CN1289441C - 利用离心力的烧结方法和设备 - Google Patents
利用离心力的烧结方法和设备 Download PDFInfo
- Publication number
- CN1289441C CN1289441C CNB011301961A CN01130196A CN1289441C CN 1289441 C CN1289441 C CN 1289441C CN B011301961 A CNB011301961 A CN B011301961A CN 01130196 A CN01130196 A CN 01130196A CN 1289441 C CN1289441 C CN 1289441C
- Authority
- CN
- China
- Prior art keywords
- briquetting
- precursor film
- process furnace
- ceramic precursor
- centrifugal force
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F3/00—Manufacture of workpieces or articles from metallic powder characterised by the manner of compacting or sintering; Apparatus specially adapted therefor ; Presses and furnaces
- B22F3/12—Both compacting and sintering
- B22F3/14—Both compacting and sintering simultaneously
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/01—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on oxide ceramics
- C04B35/10—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on oxide ceramics based on aluminium oxide
- C04B35/111—Fine ceramics
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/01—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on oxide ceramics
- C04B35/46—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on oxide ceramics based on titanium oxides or titanates
- C04B35/462—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on oxide ceramics based on titanium oxides or titanates based on titanates
- C04B35/465—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on oxide ceramics based on titanium oxides or titanates based on titanates based on alkaline earth metal titanates
- C04B35/468—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on oxide ceramics based on titanium oxides or titanates based on titanates based on alkaline earth metal titanates based on barium titanates
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/622—Forming processes; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/622—Forming processes; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/64—Burning or sintering processes
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27B—FURNACES, KILNS, OVENS, OR RETORTS IN GENERAL; OPEN SINTERING OR LIKE APPARATUS
- F27B17/00—Furnaces of a kind not covered by any preceding group
- F27B17/0016—Chamber type furnaces
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27B—FURNACES, KILNS, OVENS, OR RETORTS IN GENERAL; OPEN SINTERING OR LIKE APPARATUS
- F27B21/00—Open or uncovered sintering apparatus; Other heat-treatment apparatus of like construction
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2999/00—Aspects linked to processes or compositions used in powder metallurgy
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27D—DETAILS OR ACCESSORIES OF FURNACES, KILNS, OVENS, OR RETORTS, IN SO FAR AS THEY ARE OF KINDS OCCURRING IN MORE THAN ONE KIND OF FURNACE
- F27D3/00—Charging; Discharging; Manipulation of charge
- F27D2003/0034—Means for moving, conveying, transporting the charge in the furnace or in the charging facilities
- F27D2003/0077—Use of centrifugal devices
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27D—DETAILS OR ACCESSORIES OF FURNACES, KILNS, OVENS, OR RETORTS, IN SO FAR AS THEY ARE OF KINDS OCCURRING IN MORE THAN ONE KIND OF FURNACE
- F27D3/00—Charging; Discharging; Manipulation of charge
- F27D2003/0085—Movement of the container or support of the charge in the furnace or in the charging facilities
- F27D2003/0087—Rotation about a vertical axis
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27D—DETAILS OR ACCESSORIES OF FURNACES, KILNS, OVENS, OR RETORTS, IN SO FAR AS THEY ARE OF KINDS OCCURRING IN MORE THAN ONE KIND OF FURNACE
- F27D7/00—Forming, maintaining, or circulating atmospheres in heating chambers
- F27D7/06—Forming or maintaining special atmospheres or vacuum within heating chambers
- F27D2007/063—Special atmospheres, e.g. high pressure atmospheres
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27D—DETAILS OR ACCESSORIES OF FURNACES, KILNS, OVENS, OR RETORTS, IN SO FAR AS THEY ARE OF KINDS OCCURRING IN MORE THAN ONE KIND OF FURNACE
- F27D7/00—Forming, maintaining, or circulating atmospheres in heating chambers
- F27D7/06—Forming or maintaining special atmospheres or vacuum within heating chambers
- F27D2007/066—Vacuum
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27D—DETAILS OR ACCESSORIES OF FURNACES, KILNS, OVENS, OR RETORTS, IN SO FAR AS THEY ARE OF KINDS OCCURRING IN MORE THAN ONE KIND OF FURNACE
- F27D19/00—Arrangements of controlling devices
- F27D2019/0006—Monitoring the characteristics (composition, quantities, temperature, pressure) of at least one of the gases of the kiln atmosphere and using it as a controlling value
- F27D2019/0025—Monitoring the temperature of a part or of an element of the furnace structure
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27D—DETAILS OR ACCESSORIES OF FURNACES, KILNS, OVENS, OR RETORTS, IN SO FAR AS THEY ARE OF KINDS OCCURRING IN MORE THAN ONE KIND OF FURNACE
- F27D19/00—Arrangements of controlling devices
- F27D2019/0028—Regulation
- F27D2019/0059—Regulation involving the control of the conveyor movement, e.g. speed or sequences
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Ceramic Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Materials Engineering (AREA)
- Structural Engineering (AREA)
- Organic Chemistry (AREA)
- Mechanical Engineering (AREA)
- Inorganic Chemistry (AREA)
- General Engineering & Computer Science (AREA)
- Compositions Of Oxide Ceramics (AREA)
- Powder Metallurgy (AREA)
- Other Surface Treatments For Metallic Materials (AREA)
Abstract
提供一种利用离心力的烧结方法和设备。该用于烧结陶瓷粒子材料压块、金属粒子压块或者陶瓷前体膜的方法的特征在于:通过在向所述压块或者所述陶瓷前体膜施加离心力的同时,对所述压块或者所述陶瓷前体膜进行加热和灼烧来执行该烧结方法。
Description
技术领域
本发明涉及一种烧结方法和设备,利用这种方法和设备能够生产出一种具有致密结构(密实结构)的烧结陶瓷压块或者陶瓷膜。
背景技术
通常,由陶瓷粒子材料制成的压块,由金属粒子制成的压块或者陶瓷前体膜在任何一种环境气体(任意的环境气体)下通过高温加热而进行烧结,而不对所述压块或者薄膜施加额外的压力。此外,为了使得材料更为致密并增强它的机械、电子、磁性和光学特性,已经研究出了一种烧结技术,在该技术中,通过气体介质向用于生产由细微晶粒制成的烧结产品的材料施加一机械力或作用力。例如,众所周知的加压烧结方法和粉末冶金锻造方法。两种方法中的每一种方法均在烧结材料的同时,向材料施加一轴向机械力。在这些方法中,在烧结材料的同时,利用压杆沿材料的轴向向材料施加压力。
然而,在这些方法中,与压杆或模具接触的材料表面会被污染。从而,在烧结之后,需要对材料表面进行抛光或切削处理。因而,执行这样的工艺需要较高的生产成本。
热等静压(HIP)工艺是公知的方法,在该方法中,通过气体介质向材料施加一作用力。此外,在这种工艺中还有两种方法,也就是说,1)密封舱式HIP方法(capsule HIP method),其中将材料压块密封在被抽成真空的密封舱内,随后在高压气体下利用HIP工艺对材料进行加热,2)非密封舱式HIP方法,其中在高压气体下,对密度等于或大于理论密度的90%的材料进行加热。
密封舱式HIP方法的优点是,当在低温下生产致密的烧结产品时,由于高压气体的作用,烧结后的产品具有细微的粒子。然而其存在的问题是它需要额外的成本和时间,用以将材料投入到密封舱中并在以后将材料从其中取出。此外,虽然非密封舱式HIP方法具有另外一个优点,也就是说能够迅速使得大量材料的更为致密,但是它存在的问题是,必须利用额外的工序来使得材料密度等于或大于理论密度的90%,即需要一个两步式的烧结工艺。
对于生产薄膜的方法来说,依照原始材料通常可以粗略地被分成两种方法,也就是说液相方法和气相方法。具有代表性的液相方法是溶胶-凝胶方法。在这种方法中,将酚盐液体等混合到预定的成分,将由此获得的混合溶液涂敷在一单晶基片上,例如Si、SrTiO3等,在电加热炉内对涂敷后的单晶基片进行加热,形成陶瓷膜。诸如这种溶胶-凝胶方法的液相方法的优点是,在加热之前的一个阶段内,可以准确地控制前体膜的化学成分。然而,由于液相方法要求在高温下进行加热,以便使得陶瓷膜更为致密,因而由于前体膜内的化学成分蒸发,会导致陶瓷膜的化学成分发生变化。因而,希望研究出一种在低温下能使得诸如前体膜等这样的前体膜更为致密的烧结方法。
此外,除了上述问题之外,根据所生产薄膜的材料组分和基片类型(材料类型和基片的表面粗糙度),当对其进行加热时会在薄膜上产生裂纹等缺陷。这些在加热期间在薄膜上所产生的缺陷被认为是由于基片表面上(X-Y平面)的巨大应力所造成的,而这些巨大应力则是在加热期间由于材料体积的收缩所造成的。因此,目前的研究已经力图通过控制加热的速率等来生产致密(紧凑)的薄膜。虽然在此情况下,上述加压烧结方法和HIP方法可以被用于使得薄膜更为致密,但是由于它涉及一些问题,比如对材料进行预处理和对材料表面进行切削,因此这种方法并不总是一种合适的制备致密薄膜的工艺。
因此,希望能够研究出这样一种烧结方法和设备,该方法和设备易于生产具有紧凑(致密)结构的烧结陶瓷压块和陶瓷膜,同时却不会带来所述的问题。
发明内容
本申请的发明人已经考虑到了上述问题,并且已经认识到,本发明的主要目的在于研究一种烧结方法,当烧结一种陶瓷粒子材料压块或金属粒子材料压块,或者烧结一种陶瓷前体膜时,能够沿预定的方向将应力施加在材料上,同时又不触及到材料。经历艰难的研究,本发明人发现,通过在对工件进行加热和烘烤的同时,使得该工件高速旋转而在工件上施加一离心力,可以生产出一种致密的烧结陶瓷压块、致密的烧结金属压块或者致密的陶瓷膜,从而得到了本发明。
本发明的代表性方案可概括如下:
(1)、一种用于烧结陶瓷粒子材料压块、金属粒子压块或者陶瓷前体膜的方法,其特征在于:通过在向所述压块或者所述陶瓷前体膜施加离心力的同时,对所述压块或者所述陶瓷前体膜进行加热和灼烧来执行该烧结方法。
(2)、根据(1)的方法,所施加的离心力是10至700,000G。
(3)、根据(1)或(2)的方法,在300~1800℃的环境温度下进行加热和灼烧。
(4)、根据(1)或(2)的方法,在任意的环境气体下进行加热和灼烧。
(5)、根据(1)或(2)的方法,还包括:向基片涂敷所述陶瓷粒子材料压块、所述金属粒子压块、所述陶瓷前体膜中的一种材料而形成被涂敷的基片,在向所述被涂敷的基片施加离心力的同时加热和烘烤上述被涂敷的基片。
(6)、一种用于烧结陶瓷粒子材料压块、金属粒子压块或者陶瓷前体膜的设备,包括:用来加热和烘烤要被烧结的压块或陶瓷前体膜的加热炉;工件夹持部分,其转动地安置在加热炉内且用于夹持要被烧结的压块或陶瓷前体膜;以及转动装置,其与工件夹持部分连接且用来使该工件央持部分进行转动,以便向工件夹持部分夹持的、正被加热炉加热和烘烤的压块或陶瓷前体膜施加离心力。
(7)、根据(6)的设备,还包括用于控制加热炉的温度的第一控制器和用于控制转动装置的转速的第二控制器。
(8)、根据(6)的设备,所述转动装置被安置在加热炉的外部,通过真空和磁屏蔽轴承座将所述工件央持部分与转动装置可旋转地连接。
(9)、根据(6)或(8)的设备,所述加热炉是气密性的,并且具有盖,该盖用于提供通向加热炉内的通道且对加热炉进行气密性封闭。
因此,当工件在加热设备中高速转动时,会产生一个离心力。在对固附在工件央持部分中的材料进行加热和烘烤的同时,这个离心力被施加到固附在工件夹持部分中的材料上。因此,将应力施加到工件央持部分所夹持的材料上,从而在烧结过程中使得粒子处于最适合的压实程度。此外,本发明中的设备还可以包括有真空和磁屏蔽轴承座,其转动地收存所述工件夹持部分。使用该真空和磁屏蔽轴承座使得可以在任意一种环境气体下,例如真空或任意的压力环境气体下,烧结制成材料。
附图说明
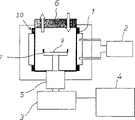
图1是本发明中烧结设备实施例的示意图,该设备利用了离心力。
具体实施方式
下面将对本发明的若干个优选实施例进行介绍。
本发明致力于一种使陶瓷粒子材料或金属粒子压块,或者陶瓷前体膜更为致密的工艺。本发明可以应用于对氧化物、氮化物、碳化物以及任何其它陶瓷材料的压块或薄膜进行烧结。也可应用于任何金属材料,无论其是铁还是非铁金属。
本发明中用于陶瓷或金属粒子压块的基本材料包括:在模具内成型然后利用CIP成型工艺制成的材料、利用带式铸造或者丝网印刷工艺制成的薄层,以及通过将对这种薄层碾压在一起而制成的材料。在加热炉内对固定在高速转动盘上的那些材料中任何一种材料进行转动和加热,从而生产出一种致密的烧结压块。用此方式,通过将由离心力所产生的应力施加到材料上并对材料进行加热,本发明能够生产处一种致密的薄膜或致密的烧结品。因此,本发明并不局限于所述类型、尺寸和厚度的材料,以及所述类型的基片等等。
此外,至于本发明中的基本陶瓷前体膜,生产这种薄膜的方法并不局限于此。当利用溶胶-凝胶方法生产这种薄膜时,这种方法可以是浸涂工艺和旋涂工艺中的任何一种工艺,在所述浸涂工艺中,将一特定的基片浸润在生产出的溶胶-凝胶溶液中,而在旋涂工艺中,则是将溶胶-凝胶溶液涂敷在被置于转动盘等物体上的基片上。
虽然通过调整溶胶-凝胶的粘度或溶胶-凝胶的涂敷量,可以控制陶瓷前体膜的厚度,但是最好使得薄膜的厚度在几微米至几十微米之间。在完成涂敷之后,在室温或低温下(等于、或小于200℃)使得薄膜干燥,然后将薄膜固附到在加热炉内高速转动的圆盘上。从而通过向基片施加10~700,000G的力(通过高速转动盘而产生的离心力),与此同时对基片进行加热,来生产致密的陶瓷膜。
本发明的基本原理是通过在对置于工件夹持部分上的材料进行加热同时使得所述工件夹持部分高速转动,从而向材料表面施加离心力而生产致密的烧结膜或压块。离心力最好是10~700,000G,最佳是1,000~10,000G。当圆盘的直径是8厘米并且材料被置于圆盘的圆周处时,如果圆盘的转速是500rpm,那么施加到材料上的力是22G,如果为1000rpm,所施加的力是89G,如果为1500rpm,所施加的力是201G,如果为2000rpm,所施加的力是357G,如果为3000rpm,所施加的力是804G,如果为5000rpm,所施加的力是2236G,如果为10000rpm,所施加的力是8944G,如果为20000rpm,所施加的力是35776G,如果为50000rpm,所施加的力则是223600G。
这些力比通常在加压烧结方法中进行烧结所使用的力要大。此外,理论上已经发现这些力能够使得由陶瓷材料或金属粒子材料制成的压块更为致密。当进行烧结时,通过增强材料粒子的扩散作用,离心力能够增强材料粒子的最大紧凑性和材料的最大塑性变形量,并且当存在液相状态时,能够增强材料的粘滞流动性和用于使得材料更为致密的机械性能,比如溶解性/抽取性(dissolution/extraction)等等。因而离心力增加了陶瓷粒子材料或金属粒子材料的密度,并且能够使得材料在低温下进行烧结。
虽然在本发明中并不限制加热温度,但是最好使得加热温度为300~1800℃,最佳的加热温度是500~1500℃。原因是如果加热温度低于500℃,材料将难以发生扩散,如果温度高于1500℃,由于扩散速率快速增加,将难以获得所期望的离心力作用效果。
下面将介绍本发明中的烧结设备。
图1示意性地示出了本发明中利用离心力的烧结设备实施例。在附图1中,标号10代表气密性的加热炉,其具有用于加热该加热炉内的空气或气体和材料的加热部分1和用于气密地封闭该加热炉10的盖6,当打开该盖6时,能够提供通向加热炉10内的通道。标号2代表用于控制加热部分1的温度的第一控制器。标号7代表安装在加热炉10内的转动盘8上的工件夹持部分。标号5代表真空和磁屏蔽轴承座,该轴承座可转动地容收所述转动盘8并且使得转动盘8与安置在加热炉10外部的转动装置3相连接。转动装置3包括用于使得转动盘8旋转的电动机(图中未示)。标号4代表用于控制转动装置(电动机)的转速的第二控制器。
工件夹持部分7包括有一个附件,即将被压制和烧结的材料被紧固在其上。所述附件被构造成,通过转动盘8的高速转动,能够使得材料承受径向的离心力。
由于轴承座5是一个具有真空和磁屏蔽性能的物体,因此材料可以在真空条件下或任何类型的环境气体下进行烧结。为了抵抗极高的环境温度,盘8可以由陶瓷制成并可以包括一陶瓷转轴,而轴承座5可以是一个水冷却的真空和磁屏蔽轴承座。但是,本发明并不局限于这种材料或系统。
加热部分1可以是一个由电阻材料制成的加热单元,但是并不局限于此。
用于控制加热部分1的温度的第一控制器2可以包括,例如能够精确地控制加热操作的能量控制半导体闸流管、可编程的温度控制器以及可以直接测量测试件温度的非接触型红外线温度计。
用于控制转速的第二控制器4,例如当电动机是感应式电动机时,可以包括能够改变频率的逆变驱动驱动器,而当电动机是伺服电动机时,则可以包括伺服驱动器,但不局限于此。
示例
下面将对本发明的示例进行介绍,但是本发明并不局限于此。
示例1
将铝的细微粒子(平均直径0.1μm)制成小球,用作即将被进行离心式烧结的材料。在将小球形成的压块固定到转动盘8上的工件夹持部位7上之后,转动盘8以10000rpm的转速旋转,同时以10℃/分钟的速度将压块加热到900℃。在900℃温度下保持大约5分钟,然后降低加热炉内的温度。进行比较测试,其中在相同的加热条件下在加热炉内烧结相同的压块,但是转动盘8不转动。通过离心式烧结后的压块的相对密度(表观密度/理论密度[3990kg/m3])是95%,而通过非离心式烧结后的压块的相对密度是75%。从这些结果来看能够发现,在加热材料时对材料施加离心力能够增加烧结后的材料密度。
示例2
下面,介绍第2示例,对涂敷了超细粒子的基片进行离心式烧结。将TiO2超细粒子(比表面积大约50m2/g)投入到溶剂中(溶剂的基本成分是聚乙二醇),调整其粘度来制造出一种浆料。将所获得的浆料置于丝网上,在石英玻璃基片上进行丝网印制。完成丝网印刷之后,在干燥炉内于150℃温度下加热基片。为了增加涂敷厚度,在150℃温度下,重复10次丝网印刷和烘烤过程。将由此获得的基片固附到离心式烧结加热炉内的工件夹持部分上,以10000rpm的速度进行旋转,同时以10℃/分钟的速率将所述基片加热到800℃。在800℃的温度下保持5分钟,对加热炉进行冷却。进行比较测试,其中在同一个离心式烧结加热炉内以同样的加热条件对基片进行烘烤,但是没有对基片施加离心力。虽然在没有利用离心式烧结工艺烧结后的TiO2膜上用肉眼可以观察到许多裂纹,但是在利用离心式烧结工艺烧结后的TiO2膜上却没有发现裂纹。从结果中可以发现,在烘烤的同时向涂层施加离心力能够有效地阻止涂层中出现裂纹,而如果在烘烤时不施加离心力,则很有可能出现裂纹现象。
示例3
第三示例是一个用于展示对利用溶胶-凝胶方法生产出的薄膜(BaTiO3膜)进行离心式烧结的例子。为了生产BaTiO3膜,首先需要生产出涂敷溶液,用于生产该涂敷溶液的材料混合量是金属钡0.03、异丙氧基钛0.03、乙酰丙酮7.0×103、水0.09、乙酸1.21和异丙醇100(所有都是摩尔数)。在抽成真空后,在手套式操作箱内进行混合,同时将干燥的氮气吹入到箱体内。将异丙醇倒入瓶内,并且随后将金属钡也倒入到瓶内。随后对瓶进行加热制成异丙醇钡的异丙醇溶液。首先,添加入异丙醇钛,其次将乙酰丙酮添加到异丙醇溶液内,并且在80℃下在手套式操作箱内将它们混合3小时。混合之后,将乙酸和水所组成的异丙醇溶液加入,从而制成涂敷溶液。将硅基片浸润在所生产出的涂敷溶液内,然后以0.1毫米/秒的速度将基片提升起来,并在100℃温度下对基片进行干燥。对基片进行5次涂敷和5次干燥(加热)。由此获得的基片被用作离心式烧结的材料。当将已经涂敷了一层薄膜的基片固附到离心式烧结加热炉内的工件夹持部分上之后,以10000rpm的速度进行旋转,同时以10℃/分钟的速率将所述基片加热到600℃。在600℃的温度下保持5分钟。进行比较测试,其中在相同的离心式烧结加热炉内以同样的加热条件对已经涂敷了一层薄膜的相同的基片进行烘烤,但是没有对基片施加离心力作用。利用X射线进行分析,检验两种烧结后的基片上的薄膜的结晶相。在通过离心式烧结后的薄膜上能够观察到清晰的BaTiO3晶粒峰值。但是对于没有施加离心力烧结后的薄膜来说,其具有非晶相结构。从这些结果可以发现,在对利用溶胶-凝胶方法生产出的陶瓷前体膜进行烧结的同时,向其施加离心力,能够有效地阻止产生裂纹和剥离现象,并且使之结晶。
必须明白的是,前面所描述的实施例仅是示例性实施例,通过阅读和理解本说明,本领域的普通技术人员能够对它们进行多种变型。因此,本发明理应包括这些变型,并且本发明的范围由所附的权利要求书进行限定。
Claims (9)
1.一种用于烧结陶瓷粒子材料压块、金属粒子压块或者陶瓷前体膜的方法,其特征在于:通过在向所述压块或者所述陶瓷前体膜施加离心力的同时,对所述压块或者所述陶瓷前体膜进行加热和灼烧来执行该烧结方法。
2.根据权利要求1中所述的方法,其特征在于:所施加的离心力是10至700,000G。
3.根据权利要求1或2中所述的方法,其特征在于:在300~1800℃的环境温度下进行加热和灼烧。
4.根据权利要求1或2中所述的方法,其特征在于:在任意的环境气体下进行加热和灼烧。
5.根据权利要求1或2中所述的方法,其特征在于还包括:向基片涂敷所述陶瓷粒子材料压块、所述金属粒子压块、所述陶瓷前体膜中的一种材料而形成被涂敷的基片,在向所述被涂敷的基片施加离心力的同时加热和烘烤上述被涂敷的基片。
6.一种用于烧结陶瓷粒子材料压块、金属粒子压块或者陶瓷前体膜的设备,包括:用来加热和烘烤要被烧结的压块或陶瓷前体膜的加热炉(10);工件夹持部分(7),其转动地安置在加热炉(10)内且用于夹持要被烧结的压块或陶瓷前体膜;以及转动装置(3),其与工件夹持部分(7)连接且用来使该工件夹持部分(7)进进转动,以便向工件夹持部分(7)夹持的、正被加热炉加热和烘烤的压块或陶瓷前体膜施加离心力。
7.根据权利要求6中所述的设备,其特征在于:还包括用于控制加热炉(10)的温度的第一控制器(2)和用于控制转动装置(3)的转速的第二控制器(4)。
8.根据权利要求6中所述的设备,其特征在于:所述转动装置(3)被安置在加热炉(10)的外部,通过真空和磁屏蔽轴承座(5)将所述工件夹持部分(7)与转动装置(3)可旋转地连接。
9.根据权利要求6或8中所述的设备,其特征在于:所述加热炉(10)是气密性的,并且具有盖(6),该盖(6)用于提供通向加热炉内的通道且对加热炉(10)进行气密性封闭。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2000394268A JP2002193680A (ja) | 2000-12-26 | 2000-12-26 | 焼結方法及びその装置 |
| JP394268/2000 | 2000-12-26 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN1363536A CN1363536A (zh) | 2002-08-14 |
| CN1289441C true CN1289441C (zh) | 2006-12-13 |
Family
ID=18859921
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CNB011301961A Expired - Lifetime CN1289441C (zh) | 2000-12-26 | 2001-12-26 | 利用离心力的烧结方法和设备 |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US6663828B2 (zh) |
| EP (1) | EP1219580B1 (zh) |
| JP (1) | JP2002193680A (zh) |
| KR (1) | KR20020053019A (zh) |
| CN (1) | CN1289441C (zh) |
| AT (1) | ATE490951T1 (zh) |
| DE (1) | DE60143601D1 (zh) |
| TW (1) | TWI262906B (zh) |
Families Citing this family (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002193680A (ja) * | 2000-12-26 | 2002-07-10 | National Institute Of Advanced Industrial & Technology | 焼結方法及びその装置 |
| TW572866B (en) | 2001-11-09 | 2004-01-21 | Nat Inst Of Advanced Ind Scien | Centrifugal sintering method and use thereof |
| JP4135781B2 (ja) * | 2001-11-09 | 2008-08-20 | 独立行政法人産業技術総合研究所 | 無機膜の製造方法 |
| FR2833292B1 (fr) * | 2001-12-12 | 2004-06-18 | Valeo Electronique | Systeme de detection de presence d'un utilisateur notamment pour vehicule automobile |
| JP2004210593A (ja) * | 2002-12-27 | 2004-07-29 | National Institute Of Advanced Industrial & Technology | 遠心焼結装置 |
| DE10338465A1 (de) * | 2003-08-21 | 2005-03-17 | MAX-PLANCK-Gesellschaft zur Förderung der Wissenschaften e.V. | Herstellung von Perovskit-Teilchen |
| JP2005126255A (ja) * | 2003-10-21 | 2005-05-19 | National Institute Of Advanced Industrial & Technology | 積層型セラミックス電子部品・膜電子部品及びその製造方法 |
| JP4872092B2 (ja) | 2007-08-13 | 2012-02-08 | 独立行政法人産業技術総合研究所 | 微細熱電素子の製造方法 |
| CN102101776B (zh) * | 2009-12-18 | 2013-06-05 | 中国电子科技集团公司第四十九研究所 | 一种陶瓷气密内腔室制造方法 |
| EP2365610A1 (en) * | 2010-03-09 | 2011-09-14 | Siemens Aktiengesellschaft | Electrical motor incorporating internal rotor cooling |
| CN105272270A (zh) * | 2014-06-10 | 2016-01-27 | 海南大学 | 一种大尺寸陶瓷直管或棒的烧结方法 |
| CN105318713B (zh) * | 2014-08-01 | 2017-11-07 | 天津市维之丰科技有限公司 | 一种旋转式瓷器烧制真空炉 |
| KR20180063242A (ko) * | 2015-10-06 | 2018-06-11 | 엔테그리스, 아이엔씨. | 고체 전구체의 저온 소결 |
| CN108931133B (zh) * | 2018-09-29 | 2024-04-05 | 福建阿石创新材料股份有限公司 | 一种离心烧结制造靶材的装置及方法 |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS51140904A (en) | 1975-05-30 | 1976-12-04 | Nippon Carbon Co Ltd | Carbon material manufacturing apparatus |
| DE3641253C1 (de) * | 1986-12-03 | 1987-08-20 | Nukem Gmbh | Verfahren und Ofen zum Sintern von Hochtemperaturkeramik |
| EP0545718A3 (en) * | 1991-12-03 | 1993-10-13 | Janome Sewing Machine Co., Ltd. | Method of making bone-implants |
| JPH07242424A (ja) * | 1994-03-01 | 1995-09-19 | Kyocera Corp | 酸化物超電導構造体およびその製造方法 |
| KR970704646A (ko) | 1995-05-19 | 1997-09-06 | 제이. 쥐. 에이. 롤페스 | 그린-세라믹 주형의 소결 방법 및 소결로(Method and furnace for sintering green-ceramic mouldings) |
| JP3159005B2 (ja) * | 1995-11-09 | 2001-04-23 | 松下電器産業株式会社 | セラミックス焼成方法 |
| JPH10330805A (ja) * | 1997-05-28 | 1998-12-15 | Komatsu Ltd | 円筒状複合材料の製造方法およびそれにより得られる円筒状複合部材 |
| US6104015A (en) * | 1999-01-08 | 2000-08-15 | Jayan; Ponnarassery Sukumaran | Continuous microwave rotary furnace for processing sintered ceramics |
| JP2002193680A (ja) * | 2000-12-26 | 2002-07-10 | National Institute Of Advanced Industrial & Technology | 焼結方法及びその装置 |
-
2000
- 2000-12-26 JP JP2000394268A patent/JP2002193680A/ja active Pending
-
2001
- 2001-12-21 DE DE60143601T patent/DE60143601D1/de not_active Expired - Lifetime
- 2001-12-21 US US10/024,264 patent/US6663828B2/en not_active Expired - Lifetime
- 2001-12-21 EP EP01130699A patent/EP1219580B1/en not_active Expired - Lifetime
- 2001-12-21 AT AT01130699T patent/ATE490951T1/de not_active IP Right Cessation
- 2001-12-26 TW TW090132282A patent/TWI262906B/zh not_active IP Right Cessation
- 2001-12-26 CN CNB011301961A patent/CN1289441C/zh not_active Expired - Lifetime
- 2001-12-26 KR KR1020010084919A patent/KR20020053019A/ko not_active Application Discontinuation
Also Published As
| Publication number | Publication date |
|---|---|
| JP2002193680A (ja) | 2002-07-10 |
| CN1363536A (zh) | 2002-08-14 |
| US6663828B2 (en) | 2003-12-16 |
| US20020110475A1 (en) | 2002-08-15 |
| EP1219580A3 (en) | 2004-01-07 |
| ATE490951T1 (de) | 2010-12-15 |
| KR20020053019A (ko) | 2002-07-04 |
| EP1219580A2 (en) | 2002-07-03 |
| DE60143601D1 (de) | 2011-01-20 |
| TWI262906B (en) | 2006-10-01 |
| EP1219580B1 (en) | 2010-12-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN1289441C (zh) | 利用离心力的烧结方法和设备 | |
| US6255241B1 (en) | Method of producing fullerene-dispersed ceramics | |
| WO2012017305A1 (en) | Manufacture of high density indium tin oxide (ito) sputtering target | |
| CN104761259A (zh) | 一种线性电致应变无铅压电陶瓷材料及其制备方法 | |
| CN113480310A (zh) | 一种高致密度、高介电常数的五氧化二钽基陶瓷及其制备方法 | |
| Budd et al. | Preparation of strontium titanate ceramics and internal boundary layer capacitors by the Pechini method | |
| CN107285760B (zh) | 一种低损耗巨介电常数陶瓷材料的制备方法 | |
| CN111807837B (zh) | 铁电陶瓷材料、压电传感器及制备方法 | |
| Phillips et al. | Diol-based sol–gel system for the production of thin films of PbTiO 3 | |
| Yao et al. | Barium titanate glass–ceramic thin films for integrated high-dielectric media | |
| KR101692219B1 (ko) | 진공척용 복합체 및 그 제조방법 | |
| CN1255359C (zh) | 通过离心烧结进行的取向材料或复合材料的制造 | |
| JP4135781B2 (ja) | 無機膜の製造方法 | |
| CN108069712A (zh) | 一种具有宽温度稳定性电致伸缩应变陶瓷材料及其制备方法 | |
| EP1285102B1 (en) | High density ceramic thick film fabrication method by screen printing | |
| van der Veer et al. | Piezoelectric properties of PZT by an ethylene glycol-based chemical solution synthesis | |
| KR100420929B1 (ko) | 고밀도 압전 후막 및 그 제조방법 | |
| Huang et al. | TfC13. Rapid thermal processing of PZT thin films | |
| CN110563460A (zh) | 一种热释电传感器用敏感元材料大尺寸制备方法 | |
| JP2003119077A (ja) | 炭化ケイ素焼結体の製造方法及び前記方法により得られた炭化ケイ素焼結体 | |
| Kumar et al. | Preparation of unsupported metal organic and ceramic thin film specimens for TEM observation | |
| CN117326868B (zh) | 陶瓷材料及其制备方法和在压电中的应用 | |
| CN116477938B (zh) | 钛酸钡基无铅压电陶瓷及其制备方法 | |
| JPH0940460A (ja) | チタン酸系焼結体の製造方法 | |
| US3465069A (en) | Process for treating electrostrictive ceramic elements |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| CX01 | Expiry of patent term |
Granted publication date: 20061213 |
|
| CX01 | Expiry of patent term |