CN1309623C - 用于生产由一次性/可重复利用托盘支撑的一堆包装件的系统和方法 - Google Patents
用于生产由一次性/可重复利用托盘支撑的一堆包装件的系统和方法 Download PDFInfo
- Publication number
- CN1309623C CN1309623C CNB028277155A CN02827715A CN1309623C CN 1309623 C CN1309623 C CN 1309623C CN B028277155 A CNB028277155 A CN B028277155A CN 02827715 A CN02827715 A CN 02827715A CN 1309623 C CN1309623 C CN 1309623C
- Authority
- CN
- China
- Prior art keywords
- package
- horizontal
- station
- wrapper
- pedestal
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images








Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B11/00—Wrapping, e.g. partially or wholly enclosing, articles or quantities of material, in strips, sheets or blanks, of flexible material
- B65B11/02—Wrapping articles or quantities of material, without changing their position during the wrapping operation, e.g. in moulds with hinged folders
- B65B11/025—Wrapping articles or quantities of material, without changing their position during the wrapping operation, e.g. in moulds with hinged folders by webs revolving around stationary articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B11/00—Wrapping, e.g. partially or wholly enclosing, articles or quantities of material, in strips, sheets or blanks, of flexible material
- B65B11/04—Wrapping, e.g. partially or wholly enclosing, articles or quantities of material, in strips, sheets or blanks, of flexible material the articles being rotated
- B65B11/045—Wrapping, e.g. partially or wholly enclosing, articles or quantities of material, in strips, sheets or blanks, of flexible material the articles being rotated by rotating platforms supporting the articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D71/00—Bundles of articles held together by packaging elements for convenience of storage or transport, e.g. portable segregating carrier for plural receptacles such as beer cans or pop bottles; Bales of material
- B65D71/0088—Palletisable loads, i.e. loads intended to be transported by means of a fork-lift truck
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D71/00—Bundles of articles held together by packaging elements for convenience of storage or transport, e.g. portable segregating carrier for plural receptacles such as beer cans or pop bottles; Bales of material
- B65D71/0088—Palletisable loads, i.e. loads intended to be transported by means of a fork-lift truck
- B65D71/0092—Palletisable loads, i.e. loads intended to be transported by means of a fork-lift truck provided with one or more rigid supports, at least one dimension of the supports corresponding to a dimension of the load, e.g. skids
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G57/00—Stacking of articles
- B65G57/02—Stacking of articles by adding to the top of the stack
- B65G57/16—Stacking of articles of particular shape
- B65G57/20—Stacking of articles of particular shape three-dimensional, e.g. cubiform, cylindrical
- B65G57/22—Stacking of articles of particular shape three-dimensional, e.g. cubiform, cylindrical in layers each of predetermined arrangement
- B65G57/24—Stacking of articles of particular shape three-dimensional, e.g. cubiform, cylindrical in layers each of predetermined arrangement the layers being transferred as a whole, e.g. on pallets
- B65G57/245—Stacking of articles of particular shape three-dimensional, e.g. cubiform, cylindrical in layers each of predetermined arrangement the layers being transferred as a whole, e.g. on pallets with a stepwise downward movement of the stack
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D2571/00—Bundles of articles held together by packaging elements for convenience of storage or transport, e.g. portable segregating carrier for plural receptacles such as beer cans, pop bottles; Bales of material
- B65D2571/00006—Palletisable loads, i.e. loads intended to be transported by means of a fork-lift truck
- B65D2571/00012—Bundles surrounded by a film
- B65D2571/00018—Bundles surrounded by a film under tension
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D2571/00—Bundles of articles held together by packaging elements for convenience of storage or transport, e.g. portable segregating carrier for plural receptacles such as beer cans, pop bottles; Bales of material
- B65D2571/00006—Palletisable loads, i.e. loads intended to be transported by means of a fork-lift truck
- B65D2571/00067—Local maintaining elements, e.g. partial packaging, shrink packaging, shrink small bands
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D2571/00—Bundles of articles held together by packaging elements for convenience of storage or transport, e.g. portable segregating carrier for plural receptacles such as beer cans, pop bottles; Bales of material
- B65D2571/00006—Palletisable loads, i.e. loads intended to be transported by means of a fork-lift truck
- B65D2571/0008—Load supporting elements
- B65D2571/00086—Feet or isolated supports, not formed by the articles
Abstract
本发明系指一种用于生产由一次性/可重复利用托盘支撑的一堆包装件的系统和方法。该系统可包括至少一个堆垛站、水平包装站、堆放站和基座敷贴器,其中所述堆垛站用于生产包装件的多个未包装堆垛层,所述水平包装站用于生产包装件的至少一个水平包装堆垛层,所述堆放站用于将包装件的未包装堆垛层堆放在包装件的水平包装堆垛层上,所述基座敷贴器用于将基座固定地贴附于包装件的所述水平包装堆垛层的底面上。
Description
技术领域
本发明通常涉及一种用于支撑和运输一堆包装件的托盘,尤其涉及一种用于生产一次性和/或可重复利用的托盘的系统和方法。
背景技术
托盘通常用于支撑一堆包装件,使负载能通过升降式装卸车,如叉车得以升降和运输。多层包装件可装到托盘上,然后再利用例如柔性包装或者热缩包装(shrink wrap)将负载固定在其周围,以便稳定托盘上的负载。
一些托盘具有平台和基座,其中包装件被装到该平台上,该基座具有适于接收叉车“叉架”的导槽(channel)。这些托盘,以下称作“平台式托盘”,通常由木头或塑料制造,并可多次重复使用。使用平台式托盘的缺点涉及到托盘的生产成本、存储托盘所需的空间和成本、装运托盘及其负载到达目的地的成本以及把托盘从其目的地装运回来,以便使其重复使用的成本和不便。对于相对较重的托盘(例如木质托盘),装运成本更大。由于重量限制,降低了可与相对较重托盘一起装运产品的数量。而且,尽管这些托盘一般可以重复使用,但它们也易于断裂(特别是木质托盘)。
可代替平台式托盘相对薄而轻的托盘称为“滑板”或“滑动托盘”。参考图1,传统的滑动托盘10例如可以是轻型材料如塑料的滑板,该滑板具有一个或多个延伸的边缘12。滑动托盘10装有包装件20,且该包装件通常包装在负载周围(即环绕纵轴),以便稳定负载22。一种特别适合的升降式装卸车24抓住滑动托盘10的边缘如12,将滑动托盘10拉到平台26上,然后按照需要升降和运输负载22。随着负载22升降和运输到平台26上,负载22的重量从前端14移至相对端(后端)16(如“L1”和“L2”所示),这有可能损害位于这些端部14、16上最下层18的包装件(如20a、20b)。升角“A”越大,施加到位于后端16上包装件(如20b)的重量“L2”就越大,特别是那些在最下层18上的包装件。
使用平台式托盘或者滑动托盘,在装运过程中由于负载的摆动和冲撞可能对最下层包装件产生额外损害。
通常使用“堆垛”成堆包装件的自动化系统进行高速包装作业,该系统通常称为“堆垛机”。本申请通篇使用的术语“堆垛”指的是将多个包装件(其包括任何型式的容器、产品等)排列成所需的式样(通常,但不必是正方形或矩形“轨迹”),从而形成“堆垛层”。本申请通篇使用的术语“堆垛层”指的是排列成所需式样的相邻包装件的单层。本申请通篇使用的术语“负载”指的是许多堆垛层。
传统堆垛机系统的示例是920系列堆垛机,该堆垛机由Alvey系统有限公司,地址:9301 Olive Boulevard,St.Louis,密苏里州,63132(见“www.alvey.com”)制造;或者是520系统堆垛机,该堆垛机由美国Mectro/Emmeti公司,地址101 Sherwood Drive,Boalsburg,宾夕法尼亚州,16827制造。传统堆垛机系统300的示例在图7和8中概略示出。
参考图7和8,传统堆垛机系统300可包括输入输送机302和输出输送机398。如这里使用的,术语“下游”通常是指远离输入输送机302的输送方向和/或朝向输出输送机398的输送方向。术语“上游”通常是指朝向输入输送机302的输送方向和/或远离输出输送机398的输送方向。由于包装件或负载在依据系统300的实际布置向“上游”或“下游”移动的时候可能改变方向,所述术语“上游”和“下游”不一定指的是特定实际方向。术语“横向”(或者“横向地”等)是指通常垂直于“上游”或“下游”方向的输送方向。在图7和8中,标有附图标记“301”的箭头表示典型的下游方向,标有附图标记“303”的箭头表示典型的上游方向,而标有附图标记“305”的箭头表示典型的横向方向。
如图7和8所示,输入输送机302在纵向(可能在垂直方向有点倾斜)下游方向301把包装件304输送到堆垛站306,在该站包装件304可排列成相邻包装件304的堆垛层370。堆垛站306可包括第一输送机部分308,该部分具有多个装在输送机312如多个辊314上的导承(guide slats)310。特别是,各个导承310可滑动装在对辊314之间。导承控制机构(未示出,但在现有技术中已知)可适于沿横向305滑动导承310,以便沿横向305(图7)和下游301方向把各个包装件304引导到第二输送机部分320的所需位置。
第二输送机部分320可包括重定位机构322,其适于重定位某些包装件(如图7中304a),这些包装件一般垂直于包装件的输入方向,以便产生所需的堆垛层式样。重定位机构322可包括例如几个包装件回转装置324、325,该回转装置在向下游输送时适于与特定包装件(如304a)接触,以便将包装件与其输入方向回转90度(参见图7中输入输送机302上的包装件304)。堆垛机系统300可适于用包装件304产生若干不同的堆垛层式样,在现有技术中已众所周知。图7和8中所示式样(参见堆垛层370)仅是典型的所需式样。可用任何传统输送机326,如辊314、带、链、推杆组件(下面描述)或类似装置,通过重定位机构322将包装件304向下游输送,并在第二输送机部分320将其排列成松散成形层328。可设置停止装置330,如可伸缩细长板或类似装置,该停止装置适于定期阻止包装件304向下游流动,以便将包装件划分成层大小的组,且纵向拉紧松散成形层328。
层328然后可由任何传统输送机331如辊314向下游输送到第三输送机部分332。如图7所示,堆垛站306可包括侧导承334、336,该侧导承适于沿横向305引导包装件304进入在第三输送机部分332更紧密成形的层340。如图7所示,侧导承334、336可由多个辊338或类似装置组成,以便将包装件在向下游输送时产生在侧导承334、336与包装件304之间的摩擦减至最小程度。推杆组件342或者其他型式的输送机(如带或辊)可设在第三输送机部分332上,以便从堆垛站306向下游输送层340(图7)到堆放站350。图8清楚地示出,推杆组件342可包括一对旋转式推杆344、346,该旋转式推杆可装在循环链、带或类似装置之上,且沿着路径348平移。推杆344、346通常可装在图8所示彼此相对的斜对角上,使得其中一个推杆(如344)可起到如图7所示的停止装置的作用,以便暂时阻止包装件向下游流动,直到整个层340在第三输送机部分332内为止。当整个层340如图7所示在第三输送机部分332内时,第一推杆344可沿着路径348(图8)向上且远离(向上游)堆放站350平移,而第二推杆346则沿着路径348向下并朝向(向下游)堆放站350平移。第二推杆346因此可与层346接触,并将其向下游推动至堆放站350。第二推杆346于是可起到停止装置的作用,以便暂时阻止包装件向下游流动,直到另一堆垛层在第三输送机部分332内为止。
图8清楚地示出,在堆放站350,几个堆垛层(如370、372、374)可彼此相互堆放在托盘366上,形成负载376,该托盘366例如可以是木质托盘或滑动托盘(图1中的附图标记10)。如图7所示,堆放站350可包括几个导承352、354、356,该导承与推杆组件342一起推动包装件304到相邻包装件304的堆垛层370上。堆放站350可包括用于在其上排列堆垛层370的可伸缩板360,如图8所示。可伸缩板360在需要时可被打开(“缩回”)和关闭。参考图8,为了有助于堆放层(如370、372、374),堆放站350可包括升降机362(也称作“降落机”),当各个随后的层被输送到负载上时,该机将负载376下降层“T1”的高度。升降机362可包括升降机平台364,其在大体垂直方向“Y1”可平移(图8)。当堆垛层(如370)被置于可伸缩板360上时,升降机平台364可平移到板360正下方的位置(图8中实线所示)。当板360打开或缩回时,堆垛层370可轻轻落到托盘366上,该托盘已被置于升降机平台364上。升降机平台364然后在垂直方向Y1下降距离T1。板360然后可闭合,另一堆垛层(如372)则可输送到板360上。当板360再次缩回时,第二堆垛层(如372)被置于第一堆垛层(如370)之上。这样,和需要一样多的堆垛层便被堆起,形成负载376。
如图7和8所示,堆垛机系统300可进一步包括托盘输入站368,该托盘输入站适于存储一定量的托盘366,并将所需的托盘366转移到升降机平台364上。例如可将托盘输入站368置于升降机350附近。利用活动叉形机构(未示出)或类似装置将各个托盘366转移到升降机平台364上,该叉形机构适于从其存储位置提升每个托盘366并将该托盘366转移至升降机平台364上。如上面所指出的,托盘输入站可轮流将滑动托盘(图1中的附图标记10)转移至升降机平台364上。例如可手动或使用机械转移装置(未示出)将滑动托盘转移至升降机平台364上。
堆垛机系统300可进一步包括隔离板组件378,该组件适于存储隔离板(如380),并按照需要将该隔离板380置于堆垛层(如370、372、374)的顶部,以便将堆垛层分隔开。图8清楚地示出,隔离板组件378包括平移吸盘机构382或类似装置,该机构适于提升各个隔离板380,并将其置于堆垛层上。
在堆放之后,堆垛机系统300可将各个完成的负载376向下游输送到垂直包装站384,以便将负载376固定在其周围,并将负载376稳定在托盘366上,在现有技术中已众所周知。为了将负载376向下游输送到垂直包装站384,升降机平台364可包括在其上的输送机(未示出,但通常由一个或多个带、链、辊或类似装置组成)。升降机平台输送机可将负载376转移到输送机386,如多个辊387或类似装置的上面,该输送机将负载376向下游输送到垂直包装站384上。
图8清楚地示出,垂直包装站384可包括立式拉伸包装机(Verticolstretch wrapper)388,该包装机,例如是传统的立式拉伸包装机,如Lantech有限公司,地址:11000 Bluegrass Pkwy.,路易斯维尔市,肯塔基州,40299-2399(见“www.lantech.com”)制造的Q系列拉伸包装系统。如图8所示,传统的立式拉伸包装机388可包括通常沿轴线EE垂直定位的至少一个柔性膜390供给源,该柔性膜可滑动装在拉伸包装机安装部分392上。可在垂直方向Y1沿着拉伸包装机安装部分392传动柔性膜390。立式拉伸包装机388还可包括转台394,在柔性膜390供给源开卷且沿方向Y1移动时,该转台朝方向R3绕纵轴FF连续旋转负载382。这一情况一直持续到全部负载382在其周围包装如需要那么多的柔性膜390为止,从而在托盘366上产生包装负载396。如图8所示,转台394还可包括输送机395如辊或类似装置,以便向下游方向的输出输送机398上输送各个完成的包装负载396(该输送机398还可包括辊或类似装置),供升降式装卸车托起运送(如图1中的24)。
发明内容
本发明系指一种用于生产由一次性/可重复利用托盘支撑的一堆包装件的系统和方法。该系统可包括至少一个堆垛站,该堆垛站包括至少一个生产多个未包装的包装件堆垛层的堆垛机。该系统还包括位于堆垛站下游的水平包装站。水平包装站可包括至少一个卧式拉伸包装机,以生产包装件的水平包装堆垛层。堆放站可位于水平包装站和至少其中一个堆垛站的下游,且与其易于接近。堆放站可包括升降机,它在包装件的水平包装堆垛层上接收和堆放多个未包装的包装件堆垛层。该系统还包括基座敷贴器(base applicator),这种敷贴器可将基座固定贴附于包装件水平包装堆垛层的底面上。
该方法可包括在一个或多个堆垛站上将包装件排列成多个包装件的未包装堆垛层。然后,在水平包装站,可用柔性膜围绕两个水平轴线和一个第二水平轴线包装至少其中一个所述包装件的未包装堆垛层,从而产生至少一个包装件水平包装的堆垛层。包装件的未包装堆垛层然后可堆放在包装件的水平包装堆垛层上,从而产生包装件负载。一次性/可重复利用基座然后可贴附于包装件水平包装的堆垛层上,以产生一次性/可重复利用的托盘。
附图说明
本发明的直观和目前优选实施例将在附图中说明,其中:
图1是在传统滑动托盘上操作负载的升降式装卸车侧面正视图;
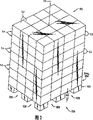
图2是依照本发明实施例托盘上的负载等角图(isometric view);
图3是图2中托盘去除负载后的等角分解图;
图4是图2中托盘底部平面图;
图5是依照本发明另一个实施例的托盘底部平面图;
图6是图2中托盘上的负载被叉车叉架提升的前面正视图;
图7是传统堆垛机系统的示意顶部平面图;
图8是图7中传统堆垛机系统的示意侧面正视图;
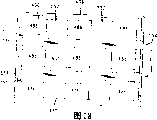
图9是依照本发明实施例用于生产一次性/可重复利用托盘系统的示意顶部平面图;
图10是依照本发明另一个实施例用于生产一次性/可重复利用托盘的系统示意侧面正视图;
图11是图9和10所示系统的水平包装站前面正视图;
图12是水平包装站另一实施例的示意顶部平面图;
图13是图9和10所示系统的基座敷贴器实施例的等角局部分解图;
图14是图13中基座敷贴器的侧面正视图;
图15是粘附站下面基座敷贴器小车的侧面正视图;
图16是负载下面基座敷贴器小车的侧面正视图;
图17是将基座贴附于负载上的基座敷贴器小车侧面正视图;
图18是其上面带有一次性/可重复利用托盘的升降机平台的底部平面图;
图19是依照本发明另一个实施例的基座敷贴器小车等角图;
图20是依照本发明另一个实施例的基座敷贴器等角局部分解图;
图21是依照本发明另一个实施例的基座敷贴器等角局部分解图;
图22是依照本发明另一个实施例的基座敷贴器等角、局部分解图;
图23是依照本发明另一个实施例的基座敷贴器小车等角图;
图24是依照本发明另一个实施例的基座敷贴器小车等角图;
图25是图9或10系统中另一个站的示意侧面正视图;和
图26是图9或10系统中另一个站的示意侧面正视图;
具体实施方式
如图2所示,本发明的托盘100适于支撑包装件52的负载50,使负载能通过传统升降式装卸车,如叉车来升降和运输。典型的负载50由多层54组成,包括最底层54a。包装件52例如可以是如图中所示的矩形纸板箱。不过,这些包装件52仅是示范性的,不言而喻,本发明的托盘100适于支撑其他型式的包装件。此外,所示负载50的大小也只是示范性的,本发明的托盘100可适于支撑其他负载构型。例如,可一个压一个地将多个负载50和托盘100堆放起来,最底层托盘100可适于支撑在其上的所有其他负载50和托盘100。
如图2-3所示,托盘100可包括基座102和支撑结构104。支撑结构104利用负载50的至少其中一个最底层(如54a)作为“平台”,以支撑其余层54。在相对于支撑结构104来描述最底层54a时,不言而喻,两层或多层54可被用于产生支撑结构104。
参考图3,包装件52的层54a相互靠近排列成所需的构型如正方形或矩形构型(通常称作“堆垛”,即将包装件排列成托盘大小的层)。包装件52的层54a可包括顶面60、底面62、第一侧面64、第二侧面66、第三侧面68和第四侧面70。包装件52的层54a然后用柔性膜110以下述方式包装起来,使得柔性膜覆盖所有的表面60、62、64、66、68、70(或至少其中的大多数),使包装层54a起到“支撑结构”的作用,以支撑其余层54(图2),其类似于平台式托盘的平台。然后,基座102被粘附到层54a底面62的柔性膜110上,该基座102可由多块轻型材料106组成。在将包装件52的其余层54装到托盘100上之后,可用例如柔性包装或热缩包装将全部负载50(图2)固定在其周围(即围绕层54a的侧面64、66、68、70和其余层54对应的侧面)以便将负载稳定在托盘上,在现有技术中已众所周知。通过将负载50的一层或多层54用作支撑结构,在全部托盘100一到达其目的地时就可被拆除,因而全部托盘100和负载50得以利用、重复利用和/或处理。特别是终端用户自然将随着其余的负载50使用用来作支撑结构104的包装件52的一层(或多层)54。覆盖一层(或多层)54的柔性膜110以及基座102可用一次性/可重复利用的材料构造。因此,一旦拆除托盘100,就可处理和/或重复利用柔性膜110和基座102。由于一次性/可重复利用产品的终端用户通常具有是否处理或重复利用产品的选择,故本申请通篇使用的术语“一次性/可重复利用”意在包含传统术语“一次性”和“可重复利用”两者的定义。
柔性膜110例如可以是拉伸塑性包装材料如俄克拉何马州塔尔萨的ADU弹性薄膜公司制造的聚乙烯。可用传统拉伸包装设备,如佛罗里达州Tamarac的Mima公司(见“www.itwmima.com”)销售的设备将柔性膜110包装在包装件52周围。如图3所示,优选使用柔性膜110围绕两个轴线AA,BB包装包装件的层54a。特别是,柔性膜110可在第一方向,如R1(该方向可以是顺时针或逆时针方向)围绕轴线AA贴附于顶面60、第一侧面64、底面62和第二侧面66上。薄膜110在方向D1沿负载移位,优选稍微重叠前面的包装,直到所有的表面60、62、64、66(或至少其中的大多数)都被柔性膜110覆盖为止。正如下面进一步所详述的,表面60,62,64,66覆盖的柔性膜110最好一层以上。然后柔性膜110可在第二方向如R2(该方向再次可以是顺时针方向是逆时针方向)围绕轴线BB贴附于顶面60、第三侧面68、底面62和第四侧面70上。该薄膜在方向D2沿负载移位,优选稍微重叠前面的包装,直到所有表面60、62、68、70(或至少其中大多数)都被柔性膜110覆盖为止。此外,正如下面进一步所详述的,表面60、62、68、70覆盖的柔性膜110最好一层以上。更为理想的是,在一个或多个表面(特别是在底面62和一个或多个侧面65、66、68、70上)上的柔性膜110内留有一个或多个孔口(未示出),以便于排泄泄露的包装件52。轴线AA、BB最优选位于同一平面上(如水平面ABAB),且这些轴线AA、BB一般相互垂直,如图3所示,以使顶面60和底面62覆盖两倍于侧面64、66、68、70那样多的柔性膜110。
如上面指出的,将基座102粘附到层54a底面62上的柔性膜110上。因此基座102必须坚固,足以支撑全部负载50(以及其他负载和一次性/可重复利用托盘,如上所述,该托盘可能堆放在所述负载的顶部),且优选由轻型可重复利用/一次性材料,如称作“泡沫聚苯乙烯”的泡沫塑料(聚苯乙烯)制造。通过利用弹性材料,如泡沫塑料,使基座102达到减震效果,且抑制谐振,这将把负载50在其运输过程中由于振动和冲撞对包装件52造成的损坏减少到最低程度。然而,基座102也可由其他材料,如橡胶、塑料或木材制造,包括以前重复利用的材料,如预制木材。
可用任何传统的粘合剂,如双面胶带将基座102粘附到底面62上的柔性膜110上。然而,通过采用注模材料,如泡沫塑料(也称作泡沫聚苯乙烯),就避免了必须使用单独的粘合剂。特别是,当泡沫塑料脱模时,仍保持一定时间的胶粘性。在第一种方法中,由塑料泡沫制造的基座102在其仍保持胶粘性时可压制到包装件52底面62的柔性膜110上,然后使其全部固化,从而将基座102固定到柔性膜110上。在另一种方法中,可以利用由已经固化的泡沫塑料制造的基座102。可加热基座102的至少一个表面(如图3中每块106上的表面107),直到表面107呈胶粘性或部分熔融为止。然后,可将胶粘表面107压制到包装件52底面62的柔性膜110上。当基座102冷却时,便被粘附到柔性膜110上。
如图2和4所示,基座102优选包括用于接收叉车叉架(如图6中56)的导槽108。基座102如图所示适于从其任一侧120、122、124、126接收叉车的叉架,或者仅从这些侧面中的两侧如120、122适于接收叉车,如图5所示。为了制出图2和4中所示导槽108,典型的基座102可由如上指出的多个块106组成。为了制出图5所示导槽208,可以设置细长块206,除其细长形状外,该块也可与这里所述的块106一样。用另一种方法(未示出),基座102可由单块材料组成,只要设有供叉车使用的导槽108、208。例如,所示块106、206可在导槽108、208内用较薄的片材连接起来。
块106应具有相对一致的高度“H1”(图3),在负载50下面留有足够的间隙“H2”,以使叉车的叉架(如图6中的56)易于插入导槽108内。例如,块的高度“H1”可在大约3和4英寸之间。间隙“H2”等于块“H1”的高度,由于负载50的重量使块106有较小的沉降,其沉降量部分取决于基座102所使用的材料。
现参考图4,块106可具有任何所需的表面尺寸如“W2”דW3”。尽管在附图中所示为矩形块106,但不言而喻,块106可以具有任何横截面形状如正方形、圆形或多边形。而且,各个块106的表面尺寸不一定等于任何其他块106的表面尺寸,除去在必要时制造满足要求的导槽108以外。基座的“轨迹”等于总表面面积,例如块106的“A1”+“A2”+“A3”+“A4”+“A5”+“A6”+“A7”+“A8”+“A9”,式中各个块的表面面积,如“A1”等于各个块的表面尺寸的乘积,如“W2”דW3”。同底面62的总表面面积“W4”דW5”相比,所需的轨迹取决于负载50的重量以及基座102所使用的材料,如下面的示例中所示。
柔性膜110及其包装,以及基座102的独特特征可以根据负载50的独特特征而有所不同。作为示例,包装件52的负载50(例如可包括装满的饮料罐)大约重2200磅。依照本发明,为了提供足够坚固而成本效益高的托盘100,可以采用柔性膜110,如薄膜厚度大约在0.0075到0.0095英寸之间,更优选为大约0.008英寸的拉伸塑性包装薄膜。该柔性膜110可具有大约100到200%,但最优选更接近200%的预先拉伸。设定在拉伸包装设备上的张力可在大约20到50磅之间,最优选为大约25磅。应该指出的是,应按照单个包装件和多个包装件的强度来仔细选择薄膜厚度和张力的设定。特别是,较大厚度的薄膜要求设定较大的张力,如设定的张力太高,会损坏包装件52(特别是纸板包装件)。
在这个示例中,上面指出的重叠可以是在柔性膜110宽度“W1”(图3)大约25%到40%之间,最优选是大约30%。曾经发现,在相对少的重叠(在本示例中,例如大约是“W1”的25%)情况下,被称作“角压皱”(corner crush)的损坏减至最小程度。但是,在相对大的重叠(例如大约是“W1”的50%)情况下,包装件52的横向运动减至最小程度。因此,可调整重叠以将不合乎需要的结果减至最小程度。绕各轴线AA,BB完成的包装总数可在3到5之间,即在本实施例中柔性膜110的总层数可在6到10之间。如果需要强度更高的托盘,和/或施加更重的负载,则可顺利地增加柔性膜的总层数,特别是由于柔性膜自身的成本通常相对较低。
为了完成上述的托盘100,可以使用典型的基座102,该基座由40磅到60磅级号的泡沫聚苯乙烯块106制造,该块的高度“H2”大约为3英寸。具有这些特征的基座102可以承受大约40磅/英寸2的最大负载。2200磅.典型的负载优选使用轨迹(如上定义)为层54a底面62总表面面积“W4”דW5”的大约25%到40%之间,最优选大约为30%的基座。尽管可以使用具有较大轨迹的基座,但是轨迹越大,将叉车的叉架(如图6中的56)插入到导槽108中就越困难。显然,本发明的基座102采用比传统托盘更少的材料。另外,不言而喻,与制造传统托盘的材料,如塑料或木材相比,泡沫塑料/泡沫聚苯乙烯是相对廉价的材料。
参考图2和3,通过包装一层或多层(如54a)柔性膜110并将基座102粘附于其上,制成托盘100之后,其余层54可装到托盘100上。然后,可用柔性膜,如弹性包装、热缩包装或类似包装,以现有技术常见的方式将全部负载50包装在其周围,即轴线CC(纵轴,该轴通常垂直于轴线AA和BB以及平面ABAB)周围,以便横向固定负载50。
图6示出本发明托盘100上的典型负载50,该负载被叉车(未示出)的叉架56提升。当包装的负载50被提升时,叉架56在负载50上的提升力“L3”、“L4”结合外围210负载(如外排的包装件)的重量“L5”、“L6”,可使负载稍微呈弓形(如“DD”所示),然而,由于在两个方向(如图3围绕轴线AA和BB)托盘100的支撑结构104被固定包装,且由于在包装的支撑结构104内各个包装件(如包装件130和132,132及134,134和136之间)之间的摩擦力,支撑结构104不会使这种弓形效应威胁到负载50的稳定性。
参考图1-6,还披露一种生产上述托盘100的方法。该方法包括第一步骤,即用柔性膜110将负载50的多层中至少一层(如最底层54a)包装在轴线AA或BB周围。下一步骤是用柔性膜110将同样一层(多层)54a包装在第二轴线BB或AA周围,所述第二轴线通常垂直于第一轴线,且优选位于同一平面ABAB上。然后,将基座102粘附到柔性膜110上。如果基座102采用泡沫塑料(聚苯乙烯),如泡沫聚苯乙烯,则将基座102粘附到柔性膜110上的步骤可包括提供没有完全固化的泡沫塑料块、将泡沫塑料块压制到柔性膜上,然后再使泡沫塑料块完全固化,由此使所述块粘附到柔性膜110上。另一方面,如上所述,可以使用由已固化的泡沫塑料制造的基座102。至少可加热基座102的一个表面(如图3每个块106上的表面107),直到该表面107胶粘或部分熔融为止。然后,可将胶粘表面107压制到包装件52底面62的柔性膜110上。当基座102冷却时,便粘附到柔性膜110上。
图9和10表示用于生产一次性/可重复利用托盘100(上面所述)的系统400实施例,尤其是用于生产由一次性/可重复利用托盘100支撑的一堆包装件450的系统。系统400可包括一个或多个输入输送机(如图10中的402、440)和一个或多个输出输送机(如560)。如这里使用的,术语“下游”通常是指远离输入输送机402、440的输送方向和/或朝向输出输送机560的输送方向。术语“上游”通常是指朝向输入输送机402、440的输送方向和/或远离输出输送机的输送方向。由于包装件或负载在依据系统400的实际布置向“上游”或“下游”移动的时候可能改变方向,所以术语“上游”和“下游”不一定指的是特定实际方向。术语“横向”(或“横向地”等)是指通常垂直于“上游”或“下游”方向的输送方向。在图9和10中,标有附图标记“401的箭头表示典型的下游方向,标有附图标记“403”的箭头表示典型的上游方向,而标有附图标记“405”的箭头表示典型的横向方向。
参考图10,系统400可包括第一输入输送机402和第二输入输送机440。在典型的实施例中,第一输入输送机402可置于第二输入输送机440的下面。换言之或另外,第二输入输送机440可定位通常垂直于第一输入输送机402,如图9所示。这种配置可由生产设备的实际布置决定,如在下面进一步详细描述的。
如图10所示,第一输入输送机402可在纵向(可能在垂直方向上有点倾斜)下游方向401将包装件404输送到第一堆垛站406。第一输入输送机402与输入输送机302(图7和8)基本相同,而第一堆垛站406与上述传统的堆垛机系统300中的堆垛站306(图7和8)基本相同。然而,不是将堆垛层408直接输送到堆放站432,而是第一堆垛站406可利用传统输送机,如辊、带、链或类似装置将堆垛层408向下游401输送到水平包装站410。为了有助于形成堆垛层408,第一堆垛站406可包括停止装置409(图9),该停止装置可与上述的停止装置330(图7)基本相同。停止装置409是可伸缩的,以便使堆垛层408被输送到水平包装站410。另一方面,停止装置409可以是推杆组件,如上述推杆组件342(图7)中的元件。
图10清楚地示出,第二输入输送机440可在纵向(可能在垂直方向上有点倾斜)下游方向401将包装件442输送到第二堆垛站444。第二输入输送机440与输入输送机302(图7)基本相同,而第二堆垛站444与上述传统的堆垛机系统300(图7)中的堆垛站306(图7)基本相同。而且,如同传统的堆垛机系统300,第二堆垛站444可将包装件442堆垛成堆垛层(未包装)446,然后将各层446(在图9中所示堆垛有些松散)直接输送到堆放站432,在下面更详细地描述。
如有关图7和8指出的,传统堆垛机系统300可包括重定位机构322,该重定位机构适于重定位某些包装件(如304a),以便产生堆垛层式样。然而,对于第一和第二堆垛站406、444来说,有无重定位机构322是可选择的。例如,第一堆垛站406可包括重定位机构(未示出,但与图7和8中的传统堆垛机系统300的重定位机构322相同),以便产生成式样的堆垛层446,而第二堆垛站444可省去重定位机构,以便产生在同一方向上具有定位包装件的层408。
水平包装站410可置于邻近第一堆垛站406的任何位置上,例如在第一堆垛站406的上方或下方,或者邻近其任何一侧。如上面有关图2-6指出的,一次性/可重复利用托盘100可包括支撑结构104,该支撑结构由一层或多层包装件(如54a)组成,所述包装件水平包装在柔性膜110内,使得包装层54a起到“支撑结构”的作用,以支撑其余各层54,类似于平台式托盘的平台。可利用图9-11的水平包装站410,以产生支撑结构(该支撑结构以下称作“水平包装堆垛层”430或“全包装堆垛层430”)。如图9-11所示,水平包装站410可包括卧式拉伸包装机412,该包装机可以是传统的卧式拉伸包装机如Lantech,有限公司,地址:11000BluegrassOkwy.,路易斯维尔,肯塔基州,40229-2399(见“www.lantech.com”)制造的Lan-Ringer拉伸包装系统。传统的卧式拉伸包装机另一示例是由Orion,公司地址:5268East Raines Rd.,孟菲斯,田纳西州,38118(见“www.orionpackaging.com”)制造的星座系列拉伸包装系统。图11清楚地示出,卧式拉伸包装机412可包括通常沿轴线GG水平定位的至少一个柔性膜414供给源,该柔性膜供给源通常滑动且旋转装到环绕输送机418的拉伸包装机安装部分416上。在旋转方向R4沿拉伸包装机安装部分416传动柔性膜414,而堆垛层408向下游401输送穿过卧式拉伸包装机412直到获得所需的水平包装(即柔性膜414层)数量为止,如上面有关图2-6所述的。为了获得包装膜414的所需数量,可改变输送机418的速度和/或采用一个以上的柔性膜414供给源。例如,在层408被包装若干次(或用若干柔性膜414供给源包装一次或一次以上)的时候,大大放慢或完全停止堆垛层408的输送。然后在不旋转柔性膜414的情况下向下游401输送层408,以在柔性膜414上产生孔口。可以再次放慢或停止层408,并对其进行包装等,直到包装好整个层408为止。层408的这种包装可以在柔性膜414上产生多个孔口,从而便于排放泄露的包装件,如上面有关图3所述的。在堆垛层408充分包装之后,可在水平包装站切割膜414,如现有技术中所常见的。如图10和11所示,通常水平包装站410的输送机418和堆垛层408一起包装在柔性膜414内。如图9和11所示,在局部包装层411(或下述的全部包装层430)离开卧式拉伸包装机412,到达另一输送机422上时,局部包装层411可以越过输送机418、422之间的间隙419(图9)。在局部包装层411越过间隙419时,柔性膜414与输送机418分离,使之与局部包装层411的底面413(图10和11)一致。
进一步参考图9-11,水平包装站410还可包括旋转装置420,该旋转装置例如可位于卧式拉伸包装机412的下游401。如上面有关图2-6所述,为了构成一次性/可重复利用托盘100,可将层(图3中的54a;图9-11中的408)包装在两个轴线AA、BB周围。参考图11,为了用单一卧式拉伸包装机412完成这个包装过程,穿过堆垛层408的第一轴线AA在层408的初始包装过程中必须平行于柔性膜轴线GG,而第二轴线BB在局部包装层411的包装过程中必须平行于柔性膜轴线GG。旋转装置420可将局部包装层411旋转90度,以便完成绕两个轴线AA、BB的包装。
旋转装置420可包括各种旋转装置中任何一个,如上述的转台(如图7和8中的394)或类似装置。另一方面,如图9和10所示,旋转装置420可包括十字工作台,例如Lantect有限公司,地址:11000Bluegrass Pkwy.,路易斯维尔,肯塔基州,40299-2399(见“www.lantech.com”)制造的“升降转台“。图9清楚地示出,十字工作台420通常具有十字工作台部分424和输送机422,该输送机例如可由多个辊426组成。可这样设置十字工作台部分424,即在辊426之间垂直方向Y2(图10)平移。例如,参考图9-11,十字工作台420可在垂直方向Y2平移到辊426上方的位置,使得十字工作台部分424(而不是辊426)与局部包装层411接触。十字工作台部分424然后可绕轴线CC旋转90度(图11)。接下来,十字工作台部分424可在垂直方向Y2平移到辊426下方的位置,使得辊426再次与局部包装层411接触。这样使局部包装411从轴线AA(图11)平行于轴线GG的方位向着轴线BB平行于轴线GG的方位旋转。局部包装层411然后可由输送机422的辊426向上游403输送,回到水平拉伸412。可水平拉伸包装材料412然后可将柔性膜414周向环绕第二轴线BB包装在局部包装层411的周围。在第二次离开可水平拉伸包装材料412的时候,柔性膜414便被切割,且全部包装层430(即上述的“支撑结构”104)向下游401输送,经过旋转装置420到达堆放站432。
如图12所示,作为二次包装将局部包装层411向上游403输送回到可水平拉伸包装材料412的替换方法,局部包装层411在其旋转之后可输送到第二可水平拉伸包装材料425。换句话说,层408可在第一可水平拉伸包装材料412处包装在第一轴线AA周围,而在第二卧式拉伸包装机425处则被包装在第二轴线BB周围。为了环绕两个轴线AA、BB包装,局部包装层411必须重定位在第一可水平拉伸包装材料412和第二可水平拉伸包装材料425之间。为了使第二可水平拉伸包装材料425的局部包装层411重定位,旋转装置设置在拉伸包装机412、425之间。这里使用的旋转装置可以是使层411旋转的装置,例如转台(如图7和8中的394)或者十字工作台(如图9-11中的420)。然而,由于局部包装层411向下游被输送到第二可水平拉伸包装材料425,而不是向上游回到第一可水平拉伸包装材料412,故可采用如图12所示的不同型式的旋转装置。即旋转装置可以替换为双向输送机427或类似装置。双向输送机427可以是现有技术中常见的一种,如由Lantech,有限公司,地址:11000 Bluegrass Pldy.,路易斯维尔,肯塔基州,40299-2399(见“www.lantech.com”)制造的“转子辊组件”(ratator roller assembly)。如图12所示,双向输送机427可包括第一多个辊428,这些辊适于将离开第一可水平拉伸包装材料412的局部包装层411向第一下游方向401A输送到第二多个辊429上。第二多个辊429垂直于第一多个辊428定位。辊428、429适于彼此相对垂直移位,使得它们的动作不发生冲突。换句话说,在第一多个辊428正向第一下游方向401A输送局部包装层411时,第一多个辊428稍微高于第二多个辊429定位,而在第二多个辊429正向第二下游方向401B输送局部包装层411时,第二多个辊429稍微高于第一多个辊428定位。第二多个辊429然后在第二下游方向401B将局部包装层411输送到第二可水平拉伸包装材料425。除了方位不同,第二可水平拉伸包装材料425与上述的第一可水平拉伸包装材料412基本相同(尽管可水平拉伸包装材料412、425不必一样)。
如上所述,如果第二可水平拉伸包装材料425在其旋转之后消除了向上游403输送包装层430的需要,从而能够在第一可水平拉伸包装材料412处包装堆垛层408,同时在第二可水平拉伸包装材料425处包装局部包装层411。因此,通过使用两台可水平拉伸包装材料412、425,可在比用单一可水平拉伸包装材料425较少的时间内提供包装层430。依据所需的负载450(图10)型式,必须在较短的时间内提供包装层430。作为示例,负载450可由九个未包装的堆垛层(如图9和10中的446)组成,该负载支撑在托盘110上,所述托盘由包装层(如430)和基座462组成。在这个示例中,必须在等于或少于堆垛九层的时间内将一层堆垛起来,且水平包装在两个平面内。也就是说,例如如果堆垛九层需要90秒,那么必须在90秒或更少的时间内将一层堆垛起来,且水平包装在两个平面内。下列中的每一个均可有效地缩短在两个平面内水平包装一层所需要的时间:设置如上所述的两台卧式拉伸包装机(如图12中的412、425);设置水平包装堆垛层的多重源(即一个或多个与第一堆垛站406相同的附加堆垛站,致使水平包装站与上述水平包装站410一样);和/或为每个可水平拉伸包装材料装设柔性膜多重供给源。
在离开水平包装站410的时候,可由任何传统的输送机将包装层430向下游401输送至堆放站432。如同上述的堆放站350,堆放站432可包括升降机434(或“降落机”)。除了本发明的升降机434既适于从水平包装站410接收包装层430,又适于从第二堆垛站444接收未包装的堆垛层446之外,升降机434基本与上述的传统升降机362相同。升降机434可包括升降机平台436,该升降机平台可在大体垂直方向Y2平移。升降机434的特殊配置可取决于水平包装站410和第二堆垛站444的相对位置。不言而喻,任何适于从两个单独位置接收多层包装件的升降机都可用于本发明。水平包装站410和第二堆垛站444的典型配置包括共线配置和横向配置。这种配置可由安装系统的特定制造设备的实际布置决定。
在图10所示实施例中(共线配置),升降机434可进一步包括第一可伸缩板438,在其上面放置包装层430。当板438缩回时,包装层430可轻轻落到升降机平台436上。不同于上述的升降机平台364,本发明的升降机平台436上不必有任何托盘366(图7和8)或滑板,即包装层430可直接置于升降机平台436上。然后可朝方向Y2平移上面带有包装层430的升降机平台436,以取回在第二堆垛站444形成的未包装堆垛层(如446)。升降机434还可包括第二可伸缩板448,在其上面放置来自第二堆垛站444的未包装堆垛层446。在实施例中,第二堆垛站444置于第一堆垛站406上面,第二可伸缩板448则置于第一可伸缩板438之上。当将升降机平台436平移至第二可伸缩板448正下方的位置时,第二板438便缩回,而置于其上的未包装堆垛层446就轻轻落到包装层430或其他未包装层446上,以便形成负载450。在将未包装堆垛层446堆放到最下方的水平包装堆垛层430和升降机平台436上形成负载450时,第一可伸缩板438仍保持打开,从而使升降机平台436、负载450和层430从此处通过。堆放站432可设有用于放置隔离板的隔离板组件(未示出,但基本与上面有关图7和8所述的隔离板组件378相同),需要时,将隔离板置于各个层430、446的顶部。应当指出,负载450可与图2中的负载50基本相同。
在图9所示的横向配置中,水平包装站410和第二堆垛站444相互垂直定位。利用这种配置下,水平包装站410可与第二堆垛站444共平面,而不是上面有关图10所述的置于第二堆垛站444的下面。除了上面指出的本发明的升降机434既适于从水平包装站410接收包装层430,又适于从第二堆垛站444接收未包装堆垛层446之外,升降机434基本与上述的传统升降机362相同。因此,升降机434可包括单一可伸缩板(未示出,但是可与上述的第一或第二可伸缩板438、448相同),且从其两侧435、437通向平台364。另一方面,水平包装站410可垂直定位,且在第二堆垛站444的下面(不共平面)。例如,侧面437可在共平面配置中打开或者在不共平面配置中闭合。在不共平面配置中,升降机434可包括上面有关图10所述的第一可伸缩板438和第二可伸缩板448。图10所示另一典型的配置是共线配置,因此,水平包装站410和第二堆垛站444基本相互平行,水平包装站410则位于第二堆垛站444的下面(不共平面)。在上面较详细地描述了这种配置。不言而喻,这里示出和所述的配置仅仅是示范性的,且任何使多于一个的堆垛层(如430、446)源能堆放形成负载450的配置均可用于本发明。
参考图9、10和13-17,系统400可进一步包括基座敷贴器460,该敷贴器适于将基座462(图10)固定贴附于包装层430底面431(图10和16)上的柔性膜414上,如上面有关图2和3所述的基座102和层54a。当层430处于水平包装站410和输出输送机560(下面描述)之间任何位置的时候,基座敷贴器460可将基座462固定贴附于包装层430上。换句话说,在包装层430形成之后,基座462随时都可贴附于包装层430底面431的柔性膜414上。例如,在图9和10概略示出的实施例中,当上面有负载450的包装层430处于升降机434的底部439时,基座462便被贴附于包装层430上。
如图10以及13-15所示,基座敷贴器460可包括供应站470、可移动小车490和粘合剂站540。供应站470可存储并分配如上所述用于形成基座462的轻型可重复利用/一次性材料(如泡沫塑料/聚苯乙烯)464。图13清楚地示出,材料464可由置于多个单张板导承472、474、476内和/或插入多个单张板导承472、474、476中的单张板466组成。为描述清楚,将在此详述板导承472,不言而喻,另外的板导承474、476基本与板导承472相同。尽管图13中示出三个板导承472、474、476,但不言而喻,这个数值仅是示范性的,任何数量的板466和板导承472、474、476都可用于基座敷贴器460。
板导承472可接收多张板(如466),该多张板可从存储区(未示出)提供或者根据需要情况提供(例如每张板466可手工输进板导承472中)。供应站470还可设有多个切割工具,如热钢丝剪480、482、484。热钢丝剪480、482、484可以是现有技术中常见的任何型式,如由亚拉巴马州普拉特维尔的Pearson工业公司制造的那些热钢丝剪。热钢丝剪的一般配置包括连接到高电阻丝,如钨丝的电源。将热钢丝剪加热(例如加热到大约1100),从而把那些与钢丝接触的材料全部熔化,因此这种钢丝剪特别适于切割泡沫塑料(聚苯乙烯)。下面进一步描述,热钢丝剪480、482、484可适于垂直和水平切开材料464的板466,以便制造用于基座462(图10)的单个块486,这些块相当于上面有关图2-6所述的块106。材料的重力和重量可使板466向下Y3移动,通过一个或多个热钢丝剪480、482,如图14所示,或者使用任何传统的垂直平移设置(未示出),迫使板466向下Y3通过热钢丝剪。如图13-14所示,当板466移动通过热钢丝剪480、482时,板466便被切成几个细长部分468。然后将这些部分468导向小车490,该小车暂时被置于供应站470的正下方,如图14所示。
如图13所示,小车490可包括多个托架组件492、494、496,各个托架组件与板导承相对应(托架组件492对应于板导承472;托架组件494对应于板导承474;托架组件496则对应于板导承476)。为描述清楚,将在此详述托架组件492;不言而喻,另外的托架组件494、496基本与托架组件492相同。如图13所示,托架组件492、494、496可连接在一起,或者在小车490内制成单一整体,使得施加到小车490上的力能平移所有的托架组件492、494、496。
托架组件492可包括多个托架500、502、504,每个托架都适于从供应站470接收板466的细长部分468,如图14所示。然后可使用热钢丝剪480、482、484水平切开细长部分468到合适的高度H1(图15),以制成用于基座462的单个块486(图10)。特别是如图15所示,小车490和板导承472可在第一水平方向X1远离供应站470、朝向升降机平台436,并通过热钢丝剪480、482、484平移。随着细长部分468移动通过热钢丝剪480、482、484,该部分被水平切开,从而制成用于基座462的块486(图10)。另一方面,可将热钢丝剪480、482、484(不是小车490和板导承472)在第二水平方向X2(图14)平移,将细长部分468全部切开。在这些实施例的任何一个中,可设置热钢丝剪480、482、484,以制出如上面有关图2-6所述具有均一高度H1(图15)的块486(图15)。热钢丝剪480、482、484的位置可调节,以便调节块486的高度H1。
如上面有关图2-6所述,基座(图4中的102;图10中的462)优选包括用于接收传统叉车叉架(图6中的56)的导槽(图4中的108;图18中的550)。为了制出这些导槽,板导承472、474、476和托架500、502、504可相互隔开一段距离S1(图13),该距离可依据所需的基座配置调节。各个托架组件492、494、496中的托架500、502、504在朝升降机平台436的方向X1平移过程中也要分离,以便产生导槽(图4中的108;图18中的552)。例如图13-17所示,托架500、502、504可通过一个或多个系杆506、508相互连接在一起。在典型的实施例中,托架500通过系杆506连接到托架502上,而托架502通过系杆508连接到托架504上。托架500、502、504可设有杆块(rod block)510、512、514、516(图14和16),它们滑动接收系杆506、508。系杆506、508还可在其末端设有止块518、520、522、524(图14和16)。在托架500、502、504完全分离时,止块518、520、522、524通过与杆块510、512、514、516的接触,可限制托架500、502与502、504之间的分隔距离S2(图16)。可使用任何传统分离机构,例如气缸驱动或螺杆驱动机构将托架500、502、504分离。也可使用任何传统线性平移机构完成小车490、热钢丝480、482、484和/或板导承472等在方向X1和X2的平移。如图10及13-17所示,小车490可包括车轮(如526、527、528)和/或沿轨道或导轨529驱动。
另一方面,可以使用小车490的线性平移实现托架500、502、504的分离。例如,如图17所示,各个托架500、502、504可包括接片(tab)530,该接片与位于升降机434下面的地锚(floor anchor)接触,以便将各个托架500、502、504的平移停止在升降机434下面的适当位置上(如图14中在方向X1平移托架500、502、504时,首先平移托架500,然后是托架502,最后是托架504)。偏动装置534可设在托架500、502、504之间,以将托架500、502、504朝向图14和15所示的非分离状态偏移。换言之或另外,地锚536可设在供应站470的下面,该供应站470与接片530接触,如图14所示。随着接片530接触地锚536导致托架500、502、504返回到非分离状态使得托架502、504在方向X2继续平移。
如上面有关图2-6中所示块106指出的,可用传统粘合剂将块106贴附于层54a底面62的柔性膜110上。同样,可用传统粘合剂将块486(图15-17)贴附于包装层430底面431的柔性膜414上。如图15所示,可在粘合剂站540将粘合剂538涂敷到块486的上表面488上,该粘合剂站例如可置于供应站470和升降机434的底部439之间。粘合剂站540可包括一个或多个粘合剂涂敷器542和至少一个粘合剂538的供给源544。一个(多个)粘合剂涂敷器542可以是传统粘合剂涂敷器,如由佛罗里达州新斯米尔纳海滨的Viking工业有限公司制造名为“Titan”的热熔性粘合剂喷枪。如图15所示,随着小车490平移经过粘合剂站540,粘合剂涂敷器542(一个或多个)就将粘合剂涂敷到块486的上表面488上。在一个典型的实施例中,单独的粘合剂涂敷器542(基本彼此相同)可用于各个托架组件492、494、496(图13)。另一方面,可采用具有一个或多个与各个托架组件492、494、496相联出口543的单一粘合剂涂敷器542。作为将粘合剂538涂敷到块486上表面488的替换方法,可把粘合剂538涂敷到包装层430的底面431上,特别是块486被压制的部位上。
可用于本发明的粘合剂538例如可以是由明尼苏达州St.Poul的3M公司制造名为“高效压敏粘合剂”(型号3795)所销售的热熔性粘合剂。尽管可以使用其他粘合剂,但这种特殊的压敏热熔性粘合剂甚至在冷却之后仍能保持其粘附性质。因此,如果系统400停止工作,粘合剂仍能适用一段时间(如大约一周)。这种特殊性能还可使粘合剂538在水平包装站410和输出输送机560之间的任何位置以及在层430包装之后和固定贴附于基座462之前的任何时候,均能涂敷到包装层430的底部431或者块486的上表面488上。而且,这种特殊的粘合剂可与各种材料兼容。与上述粘合剂高度兼容的两种材料是聚乙烯和聚苯乙烯。在一次性/可重复利用托盘100的一个实施例中,聚苯乙烯(泡沫塑料)是用于基座(图2-6中的102;图10中的462)的典型材料,而聚乙烯是用于柔性膜(图2-6中的110;图9-11中的414)的典型材料。
如上面有关图2-6所指出的,作为使用粘合剂的替换方法,可加热各个块106的上表面107,直到该表面107胶粘或部分熔融为止。然后,可将胶粘的上表面107压制到包装件52底面62的柔性膜110上。同样,可用由66048堪萨斯州利文沃斯的Heatron公司制造的红外线加热器加热各个块486的上表面488。然后再将胶粘上表面488压制到包装层430底面431的柔性膜414上。
如图17所示,在涂敷粘合剂538(或各个块486的上表面熔融)之后,可将块486压制到包装层430底面431的柔性膜414上。为了达到这一目的,可将升降机平台436按照需要向下Y3平移,从而使块486固定附着到包装层430上。当块486充分附着到包装层430上时,升降机平台436便向上Y4平移到图10所示的位置。另一方面,小车490和/或托架500、502、504可向上Y4平移到包装层430,以便将块486附着到包装层430上。然后,小车490和/或托架500等可向下Y3平移,以使负载450和托盘100能被输送。
如图10所示,负载450和托盘100然后可被输送到输出输送机560上的垂直包装站570(需要时),由此产生垂直的包装负载572及所附的基座462。垂直包装站570基本与图7和8所示和上面描述的垂直包装站384相同。输出输送机560也与图7和8所示和上面所述的输出输送机398基本相同。为了将负载450和托盘100输送到输出输送机560,升降机平台436可包括图18示出的输送机554。凡是基座462(图10)的块486在升降机平台436上时附着到包装层430底部431上的实施例中,升降机平台输送机554可包括输送机部分556、558,如平带、链、辊或类似装置。如图18所示,输送机部分556、558可支撑并输送在其导槽550的包装层430。
不言而喻,可以考虑关于基座敷贴器470各个元件的替换方法,而不改变其基本功能,该基座敷贴器将基座462固定贴附于包装层430上。例如,如图19所示,基座敷贴器600可具有如上所述的可分离托架500、502、504,所述托架装入不可分离的小车602中,即小车602可以容纳托架组件492、494、496以及分离机构(未示出)。在图20和21所示其他可替换的实施例中,基座敷贴器610可包括托架和小车组件612,该组件固定分离(但可依据所需的基座配置调节)且适于接收材料的细长部分614(图20)或者材料的预切块616(图21)。在图20所示实施例中,材料的细长部分614可用如热钢丝剪618进一步水平切割成块616。
在图22所示另一个替换方法中,基座敷贴器620可包括多个托架622,这些托架各自接收材料626的块624。块624可预切割,或如图21所示可设供应站630。供应站630可包括适于接收材料块626的板导承632。供应站630另外还设有多个切割工具,如热钢丝剪634、636、638、640,其用于垂直切开将材料626。可如图22所示设置另一个热钢丝剪642,并与其他热钢丝剪634、636一起用于水平切开材料626,以制出单独的块624。托架622适于在块624粘贴到包装层430上之前在两个方向644、646分离,如上面关于块486所述的。可用与前面所述基本相同的方式实现托架622的分离。
如图23所示,另一个基座敷贴器650可包括托架和小车组件652,该组件贴附于基座上,该基座由材料的细长块654组成,其中细长块如同图5所示和上面所述的块206。托架和小车组件652在单向656上(或固定分开-未示出)可分离。如图24所示,另一个可替换的基座敷贴器660可包括托架和小车组件662,其适于接收和平移基座662,该基座由上面有关图4和5所述的单块材料组成。基座662可由用较薄材料668连接的多块664材料组成,以产生所需的导槽670。
如上面有关图2-6指出的,可用两层或多层54产生支撑结构104。因此,如图25所示,上述的系统可适于产生支撑结构680,该支撑结构由包装件的多层682组成。第一堆放站684可设置在第一堆垛站406和水平包装站410之间。多层682可在进入水平包装站688之前堆放在第一堆放站684内。换句话说,系统可与上述的系统400相同,图25所示第二堆放站432与上述堆放站432相同。
尽管图中示出且在上面描述了两个堆垛站406、444,但系统仍可适于采用图26中的单一堆垛站690。离开堆垛站690的堆垛层692可输送到用于包装的水平包装站410或者直接输送到用于在水平包装堆垛层顶部堆放的堆放站432。换句话说,系统可与上述的系统400相同。
Claims (42)
1、一种用于生产由一次性/可重复利用托盘支撑的一堆包装件的系统,包括:
a)至少一个堆垛站,其包括至少一个堆垛机,该堆垛机用于生产包装件的多个未包装堆垛层;
b)水平包装站,其位于所述至少一个堆垛站的下游,所述水平包装站包括至少一个卧式拉伸包装机,所述至少一个堆垛站和所述水平包装站生产包装件的至少一个水平包装堆垛层;
c)堆放站,其位于所述水平包装站和所述至少一个堆垛站的下游且可接近该水平包装站和所述至少一个堆垛站,所述堆放站包括升降机,该升降机接收包装件的所述至少一个水平包装堆垛层和包装件的所述多个未包装堆垛层,包装件的所述多个未包装堆垛层相互堆放,且堆放在包装件的至少一个水平包装堆垛层上;和
d)基座敷贴器,其将基座固定地贴附于包装件的所述至少一个水平包装堆垛层的底面上,由此产生所述一次性/可重复利用托盘。
2、如权利要求1所述的系统,所述至少一个可水平拉伸材料包括沿水平柔性膜的轴线定位的至少一个柔性膜供给源,所述水平包装站还包括旋转装置,其重定位所述至少一个水平包装堆垛层,使得所述水平包装堆垛层的第一水平轴线和第二水平轴线中的一个与所述水平柔性膜轴线平行,所述第一水平轴线通常垂直于所述第二水平轴线,
3、如权利要求2所述的系统,所述水平包装站包括第一可水平拉伸材料和位于所述第一可水平拉伸材料下游的第二可水平拉伸材料,所述旋转装置位于其二者之间。
4、如权利要求2所述的系统,所述旋转装置是十字工作台。
5、如权利要求2所述的系统,所述旋转装置是双向输送机。
6、如权利要求1所述的系统,所述至少一个可水平拉伸包装材料包括多重柔性膜供给源。
7、如权利要求3所述的系统,所述第一可水平拉伸包装材料和所述第二可水平拉伸包装材料中的每一个都包括多重柔性膜供给源。
8、如权利要求1所述的系统,所述基座敷贴器包括供应站,该供应站为所述基座提供一次性/可重复利用材料,且还包括小车,该小车接收所述一次性/可重复利用材料。
9、如权利要求8所述的系统,所述基座敷贴器还包括粘合剂站,所述基座在该粘合剂站接收其上的粘合剂,所述粘合剂站包括至少一个粘合剂涂敷器和至少一个粘合剂供给源。
10、如权利要求8所述的系统,所述基座敷贴器布置在所述堆放站附近,其中,所述小车可在所述供应站和所述堆放站之间平移。
11、如权利要求9所述的系统,所述基座敷贴器布置在所述堆放站附近,其中,所述小车可在所述供应站和所述堆放站之间平移,而所述粘合剂站设置在所述供应站和所述堆放站之间。
12、如权利要求8所述的系统,所述基座敷贴器还包括多个热钢丝剪,其将所述一次性/可重复利用材料切开,以产生所述基座的多个块。
13、如权利要求1所述的系统,所述一次性/可重复利用的托盘包括所述基座多个块之间的多个导槽,所述升降机包括升降机平台,该升降机平台具有多个输送机部分,该多个输送机部分支撑和输送所述导槽内的所述基座。
14、如权利要求1所述的系统,还包括位于所述堆放站下游的垂直包装站,所述垂直包装站包括至少一个立式拉伸包装机,其用柔性膜将所述包装件堆包装在纵轴周围。
15、一种用于生产由一次性/可重复利用托盘支撑的一堆包装件的系统,其中该托盘包括包装件的至少一个水平包装堆垛层和基座,所述系统包括:
a)第一水平堆垛站,包括至少一个堆垛机;
b)水平包装站,其位于所述第一堆垛站的下游,所述水平包装站包括具有至少一个柔性膜供给源的至少一个可水平拉伸包装材料,所述第一堆垛站和所述水平包装站的所述堆垛机生产包装件的所述至少一个水平包装堆垛层,所述柔性膜包装在包装件的所述水平包装堆垛层的第一水平轴线和第二水平轴线周围,所述第一水平轴线通常垂直于所述第二水平轴线;
c)第二堆垛站,包括至少一个堆垛机,该堆垛机生产包装件的多个未包装堆垛层;
d)堆放站,其位于所述水平包装站和所述第二堆垛站的下游且可接近所述水平包装站和所述第二堆垛站,所述堆放站包括升降机,该升降机接收包装件的所述至少一个水平包装堆垛层和包装件的所述多个未包装堆垛层,包装件的所述多个未包装堆垛层相互堆放,且堆放在包装件的至少一个水平包装堆垛层上;和
e)基座敷贴器,其保持所述基座,并将所述基座固定贴附于包装件的所述至少一个水平包装堆垛层的底面上。
16、如权利要求15所述的系统,所述至少一个柔性膜供给源沿着水平柔性膜轴线定位,所述水平包装站还包括旋转装置,该旋转装置重定位所述至少一个水平包装堆垛层,使得所述水平包装堆垛层的所述第一水平轴线和所述第二水平轴线中的一个与所述水平柔性膜轴线平行。
17、如权利要求16所述的系统,所述水平包装站包括第一卧式拉伸包装机和位于所述第一可水平拉伸包装材料下游的第二可水平拉伸包装材料,所述旋转装置位于其二者之间。
18、如权利要求16所述的系统,所述旋转装置是十字工作台。
19、如权利要求16所述的系统,所述旋转装置是双向输送机。
20、如权利要求15所述的系统,所述至少一个可水平拉伸包装材料包括多重柔性膜供给源。
21、如权利要求17所述的系统,所述第一可水平拉伸包装材料和所述第二可水平拉伸包装材料中的每一个都包括多重柔性膜供给源。
22、如权利要求15所述的系统,所述基座敷贴器包括供应站,该供应站为所述基座提供一次性/可重复利用材料,且还包括小车,该小车接收所述一次性/可重复利用材料。
23、如权利要求22所述的系统,所述基座敷贴器还包括粘合剂站,所述基座在该粘合剂站接收其上的粘合剂,所述粘合剂站包括至少一个粘合剂涂敷器和至少一个粘合剂供给源。
24、如权利要求22所述的系统,所述基座敷贴器布置在所述堆放站附近,其中,所述小车可在所述供应站和所述堆放站之间平移。
25、如权利要求23所述的系统,所述基座敷贴器布置在所述堆放站附近,其中,所述小车可在所述供应站和所述堆放站之间平移,而所述粘合剂站设置在所述供应站和所述堆放站之间。
26、如权利要求22所述的系统,所述基座敷贴器还包括多个热钢丝剪,其将所述一次性/可重复利用材料切开,以产生所述基座的多个块。
27、如权利要求15所述的系统,所述一次性/可重复利用托盘包括所述基座多个块之间的多个导槽,所述升降机包括升降机平台,该升降机平台具有多个输送机部分,该多个输送机部分支撑和输送所述导槽内的所述基座。
28、如权利要求15所述的系统,还包括位于所述堆放站下游的垂直包装站,所述垂直包装站包括至少一个立式拉伸包装机,其用柔性膜将所述包装件堆包装在纵轴周围。
29、一种用于生产由一次性/可重复利用托盘支撑的一堆包装件的系统,包括:
a)用于堆垛所述包装件产生包装件堆垛层的装置;
b)用于将柔性膜包装在包装件所述堆垛层中至少一个的第一水平轴线和第二水平轴线周围产生包装件至少一个水平包装堆垛层的装置;
c)用于将包装件多个未包装堆垛层堆放在包装件所述至少一个水平包装堆垛层上以此产生所述包装件堆的装置;和
d)用于将基座固定贴附于包装件所述水平包装堆垛层的底面上以此产生用于支撑所述包装件堆的所述一次性/可重复利用托盘的装置。
30、如权利要求29所述的系统,还包括用于将柔性膜包装在所述负载纵轴周围的装置。
31、一种用于生产由一次性/可重复利用托盘支撑的一堆包装件的方法,包括:
a)至少一个堆垛站,其将包装件排列成包装件的多个未包装堆垛层;
b)在水平包装站,用柔性膜将包装件的至少其中一个所述未包装堆垛层包装在第一水平轴线和第二水平轴线周围,以产生包装件的至少一个水平包装堆垛层,所述第一水平轴线通常垂直于所述第二水平轴线;
c)将包装件的所述多个未包装堆垛层堆放在包装件的所述至少一个水平包装堆垛层上,以产生所述包装件堆;和
d)将一次性/可重复利用基座固定贴附于包装件的所述至少一个水平包装堆垛层的底面上,以产生所述一次性/可重复利用托盘。
32、如权利要求31所述的方法,其特征在于,在所述用柔性膜包装包装件的至少其中一个所述未包装堆垛层随后的任何时候,进行所述一次性/可重复利用基座的固定贴附。
33、如权利要求31所述的方法,其特征在于,在所述将包装件的所述多个未包装堆垛层堆放在包装件的所述至少一个水平包装堆垛层上的随后,进行所述一次性/可重复利用基座的固定贴附。
34、如权利要求31所述的方法,还包括在垂直包装站上用柔性膜将所述包装件堆包装在所述负载的纵轴周围。
35、如权利要求31所述的方法,其特征在于,用柔性膜将包装件的所述至少一个所述未包装堆垛层包装在第一水平轴线和第二水平轴线周围,以产生包装件的至少一个水平包装堆垛层,包括:
a)用柔性膜将包装件的至少一个所述未包装堆垛层包装在所述第一水平轴线周围,以产生局部包装层,所述柔性膜包括水平柔性膜轴线,该轴线平行于所述第一水平轴线;
b)重定位所述局部包装层,使得所述水平柔性膜轴线平行于所述第二水平轴线;和
c)用柔性膜将所述局部包装层包装在所述第二水平轴线周围。
36、如权利要求31所述的方法,其特征在于,所述用柔性膜将包装件的至少一个所述未包装堆垛层包装在第一水平轴线和第二水平轴线周围,以产生包装件的至少一个水平包装堆垛层,包括:
a)用来自可水平拉伸包装材料的柔性膜将包装件的至少一个所述未包装堆垛层包装在所述第一水平轴线周围,以产生至少一个局部包装层,所述柔性膜包括水平柔性膜轴线,该轴线平行于所述第一水平轴线;
b)将所述至少一个局部包装层向下游输送到旋转装置;
c)利用所述旋转装置将所述至少一个局部包装层绕纵轴旋转,使得所述水平柔性膜轴线平行于所述第二水平轴线;
d)将所述至少一个局部包装层向上游输送到所述可水平拉伸包装材料;和
e)用来自所述可水平拉伸包装材料的柔性膜将所述至少一个局部包装层包装在所述第二水平轴线周围。
37、如权利要求31所述的方法,其特征在于,所述用柔性膜将包装件的至少一个所述未包装堆垛层包装在第一水平轴线和第二水平轴线周围,以产生包装件的至少一个水平包装堆垛层,包括:
a)用来自第一可水平拉伸包装材料的柔性膜将包装件的至少一个所述未包装堆垛层包装在所述第一水平轴线周围,以产生至少一个局部包装层,所述柔性膜包括水平柔性膜轴线,该轴线平行于所述第一水平轴线;
b)将所述至少一个局部包装层向下游输送到旋转装置;
c)重定位所述至少一个局部包装层,使得所述水平柔性膜轴线平行于所述第二水平轴线;和
d)将所述至少一个局部包装层向下游输送到第二可水平拉伸包装材料;和
e)用来自第二可水平拉伸包装材料的柔性膜将所述至少一个局部包装层包装在所述第二水平轴线周围。
38、如权利要求31所述的方法,其特征在于,所述将一次性/可重复利用基座固定地贴附于包装件的所述至少一个水平包装堆垛层的底面上,包括:
a)将所述基座从供应站平移到在包装件的所述至少一个水平包装堆垛层所述底面正下方的位置上,其中所述供应站包含一次性/可重复利用材料;
b)在所述平移过程中,将粘合剂涂敷于所述基座的上表面上;和
c)将所述基座的所述上表面压制到包装件的所述至少一个水平包装堆垛层的所述底面上。
39、如权利要求38所述的方法,还包括,在所述将粘合剂涂敷到所述基座的上表面之前,将所述一次性/可重复利用材料切开,以产生所述一次性/可重复利用材料的多个块。
40、如权利要求38所述的方法,还包括:
a)在所述将所述基座的所述上表面压制到包装件的所述至少一个水平包装堆垛层所述底面上的过程中,将升降机平台向下平移,其中在该升降机平台上具有包装件的所述水平包装堆垛层;和
b)将所述升降机平台向上平移,以便将包装件的所述至少一个水平包装堆垛层以及固定粘附其上的所述基座向上平移。
41、如权利要求31所述的方法,其特征在于,所述将一次性/可重复利用基座固定贴附于包装件的所述至少一个水平包装堆垛层的底面上,包括:
a)将所述基座从供应站平移到包装件的所述至少一个水平包装堆垛层所述底面正下方的位置上,其中所述供应站包含一次性/可重复利用材料;
b)在所述平移过程中,加热所述基座的上表面;和
c)将所述基座的所述上表面压制到包装件的所述至少一个水平包装堆垛层的所述底面上。
42、一种用于生产由一次性/可重复利用托盘支撑的一堆包装件的方法,包括:
a)至少一个堆垛站,其将包装件排列成包装件的多个未包装堆垛层;
b)在第一堆放站,堆放包装件的所述未包装堆垛层中的至少两个,由此产生包装件的一堆未包装堆垛层;
c)在水平包装站,用柔性膜将包装件的所述成堆未包装堆垛层包装在第一水平轴线和第二水平轴线周围,以产生包装件的堆垛层的水平包装堆,所述第一水平轴线通常垂直于所述第二水平轴线;
d)将包装件的所述多个未包装堆垛层堆放在包装件的所述水平包装堆上,以产生所述包装件堆;和
e)将所述一次性/可重复利用基座固定地贴附于包装件的堆垛层的所述水平包装堆底面上,以产生所述一次性/可重复利用托盘。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US10/033,029 | 2001-12-26 | ||
| US10/033,029 US6742459B2 (en) | 2001-03-14 | 2001-12-26 | System and method for producing a disposable/recyclable pallet |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN1617817A CN1617817A (zh) | 2005-05-18 |
| CN1309623C true CN1309623C (zh) | 2007-04-11 |
Family
ID=21868173
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CNB028277155A Expired - Fee Related CN1309623C (zh) | 2001-12-26 | 2002-12-04 | 用于生产由一次性/可重复利用托盘支撑的一堆包装件的系统和方法 |
Country Status (9)
| Country | Link |
|---|---|
| US (1) | US6742459B2 (zh) |
| JP (1) | JP2005514277A (zh) |
| CN (1) | CN1309623C (zh) |
| AU (1) | AU2002346647A1 (zh) |
| CA (1) | CA2471632A1 (zh) |
| GB (1) | GB2399558B (zh) |
| HK (1) | HK1068120A1 (zh) |
| MX (1) | MXPA04006276A (zh) |
| WO (1) | WO2003057570A2 (zh) |
Families Citing this family (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| ITMI20032587A1 (it) * | 2003-12-23 | 2005-06-24 | Ocme Srl | Gruppo per il confezionamento e la pallettizzazione di rotoli di carta igienica e/o asciugatutto |
| FR2876355B1 (fr) * | 2004-10-12 | 2008-07-11 | G D2 R Sarl | Palette de conditionnement de charge et systeme de fabrication de la palette |
| US7634894B2 (en) * | 2006-10-24 | 2009-12-22 | Dyco, Inc. | System and method for palletizing articles |
| DE102007015751B3 (de) * | 2007-03-30 | 2008-12-24 | Khs Ag | Belade- und Palettiervorrichtung für Rollwagen und zugehöriges Verfahren |
| US8404160B2 (en) * | 2007-05-18 | 2013-03-26 | Applied Nanotech Holdings, Inc. | Metallic ink |
| US8506849B2 (en) * | 2008-03-05 | 2013-08-13 | Applied Nanotech Holdings, Inc. | Additives and modifiers for solvent- and water-based metallic conductive inks |
| US20090286383A1 (en) * | 2008-05-15 | 2009-11-19 | Applied Nanotech Holdings, Inc. | Treatment of whiskers |
| US9730333B2 (en) * | 2008-05-15 | 2017-08-08 | Applied Nanotech Holdings, Inc. | Photo-curing process for metallic inks |
| ATE546372T1 (de) * | 2008-06-06 | 2012-03-15 | Sanpack Gmbh | Verwendung von antirutsch-folie bei paletten |
| US20100000762A1 (en) * | 2008-07-02 | 2010-01-07 | Applied Nanotech Holdings, Inc. | Metallic pastes and inks |
| US8422197B2 (en) * | 2009-07-15 | 2013-04-16 | Applied Nanotech Holdings, Inc. | Applying optical energy to nanoparticles to produce a specified nanostructure |
| US9038265B2 (en) | 2009-08-25 | 2015-05-26 | Triumph Aerostructures, Llc | Manufacturing system |
| ITBO20110660A1 (it) * | 2011-11-18 | 2013-05-19 | Toppy S R L | Macchina per imballaggi composti, metodo d'imballaggio e mezzo di avvolgimento |
| EP3144231A1 (fr) * | 2015-09-21 | 2017-03-22 | Schermesser | Dispositif, ensemble et méthode d'emballage d'un objet |
| EP3312099B1 (de) * | 2016-10-18 | 2019-03-20 | Maschinenfabrik Möllers GmbH | Verfahren zum herstellen einer palettenlosen verpackungseinheit und nach dem verfahren hergestellte verpackungseinheit |
| WO2018211710A1 (ja) * | 2017-05-19 | 2018-11-22 | コアレックス信栄株式会社 | 梱包体の製造方法 |
| KR102617249B1 (ko) | 2017-11-21 | 2023-12-21 | 풀필 솔루션스, 인크. | 제품 핸들링 및 포장 시스템 |
| CN111746939B (zh) * | 2020-07-01 | 2022-05-10 | 特耐王汇立塑料制品无锡有限公司 | 一种物流运输专用包装箱 |
| CN112572863A (zh) * | 2020-12-28 | 2021-03-30 | 青岛迪凯自动化设备有限公司 | 一种炮泥自动化生产方法 |
| US20230002090A1 (en) * | 2021-04-12 | 2023-01-05 | Sojo Industries, Inc. | Mobile automated modular variety and multi pack production line system and method |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4032011A (en) * | 1974-02-04 | 1977-06-28 | Johns-Manville Corporation | Packaging asbestos fibers |
| US4868955A (en) * | 1987-12-10 | 1989-09-26 | Magnant Gregory A | Device for stabilizing a cluster of articles |
| US4907515A (en) * | 1984-10-17 | 1990-03-13 | Mobil Oil Corporation | Shipping pallet and the like and method of forming same |
| US5269645A (en) * | 1986-07-23 | 1993-12-14 | Kinetic Robotics Inc. | Material loads and methods for handling material |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2914282A (en) * | 1956-07-16 | 1959-11-24 | Pallet Devices Inc | Leg structure for pallet |
| US3788462A (en) * | 1971-02-25 | 1974-01-29 | Owens Illinois Inc | Unitized palletless load |
| US3730417A (en) * | 1971-10-04 | 1973-05-01 | Olinkraft Inc | Combined shipping pallet/container |
| US3884935A (en) * | 1972-11-06 | 1975-05-20 | Iii Henry Knox Burns | Shrink-film package |
| FR2482051A1 (fr) | 1980-05-06 | 1981-11-13 | Thimon | Emballage de charge sans palette a lit reduit delimitant des espaces lateraux de prehension |
| US5111931A (en) | 1989-05-17 | 1992-05-12 | A.C.X., Inc. | Unitized palletless multiple bale cargo unit |
| US5623808A (en) | 1996-01-19 | 1997-04-29 | Hk Systems, Inc. | Apparatus and method for palletizing and wrapping a load |
| DE29812106U1 (de) | 1998-07-09 | 1998-10-15 | Graesslin Kg | Vorrichtung zur maschinellen Handhabung von Paletten |
| US6050419A (en) | 1999-01-20 | 2000-04-18 | Kraft Foods, Inc. | Pallet wrap and methods for stabilizing and displaying articles |
| US6579053B1 (en) * | 1999-03-15 | 2003-06-17 | Abb Flexible Automation, Inc. | Robotic containerization and palletizing system |
-
2001
- 2001-12-26 US US10/033,029 patent/US6742459B2/en not_active Expired - Fee Related
-
2002
- 2002-12-04 CN CNB028277155A patent/CN1309623C/zh not_active Expired - Fee Related
- 2002-12-04 WO PCT/US2002/038737 patent/WO2003057570A2/en active Application Filing
- 2002-12-04 GB GB0414426A patent/GB2399558B/en not_active Expired - Fee Related
- 2002-12-04 CA CA002471632A patent/CA2471632A1/en not_active Abandoned
- 2002-12-04 MX MXPA04006276A patent/MXPA04006276A/es active IP Right Grant
- 2002-12-04 AU AU2002346647A patent/AU2002346647A1/en not_active Abandoned
- 2002-12-04 JP JP2003557902A patent/JP2005514277A/ja active Pending
-
2005
- 2005-03-01 HK HK05101748A patent/HK1068120A1/xx not_active IP Right Cessation
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4032011A (en) * | 1974-02-04 | 1977-06-28 | Johns-Manville Corporation | Packaging asbestos fibers |
| US4907515A (en) * | 1984-10-17 | 1990-03-13 | Mobil Oil Corporation | Shipping pallet and the like and method of forming same |
| US5269645A (en) * | 1986-07-23 | 1993-12-14 | Kinetic Robotics Inc. | Material loads and methods for handling material |
| US4868955A (en) * | 1987-12-10 | 1989-09-26 | Magnant Gregory A | Device for stabilizing a cluster of articles |
Also Published As
| Publication number | Publication date |
|---|---|
| CA2471632A1 (en) | 2003-07-17 |
| MXPA04006276A (es) | 2005-03-31 |
| WO2003057570A3 (en) | 2003-11-27 |
| JP2005514277A (ja) | 2005-05-19 |
| GB2399558B (en) | 2005-11-09 |
| HK1068120A1 (en) | 2005-04-22 |
| US20020129748A1 (en) | 2002-09-19 |
| WO2003057570A2 (en) | 2003-07-17 |
| US6742459B2 (en) | 2004-06-01 |
| GB2399558A (en) | 2004-09-22 |
| GB0414426D0 (en) | 2004-07-28 |
| AU2002346647A1 (en) | 2003-07-24 |
| AU2002346647A8 (en) | 2003-07-24 |
| CN1617817A (zh) | 2005-05-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN1309623C (zh) | 用于生产由一次性/可重复利用托盘支撑的一堆包装件的系统和方法 | |
| US5903464A (en) | Conveying system and method for mixing stacked articles | |
| US8833545B2 (en) | Method and device of handling packages | |
| US8882432B2 (en) | Robotic automated storage and retrieval system mixed pallet build system | |
| US20060182545A1 (en) | Vertically staggered pallet stacking assembly line and method | |
| US5597284A (en) | Method and apparatus for processing container ends | |
| US20130283731A1 (en) | Packaging device | |
| WO2008122480A1 (de) | Verfahren und vorrichtung zum mehrlagigen bestapeln eines trägers | |
| EP1161389B1 (en) | Apparatus and method for assembling items onto a pallet | |
| US10005577B2 (en) | Article stacking and packaging system | |
| JPH0764447B2 (ja) | 包装機械に用紙を送る搬送装置 | |
| US20020056253A1 (en) | Method and apparatus for wrapping a load | |
| EP2429931B1 (en) | Packing apparatus | |
| SE470162B (sv) | Automatstyrd emballerings- och godsstaplingsanordning | |
| MXPA04011810A (es) | Aplicacion de plataformas de carga. | |
| JP2005514277A5 (zh) | ||
| CN1530292A (zh) | 处理和加工用于包装烟草制品的坯料的方法和装置 | |
| JP2004155428A (ja) | 箱詰装置 | |
| EP0937668A1 (en) | Device for stacking egg packs | |
| JP7294628B2 (ja) | 果菜自動箱詰め排出方法、果菜収容箱自動積み重ね排出方法、果菜自動箱詰め排出装置、果菜収容箱自動積み重ね排出装置 | |
| CN101012012A (zh) | 用于填装盒体或箱体的设备 | |
| JP2592514Y2 (ja) | 長尺物箱詰め装置 | |
| JP3732949B2 (ja) | 書籍等の取出装置 | |
| CN219970214U (zh) | 一种纸箱加工用自动纸箱包装机 | |
| JP2013541480A (ja) | パレットへの載置装置、および搬送用パレットにパッケージユニットを行および/または列をなして配列載置する方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| C17 | Cessation of patent right | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20070411 Termination date: 20100104 |