CN1323780C - 连铸铝合金棒材及其生产方法和装置 - Google Patents
连铸铝合金棒材及其生产方法和装置 Download PDFInfo
- Publication number
- CN1323780C CN1323780C CNB038173778A CN03817377A CN1323780C CN 1323780 C CN1323780 C CN 1323780C CN B038173778 A CNB038173778 A CN B038173778A CN 03817377 A CN03817377 A CN 03817377A CN 1323780 C CN1323780 C CN 1323780C
- Authority
- CN
- China
- Prior art keywords
- aluminium alloy
- casting
- bars
- continuous casting
- bar
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images





Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C21/00—Alloys based on aluminium
- C22C21/02—Alloys based on aluminium with silicon as the next major constituent
- C22C21/04—Modified aluminium-silicon alloys
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/001—Continuous casting of metals, i.e. casting in indefinite lengths of specific alloys
- B22D11/003—Aluminium alloys
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/04—Continuous casting of metals, i.e. casting in indefinite lengths into open-ended moulds
- B22D11/0401—Moulds provided with a feed head
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/04—Continuous casting of metals, i.e. casting in indefinite lengths into open-ended moulds
- B22D11/045—Continuous casting of metals, i.e. casting in indefinite lengths into open-ended moulds for horizontal casting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/04—Continuous casting of metals, i.e. casting in indefinite lengths into open-ended moulds
- B22D11/055—Cooling the moulds
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/07—Lubricating the moulds
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/10—Supplying or treating molten metal
- B22D11/108—Feeding additives, powders, or the like
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/14—Plants for continuous casting
- B22D11/143—Plants for continuous casting for horizontal casting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/16—Controlling or regulating processes or operations
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/16—Controlling or regulating processes or operations
- B22D11/20—Controlling or regulating processes or operations for removing cast stock
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/16—Controlling or regulating processes or operations
- B22D11/20—Controlling or regulating processes or operations for removing cast stock
- B22D11/201—Controlling or regulating processes or operations for removing cast stock responsive to molten metal level or slag level
- B22D11/202—Controlling or regulating processes or operations for removing cast stock responsive to molten metal level or slag level by measuring temperature
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C21/00—Alloys based on aluminium
- C22C21/02—Alloys based on aluminium with silicon as the next major constituent
Abstract
本发明涉及一种连铸铝合金棒材(101),它通过一种应用一管状模具的水平连铸法生产,所述管状模具被支承使得其中心轴线基本上水平延伸,并且该管状模具具有一强制冷却装置。该棒材在它的一个具有一中心角(103)为至少30°的侧边的表面上具有一厚度为至少20μm的富Si部分(104)。
Description
相关申请的交叉参考:
本申请是根据35U.S.C.§111(a)的规定而申请的,根据35U.S.C.§119(e)(1)的规定,其要求了美国临时申请No.60/398010的优先权,该临时申请是根据35U.S.C.§111(b)于2002年7月24日申请的。
技术领域
本发明涉及一种连铸铝合金棒材,和涉及一种用于水平连续生产铸造棒材的方法和装置。
背景技术
一般,熔融金属的水平连铸通过下列工序生产一种圆柱形、方柱形或空心圆筒形的细长铸锭。具体地说,将盛装在一个中间包中的熔融金属通过一个耐火材料通道浇注到一个基本上是水平取向并被强制冷却的管状模具中,然后在该模具中冷却,并由此在这种经过冷却的熔融金属外表面上形成一个固化壳层。将得到的铸锭从模具中连续地移出,而同时将一种冷却剂(比如水)直接喷洒到铸锭上,以便由此让铸锭内部的固化继续。然而,这种水平连铸法由于它固有的原理而不可避免地包括下列问题。
现在将说明第一个问题。因为模具设置成使它的中心轴线基本上水平延伸,所以模具中的熔融金属由于重力作用而压着模具内壁的下部。因此,熔融金属在模具中以一种不平衡的方式冷却。也就是说,熔融金属的下部比它的上部冷却更快。结果,最后的固化是在连铸棒材中心轴线的上方产生,因此铸锭不能得到一种均匀的冶金结构。
第二个问题如下。当通过模具内壁靠近模具入口端的一部分均匀地将润滑油送到整个模具内壁中,以便防止熔融金属热粘/烧结到内壁上时,由于作用在铸锭上表面上与作用在铸锭下表面上的重力差,所以润滑油从内壁的下部上升到内壁的上部。此外,通过润滑油热分解所产生的一种气体上升到内壁的上部。因此,在模具内壁和熔融金属或铸锭周边上所形成的固化壳层之间存在的润滑界面变得不均匀。如上所述,在模具的下部处,因为熔融金属与模具内壁接触,所以在固化壳层和模具内壁之间基本上没有间隙。因此,润滑油不能供给到在熔融金属或铸锭周边上所形成的固化壳层上,而导致热粘在熔融金属和模具内壁之间。结果,因此壳层断裂,并产生未固化的熔融金属流出,同时导致产生大的铸造缺陷或铸锭破裂,因而铸造操作不能实施。同时,在模具的上部处,因为存在过量润滑油,所以熔融金属在模具中冷却不充分,并因此未固化的熔融金属从铸锭的上部流出。
通常,已经提出了各种措施用于解决在水平金属连铸法中所包括的基本问题。例如,JP-B平8-32356公开了一种铸造方法,其中在一个模具的内壁上设置若干孔或槽,用于防止过量润滑油供给到模具的上部上。
然而,现有的铸造法(包括上面提出的方法)在防止连铸棒材表面条件变化时遇到困难,因为尤其是当铸造棒材经受实际生产操作监测时,一些必需很小心调整的铸造条件(比如,润滑油的供给体积,铸造速度和一个中间包中的铸造温度)彼此实际的相互作用很复杂。结果,往往会产生会造成铸造缺陷的热粘、漏钢/拉漏(breakout)和凹坑。
为了解决上述在传统水平连铸法中所包括的问题,本发明的目的是提供一种连铸铝合金棒材及用于水平连续生产该铸造棒材的方法和装置,上述方法和装置防止产生铸造表面缺陷和漏钢/拉漏,并能可靠地连铸一种高品质的铸锭。
发明内容
本发明提供一种连铸铝合金棒材,所述连铸铝合金棒材通过一种应用一管状模具的水平连铸法生产,所述管状模具被支承使得其中心轴线基本上水平延伸,并且该管状模具具有一强制冷却装置,所述棒材在它的一个具有一中心角为至少30°的侧边的表面上具有一厚度为至少20μm的富Si部分。
在该连铸铝合金棒材中,所述富Si部分具有一种Si显微结构,当在由所述棒材的一个径向横截面中得到的显微结晶图像中测定时,所述Si显微结构含有初α-Al晶体(初晶α-Al)的面积百分率小于50%。
在该连铸铝合金棒材中,所述Si显微结构含有平均粒径为0.1-5μm的Si晶粒。
该连铸铝合金棒材含有Si量为7-14质量%。
该连铸铝合金棒材含有Ca量为至少0.003质量%。
该连铸铝合金棒材具有一50μm或小于50μm的表面粗糙度Rmax,并且当铸造之后经受去皮处理时,在其表面上没有刀具痕迹。
本发明还提供一种用于使用一管状模具生产连铸铝合金棒材的方法,所述管状模具被支承使得其中心轴线基本上水平延伸,并且该管状模具具有一个强制冷却装置,所述方法包括控制一种被浇注到所述管状模具中的熔融铝合金的温度与该熔融铝合金的固化温度之间的温差,并铸造一种棒材,以便形成一个在该棒材的一个具有一中心角为至少30°的侧边的表面上具有一厚度为至少20μm的富Si部分。
该用于生产连铸铝合金棒材的方法还可以包括控制从所述管状模具中取出所述棒材的速度。
该用于生产一种连铸铝合金棒材的方法,还可以包括:应用一种熔融铝合金作为原料,所述熔融铝合金含Si量为7-14质量%和含Ca量为至少0.003质量%;将铸造速度调节到200-1500mm/min,并将所述熔融铝合金的温度调节到等于或大于该合金的液相线/液态温度;及利用一种由从铝、铜及其合金中选定的其中一种或两种以上的组合的材料制成的、并具有15-70mm的有效模具长度的模具作为所述管状模具。
在该用于生产一种连铸铝合金棒材的方法中,所述熔融铝合金可以加Ca量为至少0.003质量%。
在该用于生产一种连铸铝合金棒材的方法中,所述加入的Ca是具有纯度为至少99.9质量%的金属Ca。
在该用于生产一种连铸铝合金棒材的方法中,所述管状模具在它与所述熔融铝合金接触的内壁上具有一个透气率为0.005-0.03L/(cm2×min)的环形可渗透多孔件。
在该用于生产一种连铸铝合金棒材的方法中,所述可渗透多孔件设置在所述有效模具长度的5-15mm范围内。
本发明还提供一种用于生产一种连铸铝合金棒材的装置,所述装置包括:一个其中盛装熔融铝合金并由其供给熔融铝合金的熔化炉;一个铸造部,所述铸造部装备有一个圆筒形模具和一个冷却装置,并在该处将所述熔融铝合金铸造成一种固化的铸锭;一个取出驱动部,在该取出驱动部处将所述固化的铸锭基本上水平地从所述圆筒形模具中取出,以形成一种具有一个富Si部分的连铸铝合金棒材;一个检测部,在该检测部处检测所述富Si部分的一个区域并由其输出检测得的信号;一个判定部,在该判定部处将所述的检测得的信号与预先设定的判定条件进行比较,并由其输出判定信号;及一个控制部,所述控制部根据所述判定信号控制熔化炉中的所述熔融铝合金的温度、所述铸造部的冷却装置和所述取出驱动部的取出速度,以便所检测得的信号落在预先设定的判定条件范围内。
该用于生产一种连铸铝合金棒材的装置还包括一个加Ca部,所述加Ca部由所述控制部根据所述判定信号控制,以使所述检测得的信号落在判预先设定的判定条件范围内。
该用于生产一种连铸铝合金棒材的装置还包括一个分析部,在该分析部处分析所述熔融铝合金的组成,并根据分析结果将Ca量测量数据信号输出到所述判定部;所述控制部根据来自所述判定部的判定信号控制加Ca部,以使Ca量落在所述预先设定的判定条件范围内。
按照本发明,因为一种铸铝合金棒材是用一种管状模具在上述条件下连续形成,上述管状模具被支承使得它的中心轴线基本上水平延伸,并具有一个冷却装置,所以能防止产生铸造缺陷或铸锭崩落/拉漏,并在铸铝合金棒材的上表面上形成一个带形富Si部分,所述带形富Si部分与普通铸造棒材表面相比具有一比较高的刚性/硬度,它适合于抑制由铸造棒材表面和模具内壁之间的摩擦所引起的未固化的熔融金属的流出发生。
附图说明
图1是本发明的连铸棒材说明图,图1(a)示出其外观,和图1(b)示出其径向剖视图;
图2是示出在本发明生产方法中应用的一种示例性生产装置主要部分的示意剖视图;
图3是本发明的连铸棒材富Si部分的说明图,图3(a)示出从连铸棒材的径向横截面收集试件的方法,图3(b)示出试件放大的显微结晶图像一个实例,和图3(c)示出试件放大的显微结晶图像的另一个实例;
图4是示出在图2的生产装置中管状模具有效模具长度的说明图;
图5是示出按照本发明所述一种示例性生产装置的构造的示意图;
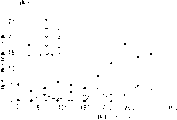
图6是示出在本发明的例1-4中所得到的数据关系曲线图;
图7是示出在本发明的例5-8中所得到的数据关系曲线图。
具体实施方式
现在将说明本发明的一种连铸铝合金棒材。
本发明的连铸铝合金棒材是用一种管状模具通过水平连铸法生产,上述管状模具被支承使得它的中心轴线基本上是水平地(亦即在横向方向上)延伸,并具有一种强制冷却装置,及铸造棒材具有一在10-100m范围内的直径。也可以生产一种具有超过上述范围之外的直径的铸造棒材。然而,直径优选的是在上述范围内,因为当一种具有这一直径的铸造棒材经受随后的塑性加工(比如,锻造,滚锻,拉制,旋转加工或冲击模塑),对这种塑性加工可以应用小尺寸和价格便宜的设备。当待生产的铸造棒材的直径改变时,应用一种可拆卸的管状模具,所述可拆卸的管状模具具有一与铸造棒材改变的直径相对应的内径,并且根据待用的模具确定熔融的合金温度和铸造速度。如果希望的话,适当地确定冷却水和润滑油的用量。
如图1(a)和图1(b)中所示,本发明的连铸铝合金棒材101具有一纵向上(轴向上)带形富Si部分104,所述带形富Si部分104在棒材一个侧边的表面(圆周表面)上具有一厚度为至少20μm(优选的是,30-100μm),上述侧边的表面绕棒材的中心102具有一个中心角103为30°或30°以上(优选的是,40°-90°)。铸造棒材优选的是具有这种带形富Si部分,因为可以防止由铸造棒材的表面与模具内壁之间的磨擦所引起的未固化的熔融合金溢流,和在随后的塑性加工期间该铸造棒材不产生任何问题。当中心角小于30°和厚度小于20μm时,则不能得到本发明的足够效果。此外,尽管较大的中心角是优选的,但由于较大中心角量而使铸造条件的调节变得更严格。
在本发明中,富Si部分的厚度定义如下。为了得到该厚度,首先,例如通过下列方法观察富Si部分。
(a)样品的取样点,取样方法和初步处理:
从所生产的连铸棒材中随机收集铸造棒材样品101,并在对应于模具内壁上部的一个位置处,将一个2-5mm2的试件306如图3(b)中所示从样品101的侧边表面切出。将试件用一种切片机切成薄片,并应用每个薄片来观察棒材样品的径向横截面。应用切片机的理由如下。因为待观察的试件是从铸造棒材样品的最表面得到,所以当用普通的切割技术将试件切成薄片时,在每个薄片中都产生辗轧/塌边(roll-off),因此不能进行试件的可靠观察。只要可以克服这个问题,其它的切割装置都可以应用。
用一种与上述方式类似的方式,从铸造棒材样品的圆周方向上侧边的若干位置处切出各试件。
(b)测量装置和测量条件:
用一种场发射俄歇(Auger)电子光谱法(FE-AES)装置从径向横截面得到一种Al或Si的显微结晶图像。FE-AES装置可以是例如MICROLAB-310F(VG产品)。径向横截面在例如下列条件下观察:加速电压:10kV,加到样品上的电流:0.8-2.7nA,放大倍数:×1000。
对于表面观察,可以用一种二次电子显微镜或EPMA代替俄歇电子显微镜。
(c)厚度和其它数据的测量:
图3(b)示意示出一种通过利用俄歇电子显微镜观察从图3(a)的连铸棒材101得到的试样306得到的图像。利用这样得到的图像,得到在从铸造棒材表面朝其中心延伸的一个任意区域(10μm2)中的α-Al303面积百分率;把其中α-Al的面积百分率小于50%的一个区域定义为一种富Si部分104;及把富Si部分的宽度定义为其厚度302。
本文所用的α-Al面积百分率是指α-Al的面积与电子显微镜图像上述规定区域的面积二者之比值,所述比值通过点计数法/点算法计算。
在富Si部分中Si晶粒304的平均尺寸是通过处理俄歇电子显微镜图像得到,上述平均尺寸定义为在Si显微结构中所含的Si晶粒的平均粒径。
在本发明的连铸棒材中,富Si部分104优选的是具有一其中α-Al 303的面积百分率小于50%的Si显微结构,如图3(c)中所示。当α-Al的面积百分率小于50%时,Si显微结构部分具有比该显微结构之外的部分的硬度高的硬度,并且铸造可靠性进一步提高,这种情况是优选的。
在Si显微结构中所含的Si晶粒平均粒径优选的是0.1-5μm。当平均粒径是在上述范围之内时,Si显微结构强化了在铸造棒材侧边表面上形成的一层固化壳,因而防止了由于铸造棒材与模具内壁之间磨擦作用所引起的未固化的熔融金属流出。此外,在随后的塑性加工期间,铸造棒材不产生任何问题。具有Si显微结构的铸造棒材的表面具有一种金属光泽。
当本发明的连铸棒材是通过长期铸造操作生产时,可以防止铸造棒材和模具内壁之间的热粘、铸造棒材断裂或熔融合金的流出。结果,可以减少调节操作条件(比如,待加入的润滑油用量和铸造速度)的频率,因而可以实施可靠的铸造操作。
得到上述作用的机制推定如下。本发明的连铸棒材具有一富Si部分,所述富Si部分在棒材一个具有一中心角为30°或30°以上的侧边的表面上具有20μm或20μm以上的厚度,并因此铸造棒材表面的硬度高于传统的连铸棒材表面的硬度。因此,可以想象的是,固化壳层与铸造棒材和模具内壁之间的接触阻力相比变得更强,并抑制了铸造缺陷(比如热粘)的产生。具有Si显微结构的这部分铸造棒材具有一种金属光泽,并具有比铸造棒材的其它部分更高的硬度。同时,可认为该铸造棒材的上部(亦即,对应于基本上是水平取向的管状模具的上面内壁部分的那部分)因为在那部分中存在过量润滑油而冷却不充分。当在铸造棒材的上部中形成富Si部分时,可以想象的是,上部可靠地固化,因而可以防止未固化的熔融合金流出。
本发明的连铸棒材优选的是含有Ca,所述Ca量为至少0.003质量%(更优选的是0.003-0.05质量%和还更优选的是不少于0.006,具体地说,0.006-0.04质量%)。这是由于,当铸造棒材含这种量的Ca时,铸造棒材表面的硬度可以进一步增加。结果,上述作用的效果可以进一步加强。
应用本发明的连铸棒材作为用于随后塑性加工,如锻造、滚锻、拉制、旋转加工或冲击模塑的一种材料。可供选择地,应用铸造棒材作为用于机加工,如棒材切削或钻孔,或类似处理的一种材料。当铸造棒材经受塑性加工或机加工时,在这种随后的工序之前,如果希望的话,通过去皮将Si显微结构从铸造棒材中除去。因为富Si部分与用于去皮的一种切削工具(比如一种车刀)在硬度上未显示出很大差别,所以本发明的连铸棒材的去皮可以很容易实施。当实施铸造棒材去皮时,切屑在富Si部分处成为碎片,并因此可以避免在去皮期间所产生的问题,如切削刀具与切屑的缠结。结果,本发明的铸造棒材显示改良的可加工性、去皮之后极好的精加工和在随后的锻造工序期间良好的可锻性,因而,例如提高了铸造棒材的品质(比如,尺寸精度)和一种锻模的使用寿命。当连铸棒材的表面经受去皮时,优选的是,最终铸造棒材具有一为50μm或更小的表面粗糙度Rmax,并且没有刀具痕迹。本文所用的术语“刀具痕迹”是指由进入用于去皮的一种切削工具(比如,一种车刀)的切屑所形成的刮痕,上述“刀具痕迹”用目视检查检测。
整个铸造棒材,其中包括具有一高金属光泽的圆周上部,具有一很光滑的铸造表面。此外,铸造棒材在其内部不含空腔,并适合于用作一种锻造材料。
即使在本发明的连铸棒材在不去皮情况下经受合适的热处理时,该铸造棒材也显示出随后加工所需的机械性能。
现在将说明在本发明中所应用的一种示例性的装置和应用所述装置的生产方法。在本发明中所应用的水平连铸法可以是一种已知的水平连铸法。例如,可以应用下述一种水平连铸法,其中可以将一种或多种可以从一种气体润滑剂、一种液体润滑剂、及一种通过液体润滑剂热分解所得到的气体中选定的流体加入到具有一种强制冷却装置、并且被支承使得它的中心轴线基本上水平延伸的管状模具的内壁中;将一种熔融的含Si铝合金通过管状模具的第一端浇注到该管状模具中,从而形成一种柱状熔融合金主体;该主体在管状模具中固化,从而形成一种铸锭;及将铸锭从管状模具的第二端中取出。
图2示出在本发明中所应用的、在一个模具附近的一种示例性连铸装置。
设置一个中间包250,一种耐火材料板状体210和一个管状模具201,以使得盛装在中间包250中的一种熔融合金255通过耐火材料板状体210浇注到管状模具201中。管状模具201被支承以使得一中心轴线220基本上水平延伸。为了使熔融合金固化成铸锭216,在管状模具的内部设置用于强制冷却模具的装置,和在管状模具的出口处设置用于强制冷却铸锭的装置。如图2中所示,设置了一个作为用于强制冷却铸锭的装置的一个例子的冷却水喷淋装置205。在管状模具的出口附近,设置一个驱动装置(未示出),以便以一个预定的速率从模具中连续地取出经过强制冷却的铸锭216。另外,设置一个同步式切割机(未示出),以便将这样取出的铸造棒材切成预定长度的段/制件。
如图2中所示,管状模具201被支承以使得中心轴线200基本上水平延伸。此外,管状模具201包括:用于强制冷却模具的装置,所述装置用于,通过将冷却水202送入模具的冷却水腔体204,以便由此通过熔融合金与其接触的模具内壁,除去装在模具中的一种柱状熔融合金体215的热量,来冷却模具的内壁,因而在熔融合金的表面上形成一种固化壳层;及强制冷却装置,该强制冷却装置用于从喷淋装置205中排放冷却水,以便在模具的出口处将水直接加到铸锭上,因而使模具中的熔融合金固化。在与喷淋装置出口相对的未端处,将管状模具通过耐火材料板状体210连接到中间包250上,如图2中所示,用于强制冷却模具的冷却水和用于强制冷却铸锭的冷却水通过一个冷却水供给管203供应。然而,这两类冷却水可以分开供应。强制冷却装置和管状模具的冷却水喷淋装置优选的是可以用控制信号控制它们的功能。
有效模具长度(图4的标号字母L)定义为从冷却水喷淋装置出口的中心轴线与铸锭表面相交的点到模具和耐火材料板状体之间接触表面测得的距离。有效模具长度优选的是15-70mm。这是由于当有效模具长度在上述范围内时,在连铸棒材具有中心角为30°或大于30°的一部分表面上足以形成一具有厚度为20μm或大于20μm的富Si部分。当有效模具长度小于15mm时,在熔融合金上不能形成良好的涂层,并因此不能实施熔融合金的铸造。相反,当有效模具长度超过70mm时,得不到强制冷却的效果,并因此模具的内壁支配熔融合金的固化,因而增加了模具与熔融合金或固化壳层之间的接触阻力,导致不可靠的铸造(比如,在铸造表面上产生裂纹,或在模具中产生铸锭断裂)。
模具的材料优选的是从金属铝、铜及其合金中选定的其中一种或者两种或多种的组合。这些种材料的组合可以从热导率、热阻或机械强度的观点确定。
模具优选的是在它与熔融合金接触的内壁上,包括一个具有自润滑性的环形可渗透多孔件222。该环形件设置在整个管状模具的内壁上。可渗透多孔件的透气率优选的是0.005-0.03L/(cm2×min)(更优选的是,0.007-0.02L/(cm2×min))。对可渗透多孔件的厚度没有提出特殊的限制,但厚度优选的是2-10mm(更优选的是,3-8mm)。这是由于当厚度在上述范围内时,在连铸棒材一个侧边具有一中心角为30°或30°以上的表面上,足够形成一具有厚度为20μm或大于20μm的富Si部分。可渗透多孔件可以用例如石墨制成,所述石墨具有透气率为0.008-0.012L/(cm2×min)。透气率是通过测量在施加一2kg/cm2的压力下每分钟透过试件(厚度:5mm)的空气量得到。
优选的是,在管状模具中,可渗透多孔件设置在有效模具长度的5-15mm范围内。这是由于当可渗透多孔件设置在上述范围内时,在连铸棒材一个侧边具有一中心角为30°或大于30°的表面上,足够形成具有一厚度为20μm或大于20μm的一个富Si部分,优选的是,在耐火材料板状体、管状模具、和可渗透多孔件相互接触处的表面上,设置一个O形圈213。
管状模具内壁的径向横截面可以采取一种圆形、三角形、矩形、或一种既没有对称轴也没有对称平面的不规则形状。当生产一种空心铸锭时,可以将一个芯件设置在管状模具的内部。该管状模具具有开口端。将熔融合金通过模具的一个第一端(经由设置在耐火材料板状体中的一个入口)浇注到模具中,并将固化的铸锭从模具的一个第二端中挤出或取出。
模具的内径朝铸锭取出方向增加以使模具的内壁与中心轴线220之间的仰角/倾斜角优选的是0-3°(更优选的是,0-1°)。当仰角小于0°时,在从模具中取出铸锭期间,在模具的出口处对铸锭施加阻力,并因此不能实施铸造。相反,当仰角超过3°时,熔融合金不完全与模具内壁接触,模具不足以执行从熔融合金或固化壳层中移走热量的作用,而导致熔融合金不充分固化。结果,很可能产生铸造问题。例如,在铸锭上形成一个再熔化的表面,或者未固化的熔融合金从模具的末端流出。
中间包包括一个熔融合金接收开口251,一个熔融合金容器252和一个出口253,熔融合金通过上述出口253浇注到模具中。中间包通过入口接收一种熔融铝合金,所述铝合金的组成通过例如设置在铸造装置外部的一个熔化炉预先确定。在中间包中,熔融合金的液面254保持在高于模腔上表面的一个位置处。当实施多型铸造时,熔融合金可靠地从中间包浇注到多个模具中。盛装在中间包的熔融合金容器中的熔融合金,通过设置在耐火材料板状体中的熔融合金入口211浇注到模具中。熔化炉或中间包优选的是设置一个加Ca装置,和优选的是用控制信号控制所加Ca量。
耐火材料板状体210用于将中间包和模具分开。板状体可以用一种耐火绝热材料制成。所述材料的例子包括Lumiboard(Nichias公司产品)、Insural(Foseco有限公司产品)和Fiber Blanket Board(Ibiden有限公司产品)。耐火材料板状体具有这种形状,以便其中可以形成一个熔融合金入口。耐火材料板状体在从模具内壁向内延伸的一部分中,可以形成一个或多个熔融合金入口。
标号208代表一个用于供给一种流体的流体供给管。待供给的流体的一些例子包括各种润滑流体。流体可以是从一种气态润滑剂和一种液体润滑剂中选择的一种或一种以上。优选的是,一种气态润滑剂供给管和一种液体润滑剂供给管分开设置。将经过加压并通过流体供给管208加入的流体通过一个圆形通路224并加入到管状模具和耐火材料板状体之间的一个间隙中。优选的是,在模具和耐火材料板状体相互接触处的一部分中,形成一个200μm或小于200μm的间隙。间隙具有这样一个尺寸,以致熔融合金不进入该间隙,而流体可以穿过该间隙流到模具内壁上。如图2中所示,圆形通路224设置在可渗透多孔件222的圆周上,而所述多孔件222设置在管状模具中。加压的流体透过整个与熔融合金接触的可渗透多孔件,并送到管状模具的内壁221上。在某些情况下,液体润滑剂通过加热分解成一种气体,并将气化的润滑剂加到管状模具的内壁上。
结果,可以改善管状模具的可渗透的多孔表面与金属块周边即柱状熔融合金主体的周边或固化壳层的周边之间的润滑性。因为环形可渗透多孔件设置在模具的内壁上,所以得到极好的润滑效果,并且可以很容易生产一种具有一富Si部分(厚度:20μm或大于20μm)的连铸铝合金棒材,上述富Si部分在连铸棒材一个侧边的具有一中心角为30°或大于30°的表面上形成。
在从加进的气态和液体润滑剂,及通过液体润滑剂分解所得到的气体中选择的一种或一种以上润滑剂存在的情况下,形成一个角部空间230。
现在将说明本发明的生产方法。
如图2中所示,将中间包250中的熔融合金通过耐火材料板状体210浇注到管状模具201中,并在模具的出口处将熔融合金强制冷却和固化,以便形成铸锭216,其中,上述管状模具201被支承以使得它的中心轴线基本上水平延伸。通过利用设置在模具出口附近的驱动装置,以一预定的速率从模具中连续取出铸锭216,以便由此形成一种铸造棒材。利用同步式切割机将最终的铸造棒材切成预定长度的制件。
当生产连铸铝合金棒材时,确定熔融合金的组成和温度以使得在连铸棒材一个侧边具有一中心角为30°或大于30°的表面上,形成一个具有厚度为20μm或大于20μm的富Si部分。因此,可以认为,熔融合金固化界面217的状态和角部空间230的状态稳定。结果,可以实施可靠的铸造操作。还这样确定有效模具长度,以便在连铸棒材的一个侧边具有一中心角为30°或大于30°的表面上,形成一个具有厚度为20μm或大于20μm的富Si部分。
现在将说明盛装在中间包中的熔融铝合金255的组成。熔融铝合金优选的是含Si量为7-14质量%(更优选的是,8-13质量%和更优选的是12-13质量%)和金属Ca量为至少0.003质量%(更优选的是0.003-0.04质量%和更优选的是0.003-0.03质量%)。除了这些成分之外,熔融合金优选的是含有铁(0.1-0.5质量%)、铜(2.0-9.0质量%)、Mn(0-0.5质量%)和Mg(0.2-1.0质量%)。
含Si量为8-13质量%的熔融铝合金尤其是优选的,因为最终的铸锭显示极好的机械特性,这是由于由铸锭中含有的铝和硅而形成层状显微结构,并且铸锭由于存在坚硬的硅而显示增强的耐磨性。
现在将说明合金中的Ca含量与加入合金中Ca量的关系。
当合金中不可避免地含有Ca时,通过分析所测定的合金中的Ca含量是(1)合金原料中不可避免地所含有的Ca(Ca主要是从用作一种原料的含Ca金属硅中得到)和(2)加到熔融合金中的Ca二者的总量。例如,当不加Ca到熔融合金中时,在最终铸锭中所检测到的Ca是从原料得到,并且不可避免地包含在铸锭中。同时,当加Ca到熔融合金中时,所加的Ca量通过从铸锭中所含的Ca总量减去该不可避免的Ca量得到。
在本发明中,合金中所含的Ca量优选的是0.003质量%或高于0.003质量%。尤其是,加到合金中的Ca量优选的是0.003质量%或高于0.003质量%。在铸锭中加入的Ca和不可避免的Ca总量优选的是0.004质量%或更高(更优的是,0.004-0.05质量%和更优选的是0.05质量%或低于0.05质量%)。这是由于当Ca总量在上述范围内时,促进形成一个富Si部分,并使铸锭中的硅晶粒微细化/微型化,因而提高了铸锭的机械强度。
不可避免的Ca在用作熔融铝合金的一种原料的金属硅中含有,并因此可以认为以硅酸钙的形式存在。同时,可以想象,加到熔融铝合金中的Ca在合金中不形成氧化物。因此,为了促进一种富Si部分的形成和使铸锭中的硅晶粒微型化,优选的是,将待加的Ca量调节到至少为0.003质量%,更优选的是,0.003-0.03质量%。
加到合金中的Ca优选的是具有纯度为至少99.9质量%的金属Ca。从操作方便的观点来看,Ca优选的是颗粒状形式。在调节熔融合金中除Ca之外的元素成分完成之后,将Ca粒加到熔融合金中。为了防止在添加过程中Ca粒氧化,优选的是,在加入Ca粒之前,将Ca粒用铝箔包着。
铸锭中各种合金成分的组成比可以通过例如JIS H 1305所规定的方法应用一种基于光电光谱法的光学发射光谱仪(比如,PDA-5500,岛津公司产品)确定。
盛装在中间包中熔融合金的液位254与模具内壁的顶部表面之间的高度差优选的是0-250mm(更优选的是,50-170mm)。这是由于当高度差在上述范围内时,浇注到模具中的熔融合金压力与一种液体润滑剂和通过润滑剂气化所得到的一种气体的压力很好地平衡,并因此提高了可铸性,可以很容易生产具有一种富Si部分(厚度:20μm或大于20μm)的连铸铝合金棒材,上述富Si部分在连铸棒材的一个侧边具有中心角为30°或大于30°的表面上形成。当在中间包上设置一个液位传感器用于测量和监测熔融合金的液位时,可以精确地控制合金的液位,以便由此将上述高度差保持在一预定值处。
液体润滑剂可以是一种起润滑油作用的植物油。植物油的例子包括菜籽油、蓖麻油,和色拉油。使用这种植物油是优选的,因为它很少恶劣地影响环境。
润滑油的供给量优选的是0.05-5ml/分钟(更优选的是,0.1-1ml/分钟)。这是由于当供给量在上述范围内时,在连铸棒材的一个侧边具有一中心角为30°或大于30°的表面上足以形成具有一厚度为20μm或大于20μm的富Si部分。当供给量过小时,由于很差的润滑性而产生铸锭漏钢/拉漏,而当供给量过大时,过量润滑油进入铸锭,造成铸锭的内部缺陷。
从模具中取出铸锭的速率(亦即,铸造速度)优选的是200-1500mm/分钟(更优选的是,400-1000mm/分钟)。这是由于当铸造速度在上述范围内时,在连铸棒材的一个侧边具有一中心角为30°或大于30°的表面上足以形成具有一厚度为20μm或大于20μm的富Si部分,结果,即使在生产条件改变时,也不损害可铸造性,以及可以在高冷却速率下得到具有一精细而均匀结构的铸锭。
从冷却水喷淋装置供应到每个模具的冷却水的体积优选的是5-30L/分钟(更优选的是,25-30L/分钟)。当冷却水量过小时,不足以在连铸棒材的一个侧边具有一中心角为30°或大于30°的表面上形成一具有厚度为20μm或大于20μm的富Si部分。结果,可能产生漏钢/拉漏,并且铸锭的表面可能再熔化,以便由此形成一种非均匀的结构,上述非均匀结构会残留在铸锭中作为一种内部缺陷。相反,当冷却水量过大时,从模具中除去很大量的热,因而,不能实施铸造。
从中间包浇注到模具中的熔融合金的平均温度优选的是600-750℃(更优选的是,640-680℃),因为在连铸棒材的一个侧边具有一中心角为30°或大于30°的表面上足够形成一个具有一厚度为20μm或大于20μm的富Si部分。当熔融合金的温度过低时,在模具中或模具的上游位置处形成大结晶产物,上述产物以内部缺陷形式进入铸锭中。相反,当熔融合金的温度过高时,大量氢气进入熔融合金中,并且在铸锭中产生孔隙(亦即,内部缺陷)。
下面,本文将参照图5说明用于检测和测定在按照本发明所述一种连铸棒材的表面上纵向形成的带形富Si部分的方法。
图5是示出本发明的一种连铸铝合金棒材的一种生产装置501的一个例子的构造示意图。
该生产装置501包括:一个生成熔融铝合金的熔化炉502;一个将Ca加到熔化炉502中的加Ca装置503;一个具有如图2中所示的构造、并且从熔化炉502供给的熔融铝合金被送入其中的铸造装置504;一个从铸造装置504中取出用铸造装置504铸造的连铸铝合金棒材101的取出驱动装置505;一个检测在连铸棒材101的表面上所形成的一个富Si部分的区域并输出检测信号的检测部506;一个分析连铸棒材101的组成并输出Ca含量测定数据信号的分析部507;一个用预先设定的判定条件将来自检测部506和分析部507的输出信号进行比较,并输出基于比较所得到的判定信号的判定部508;及一个根据输出信号控制每个部,以使判定信号是在预先设定的判定条件范围内的控制部509。应该注意,可以省略分析部,控制部可以包括多个以一种分散方式设置的控制部。
熔化炉502具有一个加热器(未示出)和一个温度检测器(未示出)。加热器通过控制部509控制,以便使炉内温度保持在一预定的温度下,温度检测器检测炉内温度,并将一检测得的温度输出到控制部509。除了加Ca装置,还设置了另一些用于将形成熔融铝合金的金属成分加入到熔化炉502中的装置(未示出)。包括加Ca装置503在内的每个加入/投入装置都装备有一个加入机构(未示出)和一个检测器(未示出),所述检测器用于检测所加的量。每个加入机构都通过控制部509控制,以便将每种金属加入到熔化炉502中,每个检测器都检测所加的量,并将所检测到的量输出到控制部509。铸造装置504装备有一个润滑装置(未示出);和冷却装置(未示出)及若干用于各金属成分的温度检测器。润滑装置和冷却装置通过控制部509控制,以便将熔融铝合金冷却成一种连铸铝合金棒材101,各温度检测器检测中间包内部温度和模具内部温度,并将所检测得的温度输出到控制部509。取出装置505装备有一个用于检测取出速度的速度检测器(未示出),并通过控制部509控制,以便从铸造装置504中取出连铸铝合金棒材,速度检测器检测取出速度,并将所检测得的速度输出到控制部509。
由于连铸铝合金棒材101的一个富Si部分在表面性能上与上述棒材的其它部分有差异,所以检测部506可以选用任何能检测出该差异的检测器。因为富Si部分的表面具有一种金属光泽和/或不同程度的粗糙度,所以可以例如选用一种检测反射系数和/或表面粗糙度的检测器,以便检测金属光泽和/或粗糙程度。一种光学、超声波或电容检测器尤其有利,因为它能在非接触状态下进行检测。因为要求检测器检测富Si部分区域,所以它必需具有一种覆盖具有上述待检测的表面性能的连铸铝合金棒材整个表面的功能或者一种扫描检测范围的功能。
从检测部506,将对应于所检测连铸铝合金棒材101的富Si部分的位置和表面性能的结果的检测信号输出到判定部508。
判定部508中具有预先设定的判定条件,并用预先设定的判定条件比较来自检测部506的关于富Si部分的检测信号和来自分析部507的分析结果,亦即Ca量测量数据信号。例如,它检测在表面性能结果中产生差异的一部分作为富Si部分和其它部分之间的边界,以便确定富Si部分的区域。它还具有一种将控制根据上述比较和判定结果的铸造条件的控制信号反馈到控制部509的功能。
用模拟信号或数字信号都可以实施信号处理、判定处理和条件设定处理。
用于确定富Si部分的一些条件包括对应于连铸铝合金棒材101具有一中心角为至少30°的侧边表面的区域的反射系数和表面粗糙度。
在铸造时控制熔融铝合金温度和铸造速度。因此,通过例如根据在检测部506处检测的铸造装置504中所产生的连铸铝合金棒材101的信号,升高熔融铝合金温度,可以使具有金属光泽的部分变宽。其原因是铝合金熔化温度和固化温度之间的不同而产生固化状态的不同,可以推定会造成在形成一种金属光泽时的可控制性。同样的推定适用于铸造速度。熔融铝合金温度可以通过控制用于熔化炉502的加热温度,对供给到中间包途中和在其内部的金属成分的保温加热等进行调节。铸造速度可以用一个能调节模具的强制冷却、冷却水喷淋装置中的冷却水量、取出驱动装置505的取出速度和熔融铝合金温度的装置进行调节。
优选的是还包括在铸造时要控制的加入的Ca量,因为这增加设定铸造条件的自由度。如图5中所示,加Ca装置503设置成与用于将形成熔融铝合金的一些金属成分加入熔化炉502的若干加入装置(未示出)并联的加Ca装置。通过这样做,可以很容易联合控制待加入的各种金属成分和Ca的量。加入Ca的作用是降低固化温度和改变熔炼温度与固化温度之间的温差,而产生固化状态上的不同。这可以推定能形成一种可控制的金属光泽。如果将Ca直接加到中间包中,可以得到同样的效果。
为了用较高精度管理待加的Ca量,优选的是设置分析部507用于把通过铸造产品的组成分析所得到的Ca量测定结果的数据传送到判定部508,并根据加入的Ca量数据和富Si部分区域的判定结果控制熔融铝合金温度、铸造速度和待加的Ca量。这是由于可精确地将待加的Ca量控制到不低于0.003质量%,并且还能控制富Si部分的区域的缘故。
在组成分析方法能检测Ca量的情况下,对所述组成分析方法没有提出特殊的限制。或者是一种在铸造之后可以立即开始分析棒材表面中的Ca量的方法,或者是一种在取出一个样品后可以离线测量Ca量的方法。采用不超过1小时测量时间的方法是优选的。例如,可以引用发射光谱分析用于Ca量测定。
使用这种装置能很容易生产一种连铸铝合金棒材,其中,在该棒材的一个具有一中心角为至少30°的侧边的表面上具有一厚度为至少20μm的富Si部分。
因为在连铸铝合金棒材的上表面上所形成的富Si部分抑制热粘和漏钢/拉漏,所以能稳定地生产连铸铝合金棒材。
利用这种生产装置生产一种连铸铝合金棒材的方法控制熔融铝合金温度和它的固化温度之间的温差或者控制该温差和从管状模具中取出连铸铝合金棒材的速度二者,因而很容易生产一种连铸铝合金棒材,其中,在该棒材的一个具有一中心角为至少30°的侧边的表面上具有一厚度为至少20μm的富Si部分。
因为在连铸铝合金棒材的上表面上所形成的富Si部分抑制热粘和断裂,所以能稳定地生产一种连铸铝合金棒材。
下面将说明本发明的一些实例,但本发明不限于这些实例。
例1-4:
加金属Ca到含Si量为12质量%的一种铝合金中(Ca含量:在例1中为0.003质量%,在例2中为0.006质量%,在例3中为0.01质量%及在例4中为0.03质量%)。利用图2中所示的装置对最终熔融合金进行水平连铸,从而形成一种坯锭。在模具中应用一种石墨制的可渗透多孔件,上述石墨具有透气率为0.01L/(cm2×min)。铸造条件如下:
(1)中间包中熔融合金的液位与模具内壁上部之间的高度差:150mm
(2)润滑油:菜籽油
(3)润滑油的供给量:0.2mL/分钟
(4)铸造速度:900mm/分钟
(5)冷却水供给量:25L/分钟
(6)中间包中熔融合金的平均温度:660℃
对照例1:
除了不加金属Ca到铝合金中以外重复例1的操作以由此实施水平连铸。
图6是示出在各个实例和对照例1中在水平轴上的铸造时间和垂直轴上产生铸造问题的频率(30分钟内发生的问题数)之间关系的曲线。术语“铸造问题”是指由于产生锭坯拉漏或断裂而引起的铸造操作停止。在铸造操作停止之后立即更换模具,然后重新开始铸造操作。
在例1-4其中每一个实例(实际铸造操作总数:100)中,各铸造条件稳定,并且产生铸造问题(比如,熔融合金流出或锭坯断裂)的频率减少。结果发现:这样生产的铸造棒材在其周边的上部上具有一种很光滑的铸造表面,所述铸造表面包括具有很高金属光泽的一部分;及在铸造棒材的内部没有空腔。
观察该金属光泽部分的结构,结果发现这部分具有一含α-Al的面积百分率小于50%的一种Si显微结构。
在对照例1(实际铸造操作总数:100)中,铸造条件不稳定,并且铸造表面条件产生变化。产生铸造棒材和模具内壁之间的热粘、铸造棒材断裂或由这种断裂所引起的熔融合金从模具流出的问题。当这种问题发生时,铸造操作停止,需要调整润滑油的供给量或者铸造速度,导致很差的生产效率。用肉眼观察这样生产的铸造棒材的表面。结果,发现棒材的上部铸造表面具有一种周期的鳞状图形,并发现其下部铸造表面具有大的和小的热粘部分。这种异常的表面状态严重地影响铸造棒材的内部深处。
表1-3分别示出各个实例与对照例1的结果,表1中是合金组成的分析结果,而表2和3中是富Si部分物理性能的测量结果。
表1
[质量%]
| 加入Ca量(质量%) | Si | Fe | Cu | Mn | Mg | Cr | Ni | Zn | Ti | Ca | |
| 例1 | 0.003 | 11.50 | 0.27 | 4.26 | 0.26 | 0.56 | 0.009 | 0.013 | 0.005 | 0.005 | 0.0050 |
| 例2 | 0.006 | 11.49 | 0.28 | 4.23 | 0.25 | 0.57 | 0.008 | 0.012 | 0.008 | 0.006 | 0.0076 |
| 例3 | 0.01 | 11.39 | 0.28 | 4.21 | 0.26 | 0.58 | 0.008 | 0.013 | 0.005 | 0.006 | 0.0118 |
| 例4 | 0.03 | 11.39 | 0.28 | 4.29 | 0.25 | 0.57 | 0.008 | 0.014 | 0.005 | 0.007 | 0.0355 |
| 例5 | 0.003 | 11.44 | 0.25 | 4.15 | 0.25 | 0.55 | 0.008 | 0.013 | 0.007 | 0.007 | 0.0047 |
| 例6 | 0.006 | 11.28 | 0.27 | 4.22 | 0.26 | 0.55 | 0.009 | 0.014 | 0.006 | 0.008 | 0.0081 |
| 例7 | 0.01 | 11.18 | 0.24 | 4.19 | 0.26 | 0.57 | 0.008 | 0.012 | 0.008 | 0.007 | 0.0093 |
| 例8 | 0.03 | 11.23 | 0.27 | 4.08 | 0.25 | 0.56 | 0.007 | 0.015 | 0.007 | 0.005 | 0.0347 |
| 对照例1 | 0 | 11.45 | 0.24 | 4.18 | 0.25 | 0.57 | 0.008 | 0.012 | 0.004 | 0.005 | 0.0019 |
| 对照例2 | 0 | 11.48 | 0.25 | 4.2 | 0.25 | 0.58 | 0.008 | 0.011 | 0.005 | 0.005 | 0.0017 |
表2
| 富Si部分厚度(μm) | 加入Ca量(质量%) | |
| 例1 | 18 | 0.003 |
| 例2 | 25 | 0.006 |
| 例3 | 23 | 0.01 |
| 例4 | 32 | 0.03 |
| 例5 | 20 | 0.003 |
| 例6 | 23 | 0.006 |
| 例7 | 28 | 0.01 |
| 例8 | 35 | 0.03 |
| 对照例1 | 10 | 0 |
| 对照例2 | 0 | 0 |
表3
| 光泽部分角度(°) | 加入Ca量(质量%) | |
| 例1 | 50 | 0.003 |
| 例2 | 59 | 0.006 |
| 例3 | 55 | 0.01 |
| 例4 | 72 | 0.03 |
| 例5 | 38 | 0.003 |
| 例6 | 46 | 0.006 |
| 例7 | 55 | 0.01 |
| 例8 | 63 | 0.03 |
| 对照例1 | 19 | 0 |
| 对照例2 | 0 | 0 |
例5-8:
加金属Ca到一种含Si量为12质量%、Cu量为4质量%和Mg量为0.5质量%的铝合金中(Ca含量:在例5中为0.003质量%,在例6中为0.006质量%,在例7中为0.01质量%和在例8中为0.03质量%)。利用图2中所示的装置使最终的熔融合金经受水平连铸,以便由此形成一种锭坯(直径:50mm)。在模具中应用一种石墨制的可渗透多孔件,上述石墨具有透气率为0.01L/(cm2×min)。铸造条件如下。
(1)中间包中熔融合金液位与模具内壁上部之间的高度差:170mm
(2)润滑油:菜籽油
(3)润滑油的供给量:0.3mL/分钟
(4)铸造速度:900mm/分钟
(5)冷却水供给量:30L/分钟
(6)中间包中熔融合金的平均温度:660℃
对照例2:
除了不加金属Ca到铝合金中之外,重复例5的操作,以便由此实施水平连铸。
图7是示出在各个实例与对照例2中水平轴上的铸造时间与垂直轴上产生铸造问题的频率之间的关系的曲线。如在例1中的情况一样,每个实例中实施连铸的结果很好。也就是说,显著减少了铸造缺陷。在每个实例(铸造操作总数:100)中,铸造条件很稳定,并且发生操作问题(比如,熔融合金流出或者锭坯断裂)的频率减少。
具有在铸造棒材上表面上所形成的高金属光泽的一部分经受硬度测量。其中加Ca到合金中的例5-8中每个铸造棒材的表面,与其中不加Ca到合金中的对照例2的铸造棒材相比,具有比较高的硬度。只在含金属Ca的铸造棒材上表面上形成的金属光泽部分,具有比铸造棒材其它部分相对较高的硬度。可以推定,当金属光泽部分在铸造棒材的上部上形成时,可以防止未固化的熔融合金从铸造棒材的上部中流出,上述铸造棒材的上部相应于由于过量润滑油存在而导致熔融合金未充分冷却的模具内壁上部。
观察具有金属光泽部分的结构,并发现该部分具有一种含α-Al的面积百分率小于50%的Si显微结构。
与上述各实例的情况相反,在对照例2(铸造操作总数:100)中,铸造条件不稳定,和产生铸造表面条件的变化。产生铸造棒材与模具内壁之间的热粘、铸造棒材断裂,或这种断裂所引起的熔融合金从模具中流出的问题。当产生这种问题时,铸造操作被停止,并且需要调整润滑油的供给量或者铸造速度,而导致很差的生产效率。结果发现其中不加金属Ca到熔融合金的对照例2的铸造棒材的上表面具有一周期性的鳞状图形。此外,发现铸造棒材的上表面没有富Si部分,并且发现上表面的结构与铸造棒材内部的结构相同。
表1-3分别具体地示出各个实例和对照例的结果,合金组成的分析结果、及富Si部分的物理性能的测量结果。
表4示出每个实例的铸造棒材的Si显微结构中所含Si晶粒的平均粒径。
表4
| Si平均粒径(μm) | 加入Ca量(质量%) | |
| 例1 | 1.0 | 0.003 |
| 例2 | 1.1 | 0.006 |
| 例3 | 0.9 | 0.01 |
| 例4 | 1.1 | 0.03 |
| 例5 | 0.9 | 0.003 |
| 例6 | 0.8 | 0.006 |
| 例7 | 1.1 | 0.01 |
| 例8 | 1.2 | 0.03 |
例9、10、11和12:
除了应用具有下列透气率的可渗透多孔件之外,重复例5的操作:在例9中(透气率为)0.008L/(cm2×min),在例10中0.012L/(cm2×min),在例11中0.001L/(cm2×min)或者在例12中0.1L/(cm2×min),以便由此实施水平连铸。
在例9和10中,得到与例5那些类似的结果。在例11中,产生铸造问题(亦即,停止铸造操作)的频率不显著增加,但得到的润滑效果不充分,并且往往会产生下列问题:在铸造棒材的表面上热粘,铸造棒材断裂和不可靠的铸造操作。在例12中,产生铸造问题(亦即,停止铸造操作)的频率不显著增加,但模具中存在过量润滑油,并且往往会产生下列问题:由于冷却不充分而流出熔融合金,中间体侵入铸造棒材的表面或内部,及不可靠的铸造操作。
工业实用性:
如上所述,本发明提供一种连铸铝合金棒材的生产方法,以使该铸造棒材在它的一个具有一中心角为30°或大于30°的侧边的表面上具有一厚度为20μm或大于20μm的富Si部分。因此,按照本发明,可以实现可靠的铸造操作。
Claims (14)
1.一种连铸铝合金棒材,所述连铸铝合金棒材通过一种应用一管状模具的水平连铸法生产,所述管状模具被支承使得其中心轴线基本上水平延伸,并且该管状模具具有一强制冷却装置,所述棒材在它的一个具有一中心角为至少30°的侧边的表面上具有一厚度为至少20μm的富Si部分。
2.按照权利要求1所述的连铸铝合金棒材,其特征在于,所述富Si部分具有一种Si显微结构,当在由所述棒材的一个径向横截面中得到的显微结晶图像中测定时,所述Si显微结构含有初α-Al晶体的面积百分率小于50%。
3.按照权利要求2所述的连铸铝合金棒材,其特征在于,所述Si显微结构含有平均粒径为0.1-5μm的Si晶粒。
4.按照权利要求1-3其中之一所述的连铸铝合金棒材,其特征在于,它包含有Si量为7-14质量%。
5.按照权利要求1-3其中之一所述的连铸铝合金棒材,其特征在于,它包含有Ca量为至少0.003质量%。
6.按照权利要求1-3其中之一所述的连铸铝合金棒材,其特征在于,它具有一50μm或小于50μm的表面粗糙度Rmax,并且当铸造之后经受去皮处理时,在其表面上没有刀具痕迹。
7.一种用于使用一管状模具生产连铸铝合金棒材的方法,所述管状模具被支承使得其中心轴线基本上水平延伸,并且该管状模具具有一个强制冷却装置,所述方法包括应用一种熔融铝合金作为原料,所述熔融铝合金含Si量为7-14质量%和含Ca量为至少0.003质量%;控制一种被浇注到所述管状模具中的熔融铝合金的温度与该熔融铝合金的固化温度之间的温差;以一被控制的速度从所述管状模具中取出棒材,从而铸造该棒材,形成一个在该棒材的一个具有一中心角为至少30°的侧边的表面上具有一厚度为至少20μm的富Si部分。
8.按照权利要求7所述的用于生产一种连铸铝合金棒材的方法,其特征在于,还包括:将铸造速度调节到200-1500mm/min,并将所述熔融铝合金的温度调节到等于或大于该合金的液相线温度;及利用一种由从铝、铜及其合金中选定的其中一种或两种以上的组合的材料制成的、并具有15-70mm的有效模具长度的模具作为所述管状模具。
9.按照权利要求8所述的用于生产一种连铸铝合金棒材的方法,其特征在于,所述熔融铝合金加Ca量为至少0.003质量%。
10.按照权利要求9所述的用于生产一种连铸铝合金棒材的方法,其特征在于,所述Ca是具有纯度为至少99.9质量%的金属Ca。
11.按照权利要求8所述的用于生产一种连铸铝合金棒材的方法,其特征在于,所述管状模具在它与所述熔融铝合金接触的内壁上具有一个透气率为0.005-0.03L/(cm2×min)的环形可渗透多孔件。
12.按照权利要求11所述的用于生产一种连铸铝合金棒材的方法,其特征在于,所述可渗透多孔件设置在所述有效模具长度的5-15mm范围内。
13.一种用于生产一种连铸铝合金棒材的装置,所述装置包括:一个其中盛装熔融铝合金并由其供给熔融铝合金的熔化炉;一个铸造部,所述铸造部装备有一个圆筒形模具和一个冷却装置,并在该处将所述熔融铝合金铸造成一种固化的铸锭;一个取出驱动部,在该取出驱动部处将所述固化的铸锭基本上水平地从所述圆筒形模具中取出,以形成一种具有一个富Si部分的连铸铝合金棒材;一个检测部,在该检测部处检测所述富Si部分的一个区域并由其输出检测得的信号;一个判定部,在该判定部处将所述的检测得的信号与预先设定的判定条件进行比较,并由其输出判定信号;一个控制部,所述控制部根据所述判定信号控制熔化炉中的所述熔融铝合金的温度、所述铸造部的冷却装置和所述取出驱动部的取出速度,以便所检测得的信号落在预先设定的判定条件范围内;和一个加Ca部,所述加Ca部由所述控制部根据所述判定信号进行控制,以使所述检测得的信号落在预先设定的判定条件范围内。
14.按照权利要求13所述的用于生产一种连铸铝合金棒材的装置,其特征在于,还包括一个分析部(507),在该分析部(507)处分析所述熔融铝合金的组成,并根据分析结果将Ca量测量数据信号输出到所述判定部(508);所述控制部(509)根据来自所述判定部的判定信号控制所述加Ca部(503),以使Ca量落在所述预先设定的判定条件范围内。
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002211883 | 2002-07-22 | ||
| JP211883/2002 | 2002-07-22 | ||
| US39801002P | 2002-07-24 | 2002-07-24 | |
| PCT/JP2003/009250 WO2004009271A1 (en) | 2002-07-22 | 2003-07-22 | Continuous cast aluminum alloy rod and production method and apparatus thereof |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN1671495A CN1671495A (zh) | 2005-09-21 |
| CN1323780C true CN1323780C (zh) | 2007-07-04 |
Family
ID=30772223
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CNB038173778A Expired - Fee Related CN1323780C (zh) | 2002-07-22 | 2003-07-22 | 连铸铝合金棒材及其生产方法和装置 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US20060118269A1 (zh) |
| KR (1) | KR100758277B1 (zh) |
| CN (1) | CN1323780C (zh) |
| AU (1) | AU2003250533A1 (zh) |
| DE (1) | DE10392959B4 (zh) |
| WO (1) | WO2004009271A1 (zh) |
Families Citing this family (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN101076581A (zh) * | 2004-10-14 | 2007-11-21 | 荷兰联合利华有限公司 | 制备成形固体洗涤剂的系统和方法 |
| EP1808240B1 (en) * | 2004-10-25 | 2011-02-16 | Showa Denko K.K. | Continuous casting apparatus and method |
| ITRM20050612A1 (it) * | 2005-12-07 | 2007-06-08 | Danieli Off Mecc | Cristallizzatore |
| KR101599079B1 (ko) * | 2007-12-05 | 2016-03-02 | 쇼와 덴코 가부시키가이샤 | 연속 주조 장치 및 주탕용 노즐 |
| JP5324081B2 (ja) * | 2007-12-18 | 2013-10-23 | 昭和電工株式会社 | 注湯用ノズルおよび連続鋳造装置 |
| JP5468269B2 (ja) * | 2009-01-21 | 2014-04-09 | 日本軽金属株式会社 | アルミニウム合金ビレットの生産システム |
| JP5355320B2 (ja) * | 2009-09-10 | 2013-11-27 | 日産自動車株式会社 | アルミニウム合金鋳物部材及びその製造方法 |
| CN102962416B (zh) * | 2012-11-20 | 2014-12-10 | 东北大学 | 一种生产铝合金细棒材的装置及方法 |
| FR3014905B1 (fr) * | 2013-12-13 | 2015-12-11 | Constellium France | Produits en alliage d'aluminium-cuivre-lithium a proprietes en fatigue ameliorees |
| KR20160109894A (ko) | 2015-03-13 | 2016-09-21 | 원종진 | 이종봉 또는 이종관 주조장치 및 그 방법 |
| KR20160114463A (ko) | 2015-03-24 | 2016-10-05 | (주)소닉스 | 백라이트유닛 검사장치 |
| CN104959838A (zh) * | 2015-07-07 | 2015-10-07 | 成都亨通兆业精密机械有限公司 | 一种光棒自动化生产装置 |
| CN114012052B (zh) * | 2021-12-30 | 2022-05-03 | 东北大学 | 一种铝合金铸锭水平连铸设备 |
| CN114561572B (zh) * | 2022-02-16 | 2022-09-20 | 江苏太平洋精锻科技股份有限公司 | 一种4系铝合金及4系铝合金棒的制备方法 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6415253A (en) * | 1987-07-07 | 1989-01-19 | Showa Denko Kk | Method and apparatus for horizontally continuous-casting metal |
| JPH06158210A (ja) * | 1992-08-19 | 1994-06-07 | Nippon Light Metal Co Ltd | 加工性に優れた過共晶Al−Si合金及び製造方法 |
| US5915455A (en) * | 1995-09-08 | 1999-06-29 | Norsk Hydro A.S. | Apparatus, a mould and a stop procedure for horizontal direct chill casting of light metals, especially magnesium and magnesium alloys |
| JP2000054047A (ja) * | 1998-07-30 | 2000-02-22 | Nippon Light Metal Co Ltd | 初晶Siが晶出した亜共晶Al―Si合金部材及びその製造法 |
| JP2001020047A (ja) * | 1999-07-05 | 2001-01-23 | Toyota Autom Loom Works Ltd | アルミニウム合金鍛造用素材およびその製造方法 |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US915455A (en) * | 1907-09-27 | 1909-03-16 | Morris T Lynch Jr | Collapsible packing-box. |
| JPS5320243B2 (zh) * | 1974-04-20 | 1978-06-26 | ||
| US4888624A (en) * | 1984-06-15 | 1989-12-19 | American Telephone And Telegraph Company, At&T Bell Laboratories | Semiconductor devices employing high resistivity in-based compound group III-IV epitaxial layer for current confinement |
| NZ209807A (en) * | 1984-07-27 | 1986-11-12 | Showa Aluminium Ind | Horizontal continuous casting of metal |
| DE3714139A1 (de) * | 1987-04-28 | 1987-10-22 | Werner S Horst | Stranggiessvorrichtung |
| JP2707283B2 (ja) * | 1988-08-31 | 1998-01-28 | 昭和電工株式会社 | 金属の連続鋳造方法 |
-
2003
- 2003-07-22 WO PCT/JP2003/009250 patent/WO2004009271A1/en active Application Filing
- 2003-07-22 AU AU2003250533A patent/AU2003250533A1/en not_active Abandoned
- 2003-07-22 KR KR1020057000989A patent/KR100758277B1/ko active IP Right Grant
- 2003-07-22 US US10/520,934 patent/US20060118269A1/en not_active Abandoned
- 2003-07-22 DE DE10392959.2T patent/DE10392959B4/de not_active Expired - Fee Related
- 2003-07-22 CN CNB038173778A patent/CN1323780C/zh not_active Expired - Fee Related
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6415253A (en) * | 1987-07-07 | 1989-01-19 | Showa Denko Kk | Method and apparatus for horizontally continuous-casting metal |
| JPH06158210A (ja) * | 1992-08-19 | 1994-06-07 | Nippon Light Metal Co Ltd | 加工性に優れた過共晶Al−Si合金及び製造方法 |
| US5915455A (en) * | 1995-09-08 | 1999-06-29 | Norsk Hydro A.S. | Apparatus, a mould and a stop procedure for horizontal direct chill casting of light metals, especially magnesium and magnesium alloys |
| JP2000054047A (ja) * | 1998-07-30 | 2000-02-22 | Nippon Light Metal Co Ltd | 初晶Siが晶出した亜共晶Al―Si合金部材及びその製造法 |
| JP2001020047A (ja) * | 1999-07-05 | 2001-01-23 | Toyota Autom Loom Works Ltd | アルミニウム合金鍛造用素材およびその製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| AU2003250533A1 (en) | 2004-02-09 |
| DE10392959T5 (de) | 2005-07-21 |
| KR100758277B1 (ko) | 2007-09-12 |
| KR20050026493A (ko) | 2005-03-15 |
| US20060118269A1 (en) | 2006-06-08 |
| DE10392959B4 (de) | 2014-05-28 |
| CN1671495A (zh) | 2005-09-21 |
| WO2004009271A1 (en) | 2004-01-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN1323780C (zh) | 连铸铝合金棒材及其生产方法和装置 | |
| CN1247349C (zh) | 用于生产低氧铜的方法 | |
| CN101522935B (zh) | 铝合金成形品的制造方法、铝合金成形品以及生产系统 | |
| JP5091185B2 (ja) | 連続鋳造装置 | |
| CN1925938A (zh) | 直接激冷的金属铸造系统 | |
| CN102962425B (zh) | 一种倾斜油缸缸体的制备方法 | |
| CN1082950A (zh) | 复合轧辊和其生产方法 | |
| CN1788149A (zh) | 发动机部件及其制造方法 | |
| CN1287080C (zh) | 用于内燃发动机的锻造活塞及其制造方法 | |
| CN1753744A (zh) | 铸造具有低表面粗糙度和低孔隙率的钢带 | |
| KR20080109938A (ko) | 알루미늄 합금 후판의 제조방법 및 알루미늄 합금 후판 | |
| CN1299855C (zh) | 生产超低碳钢板的方法 | |
| CN1196800C (zh) | 铝的分离提纯方法及设备 | |
| CN1296502C (zh) | 镁合金型材毛坯、其连续铸造方法及连续铸造装置 | |
| CN1077818C (zh) | 钢坯的连铸法和用于该方法的铸模 | |
| EP3888816B1 (en) | Method for producing cu-ni-sn alloy | |
| JP4757602B2 (ja) | 連続鋳造装置、連続鋳造方法およびアルミニウム合金鋳造棒 | |
| US9908176B2 (en) | Continuous casting nozzle assembly for casting of a metallic pipe | |
| CN1298455C (zh) | 闭式锻造方法,使用该方法的锻造制造系统,用于该方法和系统中的锻造模具,以及由该方法和系统制造的预型件或轭 | |
| CN1044247A (zh) | 制造金属线的方法和实施这种方法的设备 | |
| EP4070895B1 (en) | Method for producing cu-ni-sn alloy | |
| CN100349671C (zh) | 生产含磷低氧铜基底材料的方法和生产低氧铜合金线材的方法 | |
| SU1740125A1 (ru) | Устройство дл непрерывного лить крупных слитков из алюминиевых сплавов | |
| CN117916036A (zh) | 铝合金铸块及其制造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| C17 | Cessation of patent right | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20070704 Termination date: 20090824 |