.3设置于进布喷淋装置2.4前上方,出布轧辊2.6置于出布喷淋装置2.8和吹气鼓泡装置2.7的上方。所述平幅进布架1装置于浸渍箱单元机2前侧。
参见图3,所述履带煮炼箱单元3主要由煮炼箱箱体3.1、进布辊3.2、四角辊3.3、落布滑板3.4、履带板装置3.5、条栅堆布滑板3.6、堆置弧形滑板3.7和同步控制器3.8组成。所述履带板装置3.5有上、下二层,横向设置于煮炼箱箱体3.1内,落布滑板3.4纵向设置于履带板装置3.5前上方,进布辊3.2和四角辊3.3纵向设置于落布滑板3.4的上方,堆置弧形滑板3.7纵向设置于履带板装置的上层履带板3.5.1后侧,条栅堆布滑板3.6设置于履带板装置下层履带板3.5.2的前侧和下方,同步控制器3.8设置于履带板装置的下层履带板3.5.2后侧。
参见图4,所述“J”型堆置水洗箱单元I4主要由水洗箱箱体4.1、进布轧辊4.2、进布喷淋装置4.3、吹气鼓泡装置4.4、出布喷淋装置4.2、出布轧辊4.6、同步控制器I4.7、同步控制器II4.8、小水槽4.9、J型堆置箱4.10和同步控制器III4.11组成。所述水洗箱箱体4.1底部呈台阶状,其后部底端面高于中部和前部底端面,J型堆置箱4.10有多只(图中有二只),前、后并排设置于水洗箱箱体4.1的前部和中部的下部,进布喷淋装置4.3和同步控制器III4.11也有多只,其数量与J型堆置箱4.10的数量相同,进布喷淋装置4.3设置于各相应的J型堆置箱4.10坯布进口正上方,同步控制器III14.11设置于各相应的J型堆置箱4.10的圆弧形出口附近。出布喷淋装置4.5、吹气鼓泡装置4.4和小水槽4.9也有多只,出布喷淋装置4.5和吹气鼓泡装置4.4设置于相应的J型堆置箱4.10的圆弧形出口上方和水洗箱箱体4.1后部上方,且出布喷淋装置4.5和吹气鼓泡装置4.4均布置于圆筒坯布的前、后两侧。小水槽4.9设置于相应的出布喷淋装置4.5下方,进布轧辊4.2设置于第一只进布喷淋装置4.3的前上方,出布轧辊4.6也有多只,分别设置于相应的出布喷淋装置4.5和吹气鼓泡装置4.4上方。同步控制器I4.7和同步控制器II4.8分别设置于最后一只气鼓泡装置4.4的前下方和后下方。
参见图5,所述三层履带汽蒸箱单元5主要由汽蒸箱箱体5.1以及置于汽蒸箱箱体5.1内的进布汽封5.2、进布辊5.3、四角辊5.4、落布滑板5.5、履带板装置5.6、堆置弧形滑板5.7、三角辊5.8、出布辊5.9和出布气封5.10组成。履带板装置5.6有上、中、下三层,横向设置于汽蒸箱箱体5.1内,堆置弧形滑板5.7有二件,分别设置于履带板装置的上层履带板5.6.1后侧和中层履带板5.6.2前侧,落布滑板5.5置于履带板装置5.6前上方,进布辊5.3和四角辊5.4设置于履带板装置5.6的前方,出布辊5.9和三角辊5.8设置于履带板装置5.6的后方,进布汽封5.2和出布气封5.10分别设置于汽蒸箱箱体5.1的前内侧和后内侧。
参见图6,所述“J”型堆置水洗箱单元II6主要由水洗箱箱体6.1、进布轧辊6.2、进布喷淋装置6.3、吹气鼓泡装置6.4、出布喷淋装置6.5、同步控制器6.6、出布轧辊6.7、小水槽6.8和J型堆置箱6.9组成。进布轧辊6.2、进布喷淋装置6.3、吹气鼓泡装置6.4、出布喷淋装置6.5、出布轧辊6.7、小水槽6.8和J型堆置箱6.9均纵向设置于水洗箱箱体6.1内。J型堆置箱6.9有多只(图中有五只),前、后并排设置于水洗箱箱体6.1的下部,进布喷淋装置6.3、出布喷淋装置6.5、吹气鼓泡装置6.4、小水槽6.8和同步控制器6.6也有多个,其数量与J型堆置箱6.9相同。各进布喷淋装置6.3设置于相应的J型堆置箱6.9坯布进口正上方,各同步控制器6.6设置于相应的J型堆置箱6.9的圆弧形出口附近,各出布喷淋装置6.5和吹气鼓泡装置6.4设置于相应的J型堆置箱6.9的圆弧形出口上方,且出布喷淋装置6.5和吹气鼓泡装置6.4均布置于圆筒坯布的前、后两侧。各小水槽6.8设置于相应的出布喷淋装置6.5下方。进布轧辊6.2设置于进布喷淋装置6.3的上方,出布轧辊6.7设置于各出布喷淋装置6.5和吹气鼓泡装置6.4的上方。所述平幅落布架7设置于“J”型堆置水洗箱单元II6后侧。
Claims (6)
1.一种针织筒状平幅炼漂联合机,其特征在于它包括:平幅进布架(1)、“J”型堆置浸渍箱单元(2)、履带煮炼箱单元(3)、“J”型堆置水洗箱单元I(4)、三层履带汽蒸箱单元(5)、“J”型堆置水洗箱单元II(6)和平幅落布架(7),所述平幅进布架(1)、“J”型堆置浸渍箱单元(2)、履带煮炼箱单元(3)、“J”型堆置水洗箱单元I(4)、三层履带汽蒸箱单元(5)、“J”型堆置水洗箱单元II(6)和平幅落布架(7)前、后依次紧密排布,
所述“J”型堆置浸渍箱单元(2)包括浸渍箱箱体(2.1)、J型堆置箱(2.11)、进布喷淋装置(2.4)、堆置喷淋装置(2.5)、同步控制器(2.9)、出布喷淋装置(2.8)、吹气鼓泡装置(2.7)、水封(2.10)、进布轧辊(2.3)和出布轧辊(2.6),J型堆置箱(2.11)、进布喷淋装置(2.4)、堆置喷淋装置(2.5)、出布喷淋装置(2.8)、吹气鼓泡装置(2.7)、水封(2.10)、进布轧辊(2.3)和出布轧辊(2.6)均纵向设置于浸渍箱箱体(2.1)内,J型堆置箱(2.11)的进口置于浸渍箱箱体(2.1)内前上部,圆弧形出口置于浸渍箱箱体(2.1)内后下部,进布喷淋装置(2.4)置于J型堆置箱(2.11)坯布进口正上方,堆置喷淋装置(2.5)布置于J型堆置箱(2.11)旁侧,同步控制器(2.9)设置于J型堆置箱(2.11)的圆弧形出口附近,出布喷淋装置(2.8)和吹气鼓泡装置(2.7)设置于J型堆置箱(2.11)的圆弧形出口上方,且出布喷淋装置(2.8)和吹气鼓泡装置(2.7)均布置于圆筒坯布的前、后两侧,水封(2.10)设置于出布喷淋装置(2.8)的下方,进布轧辊(2.3)设置于进布喷淋装置(2.4)前上方,出布轧辊(2.6)置于布喷淋装置(2.8)和吹气鼓泡装置(2.7)的上方;
所述履带煮炼箱单元(3)包括煮炼箱箱体(3.1)、履带板装置(3.5)、落布滑板(3.4)、进布辊(3.2)、条栅堆布滑板(3.6)、堆置弧形滑板(3.7)和同步控制器(3.8),履带板装置(3.5)有上、下二层,横向设置于煮炼箱箱体(3.1)内,落布滑板(3.4)纵向设置于履带板装置(3.5)前上方,进布辊(3.2)纵向设置于落布滑板(3.4)的上方,堆置弧形滑板(3.7)纵向设置于履带板装置的上层履带板(3.5.1)后侧,条栅堆布滑板(3.6)设置于履带板装置下层履带板(3.5.2)的前侧和下方,同步控制器(3.8)设置于履带板装置的下层履带板(3.5.2)后侧;
所述“J”型堆置水洗箱单元I(4)包括水洗箱箱体(4.1)、J型堆置箱(4.10)、进布轧辊(4.2)、进布喷淋装置(4.3)、同步控制器III(4.11)、吹气鼓泡装置(4.4)、出布喷淋装置(4.5)、小水槽(4.9)、出布轧辊(4.6)、同步控制器I(4.7)和同步控制器II(4.8),
所述水洗箱箱体(4.1)底部呈台阶状,其后部底端面高于中部和前部底端面,J型堆置箱(4.10)有多只,前、后并排设置于水洗箱箱体(4.1)的前部和中部的下部,进布喷淋装置(4.3)和同步控制器III(4.11)也有多只,其数量与J型堆置箱(4.10)的数量相同,进布喷淋装置(4.3)设置于各相应的J型堆置箱(4.10)坯布进口正上方,同步控制器III(4.11)设置于各相应的J型堆置箱(4.10)的圆弧形出口附近,出布喷淋装置(4.5)、吹气鼓泡装置(4.4)和小水槽(4.9)也有多只,出布喷淋装置(4.5)和吹气鼓泡装置(4.4)设置于相应的J型堆置箱(4.10)的圆弧形出口上方和水洗箱箱体(4.1)后部上方,且出布喷淋装置(4.5)和吹气鼓泡装置(4.4)均布置于圆筒坯布的前、后两侧,小水槽(4.9)设置于相应的出布喷淋装置(4.5)下方,进布轧辊(4.2)设置于第一只进布喷淋装置(4.3)的前方,出布轧辊(4.6)也有多只,分别设置于相应的出布喷淋装置(4.5)和吹气鼓泡装置(4.4)上方,同步控制器I(4.7)和同步控制器II(4.8)分别设置于最后一只气鼓泡装置(4.4)的前下方和后下方;
所述三层履带汽蒸箱单元(5)包括汽蒸箱箱体(5.1)以及置于汽蒸箱箱体(5.1)内的履带板装置(5.6)、落布滑板(5.5)、堆置弧形滑板(5.7)、进布辊(5.3)和出布辊(5.9),履带板装置(5.6)有上、中、下三层,横向设置于汽蒸箱箱体(5.1)内,落布滑板(5.5)置于履带板装置(5.6)前上方,堆置弧形滑板(5.7)有二件,分别设置于履带板装置的上层履带板(5.6.1)后侧和中层履带板(5.6.2)前侧,进布辊(5.3)设置于履带板装置(5.6)的前方,出布辊(5.9)设置于履带板装置(5.6)的后方;
所述“J”型堆置水洗箱单元II(6)包括水洗箱箱体(6.1)、J型堆置箱(6.9)、进布喷淋装置(6.3)、同步控制器(6.6)、出布喷淋装置(6.5)、吹气鼓泡装置(6.4)、小水槽(6.8)、进布轧辊(6.2)和出布轧辊(6.7),J型堆置箱(6.9)、进布喷淋装置(6.3)、出布喷淋装置(6.5)、吹气鼓泡装置(6.4)、小水槽(6.8)、进布轧辊(6.2)和出布轧辊(6.7)均纵向设置于水洗箱箱体(6.1)内,J型堆置箱(6.9)有多只,前、后并排设置于水洗箱箱体(6.1)的下部,进布喷淋装置(6.3)、同步控制器(6.6)、出布喷淋装置(6.5)、吹气鼓泡装置(6.4)和小水槽(6.8)也有多个,其数量与J型堆置箱(6.9)相同,各进布喷淋装置(6.3)设置于相应的J型堆置箱(6.9)坯布进口正上方,各同步控制器(6.6)设置于相应的J型堆置箱(6.9)的圆弧形出口附近,各出布喷淋装置(6.5)和吹气鼓泡装置(6.4)设置于相应的J型堆置箱(6.9)的圆弧形出口上方,且出布喷淋装置(6.5)和吹气鼓泡装置(6.4)均布置于圆筒坯布的前、后两侧,各小水槽(6.8)设置于相应的出布喷淋装置(6.5)下方,进布轧辊(6.2)设置于进布喷淋装置(6.3)的上方,出布轧辊(6.7)设置于各出布喷淋装置(6.5)和吹气鼓泡装置(6.4)的上方;
所述平幅进布架(1)装置于浸渍箱单元机(2)前侧,平幅落布架(7)设置于“J”型堆置水洗箱单元II(6)后侧。
2.根据权利要求1所述的一种针织筒状平幅炼漂联合机,其特征在于所述“J”型堆置浸渍箱单元(2)、“J”型堆置水洗箱单元I(4)和“J”型堆置水洗箱单元II(6)的J型堆置箱采用条栅式底部半圆弧槽结构。
3.根据权利要求1所述的一种针织筒状平幅炼漂联合机,其特征在于所述三层履带汽蒸箱单元(5)的前内侧和后内侧分别设置有进布汽封(5.2)和出布气封(5.10)。
4.根据权利要求1所述的一种针织筒状平幅炼漂联合机,其特征在于所述三层履带汽蒸箱单元(5)的进布辊(5.3)后侧和出布辊(5.9)前侧分别设置有四角辊(5.4)和三角辊(5.8)。
5.根据权利要求1所述的一种针织筒状平幅炼漂联合机,其特征在于所述“J”型堆置浸渍箱单元(2)的浸渍箱箱体(2.1)前侧装置有圆环开幅装置2.2。
6.根据权利要求1所述的一种针织筒状平幅炼漂联合机,其特征在于所述“J”型堆置浸渍箱单元(2)的同步控制器(2.9)、履带煮炼箱单元(3)的同步控制器(3.8)、水洗箱箱体(4.1)的同步控制器I(4.7)、同步控制器II(4.8)、同步控制器III(4.11)和“J”型堆置水洗箱单元II(6)的同步控制器(6.6)是传感器。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CNU2007200358036U CN201024310Y (zh) | 2007-04-17 | 2007-04-17 | 针织筒状平幅炼漂联合机 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CNU2007200358036U CN201024310Y (zh) | 2007-04-17 | 2007-04-17 | 针织筒状平幅炼漂联合机 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN201024310Y true CN201024310Y (zh) | 2008-02-20 |
Family
ID=39098164
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CNU2007200358036U Expired - Lifetime CN201024310Y (zh) | 2007-04-17 | 2007-04-17 | 针织筒状平幅炼漂联合机 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN201024310Y (zh) |
Cited By (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN101289797B (zh) * | 2007-04-16 | 2010-05-19 | 张琦 | 针织筒状平幅炼漂联合机 |
| CN103866514A (zh) * | 2014-03-25 | 2014-06-18 | 长兴圣帆纺织有限公司 | 织造布连续退浆装置 |
| CN106223072A (zh) * | 2016-07-30 | 2016-12-14 | 泰安康平纳机械有限公司 | 一种筒子纱或经轴纱的浸堆染色方法 |
| CN106400351A (zh) * | 2016-06-26 | 2017-02-15 | 桐乡市正辉针织有限公司 | 一种坯布漂染装置 |
| CN107723975A (zh) * | 2017-11-02 | 2018-02-23 | 浙江富润印染有限公司 | 高效节能针织物连续式平幅漂白水洗设备 |
| CN108193413A (zh) * | 2017-12-21 | 2018-06-22 | 青岛大学 | 用于筒状针织物连续化的煮-浴一步式淋漂机及淋漂方法 |
| CN110453403A (zh) * | 2019-08-16 | 2019-11-15 | 宁波吉姆服饰有限公司 | 一种织布煮炼设备 |
| CN112391771A (zh) * | 2020-11-10 | 2021-02-23 | 贵州华亿绿色纺织产业科技有限公司 | 一种纺织低碳染整前处理系统 |
| CN112391770A (zh) * | 2020-11-10 | 2021-02-23 | 贵州华亿绿色纺织产业科技有限公司 | 纺织低碳染整一体化生产设备的工艺 |
| CN112391772A (zh) * | 2020-11-10 | 2021-02-23 | 贵州华亿绿色纺织产业科技有限公司 | 纺织低碳染整一体化生产设备 |
| CN113005692A (zh) * | 2021-04-20 | 2021-06-22 | 晏文书 | 一种适用于任意内径圆筒布的磨绒机 |
-
2007
- 2007-04-17 CN CNU2007200358036U patent/CN201024310Y/zh not_active Expired - Lifetime
Cited By (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN101289797B (zh) * | 2007-04-16 | 2010-05-19 | 张琦 | 针织筒状平幅炼漂联合机 |
| CN103866514A (zh) * | 2014-03-25 | 2014-06-18 | 长兴圣帆纺织有限公司 | 织造布连续退浆装置 |
| CN103866514B (zh) * | 2014-03-25 | 2016-02-17 | 长兴圣帆纺织有限公司 | 织造布连续退浆装置 |
| CN106400351A (zh) * | 2016-06-26 | 2017-02-15 | 桐乡市正辉针织有限公司 | 一种坯布漂染装置 |
| CN106223072A (zh) * | 2016-07-30 | 2016-12-14 | 泰安康平纳机械有限公司 | 一种筒子纱或经轴纱的浸堆染色方法 |
| CN106223072B (zh) * | 2016-07-30 | 2018-07-03 | 泰安康平纳机械有限公司 | 一种筒子纱或经轴纱的浸堆染色方法 |
| CN107723975A (zh) * | 2017-11-02 | 2018-02-23 | 浙江富润印染有限公司 | 高效节能针织物连续式平幅漂白水洗设备 |
| CN107723975B (zh) * | 2017-11-02 | 2020-01-17 | 浙江富润印染有限公司 | 高效节能针织物连续式平幅漂白水洗设备 |
| CN108193413B (zh) * | 2017-12-21 | 2020-04-28 | 青岛大学 | 用于筒状针织物连续化的煮-浴一步式淋漂机及淋漂方法 |
| CN108193413A (zh) * | 2017-12-21 | 2018-06-22 | 青岛大学 | 用于筒状针织物连续化的煮-浴一步式淋漂机及淋漂方法 |
| CN110453403A (zh) * | 2019-08-16 | 2019-11-15 | 宁波吉姆服饰有限公司 | 一种织布煮炼设备 |
| CN110453403B (zh) * | 2019-08-16 | 2022-02-15 | 威海新鸣球进出口有限公司 | 一种织布煮炼设备 |
| CN112391771A (zh) * | 2020-11-10 | 2021-02-23 | 贵州华亿绿色纺织产业科技有限公司 | 一种纺织低碳染整前处理系统 |
| CN112391770A (zh) * | 2020-11-10 | 2021-02-23 | 贵州华亿绿色纺织产业科技有限公司 | 纺织低碳染整一体化生产设备的工艺 |
| CN112391772A (zh) * | 2020-11-10 | 2021-02-23 | 贵州华亿绿色纺织产业科技有限公司 | 纺织低碳染整一体化生产设备 |
| CN113005692A (zh) * | 2021-04-20 | 2021-06-22 | 晏文书 | 一种适用于任意内径圆筒布的磨绒机 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN101289797B (zh) | 针织筒状平幅炼漂联合机 | |
| CN201024310Y (zh) | 针织筒状平幅炼漂联合机 | |
| CN101289791B (zh) | 针织筒状平幅炼漂联合机的“j”型堆置浸渍箱 | |
| CN102704259B (zh) | 一种低温练漂剂及其应用 | |
| CN103866514B (zh) | 织造布连续退浆装置 | |
| CN201172743Y (zh) | 高效环保型小浴比溢流染色机 | |
| CN102660864B (zh) | 棉麻涤棉梭织面料漂白工艺 | |
| CN204236009U (zh) | 数码版直接印花一体机 | |
| CN102182028A (zh) | 中厚织物的松式堆置煮练箱 | |
| CN101289794B (zh) | 针织筒状平幅炼漂联合机的堆置水洗箱 | |
| CN104195779A (zh) | 化纤机织物平幅连续高速练漂增白联合机 | |
| CN104328616B (zh) | 一种绳状退煮漂联合机 | |
| CN201024307Y (zh) | 针织筒状平幅炼漂联合机的“j”型堆置水洗箱 | |
| CN202450285U (zh) | 预湿浆纱机的预湿浆槽装置 | |
| CN201037202Y (zh) | 针织筒状平幅炼漂联合机的“j”型堆置浸渍箱 | |
| CN2910985Y (zh) | 蛇形逆流水洗装置 | |
| CN201024309Y (zh) | 针织筒状平幅炼漂联合机的三层履带汽蒸箱 | |
| CN201024305Y (zh) | 针织筒状平幅炼漂联合机的堆置水洗箱 | |
| CN101289793B (zh) | 针织筒状平幅炼漂联合机的“j”型堆置水洗箱 | |
| CN201024306Y (zh) | 针织筒状平幅炼漂联合机的履带煮炼箱 | |
| CN101289792B (zh) | 针织筒状平幅炼漂联合机的履带煮炼箱 | |
| CN102321968B (zh) | 全棉面料染色前处理方法 | |
| CN205242068U (zh) | 一种棉纱加工用染色机 | |
| CN202072930U (zh) | 中厚织物的松式堆置煮练箱 | |
| CN203890679U (zh) | 织造布连续退浆装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| AV01 | Patent right actively abandoned |
Granted publication date: 20080220 Effective date of abandoning: 20070417 |