CN1694779A - 磨钻器 - Google Patents
磨钻器 Download PDFInfo
- Publication number
- CN1694779A CN1694779A CN03824672.4A CN03824672A CN1694779A CN 1694779 A CN1694779 A CN 1694779A CN 03824672 A CN03824672 A CN 03824672A CN 1694779 A CN1694779 A CN 1694779A
- Authority
- CN
- China
- Prior art keywords
- drill
- chuck
- sharpeener
- apex point
- chisel edge
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B3/00—Sharpening cutting edges, e.g. of tools; Accessories therefor, e.g. for holding the tools
- B24B3/24—Sharpening cutting edges, e.g. of tools; Accessories therefor, e.g. for holding the tools of drills
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B3/00—Sharpening cutting edges, e.g. of tools; Accessories therefor, e.g. for holding the tools
- B24B3/24—Sharpening cutting edges, e.g. of tools; Accessories therefor, e.g. for holding the tools of drills
- B24B3/247—Supports for drills
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B3/00—Sharpening cutting edges, e.g. of tools; Accessories therefor, e.g. for holding the tools
- B24B3/24—Sharpening cutting edges, e.g. of tools; Accessories therefor, e.g. for holding the tools of drills
- B24B3/26—Sharpening cutting edges, e.g. of tools; Accessories therefor, e.g. for holding the tools of drills of the point of twist drills
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B3/00—Sharpening cutting edges, e.g. of tools; Accessories therefor, e.g. for holding the tools
- B24B3/24—Sharpening cutting edges, e.g. of tools; Accessories therefor, e.g. for holding the tools of drills
- B24B3/26—Sharpening cutting edges, e.g. of tools; Accessories therefor, e.g. for holding the tools of drills of the point of twist drills
- B24B3/265—Sharpening cutting edges, e.g. of tools; Accessories therefor, e.g. for holding the tools of drills of the point of twist drills using devices specially adapted for domestic use
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Finish Polishing, Edge Sharpening, And Grinding By Specific Grinding Devices (AREA)
- Polishing Bodies And Polishing Tools (AREA)
- Surgical Instruments (AREA)
- Coils Or Transformers For Communication (AREA)
- Encapsulation Of And Coatings For Semiconductor Or Solid State Devices (AREA)
Abstract
本发明公开了一种磨钻器,其带有一横刃钻尖修薄口,可以使在进行打磨的钻头(200)上产生修薄的横刃钻尖的过程变得更为简单。横刃钻尖修薄口(40)相对于砂轮组件(14)被定位,以便当由卡盘(100)保持的钻头朝着砂轮前进时,钻尖上的钻槽与砂轮相接触。该口有几个对准挡块(42),该对准挡块与卡盘套筒上的平面相配合,以确保相对于砂轮将卡盘和钻头正确地对准。挡块还限制着卡盘和钻头向内的运动只能前进到一预定距离。碎屑或砂粒收集管(60)用于插入磨钻器中未被使用的口中,收集并防止任何碎屑或砂粒从磨钻器未被使用的口中撒出。
Description
相关申请的交叉参考
本申请涉及并要求申请日为2002年9月27日、申请号为No.60/413772的美国临时申请的权益。
技术领域
本发明涉及一种动力磨钻器,特别是涉及一种带有一个可推入的横刃钻尖修薄口(point splitting port)和一个用于收集在钻头刃磨的过程中产生的碎屑的管子的动力磨钻器。
背景技术
众所周知,磨钻器是应用在工业环境下的。在大批量生产的过程中,虽然价格高,但是高质量、精确的磨钻器却被认为是物有所值的设备。磨钻器的使用将会使钻头的有效寿命延长,因此可通过减少钻头的消耗和使用锋利的钻头来提高在生产过程中需要钻孔或洞的产品的质量和产量,从而降低成本。此外,使用一个高质量的磨钻器的经济性的更详细的信息可以在授予Christian和Bernard的专利号为No.5400546的美国专利中看到。
使用高品质的磨钻器可以有很多好处,这已经通过一些小产量的生产如机械车间、其他的小企业和一些经常使用钻头的技工和业余爱好者而了解到。过去,由于钻头的使用量很小,精确的磨钻器的高成本使得它们并不那么物有所值。此外,工业上所用的磨钻器非常庞大,带有一个直径大约为6英寸或以上的砂轮,整个设备放置时要占用几平方英尺的面积(装置静止不动时所占据的面积)。即便这样的设备很经济,很多的小企业和一些业余爱好者们也没有足够的地方来安装这样的一个设备。
最近,一些发明人即磨钻器的设计者,对磨钻器作出了一些改进,使其在没有降低使磨钻器安全可靠、容易使用的安装和对准等特性的情况下,减少该设备的尺寸和制造成本,同时使设备的精度维持在一个可接受的水平。这些改进使高品质的磨钻器有包括小批量生产、小企业、技工和业余爱好者的更为广阔的市场。价格较低却仍然保持很好的精度,磨钻器也变得更加的物有所值,这也使得其潜在的市场变得更加的广阔。美国专利5735732结合到本申请中作为参考,该专利公开了一种磨钻器的构造,这种磨钻器结合了一些改进措施,使其提供了适用于小批量生产的紧凑、便宜、精确并可靠的磨钻器。
发明内容
本发明涉及对一种紧凑的磨钻器的进一步改进,该磨钻器通常为美国专利号为No.5735732(‘732专利)的专利中所公开的类型。更确切的说,本发明致力于对前面所述专利中公开的磨钻器的横刃钻尖修薄口的变化和其修薄横刃钻尖的方法的改进。本发明中的横刃钻尖修薄口比在前面专利中所公开的横刃钻尖修薄口的使用更简单。
本发明对‘732专利中所公开的磨钻器作了很大的改进。在一优选实施方案中,磨钻器有两个口,使得保持钻头以进行打磨的钻头卡盘可以插入其中。其中一个口用于把钻头送至砂轮以使钻头的表面和刃口在打磨过程中能够被磨光。这个口称为打磨口。第二个口是如上所述的横刃钻尖修薄口。这个口用于在切削面被打磨后,将横刃钻尖修薄(即把连接两个槽内部的钻心去除)。
在钻头打磨的过程中,特别是在打磨切削表面时,会产生大量的碎屑。这些碎屑主要是钻头材料上被磨下来的颗粒,但也包括从砂轮上掉下来的磨料,也可能包括被打磨的表面所具有的杂质。该磨钻器设有一个碎屑收集腔,用于收集从砂轮上撒下的碎屑。然而,在本发明的一优选实施方案中,横刃钻尖修薄口位于设备的侧边,与砂轮和碎屑收集腔大致在同一水平上。同样,当打磨口在使用时,横刃钻尖修薄口表现为砂轮附近的一个开口,在该开口处,碎屑能够从设备中排出。
在经过改进后,碎屑收集管可以插进横刃钻尖修薄口,以基本防止碎屑从设备中排出。该管有一个盖,该盖用作碎屑的物理上的阻挡物,该管被通风以使气流从中通过。如果需要将收集管与一真空设备相连,盖则可以卸下。
附图说明
结合附图,本发明的上述和其它的特征,及其伴随而来的优点将会在随后对优选实施方案的详细说明中得到更好的理解,其中:
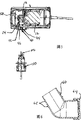
图1为根据本发明的一优选实施方案的磨钻器的局部剖切的主视图。
图2为根据另一优选实施方案的磨钻器和卡盘的透视图。
图3为根据本发明又一可选的优选实施方案的外壳的一部分去掉后的磨钻器和卡盘的透视图。
图4为根据图1的实施方案的磨钻器的透视图。
图5为根据图1的实施方案的磨钻器的局部切掉并且局部剖开的俯视平面图。
图6为根据本发明一优选实施方案得到的砂粒收集管的截面图。
图7为与图1实施方案一致的磨钻器的侧视图。
具体实施方式
根据本发明优选实施方案的磨钻器包括一外壳10,其包围着马达12和一砂轮组件14。优选地,马达为能够以大约15000-20000RPM的速度运转的高速马达。优选地,砂轮组件基本类似在‘732专利中公开的砂轮组件,形成打磨表面的金刚石板环的直径优选在1/2到21/2英寸之间。更优选的是,该环的直径大约为1到11/2英寸。更进一步地,直径优选为11/4英寸。
砂轮组件14与马达的轴16可操作地相连,优选地处于直接驱动接合。在几个附图中可以看到,该设备是垂直定位的,如同‘732专利中的方式一样,马达的轴垂直向上延伸,同时砂轮组件定位在马达上方。或者,磨钻器也可以如图1,4和5所示处于水平方向,其中马达的轴沿大体为水平的轴线方向延伸。在其他实施方案中,砂轮组件同样可以以90°方向放置,并且可以在一个垂直的“平面”上旋转。
每一个可选择的设计方案都有一打磨口和一横刃钻尖修薄口,次外,优选地,还具有一钻头定位口20,20’,以便钻头200能够正确的定位在保持器中,即定位在‘732专利中所描述类型的卡盘100中。开始时把要进行打磨的钻头200安装在卡盘中的过程也如‘732专利所述。
在使用这个磨钻单元打磨钻头时,能够使钻头200保持适当对准的卡盘100被插入到打磨口30,30’中,以‘732专利所披露的方式进行打磨。其后,如果需要钻头设有修薄的横刃钻尖(或者如果钻头一开始就是一个横刃钻尖修薄的钻头,或如果要求把正在打磨的钻头转换为横刃钻尖修薄的钻头),卡盘和钻头就被定位为插入横刃钻尖修薄口40,40’中。在‘732专利中,横刃钻尖修薄口被设计成将卡盘完全容纳在其中,而钻头并不接触砂轮。该口被设计为需要使用者把卡盘100和钻头200来回摇动,以便钻尖的适当表面可以和砂轮接触以从钻头的钻心处去掉材料,从而将横刃钻尖修薄。
本发明中的横刃钻尖修薄口允许更简单的操作。横刃钻尖修薄口40,40’相对于砂轮组件14的环而被定位,以便当卡盘100和钻头200被插入到适当对准的口中时,槽尖端的内部202接触到磨环,并且预定量的材料将会随着卡盘和钻头向横刃钻尖修薄口不断地推进而被打磨掉。横刃钻尖修薄口具有定位于其中的挡块42,用以限制卡盘可以插入的深度。这些挡块被构造和定位成能够与卡盘100正面部分上的两个相对的平面102接合并与之协作。
挡块42具有用于卡盘上的平面102的互补的接合表面,并且开始把卡盘插入横刃钻尖修薄口时,其作用就是把卡盘定位到正确的位置,以便使必要的钻头表面位于砂轮组件14处。换句话说,当使用者开始把卡盘插进横刃钻尖修薄口时,在平面102与挡块不相配的任何方位,挡块42将通过与卡盘的圆柱形表面的物理上的干涉来阻止其插入到该位置。这时使用者就必须旋转卡盘直到平面和挡块对齐。卡盘然后才可以往横刃钻尖修薄口中更深一步地推进,以推动钻头和砂轮接触。
在卡盘的进一步插入后,挡块将与卡盘的卡盘套筒104在平面终止的位置处接合。这样,挡块就可以阻止卡盘的进一步插入,这就提示使用者打磨操作结束了。横刃钻尖修薄的操作要求钻头200两个槽的内部都必须要打磨,因此在完成第一次的插入以后,使用者将卡盘缩回,把它旋转180°,然后再重新插入卡盘。当卡盘上的平面102与挡块42对齐时,挡块又允许卡盘插入。然后使用者就可以把卡盘向前推入到口中来打磨另一个槽以产生完整的修薄的横刃钻尖。这样,仅通过简单的推入操作,该口就可以将横刃钻尖修薄。
在提供仅通过使用一推入操作就可以将横刃钻尖修薄的性能中,该口的特殊结构和相对于打磨表面的定位都是非常重要的因素。特别如图7所示,横刃钻尖修薄口大致为圆形,并且为外壳上的圆柱形开口,并具有朝着砂轮向内延伸的大体上为圆柱形的壁。优选地,挡块42包括两个在径向相对的凸起部分,其中所述凸起部分从圆柱形壁向内沿径向突出。如前所述,挡块具有两个互相平行的表面,使卡盘上的平面可以沿其滑动。挡块42的定位及卡盘平面102的尺寸使得允许卡盘插入到横刃钻尖修薄口至预定距离,在该距离处,由卡盘承载的钻头将沿着所需部分在大约1/8英寸处与砂轮接合在一起。将两个槽的内表面打磨到这样的一个距离就会产生修薄的横刃钻尖。如图7所示,槽能够被引导为与砂轮24的边缘26接触,其中所述边缘26控制着从钻槽中被去掉的材料的量。
横刃钻尖修薄口有一预紧件44,其便于每次把卡盘精确插入到该口的同一地方和同一方位角度。横刃钻尖修薄口中向内凸起的圆柱形壁沿着壁的一部分具有一开口。凸片46延伸进这一开口部分中,同时凸片舌状物被定位在与设置所述壁大体相同的圆周位置。所述凸片在其舌状物的自由端具有一径向向内延伸的凸缘48。该凸缘向内突起一短距离,突出到由横刃钻尖修薄口40的圆柱形壁所限定的开口中。当插入卡盘套筒104时,凸缘与卡盘套筒104的外表面相接合,以使卡盘套筒在该口内定位或者定心。舌状物具有一定程度的柔性,用以防止卡盘约束在该口内。
该预紧件44的使用使得横刃钻尖修薄口的开口部分的大小比插入的卡盘套筒的大小稍微大一些。如果没有该预紧件,为了使卡盘每次都能进入到相同的位置,开口部分的尺寸需要与卡盘套筒的外径几乎一样。然而,这将会大大增加制造成本,因为开口尺寸的公差将不得不更小。另外,即使采用紧公差,卡盘被约束在横刃钻尖修薄口中的机会也比较高。预紧件通过仅与插入的一小部分接触,并且利用该接触使卡盘恰当地在该口内定心,由此能够实现相同的效果。
如图4、5和7所示的设备中,该设备具有所谓的水平定向,横刃钻尖修薄口40位于该设备的侧面。碎屑收集腔50位于该设备前方,并且带有一可拆卸的塑料盖52,优选地,该塑料盖是透明或半透明的,并且穿过并环绕着附图中所示的暴露区域延伸。可知横刃钻尖修薄口40构成一相当大的开口,当使用打磨口30时,碎屑可通过该横刃钻尖修薄口被排出。
在该设备运转时,为了基本上消除或使从该设备排出的碎屑量最少,优选地可以设置如图6所示结构的碎屑收集管60。该碎屑收集管以截面图的形式显示,但很容易认出该管是圆柱形的并且其尺寸可以使其插入到横刃钻尖修薄口中(也可以插入到直径与横刃钻尖修薄口基本相同的打磨口中)。优选地,该管具有一个或者多个外部肋62,这些外部肋有助于将该管定位在口中,并对抵靠着口40的圆柱形壁的管的密封提供了一些措施。
如该优选实施方案所述,管以一弯管的方式形成,并且优选地,从口中突出的部分在碎屑通过并流入管中时,能够在重力作用下向下倾斜以便收集颗粒。在管的外部区域设有一盖64,并且在盖和收集管之间具有一间隔,使得当盖起作用以将砂粒和其他碎屑限制在收集管中时,该间隔可使空气排放出来。
优选地,盖做成可拆卸的,以便可以取下,并且可以与一真空软管如Shop-Vac软管或管相连使碎屑从砂轮区排出来。在一优选实施方案中,管的外端的尺寸和构造使得其能够和直径为1-1/4英寸的Shop-Vac管配合。
前述和附图所示的是本发明一个或多个优选实施方案。本领域普通技术人员可以理解不同的修改和改进,并且这样的修改和改进也在本发明的精神和实质范围内。本发明的范围将由所附的权利要求来限定。
Claims (18)
1.一种磨钻器,其包括:
一外壳;
一砂轮组件;
一打磨口,其适于容纳保持要打磨的钻头的卡盘;以及
一横刃钻尖修薄口,其包括
一大体为圆形的开口和一从外壳朝着砂轮组件向内延伸的大体为圆柱形的壁,
至少一个从所述大体为圆柱形的壁沿径向向内延伸的突起,所述突起适于与卡盘套筒的圆柱形壁上的形状互补的凹槽相配合,由此要求所述卡盘以预定的方向插入,以便使保持在卡盘中的钻头相对于所述砂轮组件处于预定方向;
所述至少一个凸起可操作地阻止卡盘和钻头在横刃钻尖修薄口内经过预定终止点的移动;以及
其中所述横刃钻尖修薄口相对于所述砂轮组件定位,以便由所述卡盘保持的钻头的槽将在所述卡盘和钻头插入到横刃钻尖修薄口后,随着卡盘和钻头在横刃钻尖修薄口向砂轮组件移动而与所述砂轮组件的打磨面接触。
2.如权利要求1所述的磨钻器,其中,所述横刃钻尖修薄口具有略大于插入的卡盘套筒的开口,此外其还具有定心装置,以便于在卡盘插入横刃钻尖修薄口时有助于卡盘套筒的定心。
3.如权利要求2所述的磨钻器,其中所述定心装置包括所述大体为圆柱形壁的弹性部分和从所述壁的弹性部分沿径向向内伸出的凸缘。
4.如权利要求3所述的磨钻器,其中所述壁的所述弹性部分包括一在所述壁上形成的舌状物元件,并且该舌状物元件与所述壁在其一端相连。
5.如权利要求1所述的磨钻器,其中所述横刃钻尖修薄口还包括位于沿径向大体上相对位置处的至少两个从大体为圆柱形壁沿径向向内延伸的突起。
6.如权利要求5所述的磨钻器,其中所述至少两个突起的构造和设置能够形成两个大体平行的表面以使卡盘套筒插入。
7.一种磨钻器包括:
一外壳;
一砂轮组件;
一适于牢固地夹持要在其上进行打磨的钻头的卡盘组件;
一适于容纳所述卡盘,并适于朝着砂轮组件引导所述卡盘和钻头以打磨所述钻尖的打磨口;以及
一横刃钻尖修薄口,其包括
一基本为圆形的开口和一从外壳向所述砂轮组件向内延伸的大体为圆柱形的壁,
至少一个从所述大体圆柱形壁沿径向向内延伸的突起,所述突起适于与卡盘套筒壁上的形状互补的凹槽相配合,由此要求使卡盘以预定的方向插入,以便使保持在所述卡盘上的钻头相对于所述砂轮组件位于预定方向;
所述至少一个凸起可操作地消除所述卡盘和钻头在横刃钻尖修薄口中经过预定终止点的移动;以及
其中所述横刃钻尖修薄口相对于所述砂轮组件定位,以便由所述卡盘保持的钻槽将在所述卡盘和钻头插入到横刃钻尖修薄口后,就随着卡盘和钻头在横刃钻尖修薄口中向砂轮组件移动而与砂轮组件的打磨表面接触。
8.如权利要求7所述的磨钻器,其中所述横刃钻尖修薄口具有比要插入的卡盘套筒略大的开口,其还具有一定心装置,以便于卡盘插入横刃钻尖修薄口时其有助于卡盘套筒的定心。
9.如权利要求8所述的磨钻器,其中所述定心装置包括大体为圆柱形壁的弹性部分和一从所述壁的弹性部分沿径向向内伸出的凸缘。
10.如权利要求9所述的磨钻器,其中所述壁的所述弹性部分包括一在壁上形成的舌状物元件,并且该舌状物元件与壁在其一端相连。
11.如权利要求7所述的磨钻器,其中所述横刃钻尖修薄口还包括位于沿径向基本相对位置处的至少两个从大体圆柱形壁沿径向向内延伸的突起。
12.如权利要求11所述的磨钻器,其中所述至少两个突起的构造和设置使得所述卡盘插入其中时,能够形成两个基本平行的位于卡盘套筒中的表面。
13.一种磨钻器包括:
一外壳;
一砂轮组件;
至少两个口,保持钻头的卡盘可以在向着所述砂轮组件的方向插入其中;以及
一碎屑收集管,其构造和设置成可以插入所述至少两个口中的至少一个中,并且与所述口形成充分的密封以基本上防止碎屑从所述管和开口壁之间排出,
所述碎屑收集管进一步被构造和设置成可以限制碎屑进入该管中。
14.如权利要求13所述的磨钻器,其中所述碎屑收集管具有一盖,其可被固定在与插入所述口的一端相对的一端上。
15.如权利要求14所述的磨钻器,其中所述盖可被排气,用以当安装在所述管上时,允许气体流过,同时基本上防止固态碎屑从盖中排出。
16.如权利要求14所述的磨钻器,其中所述盖可从所述管上去掉。
17.如权利要求13所述的磨钻器,其中所述碎屑收集管具有与插入所述口的一端相对的一端,其适于与真空软管相连。
18.如权利要求13所述的磨钻器,其中所述砂粒收集管的构造和设置为形成一弯管,并且所述管能够以所述管没有插入所述口中的一部分可向下倾斜的形式插入到所述口的至少一个中。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US41377202P | 2002-09-27 | 2002-09-27 | |
| US60/413,772 | 2002-09-27 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN1694779A true CN1694779A (zh) | 2005-11-09 |
Family
ID=32043286
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN03824672.4A Pending CN1694779A (zh) | 2002-09-27 | 2003-09-26 | 磨钻器 |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US7172498B2 (zh) |
| EP (1) | EP1549460B1 (zh) |
| CN (1) | CN1694779A (zh) |
| AT (1) | ATE398505T1 (zh) |
| AU (1) | AU2003283965A1 (zh) |
| CA (1) | CA2500104C (zh) |
| DE (1) | DE60321695D1 (zh) |
| WO (1) | WO2004028742A2 (zh) |
Families Citing this family (30)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7214011B2 (en) * | 2003-10-20 | 2007-05-08 | Hy-Ko Products Company | Key cutting machine |
| US20070205969A1 (en) * | 2005-02-23 | 2007-09-06 | Pixtronix, Incorporated | Direct-view MEMS display devices and methods for generating images thereon |
| US7999994B2 (en) | 2005-02-23 | 2011-08-16 | Pixtronix, Inc. | Display apparatus and methods for manufacture thereof |
| US8310442B2 (en) | 2005-02-23 | 2012-11-13 | Pixtronix, Inc. | Circuits for controlling display apparatus |
| US8482496B2 (en) * | 2006-01-06 | 2013-07-09 | Pixtronix, Inc. | Circuits for controlling MEMS display apparatus on a transparent substrate |
| US9229222B2 (en) | 2005-02-23 | 2016-01-05 | Pixtronix, Inc. | Alignment methods in fluid-filled MEMS displays |
| US8519945B2 (en) * | 2006-01-06 | 2013-08-27 | Pixtronix, Inc. | Circuits for controlling display apparatus |
| US9082353B2 (en) | 2010-01-05 | 2015-07-14 | Pixtronix, Inc. | Circuits for controlling display apparatus |
| US9261694B2 (en) * | 2005-02-23 | 2016-02-16 | Pixtronix, Inc. | Display apparatus and methods for manufacture thereof |
| US9158106B2 (en) * | 2005-02-23 | 2015-10-13 | Pixtronix, Inc. | Display methods and apparatus |
| US8159428B2 (en) | 2005-02-23 | 2012-04-17 | Pixtronix, Inc. | Display methods and apparatus |
| US7147546B1 (en) | 2005-10-06 | 2006-12-12 | Professional Tool Manufacturing, Llc | Tool holder with moveable alignment finger |
| US7641202B1 (en) | 2005-10-06 | 2010-01-05 | Professional Tool Manufacturing, Llc | End effector with moveable jaw assembly to manipulate an article |
| US9101990B2 (en) | 2006-01-23 | 2015-08-11 | Hy-Ko Products | Key duplication machine |
| CN101405104B (zh) | 2006-01-23 | 2011-05-25 | 海-科产品公司 | 钥匙复制机 |
| MX2008010689A (es) * | 2006-02-22 | 2009-01-14 | Hy Ko Products Co | Maquina para cortar llaves. |
| US8526096B2 (en) | 2006-02-23 | 2013-09-03 | Pixtronix, Inc. | Mechanical light modulators with stressed beams |
| US9176318B2 (en) * | 2007-05-18 | 2015-11-03 | Pixtronix, Inc. | Methods for manufacturing fluid-filled MEMS displays |
| US7507149B1 (en) | 2007-03-06 | 2009-03-24 | Douglas Lawrence M | Drill bit dresser |
| US7473163B1 (en) * | 2007-10-04 | 2009-01-06 | Wang-Sheng Lee | Cutter grinding device |
| US8169679B2 (en) | 2008-10-27 | 2012-05-01 | Pixtronix, Inc. | MEMS anchors |
| US8644619B2 (en) | 2009-05-01 | 2014-02-04 | Hy-Ko Products Company | Key blank identification system with groove scanning |
| US8634655B2 (en) | 2009-05-01 | 2014-01-21 | Hy-Ko Products Company | Key blank identification system with bitting analysis |
| BR112012019383A2 (pt) | 2010-02-02 | 2017-09-12 | Pixtronix Inc | Circuitos para controlar aparelho de exibição |
| KR20120132680A (ko) | 2010-02-02 | 2012-12-07 | 픽스트로닉스 인코포레이티드 | 저온 실 유체 충전된 디스플레이 장치의 제조 방법 |
| US9134552B2 (en) | 2013-03-13 | 2015-09-15 | Pixtronix, Inc. | Display apparatus with narrow gap electrostatic actuators |
| US9818041B2 (en) | 2015-08-03 | 2017-11-14 | Hy-Ko Products Company | High security key scanning system |
| US9630288B2 (en) * | 2015-10-01 | 2017-04-25 | Chi-Wen Lin | Grinder |
| US10702965B2 (en) * | 2018-03-19 | 2020-07-07 | David Tubbs | Cross-recess screwdriver grinding assembly |
| CN112247689A (zh) * | 2020-11-04 | 2021-01-22 | 耒阳市盛唐石业有限公司 | 一种石材雕刻用钻头的打磨装置 |
Family Cites Families (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3126679A (en) * | 1964-03-31 | Device for point thinning of drills | ||
| US2109308A (en) * | 1936-03-03 | 1938-02-22 | Carroll E Adams | Drill grinder |
| US2426478A (en) * | 1942-09-01 | 1947-08-26 | Jack Van H Whipple | Drill grinder |
| US2377271A (en) * | 1942-12-12 | 1945-05-29 | Anne R Schumann | Flexible shaft and air-cooled hand piece |
| US2881066A (en) * | 1956-03-23 | 1959-04-07 | Southern Lumber Company | Process for producing nitrogenated and phosphorylated fertilizer, mulch and soil conditioner |
| US4001975A (en) * | 1975-07-09 | 1977-01-11 | Darex Corporation | Twist drill sharpener and aligning fixture |
| US4471581A (en) * | 1982-09-09 | 1984-09-18 | Darex Corporation | Universal twist drill sharpener apparatus |
| US4485596A (en) * | 1982-09-09 | 1984-12-04 | Darex Corporation | Twist drill point splitting/web thinning apparatus |
| DE3342914A1 (de) | 1983-10-27 | 1985-06-05 | Robert 5446 Engeln Wolff | Hilfsgeraet zum nachschleifen von spiralbohrern |
| US4551948A (en) * | 1983-10-28 | 1985-11-12 | Kindig Morris L | Glass shaping machine |
| JPH0283105A (ja) * | 1988-03-28 | 1990-03-23 | Matsushita Electric Works Ltd | 締め付け具 |
| US4916866A (en) * | 1989-02-09 | 1990-04-17 | Darex Corporation | End mill sharpener |
| US5062322A (en) * | 1989-09-28 | 1991-11-05 | Sinko John E | Universal lawn mower blade sharpening machine |
| US5097634A (en) * | 1989-12-08 | 1992-03-24 | Hulme Jack R | Tool grinder apparatus and method |
| US5179809A (en) * | 1990-04-23 | 1993-01-19 | Giddings & Lewis, Inc. | Drill grinding machine |
| US5400546A (en) * | 1993-03-19 | 1995-03-28 | Darex Corporation | Precision twist drill sharpener/point splitting machine |
| US5788559A (en) * | 1994-02-25 | 1998-08-04 | Jungnitsch; Paul Lewis | Web adjust drill bit sharpener and method of using |
| US5549509A (en) * | 1994-07-06 | 1996-08-27 | Inland Craft Products Co. | Grinding apparatus with touch-top work surface |
| WO1997022440A1 (en) * | 1995-12-20 | 1997-06-26 | Turner Intellectual Property Limited | Improvements in or relating to drill bit sharpening |
| US5735732A (en) * | 1996-07-05 | 1998-04-07 | Bernard; David A. | Precision drill sharpener and grinding wheel assembly therefor |
-
2003
- 2003-09-26 US US10/529,426 patent/US7172498B2/en not_active Expired - Lifetime
- 2003-09-26 CN CN03824672.4A patent/CN1694779A/zh active Pending
- 2003-09-26 AU AU2003283965A patent/AU2003283965A1/en not_active Abandoned
- 2003-09-26 WO PCT/US2003/030033 patent/WO2004028742A2/en not_active Application Discontinuation
- 2003-09-26 CA CA002500104A patent/CA2500104C/en not_active Expired - Fee Related
- 2003-09-26 AT AT03776192T patent/ATE398505T1/de not_active IP Right Cessation
- 2003-09-26 DE DE60321695T patent/DE60321695D1/de not_active Expired - Lifetime
- 2003-09-26 EP EP03776192A patent/EP1549460B1/en not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| AU2003283965A8 (en) | 2004-04-19 |
| EP1549460A2 (en) | 2005-07-06 |
| CA2500104A1 (en) | 2004-04-08 |
| WO2004028742A2 (en) | 2004-04-08 |
| CA2500104C (en) | 2007-12-11 |
| EP1549460A4 (en) | 2007-01-17 |
| EP1549460B1 (en) | 2008-06-18 |
| ATE398505T1 (de) | 2008-07-15 |
| WO2004028742A3 (en) | 2004-07-15 |
| US7172498B2 (en) | 2007-02-06 |
| AU2003283965A1 (en) | 2004-04-19 |
| US20060003676A1 (en) | 2006-01-05 |
| DE60321695D1 (de) | 2008-07-31 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN1694779A (zh) | 磨钻器 | |
| KR100706616B1 (ko) | 하수관 유지보수장치 및 공법 | |
| KR950010255B1 (ko) | 나사 형성방법 및 장치 | |
| US5228160A (en) | Cue tip shaping tool and file fabrication method for use therewith | |
| CN107044931A (zh) | 一种岩石试验用极脆岩石端面磨平机 | |
| CN1424953A (zh) | 包括粗粒度和细粒度树脂粘结部的磨床磨杆 | |
| CN214351510U (zh) | 一种木桶外壁成型及打磨机 | |
| JP2001009684A (ja) | セラミック製刃物用電動研ぎ器 | |
| JP2564223B2 (ja) | ドーナツ型基板の切出し研削具および切出し研削方法 | |
| CN111070105B (zh) | 基于多槽铝铸件的分级去毛刺喷砂工艺 | |
| US20030228835A1 (en) | Abrasive drill bit | |
| CN208289571U (zh) | 一种混凝土打磨机 | |
| CN207155396U (zh) | 一种大尺寸工件抛光的磁性磨料磨抛装置 | |
| CN115256245A (zh) | 一种轴套表面加工打磨装置 | |
| JP6651194B1 (ja) | 電動工具のガイド機構及び電動工具 | |
| CN110524325B (zh) | 钻头刃口打磨装置、钻头刃口打磨方法及钻头 | |
| CN2514970Y (zh) | 携带式钻头研磨机 | |
| CN107322479A (zh) | 超硬砂轮修整装置 | |
| CN105033853A (zh) | 一种钻头挤压珩磨装夹装置 | |
| CN208853794U (zh) | 一种新型旋转定位非标刀具 | |
| CN221454534U (zh) | 一种金刚石锯片开刃机 | |
| CN100999054A (zh) | 滚圆治具组及滚圆方法 | |
| CN115213746B (zh) | 一种钻头倒锥的磨削工艺 | |
| CN212681124U (zh) | 一种高纯度的无定形蜡状有机物的造粒合成用研磨装置 | |
| CN208894307U (zh) | 一种棒销式研磨机 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C02 | Deemed withdrawal of patent application after publication (patent law 2001) | ||
| WD01 | Invention patent application deemed withdrawn after publication |