CN1282293C - 往复电机的绕线管筒及其制作方法 - Google Patents
往复电机的绕线管筒及其制作方法 Download PDFInfo
- Publication number
- CN1282293C CN1282293C CNB01811430XA CN01811430A CN1282293C CN 1282293 C CN1282293 C CN 1282293C CN B01811430X A CNB01811430X A CN B01811430XA CN 01811430 A CN01811430 A CN 01811430A CN 1282293 C CN1282293 C CN 1282293C
- Authority
- CN
- China
- Prior art keywords
- coiling socket
- wallboard
- socket
- place
- coiling
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images




Classifications
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K41/00—Propulsion systems in which a rigid body is moved along a path due to dynamo-electric interaction between the body and a magnetic field travelling along the path
- H02K41/02—Linear motors; Sectional motors
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K3/00—Details of windings
- H02K3/04—Windings characterised by the conductor shape, form or construction, e.g. with bar conductors
- H02K3/18—Windings for salient poles
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F5/00—Coils
- H01F5/02—Coils wound on non-magnetic supports, e.g. formers
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K3/00—Details of windings
- H02K3/46—Fastening of windings on the stator or rotor structure
- H02K3/52—Fastening salient pole windings or connections thereto
- H02K3/521—Fastening salient pole windings or connections thereto applicable to stators only
- H02K3/525—Annular coils, e.g. for cores of the claw-pole type
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K33/00—Motors with reciprocating, oscillating or vibrating magnet, armature or coil system
- H02K33/16—Motors with reciprocating, oscillating or vibrating magnet, armature or coil system with polarised armatures moving in alternate directions by reversal or energisation of a single coil system
Landscapes
- Engineering & Computer Science (AREA)
- Power Engineering (AREA)
- Physics & Mathematics (AREA)
- Chemical & Material Sciences (AREA)
- Combustion & Propulsion (AREA)
- Electromagnetism (AREA)
- Reciprocating, Oscillating Or Vibrating Motors (AREA)
- Manufacture Of Motors, Generators (AREA)
- Windings For Motors And Generators (AREA)
Abstract
一种用于往复电机的绕线管筒及其制作方法,绕线管筒包括:一绕线管筒主体(310),其一第一侧壁部分(312)和一第二侧壁部分(313)通过伸展到一定高度而在主体中形成一定空间,使得在具有一定宽度的环形底部(311)的两侧具有倾斜部分;一绕组线圈(320),在绕线管筒主体(310)内侧空间上缠绕多次;一盖罩(330),联接于绕线管筒主体(310),以便盖住绕组线圈(320),而一用于制作绕线管筒从而制作构成电机的绕组线圈和成层外芯的模制步骤得以简化,构成移动器永久磁铁的长度可以减短。所以,电机的制作成本可以降低而电机的大量生产率可以提高。
Description
技术领域
本发明涉及一种往复电机的绕线管筒,而更为具体地说,涉及一种经过改进的往复电机绕线管筒,能够减小用于构成往复电机的永久磁铁的用量,此电机可生成直线往复驱动力并适合于电机的大量生产,还涉及绕线管筒的制作方法。
背景技术
一般,电机是一种用于把电能转换为动能的器具。有两种电机:一种是转动电机,把电能转换为旋转运动,而另一种是往复电机,把电能转换为直线往复运动。
作为一种驱动源,电机适合用于多种场合。尤其是,它装设在几乎每一种家用电器之中,诸如冰箱、空调、洗衣机和电扇。
在冰箱和空调的情况下,电机不仅用以转动通风扇,而且还作为驱动源而装设在冰箱和空调的冷却循环装置的压缩机处。
图1是一种根据传统技术的一般往复电机的范例。
如图1之中所示,往复电机包括一定子,具有一圆筒形外芯10和一以一预定间隙嵌进外芯10的内芯20;一绕组线圈30,结合于外芯10或内芯20;以及一插装的移动器40,在外芯10与内芯20之间可以沿直线移动。
图1表明其中绕组线圈30结合于外芯10的结构。
外芯10制成为一圆筒形叠置成的整体,其中槽形的一些叠片11沿径向叠置以做成一圆筒形状。
成形板片11的槽形段形成一通道部11a,磁通流过该处,而两端形成两个极部11b,极在该处形成。形成在通道部11a内部的、一侧畅开的空间形成一孔口11c,绕组线圈30位于其中。
参照绕组线圈30,一线圈缠绕多次以形成环状,其剖面形状等同于孔口11c的形状。
一绝缘涂敷薄膜31制成在绕组线圈30的外部表面上。
内芯20制成为一圆筒形叠置成的整体,由于具有的长度等同于外芯10长度的一种矩形叠片21沿径向叠向而形成一圆筒形状。
移动器40包括一圆筒形磁铁夹持器41,插进外芯10与内芯20之间;以及许多永久磁铁2固定地结合于磁铁夹持器41的外部周边表面。
永久磁铁42的长度Lm通常等同于极部长度Lp与极间距离Lb之和。于是,由于永久磁铁42的长度与位于孔口11c两侧处的极间距离Lb成比例,极间距离Lb愈短,永久磁铁42的Lm就变得较短。
极部的长度Lp对应于行程,而极间距离Lb等同于孔口11c的入口宽度。
至于绕组线圈30与外芯10之间的结合,则绝缘涂敷薄膜31被涂敷在绕组线圈30的外侧处,线圈多次缠绕成一环状,而构成外芯10的各叠片11被叠置起来而沿径向结合在绕组线圈30处。
各叠片11叠置得以致绕组线圈30c插入孔口11c。
如上述那样制成的往复电机的操作现在将参照图2予以解释。
如图2之中所示,当电流流向绕组线圈30时,由于电流沿着绕组线圈30流动,围绕绕组线圈30生成磁通。磁通流沿着构成定子(S)的外芯和内芯20的通道部11a形成一封闭回路。
沿着线圈30流动的电流的磁通与构成移动器40的永久磁铁42的磁通之间的相互作用使得永久磁铁42在轴向上移动。
当流向绕组线圈30的电流方向改变时,形成在外芯和内芯20的通道部12处的磁通方向因之改变,因而,永久磁铁42在相反方向上移动。
当电流通过轮流改变其方向而供向永久磁铁42时,永久磁铁42在外芯10与内芯20之间沿直线往复移动。于是,移动器40具有直线往复驱动力。
不过,具有上述结构的往复电机具有许多问题。
比如,首先,由于绕组线圈30位置所在的孔口11c入口的宽度,亦即极间距离Ld很大,导致依靠极间距离Lb予以确定的高价值永久磁铁42的尺寸加长了。因而,由于有待使用的永久磁铁42的数量增加了,所以招致生产成本很高,不适于大量生产。
其次,由于外芯10是在通过多次缠绕具有一预定长度的线圈而制成绕组线圈30、并涂敷之后通过在绕组线圈30处叠置许多叠片11而制成的,所以不易依照外芯10的孔口11c形状来制作绕组线圈30。
此外,由于绕组线圈30容易变形,使得难以叠置各叠片11,所以制作费时很多并需要较多工序,并因而不适合大量生产。
发明内容
因此,本发明的目的是提供一种往复电机绕线管筒,能够减少可生成直线驱动力的往复电机的永久磁铁用量并适合于大量生产,以及提供其制作方法。
为达到此目的,提供的一种往复电机绕线管筒包括:一绕线管筒主体,具有一第一侧壁部分和一第二侧壁部分,它们分别伸向一预定的高度而在一预定宽度的环状底部的两侧处具有一倾斜段以借此在其中形成一预定的空间;一绕组线圈,通过在一形成在绕组管筒主体内侧的所述预定的空间处缠绕一线圈若干次而制成;以及一盖罩,与绕线管筒相结合以盖住绕组线圈。
为达到以上目的,还提供一种制作往复电机绕线管筒的方法,包括以下各步骤:
首先模制绕线管筒主体,其具有第一侧壁部分和第二侧壁部分,二者通过伸展到一预定高度而在一预定宽度的环状底部的两侧处各具有一倾斜段而在主体中形成一预定的空间;通过在形成于绕线管筒主体内侧的空间处缠绕一线圈许多次而制成一绕组线圈;以及其次模制与缠绕管筒主体结合起来的盖罩以盖住绕组线圈。
附图说明
图1是根据一种传统技术的一般往复电机的前视剖面图;
图2是图示根据传统技术的往复电机操作状态的前视剖面图;
图3是带有根据本发明一优选实施例的绕线管筒的往复电机的前视剖面图;
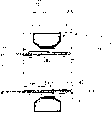
图4是根据本发明优选实施例的往复电机绕线管筒的前视剖面图;
图5和6是图示根据本发明优选实施例的往复电机绕线管筒各种改进的前视剖面图;
图7是根据本发明优选实施例的往复电机绕线管筒的突起散热片的剖面图;以及
图8是一种用于制作根据本发明优选实施例往复电机绕线管筒的方法流程图。
具体实施方式
根据本发明优选实施例的一种往复电机绕线管筒及其制作方法现在将参照所附各图予以说明。
图3是带有根据本发明一优选实施例的绕线管筒的往复电机的前视剖面图。
如图3之中所示,圆筒内芯200以预定间隔结合在圆筒外芯100的内侧。外芯100和内芯200构成定子(S)。
绕线管筒300与定子的外芯100结合在一起。绕线管筒300可以与内芯200结合在一起。
移动器400被插入以便可在外芯100与内芯200之间沿直线移动。
移动器400包括圆筒磁铁夹持器410,插在外芯100与内芯200之间,以及许多永久磁铁420,结合在磁铁夹持器410的外部周边表面处。
参照图4,绕线管筒300包括:一绕线管筒主体,具有一第一侧壁部分312和一第二侧壁部分313,它们分别伸展到一预定高度而在具有一预定宽度的一环形底部311两侧处具有一倾斜段以借此形成其中的一个预定空间;一绕组线圈320,通过在绕线管筒主体310内部形成的一空间处缠绕一线圈若干次而制成;以及一盖罩330,与绕线管筒主体结合在一起以盖住绕组线圈。
一第一结合部分314形成在绕线管筒主体310的第一侧壁部分312和第二侧壁部分313的两个端面处,而一第二结合部分331设置得在盖罩330的内部端面处与第一结合部分314相结合。
第一结合部分314和第二结合部分331制成为凹凸形的以便相互结合。亦即,第一结合部分314是通过在第一侧壁部分312和第二侧壁部分313的端面处具有一预定宽度和深度的凹槽而制成的,而第二结合部分331具有一突起,它具有对应于盖罩330两则处凹槽形状的一预定宽度和长度。
或者,反过来说,第一结合部分314可以制成得在第一侧壁部分312和第二侧壁部分313的端面处具有带有一预定宽度和高度的突起,而第二结合部分331可以包括一凹槽,它具有对应于盖罩330两侧处突起形状的一预定的宽度和深度。
突起和有待结合于突起的凹槽可以制成多个。
第一侧壁部分312包括一第一斜壁315,延伸地制成为在底部311一侧处与底部311成一预定的斜角,以及一第一垂直壁316,延伸地制成为在垂直方向上从第一斜壁315到盖罩330。
第一斜壁315具有一预定的厚度并以底部311向外倾斜。亦即,它对底部311形成一钝角。
第二侧壁部分313包括一第二斜壁317,延伸地制成为在底部311另一侧处与底部311成一预定的斜角,以及一第二垂直壁318,延伸地制成为在垂直方向上从第二斜壁317到盖罩330。
第二斜壁317具有一预定的厚度并制成倾斜的以在底部311外面对底部311形成一钝角。
最好是,第一斜壁315和第二斜壁317具有相同的斜角,而第一垂直壁316和第二垂直壁318制成平行的。
多个阶梯面(F)形成在第一斜壁315和第二斜壁317的内表面上。
最好是,各阶梯面(F)具有楼梯形式,而制成在第一斜壁315处的阶梯面(F)与制成在第二斜壁317处的阶梯面(F)具有彼此不同的高度。
图5是第一斜壁315和第二斜壁317的一种修改。
如图5之中所示,第一斜壁315和第二斜壁317分别制成得具有一预定的厚度。
图6是第一侧壁部分312和第二侧壁部分313的一种修改。
如图6之中所示,第一侧壁部分312包括一第一台阶斜壁341,制成一楼梯形式并具在底部311的一侧处具有一预定的厚度,以及一第一垂直壁316,延伸地制成为在垂直方向上从第一台阶斜壁341到盖罩330。
第二侧壁部分313包括一第二台阶斜壁342,制成一楼梯形式并在底部311的一侧处具有一预定的厚度,以及一第二垂直壁318,延伸地制成为在垂直方向上从第二台阶斜壁342到盖罩330。
最好是,第一台阶斜壁341的各台高与第二台阶壁342的那些是不同的。
参照图7,一种突起散热片319制成在第一侧壁部分312和第二侧壁部分313的整个或局部外部表面处,以便在与电机芯子结合时被紧密地粘接于电机芯子。
绕组线圈320是通过在绕线管筒310内部多次缠绕一线圈而制成的。
线圈以Z形方式、在底部311的纵向上、从底部311与第一侧壁部分312交会所在的角上或底部311与第二侧壁部分312交会所在的角上开始缠绕。在这方面,线圈是通过制成在第一斜壁315和第二斜壁317处的各阶梯面(F)在纵向上缠绕而沿水平方向配置的。
绕组线圈设置在绕线管筒310底部311以及第一和第二侧壁部分312和313形成的内部空间处。
最好是,绕线管筒310和盖罩330是通过模制整体成形的。
外芯100制成得以致由一“L”形通道部分111和在通道部分111一端内侧处以三角形状伸展的一延长部分112组成的各叠片110沿径向叠放以在绕线管筒300中造成一圆筒形状。
一个叠片110沿径向叠放,以致伸长部分112接触于绕线管筒300第一侧壁部分的第一斜壁315和通道部分111接触于绕线管筒300第一侧壁部分第一垂直壁316和盖罩的外表面,而一不同的叠片110沿径向叠放而接触于绕线管筒300第二侧壁部分的第二斜壁317和第二垂直壁318的以及盖罩330的外表面。
以这样的方式,许多叠片110沿径向叠放以在绕线管筒300的基础上造成一圆筒形状。
伸长部分112的端部和通道部分111的端部,设置在绕线管筒底部311两侧处,造成一极性部分113,形成一极,而各极性部分113之间的距离造成一极间距离Lb1。极间距离Lb1等同于绕线管筒底部311的宽度。
移动器400永久磁铁420的长度Lm1等同于绕线管筒底部311宽度Lb1-即各极性部分113之间的距离-与一个极性部分113的长度Lp1的总和。
内芯200制成为一圆筒形的叠放件,各矩形的叠片210,具有的长度等同于外芯100的长度,沿径向叠放而造成一圆筒形状。
图8是一种用于制作根据本发明优选实施例往复电机绕线管筒的方法流程图。
如图8之中所示,绕线管筒主体310,具有第一侧壁部分312和第二侧壁部分313-二者分别伸展到在预定宽度的环状底部311的两侧处具有倾斜段的一预定高度并在二者之间形成一空间,首先采用树脂模制而成。
而后,绕组线圈320是通过在形成于绕线管筒310内侧的空间之内缠绕线圈多次而被制成的。绕组线圈320设置在由绕线管筒310的底部311和第一与第二侧壁部分312与313形成的内部空间之内。
盖罩330其次模制于绕线管筒310以盖住绕组线圈320。盖罩330最好是由树脂制成。
现在将说明往复电机绕线管筒的操作效果及其制作方法。
首先,在往复电机中,当电流流向绕组线圈320时,流向绕组线圈320的电流围绕绕组线圈320会生成磁通。磁通沿着构成定子(S)的外芯100和内芯200流过形成一封闭回路。
沿着线圈320流动的电流的磁通与构成移动器400的永久磁铁420的磁通之间的相互作用使永久磁铁400在轴向移动。
当流向绕组线图320的电流方向改变时,形成在外芯100和内芯200处的磁通方向也随之改变,并因而,永久磁铁420在相反方向上移动。
当通过轮流改变方向而施加电流于绕组线圈320时,永久磁铁420沿直线并往复地移动在外芯100与内芯之间。于是,移动器40具有一种直线往复驱动力。这一过程与上述上一致。
在往复电机的绕线管筒300中,绕组线圈320是随着一线圈在其中被缠绕多次而形成的。因而,绕组线圈320可以容易地制作出来。此外,许多叠片110叠置在其中具有绕组线圈320的绕线管筒300上,借此制成外芯100,以致叠置叠片110的操作容易实现。其次,外芯110的亦即叠置成的整体的尺寸是精确的,并且易于从事尺寸制控。
倾斜壁部制成在绕线管筒310的第一和第二侧壁部分312和313处,而且由于各叠片110接触于倾斜壁部被叠置以形成外芯100,外芯各极部113之间的距离,亦即极间距离Lb1,减小了,导致构成移动器400的永久磁铁420长度Lm1的减小。
其次,由于各阶梯面(F)制成在绕线管筒的第一和第二侧壁部分312和313处,线圈不被推压即可缠紧。因而,缠绕在绕线管筒300内侧的绕组线圈的缠绕圈数可以相对增大。
绕线管筒300包括绕线管筒主体310和盖罩330,第一结合部314制成在绕线管筒主体310处,而第二结合部331制成在盖罩330处。而后,随着第一和第二结合部314和331被结合起来,盖罩330即结合于绕线管筒主体310。因而,各部分简单地结合起来而其结合状态是牢固的。
此外,由于突起散热片319制成在绕线管筒310的外表面上,所以叠置成的整体牢固地叠置在绕线管筒300处,亦即外芯100和绕线管筒是贴紧的,以致可以防止电机运转期间由于绕线管筒300与叠置成的整体之间的晃动所可能造成的振动噪声。
同时,至于往复电机绕线管筒的制作方法,在构成绕线管筒300的其上线圈被缠绕多次的绕线管筒主体310由树脂模制而成之后,则绕线管筒主体310和盖罩330被模制以使之形成一体。因而,生产过程很简单而结合状态保持牢固。
如此前所述,往复电机的绕线管筒及其制作方法具有许多优点。
比如,首先,绕组线圈和外芯可以容易地制成。
其次,由于构成移动器的永久磁铁的长度减小了,可以降低电机生产的单位成本以及提高其生产率。
对于本技术领域中的熟练人员来说,明显的是,可以在本发明材料表面上的等离子体聚合方面作出多种修改和变更而不脱离本发明的精神或范畴。因而,期望本发明包含此本发明的各种修改和变更在内,倘若它们处在所附各项权利要求及其对等事项的范畴之内。
Claims (10)
1.一种往复电机绕线管筒,包括:
一绕线管筒主体,具有一第一侧壁部分和一第二侧壁部分,它们分别伸向一预定的高度而在一预定宽度的环状底部的两侧处具有一倾斜段以借此在其中形成一预定的空间;
一绕组线圈,通过在一形成在绕线管筒主体内侧的所述预定的空间处缠绕一线圈若干次而制成;以及
一盖罩,与绕线管筒主体相结合以盖住绕组线圈。
2.按照权利要求1所述的绕线管筒,其中一第一结合部分制成在绕线管筒主体第一和第二侧壁部分各自端面处,而一第二结合部分制成在盖罩的内面处并与第一结合部分相结合。
3.按照权利要求2所述的绕线管筒,其中第一和第二结合部分是凹凸的以相互结合。
4.按照权利要求1所述的绕线管筒,其中许多凹槽制成在绕线管筒第一和第二侧壁部分的端面处,而许多突起在盖罩的下部表面处与各凹槽相结合。
5.按照权利要求1所述的绕线管筒,其中第一侧壁部分包括具有一预定厚度的一第一倾斜壁板,伸展开来而在底部的一侧处对于底部具有一预定的倾斜角度,以及一第一垂直壁板,在对于底部的垂直方向上从第一倾斜壁板伸展开来,而第二侧壁部分包括具有一预定厚度的一第二倾斜壁板,伸展开来而在底部的另一侧处对于底部具有一预定的倾斜角度,以及一第二垂直壁板,在对于底部的垂直方向上从第二倾斜壁板伸展开来。
6.按照权利要求5所述的绕线管筒,其中许多阶梯面制成在第一倾斜壁板和第二倾斜壁板的内表面处。
7.按照权利要求1所述的绕线管筒,其中第一侧壁部分包括一第一倾斜台阶壁板,以楼梯形状制成并在底部的一侧处具有一预定的厚度,以及一第一垂直壁板,在对于底部的垂直方向上从第一倾斜台阶壁板伸展开来,而第二侧壁部分包括一第二倾斜台阶壁板,以楼梯形状并在底部的一侧处具有一预定的厚度,以及一第二垂直壁板,在对于底部的垂直方向上从第二倾斜台阶壁板伸展开来。
8.按照权利要求1所述的绕线管筒,其中一种突起散热片制成在第一侧壁部分和第二侧壁部分的整个或部分外表面,以便在与电机芯部结合时贴紧于电机芯部。
9.按照权利要求1所述的绕线管筒,其中绕线管筒和盖罩是通过模制整体成形的。
10.一种用于制作往复电机绕线管筒的方法,包括以下各步骤:
首先模制绕线管筒主体,具有第一侧壁部分和第二侧壁部分,该两侧壁部分通过伸展到一预定高度并且在一预定宽度的环状底部的两侧处各具有一倾斜段而在主体中形成一预定空间;
通过在形成于绕线管筒主体内侧的空间处缠绕一线圈许多次而制成一绕组线圈;以及
其次模制与绕线管筒主体结合起来的盖罩以盖住绕组线圈。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR2001/21165 | 2001-04-19 | ||
| KR10-2001-0021165A KR100397557B1 (ko) | 2001-04-19 | 2001-04-19 | 왕복동식 모터의 보빈 및 그 제작방법 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN1437788A CN1437788A (zh) | 2003-08-20 |
| CN1282293C true CN1282293C (zh) | 2006-10-25 |
Family
ID=19708482
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CNB01811430XA Expired - Fee Related CN1282293C (zh) | 2001-04-19 | 2001-05-25 | 往复电机的绕线管筒及其制作方法 |
Country Status (10)
| Country | Link |
|---|---|
| US (1) | US6882075B2 (zh) |
| EP (1) | EP1380095B1 (zh) |
| JP (1) | JP3636453B2 (zh) |
| KR (1) | KR100397557B1 (zh) |
| CN (1) | CN1282293C (zh) |
| AT (1) | ATE476008T1 (zh) |
| BR (1) | BRPI0111745B1 (zh) |
| DE (1) | DE60142703D1 (zh) |
| ES (1) | ES2345975T3 (zh) |
| WO (1) | WO2002087060A1 (zh) |
Families Citing this family (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR100533043B1 (ko) * | 2002-11-01 | 2005-12-05 | 엘지전자 주식회사 | 왕복동식 압축기의 고정자 구조 및 제조 방법 |
| US7673157B2 (en) | 2002-12-21 | 2010-03-02 | Power-One, Inc. | Method and system for controlling a mixed array of point-of-load regulators through a bus translator |
| KR100518012B1 (ko) * | 2003-03-11 | 2005-09-30 | 엘지전자 주식회사 | 왕복동식 모터의 고정자 조립 구조 |
| KR100492594B1 (ko) * | 2003-08-11 | 2005-06-03 | 엘지전자 주식회사 | 왕복동식 모터의 보빈 구조 |
| KR100537011B1 (ko) * | 2003-11-21 | 2005-12-16 | 삼성광주전자 주식회사 | 리니어 모터 및 이를 갖춘 리니어 압축기 |
| US20050189824A1 (en) * | 2003-12-04 | 2005-09-01 | Lg Electronics Inc. | Reciprocating motor |
| KR20050094005A (ko) * | 2004-03-17 | 2005-09-26 | 삼성광주전자 주식회사 | 리니어 압축기 |
| US7038347B2 (en) * | 2004-05-03 | 2006-05-02 | Visteon Global Technologies, Inc. | Optimized alternator bobbin |
| KR100619731B1 (ko) * | 2004-07-26 | 2006-09-08 | 엘지전자 주식회사 | 왕복동모터 및 이를 구비한 왕복동식 압축기 |
| KR100747478B1 (ko) * | 2004-10-15 | 2007-08-09 | 엘지전자 주식회사 | 왕복동식 모터의 고정자 구조 |
| KR100585682B1 (ko) * | 2005-01-10 | 2006-06-07 | 엘지전자 주식회사 | 왕복동식 모터의 고정자 및 그 제조 방법 |
| JP4875363B2 (ja) * | 2006-01-10 | 2012-02-15 | 株式会社ケーヒン | 能動型防振支持装置 |
| EP2012409A2 (en) * | 2007-06-19 | 2009-01-07 | Hitachi, Ltd. | Rotating electrical machine |
| JP4980808B2 (ja) | 2007-07-06 | 2012-07-18 | 株式会社ケーヒン | 能動型防振支持装置 |
| KR101012948B1 (ko) * | 2009-02-12 | 2011-02-08 | 엘지전자 주식회사 | 리니어 모터의 고정자 |
| US20100314568A1 (en) * | 2009-06-15 | 2010-12-16 | South Bend Controls, Inc. | Solenoid coil |
| WO2019026423A1 (ja) * | 2017-08-01 | 2019-02-07 | 日本電産株式会社 | 構造体、ステータ、およびモータ |
Family Cites Families (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2892598A (en) * | 1956-05-24 | 1959-06-30 | Nat Supply Co | Cable drum grooving |
| JPS57166840A (en) * | 1981-04-02 | 1982-10-14 | Mitsubishi Electric Corp | Rotor for superconductive rotary electric machine |
| US4988055A (en) * | 1988-05-25 | 1991-01-29 | Nippondenso Co., Ltd. | Coil assembly for polygonal wire |
| US5174013A (en) * | 1988-06-16 | 1992-12-29 | Nippondenso Co., Ltd. | Winding apparatus and method which deforms the wire during winding |
| JP2800469B2 (ja) * | 1991-06-27 | 1998-09-21 | 三菱電機株式会社 | 電磁クラッチ用コイル及びその製造方法 |
| JP2941636B2 (ja) * | 1994-03-01 | 1999-08-25 | 株式会社日立製作所 | 車両用交流発電機の回転子 |
| KR0158474B1 (ko) * | 1994-11-30 | 1998-12-15 | 이형도 | 전동기의 고정자 코일 권선용 보빈 |
| JP3598581B2 (ja) * | 1995-05-19 | 2004-12-08 | 株式会社デンソー | 発電機の回転子コイルおよびその製造方法 |
| JPH09129436A (ja) * | 1995-10-26 | 1997-05-16 | Mitsubishi Eng Plast Kk | 巻線コイル用合成樹脂製ボビン |
| US5945748A (en) | 1997-04-29 | 1999-08-31 | Lg Electronics, Inc. | Linear motor structure for linear compressor |
| JPH11150900A (ja) * | 1997-09-12 | 1999-06-02 | Toshiba Corp | 電動機 |
| KR20000033113A (ko) * | 1998-11-19 | 2000-06-15 | 구자홍 | 모터용 코일 보빈 구조 |
| JP2000230578A (ja) * | 1998-12-08 | 2000-08-22 | Sanden Corp | 電磁クラッチ |
| JP2001045692A (ja) | 1999-08-03 | 2001-02-16 | Toyoda Mach Works Ltd | モータのコイル巻装構造 |
| JP2001057767A (ja) | 1999-08-11 | 2001-02-27 | Twinbird Corp | 電磁往復駆動機構 |
| DE10203709A1 (de) * | 2001-02-02 | 2002-10-02 | Lg Electronics Inc | Verfahren zur Kernlamellierung in einem Motor und deren Lamellierungsbauweise |
-
2001
- 2001-04-19 KR KR10-2001-0021165A patent/KR100397557B1/ko active IP Right Grant
- 2001-05-25 EP EP01934591A patent/EP1380095B1/en not_active Expired - Lifetime
- 2001-05-25 CN CNB01811430XA patent/CN1282293C/zh not_active Expired - Fee Related
- 2001-05-25 US US10/297,841 patent/US6882075B2/en not_active Expired - Lifetime
- 2001-05-25 BR BRPI0111745A patent/BRPI0111745B1/pt not_active IP Right Cessation
- 2001-05-25 ES ES01934591T patent/ES2345975T3/es not_active Expired - Lifetime
- 2001-05-25 WO PCT/KR2001/000880 patent/WO2002087060A1/en active Application Filing
- 2001-05-25 DE DE60142703T patent/DE60142703D1/de not_active Expired - Lifetime
- 2001-05-25 JP JP2002584460A patent/JP3636453B2/ja not_active Expired - Fee Related
- 2001-05-25 AT AT01934591T patent/ATE476008T1/de not_active IP Right Cessation
Also Published As
| Publication number | Publication date |
|---|---|
| EP1380095A1 (en) | 2004-01-14 |
| US6882075B2 (en) | 2005-04-19 |
| DE60142703D1 (de) | 2010-09-09 |
| ATE476008T1 (de) | 2010-08-15 |
| WO2002087060A1 (en) | 2002-10-31 |
| KR100397557B1 (ko) | 2003-09-17 |
| US20030137209A1 (en) | 2003-07-24 |
| CN1437788A (zh) | 2003-08-20 |
| KR20020081786A (ko) | 2002-10-30 |
| EP1380095B1 (en) | 2010-07-28 |
| BRPI0111745B1 (pt) | 2016-05-10 |
| JP3636453B2 (ja) | 2005-04-06 |
| BR0111745A (pt) | 2003-07-08 |
| JP2004520796A (ja) | 2004-07-08 |
| ES2345975T3 (es) | 2010-10-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN1282293C (zh) | 往复电机的绕线管筒及其制作方法 | |
| CN1302599C (zh) | 永久磁铁式回转电机 | |
| CN1284291C (zh) | 线性传动装置的叠层磁芯及其制造方法 | |
| CN1303745C (zh) | 往复式电动机 | |
| CN1140036C (zh) | 采用包含一内装永磁铁的转子的电动机 | |
| CN1255926C (zh) | 同步电动机和压缩机 | |
| US10170946B2 (en) | Motor having non-circular stator | |
| CN101053139A (zh) | 旋转电机以及装载有该电机的汽车 | |
| CN1215942A (zh) | 永久磁铁转子型电动机 | |
| CN1543042A (zh) | 轴向空隙型电动机 | |
| CN1889342A (zh) | 线性电机以及使用它的线性压缩机 | |
| CN1750358A (zh) | 电机定子及其制造方法 | |
| CN101043157A (zh) | 永磁体嵌入式旋转电机、车辆空调器用马达和封闭式电动压缩机 | |
| CN1379529A (zh) | 用于旋转磁场电机的定子线圈结构及其制造方法 | |
| CN1956292A (zh) | 换向器马达 | |
| CN1256800C (zh) | 往复式电机 | |
| CN1835339A (zh) | 三相爪极型电机 | |
| CN1471217A (zh) | 无刷电动机及具有该电动机的密封型压缩机 | |
| CN1838508A (zh) | 旋转电机 | |
| CN1301078A (zh) | 单相无刷电动机 | |
| CN1897407A (zh) | 小型直流电动机 | |
| CN1759522A (zh) | 往复式电机的定子 | |
| CN1649243A (zh) | 回转式电动机 | |
| CN1516325A (zh) | 直流电动机通电装置及使用直流电动机通电装置的阀装置 | |
| CN1217470C (zh) | 驱动装置和光量控制器 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20061025 Termination date: 20200525 |
|
| CF01 | Termination of patent right due to non-payment of annual fee |