CN1537045A - 用于注射成型制品的方法和设备 - Google Patents
用于注射成型制品的方法和设备 Download PDFInfo
- Publication number
- CN1537045A CN1537045A CNA028136454A CN02813645A CN1537045A CN 1537045 A CN1537045 A CN 1537045A CN A028136454 A CNA028136454 A CN A028136454A CN 02813645 A CN02813645 A CN 02813645A CN 1537045 A CN1537045 A CN 1537045A
- Authority
- CN
- China
- Prior art keywords
- nozzle
- valve member
- running channel
- insert
- die cavity
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000000034 method Methods 0.000 title description 12
- 238000000465 moulding Methods 0.000 title 1
- 238000001746 injection moulding Methods 0.000 claims abstract description 11
- 239000000463 material Substances 0.000 claims description 29
- 238000002347 injection Methods 0.000 claims description 27
- 239000007924 injection Substances 0.000 claims description 27
- 230000009969 flowable effect Effects 0.000 claims description 20
- 238000001816 cooling Methods 0.000 claims description 17
- 238000007789 sealing Methods 0.000 claims description 10
- 230000005540 biological transmission Effects 0.000 claims description 5
- 239000012530 fluid Substances 0.000 claims 6
- 238000002844 melting Methods 0.000 claims 5
- 230000008018 melting Effects 0.000 claims 5
- 239000007921 spray Substances 0.000 description 6
- 230000000694 effects Effects 0.000 description 3
- 239000012212 insulator Substances 0.000 description 2
- 239000000155 melt Substances 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 239000012768 molten material Substances 0.000 description 2
- 239000004033 plastic Substances 0.000 description 2
- 229920003023 plastic Polymers 0.000 description 2
- 238000005299 abrasion Methods 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 239000012809 cooling fluid Substances 0.000 description 1
- 239000013078 crystal Substances 0.000 description 1
- 230000002950 deficient Effects 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 239000012943 hotmelt Substances 0.000 description 1
- 230000001788 irregular Effects 0.000 description 1
- 230000002045 lasting effect Effects 0.000 description 1
- 238000000048 melt cooling Methods 0.000 description 1
- 230000000717 retained effect Effects 0.000 description 1
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/26—Moulds
- B29C45/27—Sprue channels ; Runner channels or runner nozzles
- B29C45/2701—Details not specific to hot or cold runner channels
- B29C45/2708—Gates
- B29C45/2711—Gate inserts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/26—Moulds
- B29C45/27—Sprue channels ; Runner channels or runner nozzles
- B29C45/278—Nozzle tips
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/26—Moulds
- B29C45/27—Sprue channels ; Runner channels or runner nozzles
- B29C45/28—Closure devices therefor
- B29C45/2806—Closure devices therefor consisting of needle valve systems
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/26—Moulds
- B29C45/27—Sprue channels ; Runner channels or runner nozzles
- B29C45/28—Closure devices therefor
- B29C45/2806—Closure devices therefor consisting of needle valve systems
- B29C2045/2879—Back flow of material into nozzle channel
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Mechanical Engineering (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
Abstract
一种注射成型系统,具有改良的阀浇道结构,这种系统提供的模制制品具有改良的形迹和/或表面质量。
Description
技术领域
本发明涉及注射成型(injection molding)系统。更具体地说,本发明涉及注射成型系统中的阀浇注系统。
背景技术
已知可以使用注射成型喷嘴来将材料例如塑料注入型腔。例如,这些喷嘴接受来自注射成型机的熔化物例如塑料,并经过一个被称作浇道的通道将这些材料输送到型腔中。当完成注射工作,并且在打开型腔以取出模塑物品之前,必须阻止熔化物经过浇道进行传递。通常,有两种方法可以阻止熔化物经过浇道进行传递,即:热力的、或打开、浇道;和阀浇注系统。
在热浇道中,浇道是一个开孔,在注射工作期间,熔化物通过该开孔。当去除注射压力时,在注射过程结束的时候,浇道被快速冷却,以将注入的材料“冻”成一个塞子。这个塞子保留在浇道中,当打开模子以取出模制物品时,可以防止熔化物从浇道中流出。在接下来的循环注射部分中,取消对浇道的冷却,来自注射成型机的热熔材料将塞子推到型腔中,塞子在型腔中熔化并且与新提供的熔化材料混合。
在阀浇道中,浇道的开闭独立于注射压力和/或冷却过程,可以利用阀杆以机械方式获得。这个杆可以在打开位置和关闭位置之间移动,在打开位置时,熔化物可以经过浇道流动,在关闭位置时,通过阀杆进入浇道,形成一个密封部分浇道被关闭,从而防止熔化物流过该浇道。阀浇道的方法广为人知,美国专利US2,878,515;US3,023,458和US3,530,539中显示了这些阀浇道及这些系统的例子,这些专利在此引作参考。
通常,对于要求改善美学效果的情形来讲,阀浇道方法比热浇道方法更优越,因为阀浇道方法可以减少在完成的模塑物品上形成的不理想的浇道形迹(vestige)。但是,阀浇注系统也具有很多问题。
具体地说,阀杆和浇道各自具有一个互补的密封部分,这些密封部分可以彼此接触,以密封浇道。通常在阀杆和浇道密封部分之间有0.001″-0.002″的直径间隙。当阀杆移动到与浇道密封部分对齐,以形成密封时,阀杆与浇道之间稍微不对准就会使阀杆冲击浇道密封部分。随着时间的过去,这会使浇道表面磨损而且变得很畸形。既然浇道密封部分被磨损,阀杆就不再能阻止熔化物的流动,少量熔化物会流到阀杆和磨损的浇道密封表面之间。这种泄漏会不利地影响形迹质量,因为当打开模子时,在浇道和阀杆之间固化的材料会使裂缝或缺陷沿着物品形迹形成,在极端情形下,这种裂缝会扩大到模塑物品或预型件表面。
在注射周期之后,通常要打开半模,将稍微固化的模制制品从阀杆表面/浇道表面移开。由于在磨损的浇道表面和阀杆之间夹有熔化物,所以当打开模子时,模制制品不会很整洁地进行脱离,而从浇道区域撕裂,这会使模制制品上的形迹受到损害。
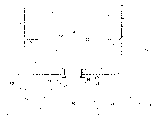
参考附图1和2,可以很清楚地看到这种现象。正如现有技术中公知的一样,喷嘴装置10由一个细长喷嘴套筒12组成,喷嘴顶部16同轴地固定到其中。作为选择,一个绝缘体14被固定到喷嘴顶部16的极端,由此将热喷嘴装置10与冷却腔板34进行热隔离。一个移动阀件18在喷嘴装置10中同轴地延伸,而且可以选择设置在通道/浇道表面22内或者设置到其外面。熔化沟槽20包围着阀件18,而且在喷嘴装置10整个长度上延伸,以使可流动材料可以流到型腔28。当阀件18位于完全关闭位置时(如图1所示),腔板34中的密封部分25以密封形式包围阀件18,以切断进入型腔28的材料流。正如附图1所示,阀件18的端面部分21形成模制制品形迹26的整个顶部。斜面36通常沿着阀件18端面设置,有助于将阀导入浇道区域,并且可以减少阀件和腔板34的磨损。
由于阀件18紧密配合到密封部分25,所以它们各自接触面之间存在的任何不对准现象都会引起阀件18冲击密封部分25,最终导致密封部分25和/或阀件18的磨损。
在注射周期结束时,阀件18移动到其先前所述的关闭位置,型腔与芯30一起在关闭位置保持预定的周期时间,以使熔化物冷却固化,由此形成模制制品。一旦模制制品冷却到足够的程度,就使上面带有模制制品的芯30在箭头A所示方向上移动,将形迹26从阀件18的端面部分21拉开。如果在阀件18和密封部分25之间存在足够的磨损,少量的熔化物就会流到其中,当模子芯30和模制制品27移到打开位置时,就会在模制制品27形迹26上形成剥落边缘38。
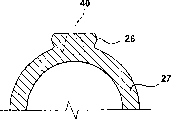
此外,因为当浇道打开时,阀件18位于熔化物流中,所以阀件变得非常热。当浇道由阀件18封闭时,在型腔28进行冷却的时候,阀件18的热顶部很难冷却,而且这种情况导致要增加周期时间,以进行必要的冷却,和/或导致在模制制品27中形成不理想的特性。具体地说,由于热顶部的原因,型腔28中邻近阀件18的材料的冷却效率较低,因此,由热敏感材料例如PET模塑成的物品会受到大面积晶体40的影响,或者其它不理想特性的影响。此外,由于形迹26的整个顶部表面与热阀件18的端面部分21接触,所以邻近端面部分21的熔化材料保持稍微熔化并排成一串(stringing),而且当打开模子时会形成不平整的边缘。
因此需要一种改良的注射成型机,这种注射成型机带有一个阀浇注系统,这个阀浇注系统可以减少或者消除现有技术的一些或全部缺点。
发明内容
本发明的主要目标是提供一种改良的注射成型系统,这种注射成型系统带有一个阀浇注系统,这个阀浇注系统可以减少或者消除现有技术的缺点。
本发明另一个目标是提供一种插入件,这种插入件在注射成型系统中与阀件面接,这种插入件可以减少或者消除沿着模制制品形迹形成的剥落边缘。
本发明还有另一个目标是提供一种浇道插入件,这个浇道插入件在模板中邻近阀件,而且很容易替换。
上述的目标可以通过提供一个型腔来实现,这个型腔的形迹横截面面积大于阀件横截面面积,以便于形迹周围的冷却速度会快于形迹的内部。在另一个优选实施例中,提供了一个可替换的插入件,这个插入件有助于将阀件导入浇道的密封部分。当插入件的磨损达到预定的且不可接受的程度时,可以很容易替换该插入件。
通过下面对实施例的详细描述,可以很清楚地看到本发明进一步的目标和有点。
附图说明
附图1是现有技术的注射成型喷嘴的简化横截面图;
附图2是现有技术的模制制品的部分横截面图;
附图3和3a是本发明示意性实施例的简化横截面图;
附图4a和4b是本发明替换示意性实施例的部分横截面图;
附图5是一种模制制品的简化部分横截面图。
具体实施方式
现在参考附图3,本发明的一种注射成型喷嘴装置10位于一个腔板34中,该腔板用于使可流动材料传输至型腔28,以在其中形成模制制品。腔板34中设置有很多冷却通道32,这些冷却通道使冷却液在其中传输,以从腔板排除热量,从而使型腔28中的可流动材料冷却和固化。
正如现有技术中公知的一样,喷嘴装置10由一个细长喷嘴套筒12组成,喷嘴顶部16被固定到喷嘴套筒的极端。在一个优选实施例中,喷嘴顶部16螺纹连接到喷嘴套筒12,但是也可使用任何类似的合适方式。通常,在喷嘴装置10周围包着一个加热器17,以将可流动材料保持在粘性状态。在该优选实施例中,选择的绝缘体14位于喷嘴顶部16和被冷却的腔板34之间,以减少从热喷嘴顶部16到被冷却的腔板34的热传递。同轴设置于喷嘴装置10中的是一个移动阀件18,该阀件延伸到邻近型腔28的形迹26。在一个优选实施例中,阀件18是一个细长延伸的圆柱形部件,该部件可以分别上下移动到打开和关闭位置。当阀件18处于虚线50所示的打开位置时,熔化沟槽20中的可流动材料被允许进入型腔28。如图1所示,当阀件18处于关闭位置时,阀件18与密封部分25密封连通,由此阻止材料流到型腔28。
在一个优选实施例中,其中形成有一个通道41的插入件42被放置在腔板34中的空腔44中,并与阀件18对齐。在这种结构中,密封部分25位于这个可替换插入件42中,当阀件18周围开始发生泄漏时,可以很容易地进行检修。
插入件42可以选择设置一个第一斜面46,当阀件18开始进入通道41时,第一斜面有助于引导阀件;和一个第二斜面48,第二斜面有助于引导阀件进一步进入密封部分25。这些斜面的作用在于可以减少阀件18和插入件42的磨损,并且延长这两个部件的使用寿命。
正如附图中所示,形迹26的横截面面积大于阀件18的端面部分21。这样,形迹26的一部分23与插入件42进行热交换。假设插入件42被放置在冷却腔板34中,插入件42冷却这个部分23的速度会快于冷却与热阀件18端面部分21接触的部分。这种有差别的冷却作用使部分23可以在邻近端面部分21的区域之前固化。当芯30缩回,以将模制制品从型腔28中取出时,现已固化的部分23就比现有技术更加整洁地进行脱离。此外,由于密封部分25位于内部,而且可以从完成的形迹26的外表面移开,所以,当打开模子时可能发生的任何撕裂现象都可以得以减少或者得以消除,因为该实施例中不会象现有技术一样在形迹/预型件的表面产生撕裂现象。
正如附图5所示,这种整洁的脱离过程使形迹26比先前看到的更加均匀和平整。此外,由于改善了形迹26的冷却过程,所以减少了模制制品27内部的晶体面积。
参考附图3A,该附图显示了本发明的一个替换实施例,这个实施例与附图3所示实施例相似,只是去除了插入件42。正如附图3A所示,现在密封部分25位于腔板34中。部分23的冷却速度仍然快于形迹26其余部分,当模芯30缩回时,这可以使模制制品基本上整洁地进行脱离。
附图4a和4b(其中同样的特征具有同样的数字标记)显示了插入件42和阀件18的替换实施例。正如附图4a所示,阀件18在形迹26附近有一个斜面54。当处于关闭位置时,阀件的较小直径部分与密封部分25进行密封连通。在阀件18表面形成至少一个细长凹口56,当阀件到达关闭位置时,这可以迫使可流动材料沿着阀件18上升。当阀件18进入通道41并容纳于密封部分25中时,斜面46和48有助于引导阀件。附图4b显示了阀件18,这个阀件作为一个连续的圆柱体一直向下延伸到底部处的斜面。除了斜面46的前端之外,插入件42中的通道41在其绝大部分长度上都具有相同的直径。在该实施例中,密封部分25可以更长,且可以提供更持久的密封。当阀件18到达关闭位置时,凹口56使可流动材料可以向上流出通道41。
要理解的是,本发明不是要限制到这里所述的实施例,这些实施例只是用来说明实现本发明的最佳形式,本领域普通技术人员可以对部件形式、大小、结构和工作细节进行修改。本发明包含所有这些修改,这些修改落在权利要求书所限定的精神和范围中。
Claims (36)
1.一种用于注射成型至少一种制品的装置,所述装置具有至少一个型腔和一个可流动材料供给源,该可流动材料供给源经过至少一个注射喷嘴传输至所述型腔,该装置包括:
一个可移动阀件,该可移动阀件具有一个预定的横截面面积,以选择地启动和停止所述可流动材料经过各个所述喷嘴中的喷嘴浇道的传输;
一个邻近所述喷嘴浇道的形迹,该形迹从所述制品的表面伸出,其中,所述形迹的横截面面积大于所述阀件的所述横截面面积。
2.根据权利要求1所述的装置,其中,所述制品是预型件。
3.根据权利要求2所述的装置,其中,所述预型件由PET制成。
4.根据权利要求1所述的装置,其中,所述型腔在腔板与模芯之间形成。
5.根据权利要求4所述的装置,其中,所述模芯可以选择地移动到打开和关闭位置。
6.根据权利要求4所述的装置,其中,所述喷嘴浇道位于所述腔板中。
7.根据权利要求4所述的装置,其中,所述喷嘴浇道位于一个插入件中,该插入件是位于所述腔板中的。
8.根据权利要求7所述的装置,其中,所述插入件可以替换。
9.根据权利要求1所述的装置,其中,所述注射喷嘴包括:
一个细长喷嘴套筒,该套筒中有一个熔化通道,所述喷嘴套筒设置在腔板的腔室中,与所述型腔对齐,
一个喷嘴顶部,该喷嘴顶部被固定到所述喷嘴套筒,用以使可流动材料从所述喷嘴套筒传输到所述型腔,
一个加热器,该加热器与所述注射喷嘴热连通。
10.根据权利要求1所述的装置,其中,所述阀件是圆柱形。
11.根据权利要求1所述的装置,其中,所述阀件具有减小的直径部分,该减小的直径部分与所述喷嘴浇道密封连通。
12.根据权利要求1所述的装置,其中,所述阀件在所述阀件表面上具有至少一个纵向凹口,凹口用来使所述可流动材料传输。
13.一种用于注射成型至少一种制品的装置,包括:
一个可流动材料源,这个可流动材料源与至少一个注射喷嘴呈流体连通,所述注射喷嘴具有一个出口,该出口与型腔对齐,以在其中形成所述制品;
一个可移动阀件,用来选择地启动和停止所述可流动材料经过所述出口的传输;
所述制品具有一个邻近所述阀件的形迹,其中,所述阀件的横截面面积小于所述形迹。
14.根据权利要求13所述的装置,其中,所述制品是预型件。
15.根据权利要求14所述的装置,其中,所述预型件由PET制成。
16.根据权利要求13所述的装置,其中,所述型腔在腔板与模芯之间形成。
17.根据权利要求16所述的装置,其中,所述模芯可以选择地移动到打开和关闭位置。
18.根据权利要求16所述的装置,其中,所述喷嘴浇道位于所述腔板中。
19.根据权利要求16所述的装置,其中,所述喷嘴浇道位于一个插入件中,该插入件是位于所述腔板中的。
20.根据权利要求19所述的装置,其中,所述插入件可以替换。
21.根据权利要求13所述的装置,其中,所述注射喷嘴包括:
一个细长喷嘴套筒,该套筒中有一个熔化通道,所述喷嘴套筒设置在腔板的腔室中,与所述型腔对齐,
一个喷嘴顶部,该喷嘴顶部被固定到所述喷嘴套筒,以使可流动材料从所述喷嘴套筒传输到所述型腔,
一个加热器,该加热器与所述注射喷嘴热连通。
22.根据权利要求13所述的装置,其中,所述阀件是圆柱形。
23.根据权利要求13所述的装置,其中,所述阀件具有减小的直径部分,该减小的直径部分与所述喷嘴浇道密封连通。
24.根据权利要求13所述的装置,其中,所述阀件在所述阀件表面上具有至少一个纵向凹口。
25.在注射成型系统中,一种用于传输可流动材料的集合管子系统,包括:
一个集合管结构,具有至少一个熔化通道,该熔化通道与至少一个注射喷嘴呈流体连通,
一个腔板,与模芯隔开对齐,以在其间形成一个腔室,所述喷嘴经过喷嘴浇道与所述腔室流体连通,以在其中形成模制制品,
一个插入件,该插入件中贯穿有一个通道,该通道在所述喷嘴与所述喷嘴浇道之间流体连通,
一个可移动阀件,用来选择地停止和启动所述可流动材料至所述腔室的传输,而且
所述喷嘴浇道邻近一个形迹,该形迹从所述模制制品伸出,其中,邻近所述阀件的所述形迹的横截面面积大于与所述模制制品接触的所述阀件的横截面面积。
26.根据权利要求25所述的装置,其中,所述制品是预型件。
27.根据权利要求26所述的装置,其中,所述预型件由PET制成。
28.根据权利要求25所述的装置,其中,所述模芯可以选择地移动到打开和关闭位置。
29.根据权利要求25所述的装置,其中,所述喷嘴浇道位于所述腔板中。
30.根据权利要求25所述的装置,其中,所述喷嘴浇道位于一个插入件中,该插入件是位于所述腔板中的。
31.根据权利要求30所述的装置,其中,所述插入件可以替换。
32.根据权利要求25所述的装置,其中,所述注射喷嘴包括:
一个细长喷嘴套筒,该套筒中有一个熔化通道,所述喷嘴套筒设置在腔板的腔室中,与所述型腔对齐,
一个喷嘴顶部,该喷嘴顶部被固定到所述喷嘴套筒,以使可流动材料从所述喷嘴套筒传输到所述型腔,
一个加热器,该加热器与所述注射喷嘴热连通。
33.根据权利要求25所述的装置,其中,所述阀件是圆柱形。
34.根据权利要求25所述的装置,其中,所述阀件具有减小的直径部分,该减小的直径部分可以与所述喷嘴浇道密封连通。
35.根据权利要求25所述的装置,其中,所述阀件在所述阀件表面上具有至少一个纵向凹口,以使所述可流动材料可以传输。
36.在适合于形成模制制品的注射成型系统中,一种浇道插入件包括:
一个主体,该主体中形成有一个通道,所述通道位于注射喷嘴装置和型腔之间,以使流体传输到所述型腔,
所述通道的一个口部与一个移动阀件密封连通,使得当所述阀件邻近所述口部时,可以阻止所述流体流到所述腔室,
一个突起部,从所述模制制品突起,该突起部与所述浇道插入件热连通,由此所述阀件冷却所述突起部的外围比冷却所述突起部的内部快。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US09/900,083 US20030008034A1 (en) | 2001-07-06 | 2001-07-06 | Method and apparatus for injection molding articles |
| US09/900,083 | 2001-07-06 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CNB2005100737502A Division CN100398295C (zh) | 2001-07-06 | 2002-05-27 | 用于注射成型制品的方法和设备 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN1537045A true CN1537045A (zh) | 2004-10-13 |
Family
ID=25411944
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CNA028136454A Pending CN1537045A (zh) | 2001-07-06 | 2002-05-27 | 用于注射成型制品的方法和设备 |
| CNB2005100737502A Expired - Fee Related CN100398295C (zh) | 2001-07-06 | 2002-05-27 | 用于注射成型制品的方法和设备 |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CNB2005100737502A Expired - Fee Related CN100398295C (zh) | 2001-07-06 | 2002-05-27 | 用于注射成型制品的方法和设备 |
Country Status (10)
| Country | Link |
|---|---|
| US (2) | US20030008034A1 (zh) |
| EP (1) | EP1406754B1 (zh) |
| JP (1) | JP2004520984A (zh) |
| CN (2) | CN1537045A (zh) |
| AT (1) | ATE369964T1 (zh) |
| CA (1) | CA2449179A1 (zh) |
| DE (1) | DE60221845T2 (zh) |
| ES (1) | ES2291468T3 (zh) |
| TW (1) | TW590870B (zh) |
| WO (1) | WO2003004243A1 (zh) |
Families Citing this family (34)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6769901B2 (en) * | 2000-04-12 | 2004-08-03 | Mold-Masters Limited | Injection nozzle system for an injection molding machine |
| US7156651B2 (en) * | 2001-07-06 | 2007-01-02 | Husky Injection Molding Systems Ltd. | Apparatus for injection molding articles |
| CA2358148A1 (en) * | 2001-10-03 | 2003-04-03 | Mold-Masters Limited | A nozzle |
| CA2358187A1 (en) * | 2001-10-03 | 2003-04-03 | Mold-Masters Limited | Nozzle seal |
| US6962492B2 (en) * | 2001-10-05 | 2005-11-08 | Mold-Masters Limited | Gap seal between nozzle components |
| WO2003070446A1 (en) | 2002-02-21 | 2003-08-28 | Mold-Masters Limited | A valve pin guide for a valve-gated nozzle |
| US7128566B2 (en) * | 2002-02-21 | 2006-10-31 | Mold-Masters Limited | Valve pin guiding tip for a nozzle |
| CA2485039C (en) * | 2002-04-12 | 2011-06-07 | Jobst Ulrich Gellert | Mold gate insert with a thermal barrier |
| CA2492701A1 (en) * | 2002-07-30 | 2004-02-12 | Mold-Masters Limited | A valve pin guide and alignment system for a hot-runner in an injection molding apparatus |
| CA2450411C (en) * | 2002-11-21 | 2012-01-03 | Mold-Masters Limited | Hot runner nozzle with a tip, a tip surrounding piece and an alignment piece |
| DE10356937A1 (de) * | 2002-12-09 | 2004-07-15 | Mold-Masters Ltd., Georgetown | Düsenspitze und -dichtung |
| US7217120B2 (en) * | 2004-06-16 | 2007-05-15 | V-Tek Molding Technologies Inc. | Hot runner nozzle |
| US20070040292A1 (en) * | 2005-08-22 | 2007-02-22 | Fina Technology, Inc. | Polypropylene composition for high gloss retention |
| US7661947B2 (en) * | 2005-11-21 | 2010-02-16 | Epoch Composite Products, Inc. | Method and apparatus for molding roofing products with back gating |
| CN100553924C (zh) * | 2006-01-18 | 2009-10-28 | 鸿富锦精密工业(深圳)有限公司 | 光学元件成型模具 |
| US7458795B2 (en) * | 2006-02-24 | 2008-12-02 | Incoe Corporation | Co-injection nozzle assembly |
| US7589138B2 (en) | 2006-12-05 | 2009-09-15 | Fina Technology, Inc. | Injection molding process |
| US7566216B2 (en) | 2007-04-29 | 2009-07-28 | Husky Injection Molding Systems Ltd. | Mold assembly using inserts |
| US7568906B2 (en) | 2007-04-30 | 2009-08-04 | Husky Injection Molding Systems Ltd. | Mold assembly using inserts |
| US7513772B2 (en) * | 2007-05-09 | 2009-04-07 | Mold-Masters (2007) Limited | Injection molding nozzle with valve pin alignment |
| US7854876B2 (en) | 2007-05-25 | 2010-12-21 | Ecovision Technologies, Llc | Apparatus and methods for modular preform mold system |
| EP1997603A1 (en) * | 2007-05-31 | 2008-12-03 | Alliance for business solutions A4BS | Modified hot runner systems for injection blow molding |
| US7866974B2 (en) * | 2008-03-18 | 2011-01-11 | Husky Injection Molding Systems Ltd. | Melt distribution apparatus for use in a hot runner |
| CN101590686B (zh) * | 2008-05-26 | 2013-08-14 | 鸿富锦精密工业(深圳)有限公司 | 阀动作的设定方法 |
| US7972132B2 (en) * | 2008-10-10 | 2011-07-05 | Mold-Masters (2007) Ltd | Injection molding valve gated hot runner nozzle |
| EP2555911A4 (en) * | 2010-04-05 | 2014-04-16 | Husky Injection Molding | MOLDING TOOL ASSEMBLY HAVING A RESIN HOLDING DEVICE POSITIONED RELATIVE TO A TORQUE PART |
| CN102555165B (zh) | 2010-09-10 | 2014-08-20 | 马斯特模具(2007)有限公司 | 用于承受侧向加载的阀销 |
| EP3092115B1 (en) * | 2014-01-08 | 2018-06-06 | Synventive Molding Solutions, Inc. | Valve pin and nozzle configuration and method of control |
| DE102014210332A1 (de) * | 2014-06-02 | 2015-12-03 | AWETIS Engineering + Manufacturing GmbH | Einspritzdüse zum Einbringen von Spritzgut in eine Spritzgußform |
| DE102014210333A1 (de) * | 2014-06-02 | 2015-12-03 | AWETIS Engineering + Manufacturing GmbH | Spritzgussform für Spritzgut |
| US9248595B2 (en) | 2014-06-24 | 2016-02-02 | Athena Automation Ltd. | Hot runner apparatus for an injection molding machine |
| JP6792397B2 (ja) * | 2016-09-30 | 2020-11-25 | 小林製薬株式会社 | 歯間清掃具の製造方法 |
| CN106994767A (zh) * | 2017-05-05 | 2017-08-01 | 浙江思纳克热流道科技有限公司 | 自带导向定位的阀针结构 |
| IT202100031877A1 (it) * | 2021-12-20 | 2023-06-20 | Inglass S P A Con Socio Unico | “Puntale migliorato per stampaggio a iniezione” |
Family Cites Families (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4108956A (en) * | 1977-01-21 | 1978-08-22 | Owens-Illinois, Inc. | Injection molding method and apparatus |
| CA1132321A (en) | 1979-07-20 | 1982-09-28 | Mold-Masters Limited | Injection molding filter assembly |
| CA1136815A (en) | 1980-07-15 | 1982-12-07 | Jobst U. Gellert | Injection molding nozzle seal |
| CA1261579A (en) | 1987-03-19 | 1989-09-26 | Mold-Masters Limited | Replaceable rocker arm assembly for injection molding system |
| US5254305A (en) | 1987-12-10 | 1993-10-19 | Otto Hofstetter Ag | Injection nozzle and method for charging an injection nozzle |
| JP3222894B2 (ja) * | 1991-04-10 | 2001-10-29 | 田中貴金属工業株式会社 | 白金族金属回収方法 |
| DE59404200D1 (de) | 1993-08-13 | 1997-11-06 | Awm Werkzeugbau Ag | Spritzdüse |
| CA2175634C (en) * | 1996-05-02 | 2007-08-21 | Klaus Bauer | Injection molding valve member with head and neck portions |
| EP0836925A1 (en) | 1996-10-09 | 1998-04-22 | EUROTOOL Beheer B.V. | Valve-gated injection moulding device |
| US6056536A (en) * | 1997-03-20 | 2000-05-02 | Husky Injection Molding Systems Ltd. | Valve gating apparatus for injection molding |
| US6318990B1 (en) * | 1998-10-16 | 2001-11-20 | Mold-Masters Limited | Injection molding nozzle apparatus |
| US6135757A (en) * | 1998-10-16 | 2000-10-24 | Husky Injection Systems Ltd. | Valve gated injection molding system |
| US6168416B1 (en) | 1998-12-22 | 2001-01-02 | Husky Injection Molding Systems Ltd. | Cooling device for molded articles |
| US6220850B1 (en) * | 1999-02-16 | 2001-04-24 | Husky Injection Molding Systems Ltd. | Mold gate insert |
| US6214275B1 (en) * | 1999-06-04 | 2001-04-10 | Husky Injection Molding Systems Ltd. | Injection nozzle and method for injection molding |
| US6220891B1 (en) * | 1999-06-24 | 2001-04-24 | Zetec, Inc. | Probe connector |
-
2001
- 2001-07-06 US US09/900,083 patent/US20030008034A1/en not_active Abandoned
-
2002
- 2002-05-27 DE DE60221845T patent/DE60221845T2/de not_active Expired - Fee Related
- 2002-05-27 CN CNA028136454A patent/CN1537045A/zh active Pending
- 2002-05-27 EP EP02729720A patent/EP1406754B1/en not_active Expired - Lifetime
- 2002-05-27 JP JP2003510234A patent/JP2004520984A/ja not_active Ceased
- 2002-05-27 ES ES02729720T patent/ES2291468T3/es not_active Expired - Lifetime
- 2002-05-27 WO PCT/CA2002/000774 patent/WO2003004243A1/en active IP Right Grant
- 2002-05-27 CN CNB2005100737502A patent/CN100398295C/zh not_active Expired - Fee Related
- 2002-05-27 AT AT02729720T patent/ATE369964T1/de not_active IP Right Cessation
- 2002-05-27 CA CA002449179A patent/CA2449179A1/en not_active Abandoned
- 2002-05-31 TW TW091111704A patent/TW590870B/zh not_active IP Right Cessation
-
2003
- 2003-09-25 US US10/670,870 patent/US7037103B2/en not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| US20040058031A1 (en) | 2004-03-25 |
| WO2003004243A1 (en) | 2003-01-16 |
| US20030008034A1 (en) | 2003-01-09 |
| JP2004520984A (ja) | 2004-07-15 |
| DE60221845D1 (de) | 2007-09-27 |
| CA2449179A1 (en) | 2003-01-16 |
| CN1680085A (zh) | 2005-10-12 |
| EP1406754B1 (en) | 2007-08-15 |
| ES2291468T3 (es) | 2008-03-01 |
| EP1406754A1 (en) | 2004-04-14 |
| ATE369964T1 (de) | 2007-09-15 |
| CN100398295C (zh) | 2008-07-02 |
| DE60221845T2 (de) | 2008-05-08 |
| TW590870B (en) | 2004-06-11 |
| US7037103B2 (en) | 2006-05-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN1537045A (zh) | 用于注射成型制品的方法和设备 | |
| CN1104319C (zh) | 采用顺序注入及同时注入的三层注射成型方法 | |
| US7331375B2 (en) | Metal molding method and apparatus | |
| KR100296953B1 (ko) | 플라스틱제품의성형방법및장치 | |
| CN1104318C (zh) | 开有注入口的多层注模装置 | |
| CN100542770C (zh) | 用于喷嘴的阀销引导头 | |
| BRPI0806580B1 (pt) | Molde de injeção e método para moldar por injeção um artigo que tem uma base e uma parede lateral | |
| US4976900A (en) | Method and apparatus for gushing air stream into metal molds in injection molding machine | |
| WO2005110701A1 (en) | Improved apparatus for injection molding articles | |
| AU748547B2 (en) | Injection nozzle and method for injection molding | |
| JPH06246798A (ja) | 成形装置 | |
| EP0552672B1 (en) | injection molding apparatus | |
| CN102328404A (zh) | 注射成形方法及注射成形机 | |
| US5037598A (en) | Reciprocating heated nozzle | |
| US20060159798A1 (en) | Method for producing mould parts by injection and plugged needle nozzle for an injection mould | |
| JPH07251428A (ja) | 射出成形用ホットランナー金型のゲート構造 | |
| JP7434033B2 (ja) | 金型冷却システム、成形品の製造方法及び、成形品 | |
| CN212219144U (zh) | 一种针阀热流道分流梭及注塑模具 | |
| JPH11170308A (ja) | 射出成形機のバルブゲート装置 | |
| CN215791453U (zh) | 热流道封胶结构、热流道系统及注塑机 | |
| JP3757816B2 (ja) | 射出成形装置 | |
| JPS60131215A (ja) | 糸引防止用射出成形機 | |
| JPH10315274A (ja) | プリフォーム成形用ホットランナー装置 | |
| JPH11105079A (ja) | バルブゲート型ノズル装置 | |
| JPH0664003A (ja) | 射出成形方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C02 | Deemed withdrawal of patent application after publication (patent law 2001) | ||
| WD01 | Invention patent application deemed withdrawn after publication |