CN1209226C - 可控制角度的人工磨刀器 - Google Patents
可控制角度的人工磨刀器 Download PDFInfo
- Publication number
- CN1209226C CN1209226C CNB021009953A CN02100995A CN1209226C CN 1209226 C CN1209226 C CN 1209226C CN B021009953 A CNB021009953 A CN B021009953A CN 02100995 A CN02100995 A CN 02100995A CN 1209226 C CN1209226 C CN 1209226C
- Authority
- CN
- China
- Prior art keywords
- spigot surface
- knife sharpener
- blade
- face
- grinding component
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24D—TOOLS FOR GRINDING, BUFFING OR SHARPENING
- B24D15/00—Hand tools or other devices for non-rotary grinding, polishing, or stropping
- B24D15/06—Hand tools or other devices for non-rotary grinding, polishing, or stropping specially designed for sharpening cutting edges
- B24D15/08—Hand tools or other devices for non-rotary grinding, polishing, or stropping specially designed for sharpening cutting edges of knives; of razors
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Finish Polishing, Edge Sharpening, And Grinding By Specific Grinding Devices (AREA)
Abstract
一种人工磨刀器带有角度控制结构。该结构包括一个带有导向面的导向件,导向面与研磨部件的研磨表面之间形成一个角度。当刀片被插入到研磨表面和导向面之间的时候,刀片推压导向面,使得导向面沿着垂直于导向面的方向移动,从而运动就是在一个平面内的侧向移动,导向件没有旋转或扭曲。这样,不管导向件移动到什么程度,导向面和研磨表面之间的角度保持不变。
Description
技术领域
本发明涉及一种磨刀器,尤其涉及一种可控制角度的磨刀器。
背景技术
很多种人工磨刀器已经使用很长时间了,但是它们中大多数是令人失望的,因为它们都没有提供任何精确装置来控制磨刀角度。角度控制对于产生超锋利刀刃的重要性已经被例如美国专利5390431和4627194所认识了。
在其它所描述的人工磨刀器中,磨刀角度的控制是通过使用夹紧装置或刀架来实现的,刀被固定在上述机构中并受到物理约束,从而当夹紧装置或刀架相对于研磨表面沿一个预定方向运动的时候,使得刀刃面能保持与磨刀表面平行。使用夹紧装置或刀架来控制磨刀角度的一个主要缺点是这些装置本身的粗笨和不方便。
这样的刀架的例子是美国专利2652667,申请人是C.D.Arnold,它描述了一种磨刀器,其中刀被设置在一个刀刃夹具上,当刀刃面与磨刀石接触时,该夹具沿着与磨刀石表面平行的方向运动。刀被楔进刀刃夹具中,刀刃夹具使刀与研磨表面成一定的角度。另一个例子是美国专利3882642,申请人是C.S.Sykes,其描述了另一种与磨刀石表面平行移动的夹具。当夹具沿着与研磨表面平行的方向运动的时候,刀与夹具不可移动地固定在一起。当刀刃夹具移动的时候,刀刃与其一起移动,并且与研磨表面接触。
发明内容
本发明涉及一种对各种不同人工磨刀器进行方便、精确的角度控制的技术。
人工磨刀器的好处是它们简单、便于携带和使用方便。下面所要描述的新的导向结构除了具有上述优点,还能控制刀手动旋转并且它的控制完全不使用任何夹紧装置和刀架,另外它在每个行程中都能保持一致的磨刀角度。这个新的概念能广泛用于不同的物理结构,并能与任何已知的研磨表面配合。
角度控制的新型结构包括一个可移动的物理线性导向面,刀面手动地定位在导向面上并且手动可移动地与导向面接触,这时刀刃面手动地在研磨表面上横向移动。可移动的线性面的轴只能沿着垂直于线性导向面的方向移动,这样可移动线性导向面的轴线在移动时始终保持与它以前的定位相平行。当刀刃面沿着或者穿过研磨表面移动时,通过手动将刀面与线性导向面可滑动地完全接触并且定位在线性导向面上,就可以保证良好的磨刀角度控制并且产生非常锋利的边缘。磨料的磨粒尺寸和种类可根据刀口的钝度来选择或大或小的硬度。通过改变线性导向面和磨刀表面之间的角度,可以变化磨刀角度以适应使用者的要求。对刀的研磨能在磨刀角度逐渐增大和磨粒逐渐精细的一个或者多个阶段中进行,从而获得一个或多个刀刃面角度,并提高最终刀刃的完美性。
线性导向面可以定位在磨料的前面,可以被使用者看到,也可以在磨料的后面,或者在研磨平面的中间。在后面一种情况下,磨料可以定位在线性导向面的前面和后面。
附图说明
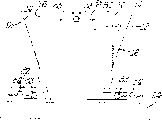
图1是本发明中人工磨刀器的正视图;
图2是图1中磨刀器的俯视图;
图3是处于不同操作阶段与图1相似的正视图;
图4是刀与图1-3中所示磨刀器各部分之间关系的示意图;
图5是本发明中一个改进的磨刀器的类似图1的视图;
图6是图5中的磨刀器在一个不同的操作阶段中的类似图5的视图;
图7是本发明另外一个形式的磨刀器的正视图;
图8是图7中的磨刀器的俯视图;
图9是另一个形式的磨刀器的类似图1、5和7的视图;
图10是本发明另一个实施例的磨刀器的正视图;
图11是图10中磨刀器的俯视图。
具体实施方式
上述附图表示了在靠近研磨表面带有导向面的磨刀器,这样刀能靠在导向面上,并能在研磨表面上移动以研磨刀刃。在这里所示的不同实施例中,线性导向面可沿着垂直于所在平面的方向移动,同时线性导向面在移动的各个位置都可以与其最初的平面保持平行。这样,线性导向面所进行的是侧向运动而不会有角度的改变。这个运动与下面的运动相比截然不同,即刀面的线性导向面是笨重的夹具或者刀架的一部分,并且线性导向面的移动与研磨表面上刀的接触点所在平面完全平行。
图1-3表示的是本发明的一种实施例的人工磨刀器10。所示的是导向结构和磨刀结构之间的关系。其它的特征例如外壳并没有表示出来。
如图1-3所示,一对研磨部件12、12彼此成角度的设置。每个研磨部件都有研磨表面14、14。刀16设置在研磨表面14和导向件20的线性导向面18之间的空间中。如图4所示,研磨表面14和线性导向面18之间的角度A决定了刀刃面22被研磨的角度。每个研磨部件12、12可以相对于另一个研磨部件设置成相同或者不同的角度和/或可以包括具有不同研磨功能的不同形式的研磨表面。研磨部件的截面可以为圆形、椭圆形、矩形或三角形,不同的表面或区域可以覆盖不同的磨粒尺寸,这样如果需要的话当刀刃面与上述部件接触时就可以有更替表面。
如图1-3所示,一个固定的支撑结构24上固定安装着支撑柱26。导向件20通过连杆28、28设置在支撑柱26上,连杆的一头被枢销30可旋转地连接到支撑柱26上,另一头被销32可旋转地连接到导向件20上。设置在支撑结构24和导向件20上的弹簧34可以在没有力施加到导向件20的情况下保持或者偏压导向件20处于中间位置。可以用配重来代替弹簧实现同样的功能。
如图1和3对比所示,当刀片16向下进入导向面18和研磨表面14之间的空间中并被保持得使刀面与导向面18完全接触时,就有一个力侧向推动导向件20。这就导致当刀刃向下移动的时候,刀16的表面36与导向面18完全滑动接触。刀刃面22与研磨表面14保持良好接触并因此而改变结构并被磨削。重要的是,当刀片16沿着导向件20移动的时候,如图3所示,刀片就会将导向件20移动到左边。然而导向面的平面始终保持垂直。这样,导向件20的运动就是单独的侧向运动,相对于研磨表面不会有任何的旋转或者角度变化。刀面36也始终与导向面18滑动接触,刀刃面22也与磨刀表面14的平面保持相同的角度。
因为导向件20通过等长的可旋转连杆28、28而安装在固定支撑柱10上,所以导向件20就可以侧向移动。图3表示了导向件20被移动到左侧,同时复位弹簧34、34也跟着移动。当刀片16位于左侧导向面18和左侧研磨表面14之间的时候,导向件20按照图3所示的方式运动,但是方向相反,也就是说向右。随后刀刃面22背面的刀片16的刀刃面就会按照上述同样的方式被研磨。
图5-6描述的是一种改进了的磨刀器10A。如图所示,有一对研磨部件12、12,每一个都有一个研磨表面14。刀片16位于研磨表面14和导向件40的导向面38之间。如图所示,两个这样的导向件40、40上都有线性导向面38。这两个间隔的导向件40、40通过相交的连杆42、42连接在一起,连杆42、42能通过销44在中心位置旋转。一个T形的支撑柱46固定在底座或者固定支撑24上。支撑柱46包括一对细长槽48、48。每个连杆42、42的一端都有一个销或者其它部件50以便在各自的槽48中移动。每个连杆42、42的另一端带有一个销或其它部件52、52以便在各自的导向件40的细长槽54中移动。一对弹簧56、56将连杆42、42连接在一起,如图5所示,这样销52、52就会处在槽54、54中的最下端位置。
当刀片16插入到研磨表面14和导向面38间的时候,如图5-6所示,相应的导向件40向左侧移动,这样可以使连杆42、42旋转,并能如图6所示使两个导向件40、40更加接近。这样就会导致与图1-4相同的运动,导向面横向线性移动,而刀片在导向件40移动的所有阶段中手动地保持着与研磨部件12和导向件40的滑动接触。
虽然本发明中的研磨表面14处于标称垂直结构中,可以理解的是当整个结构旋转任何角度包括90°时,本发明的所有实施例都可以实现。通过旋转整个系统,研磨表面可以变成水平。可以调整弹簧的位置来优化依靠角度重新定位的导向机构的性能。这样,根据本发明,组成成分不必是标称垂直结构,只要无论在完全垂直、完全水平或者一个中间角度状态下,导向件的运动或者移动保持同样的角度定位,并且在移动过程中导向面没有任何旋转或枢转。
图7-8显示的是本发明另一种磨刀器10B。如图所示,一个固定部件或者固定连杆58设置在固定底座24上,连杆末端60用合适的形式固定在底座24上。一个套管以支撑块61的形式可滑动地设置在固定连杆58上。一个复位弹簧64、64定位在支撑块或者滑动轴承61两侧来将支撑块推进到中间定位位置。导向件66能通过各种装置包括粘合剂或者在导向件66末端的键68而固定在支撑块61上。键68定位在键槽62中。支撑块61可以在连杆58上滑动,而不会有任何旋转运动,这是通过合适的连接例如键/键槽或者通过连杆58是非圆形截面而块61具有能允许连杆58伸展的互补形状的通道来实现的。因为导向件66和块61是互连的,所以导向件66就携带块61一起运动。
当刀片16被插入研磨表面14和导向面70之间的区域,如图7中实线所示,导向件66就处于名义上的中间位置。当刀片向下移动时,如图7中虚线所示,向下的运动就会引起导向件66和支撑块61移动到左侧,还是如图7虚线所示。在这个运动过程中,在左侧的弹簧64被压缩。当需要研磨刀片16的另一个刀刃面的时候,刀片被插入到磨刀器10B的左边部分,进行相反的过程。
图9表示的是与图7-8中的磨刀器相似的另一种磨刀器10C。如图9所示,为了取代图7-8中板状的单独导向件,图9中的导向件72是一个大致T形的支撑件,其下端固定在支撑块61中。块61按照与图7中相同的方式设置在连杆58上。一个轴74定位在导向件72的两侧。每个轴74的上端与导向件72进行轴颈连接,轴74的下端以合适的方式插入滑动块61中。在图9所示的实施例中,每个轴74都通过一个导辊76而伸展。这样,导向面就实际上是细长辊子76的外表面78。
磨刀器10C的工作方式与图7-8中的磨刀器10B的相似。当刀片16进入由研磨表面14和辊子76的外表面78所构成的空间中时,整个导向件72的移动将产生。这样,当刀片16上的力引起与导向件72刚性连接的滑动轴承61移动的时候,在连杆58上使用滑动轴承或滑动块61就可以使图9中的导向件72侧向移动。这样导向件72就沿着垂直于它导向面的方向移动,滑动轴承61在连杆58上的良好对准保证了导向面78总是平行于它最后和以后由垂直移动所引起的位置。
弹簧64用来当刀片16移走的时候使导向件72回到中间位置。弹簧也可以用在这里其它实施例中,以便帮助保持导向面的平行运动。
线性导向面的表面设计对于减少在刀面上的划伤来说是很重要的,当刀刃面22在研磨表面14上移动接触的时候,该刀面将在线性导向面上。在线性导向面上使用植绒涂层或者聚合涂层可以减少划伤。例如辊子76的辊子可以被用来形成或者组成线性导向面。当刀面沿着它们的表面线性移动的时候,这样的辊子可以旋转,这样就可以减少或者消除刀面的划伤。如果需要的话,辊子的表面可以是塑料、橡胶或者植绒以便减少划伤。
图9还示出了这种变型,其中设置在导向结构或者导向件72上的线性辊子76作为导向面78。与表面78滑动接触的刀面36以及辊子76的滚动作用减少了当刀在导向面78和研磨表面14之间向前移动的时候在刀面36上产生的摩擦。一系列小的辊子或滚珠也可以用来代替单个的辊子。
另一种带有导向件80的磨刀器的物理结构在图10-11中表示。这种带有平行导向面36的导向件80由三个辊子83支撑,辊子83连接到导向件80上,并随着它一起移动。辊子83沿着支撑结构81移动,一个辊子在中心支撑结构81上,另两个在连接在底座24的侧向延伸结构82的下面。辊子的三角形结构保证了导向件只能沿着垂直于导向面36的方向移动。辊子83外圆可以有凹槽以便能保证辊子可靠地安装在支撑结构81、82上。刀片16插入到导向面36和研磨表面14之间,刀面平行于导向面36并与之接触。当刀片向下移动超过接触点,如图10所述,导向件80就会移动到左侧。相反,当被插入并沿着反向导向面36移动的时候,导向件80就移动到右侧。当刀片离开的时候,连接到导向件80及支撑延伸结构82的弹簧84就会作用以使导向件返回至中间位置。设置在支撑结构81上的止块85可以用来限制导向件在两个这样的止块之间的移动。
在上述每个结构中,可以使用磁性材料或者结构来对准导向面以便获得在刀面和导向面之间适当的磁性吸引,从而帮助使用者将刀面与导向面保持良好的接触。磁性结构的磁性不要大到阻止刀面沿着导向面移动的程度。
上述不同的结构只是示范性的结构,它们可以允许导向面沿着垂直于导向面的轴线移动,并保证导向面与它以前的方位保持平行。
Claims (31)
1.一种磨刀器,在刀片的至少一个面上具有刀刃面以形成刀刃,所述磨刀器包括:
支撑结构,其上安装至少一个具有研磨面的细长研磨部件;
刀片导向机构,其包括安装在靠近所述细长研磨部件的所述研磨表面的侧向向外处的伸出的可移动导向面,当所述刀刃面与所述细长研磨部件的所述研磨表面相接触时,所述导向面本身穿过所述刀刃面的伸出表面,当手动向刀片表面施加压力,使所述可移动导向面沿垂直于所述导向面的方向运动时,所述可移动导向面与所述刀片表面滑动接触,刀片的所述刀刃面定位和保持在期望的磨削角度,并与所述细长研磨部件的所述研磨表面保持接触,并且当所述导向面从一个位置移到另一位置时,所述导向面与其中间位置平行。
2.如权利要求1所述的磨刀器,其中,所述导向机构包括定位结构,以形成所述可移动导向面的中间位置,并且当所述导向面从中间位置移开时,提供恢复力,使所述导向面返回到所述中间位置。
3.如权利要求2所述的磨刀器,其中,所述定位结构是至少一个弹簧。
4.如权利要求1所述的磨刀器,其中,所述研磨部件和所述导向面构成第一组,第二研磨部件和第二导向面构成第二组,第二组被安装成与第一组成镜像关系,并且,所述导向机构还控制所述第二组的所述导向面的运动。
5.如权利要求1所述的磨刀器,包括安装在底座上的固定部件,所述导向机构包括安装在所述固定部件上的滑动支撑件,并且所述可移动导向面被安装在所述滑动支撑件上。
6.如权利要求5所述的磨刀器,包括至少一个安装在所述固定部件上位于所述滑动支撑件每一侧的弹簧件,用于使所述滑动支撑件回到其中间位置。
7.如权利要求6所述的磨刀器,其中,所述固定部件是固定到底座上的连杆,并且所述滑动支撑件是可滑动地套装在所述连杆上的套筒。
8.如权利要求1所述的磨刀器,其中,所述可移动导向面是安装在所述导向机构上的可转动辊子的外表面。
9.如权利要求1所述的磨刀器,其中,所述可移动导向面是一个板的边。
10.如权利要求1所述的磨刀器,其中,一个磁性结构与所述可移动导向面对准。
11.如权利要求1所述的磨刀器,其中,所述研磨部件被固定地、不旋转地安装。
12.一种磨刀器,在刀片的至少一个面上具有刀刃面以形成刀刃,所述磨刀器包括:
支撑结构,其上安装至少一个具有研磨面的倾斜的细长研磨部件;
刀片导向机构,其包括安装在靠近所述细长研磨部件的所述研磨表面的侧向向外处的伸出的可移动的基本竖直的导向面,当所述刀刃面与所述倾斜细长研磨部件的所述研磨表面相接触时,所述导向面本身穿过一个水平穿过所述刀刃面的平面,当手动向刀片表面施加压力,使所述可移动导向面沿垂直于所述导向面的方向移动时,所述可移动导向面与所述刀片表面滑动接触,刀片的所述刀刃面定位和保持在期望的磨削角度,并与所述细长研磨部件的所述研磨表面保持接触,并且当所述导向面从一个位置移到另一位置时,所述导向面与其中间位置平行。
13.如权利要求12所述的磨刀器,其中,所述倾斜研磨部件和所述基本竖直导向面构成第一组,第二倾斜研磨部件和第二基本竖直导向面构成第二组,第二组被安装成与第一组成镜像关系,并且,所述导向机构还控制所述第二组的所述导向面的运动。
14.如权利要求13所述的磨刀器,包括安装在所述支撑结构上的竖直结构,并且所述竖直结构包括至少一个辊子,以支撑所述第一和第二可移动的基本竖直的导向面,并且以下述方式控制所述导向面对齐,即利用手动通过所述刀片的所述表面施加给所述导向面压力,使每个所述可移动导向面沿与所述导向面垂直的方向运动。
15.如权利要求12所述的磨刀器,包括至少一个与所述竖直导向面和所述支撑结构相连的弹簧,使得当刀片表面与所述竖直导向面脱离接触时,所述竖直导向面恢复到中间位置。
16.如权利要求12所述的磨刀器,其中,所述研磨部件被固定地、不旋转地安装。
17.一种人工磨刀器,在刀片的至少一个面上具有刀刃面以形成刀刃,所述磨刀器包括:
支撑结构,其上安装第一细长研磨部件和与之成镜像关系的第二细长研磨部件,所述细长研磨部件彼此间隔开,每个所述细长研磨部件具有研磨面;
刀片导向机构,包括可移动的第一伸出导向面和与之成镜像关系的可移动的第二伸出导向面,所述第一伸出导向面安装在靠近所述第一细长研磨部件的所述研磨表面的侧向向外处,所述第二伸出导向面安装在靠近所述第二细长研磨部件的所述研磨表面的侧向向外处,当所述刀刃面与倾斜细长研磨部件的研磨表面相接触时,每个所述导向面本身穿过所述刀刃面的伸出平面,所述导向面相互连接进行共同运动,从而当一个所述导向面朝向或离开其研磨表面运动时,另一个所述导向面运动,当手动向刀片表面施加压力,使所述导向面沿垂直于所述导向面的方向从一个位置运动到另一位置时,每个所述导向面与所述刀片表面滑动接触,刀片的所述刀刃面定位和保持在期望的磨削角度,并与细长研磨部件的研磨表面保持接触,并且,当所述导向面从一个位置移到另一位置时,每个所述导向面与其中间位置平行。
18.如权利要求17所述的磨刀器,其中,所述导向机构包括具有一对平行边的板,每个所述边包括一个相应的所述可移动导向面,所述导向机构被相对应地安装,以根据所述第一研磨部件和所述第二研磨部件中用作所述刀片的磨刀器的研磨部件来使所述导向机构移向或离开所述第一研磨部件和所述第二研磨部件的每个所述伸出平面。
19.如权利要求18所述的磨刀器,其中,所述导向机构包括一对可自由运动的细长平行支撑连杆,并且每个所述连杆通过其一端可枢转地连接到所述板上,并且通过其另一端可枢转地连接到所述支撑结构上。
20.如权利要求19所述的磨刀器,其中,所述支撑结构包括底座和刚性安装在所述底座上的固定部件,并且所述连杆可枢转地安装到所述固定部件上。
21.如权利要求20所述的磨刀器,其中,当所述磨刀器处于其中间位置时,所述连杆彼此对齐,并且在所述第一和第二研磨部件之间相对所述固定部件对中。
22.如权利要求17所述的磨刀器,包括弹簧定位结构,以形成所述可移动导向面的中间位置,并且当每个所述导向面从所述中间位置离开后,提供恢复力使所述导向面回到所述中间位置。
23.如权利要求17所述的磨刀器,其中,所述导向机构包括两个间隔开的板,每个所述板具有外边缘,包括所述第一和第二导向面,每个所述导向面布置成朝向其各自的研磨表面,所述导向机构包括一对连杆,所述连杆一起在中心沿所述每个所述长度方向枢转,每个所述连杆通过其一端安装到对应的一个所述板上,并且通过其另一端安装到所述支撑结构上。
24.如权利要求23所述的磨刀器,其中,所述支撑结构包括底座和安装在所述底座上的支撑柱,所述支撑柱具有间隔开的对齐的细长槽,通过安装在所述间隔开的对齐的细长槽中的销,所述连杆被安装在所述支撑柱上,每个所述板具有细长槽,所述板上的所述细长槽彼此平行,通过可滑动地安装在所述板的所述细长槽中的销,每个所述连杆被安装到相应的板上,并且所述连杆被可滑动地安装到所述间隔开的对齐的细长槽上。
25.如权利要求24所述的磨刀器,其中,弹簧件偏压和连接到中间位置。
26.如权利要求17所述的磨刀器,包括安装在底座上的固定部件,所述导向机构包括安装在所述固定部件上的滑动支承座,并且所述可移动导向面被安装到所述滑动支承座上。
27.如权利要求26所述的磨刀器,包括弹簧件,其安装在所述固定部件上所述滑动支承座的每一侧,对所述滑动支承座施力使其回到中间位置。
28.如权利要求27所述的磨刀器,其中,所述固定部件是固定到所述底座上的杆,并且所述滑动支承座是可滑动地套装在所述连杆上的套筒。
29.如权利要求28所述的磨刀器,其中,所述导向件具有一对彼此平行安装的细长辊子,并且每个所述辊子具有包括所述可移动导向面的外表面。
30.如权利要求17所述的磨刀器,其中,每个所述可移动导向面是安装在所述刀片导向机构上的可转动辊子的外表面。
31.如权利要求30所述的磨刀器,其中,所述支撑结构包括竖直中心部和侧向延伸结构,所述辊子包括安装在所述侧向延伸结构上的辊子。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US26098001P | 2001-01-11 | 2001-01-11 | |
| US60/260,980 | 2001-01-11 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN1367065A CN1367065A (zh) | 2002-09-04 |
| CN1209226C true CN1209226C (zh) | 2005-07-06 |
Family
ID=22991467
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CNB021009953A Expired - Fee Related CN1209226C (zh) | 2001-01-11 | 2002-01-11 | 可控制角度的人工磨刀器 |
Country Status (9)
| Country | Link |
|---|---|
| US (1) | US6726551B2 (zh) |
| EP (1) | EP1223006B1 (zh) |
| JP (1) | JP2002224937A (zh) |
| CN (1) | CN1209226C (zh) |
| AU (1) | AU783401B2 (zh) |
| BR (1) | BR0202245A (zh) |
| CA (1) | CA2367189A1 (zh) |
| DE (1) | DE60211226D1 (zh) |
| HK (1) | HK1049462B (zh) |
Families Citing this family (37)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6595837B2 (en) * | 2000-04-10 | 2003-07-22 | Whirlpool Corporation | Sharpening stand for a cutlery device |
| US7287445B2 (en) | 2003-03-27 | 2007-10-30 | Edgecraft Corporation | Apparatus for precision steeling/conditioning of knife edges |
| EP1606077B1 (en) * | 2003-03-27 | 2008-10-29 | Edgecraft Corporation | Precision means for sharpening and creation or microblades along cutting edges |
| US8430720B2 (en) | 2003-03-27 | 2013-04-30 | Edgecraft Corporation | Apparatus for precision steeling/conditioning of knife edges |
| US7517275B2 (en) * | 2003-03-27 | 2009-04-14 | Edgecraft Corp. | Apparatus for precision steeling/conditioning of knife edges |
| AU2004230315B2 (en) * | 2003-04-17 | 2010-06-03 | Lee Valley Tools Ltd. | Honing guide assembly |
| DE112004001505B4 (de) * | 2003-08-13 | 2018-02-08 | Edgecraft Corp. | Manuelle Schärfvorrichtung |
| US20060040598A1 (en) * | 2004-08-20 | 2006-02-23 | Rudolf Koppe | Precision sharpener tool |
| US7467991B2 (en) * | 2004-10-22 | 2008-12-23 | Gb Ii Corporation | Knife sharpener |
| US7488241B2 (en) * | 2005-09-30 | 2009-02-10 | Edgecraft Corp. | Precision control of sharpening angles |
| DE112007000451B4 (de) * | 2006-02-23 | 2020-08-20 | Edgecraft Corp. | Messerschärfer mit verbesserten Messerführungen |
| US7413504B2 (en) * | 2006-10-20 | 2008-08-19 | Michael Lytinas | Blade sharpening device with blade contour copying device |
| US7686676B2 (en) * | 2007-04-18 | 2010-03-30 | Edgecraft Corporation | Precision sharpener for hunting and Asian knives |
| DE202009014935U1 (de) * | 2009-03-04 | 2010-09-23 | Friedr. Dick Gmbh & Co. Kg | Schärfvorrichtung für Messerklingen |
| US20100304646A1 (en) * | 2009-05-15 | 2010-12-02 | Michael Lytinas | Blade sharpening device |
| EP2461940B1 (en) * | 2009-08-07 | 2014-09-10 | Edgecraft Corporation | Novel, sharpeners to create gross-grind knife edges |
| CN102079058B (zh) * | 2010-12-01 | 2012-11-21 | 清华大学 | 钢板表面磁吸附升降式磨削装置 |
| CN102642165B (zh) * | 2011-02-18 | 2016-05-11 | 杭州泰科实业有限公司 | 地漏保温板的磨削装置及其磨削方法 |
| US20130267153A1 (en) * | 2012-04-06 | 2013-10-10 | Hans-Peter Zahnd | Grinding machine |
| US9289874B1 (en) * | 2012-05-03 | 2016-03-22 | Daniel B. Sabo | Modular honing guide system |
| US9216488B2 (en) * | 2013-05-08 | 2015-12-22 | Clay A. Allison | Adjustable sharpening apparatus and method for cutting implements |
| US11052512B1 (en) | 2013-05-08 | 2021-07-06 | Clay A. Allison | Adjustable knife sharpener and clamping assembly |
| US10744614B1 (en) | 2013-05-08 | 2020-08-18 | Clay A. Allison | Adjustable sharpening apparatus and method for cutting implements |
| US9469014B2 (en) * | 2013-11-26 | 2016-10-18 | Wolff Industries, Inc. | Conditioning device for conditioning a blade |
| CN105710792A (zh) * | 2016-01-25 | 2016-06-29 | 田新明 | 一种快速磨刀石 |
| CN108568709A (zh) * | 2017-03-09 | 2018-09-25 | 林国平 | 蛤刃刀磨制方法 |
| EP3415271B1 (de) * | 2017-06-12 | 2022-08-17 | Josef Luber | Messerschleifvorrichtung |
| DE102017011680A1 (de) * | 2017-12-18 | 2019-06-19 | Zwilling J. A. Henckels Aktiengesellschaft | Messerschärfvorrichtung |
| CN110052977A (zh) * | 2018-01-19 | 2019-07-26 | 尹金树 | 手磨磨刀具 |
| EP3976313A4 (en) | 2019-05-29 | 2023-06-14 | Darex, Llc | SHARPENER WITH MANUAL FINISHING STAGE |
| CN110815072B (zh) * | 2019-11-12 | 2021-09-14 | 深圳市黄金庄园科技有限公司 | 一种磨刀口可移动的磨刀器 |
| US11565375B2 (en) | 2019-12-18 | 2023-01-31 | Aob Products Company | Sharpening device |
| CN113021187B (zh) * | 2021-02-26 | 2022-05-03 | 浙江大学山东工业技术研究院 | 一种刀片自动化打磨机构 |
| US11376713B1 (en) | 2021-03-09 | 2022-07-05 | Sharkninja Operating Llc | Knife sharpening systems |
| US11897076B2 (en) | 2021-04-20 | 2024-02-13 | Clay A. Allison | Knife sharpener with clamping assembly |
| CN115194565B (zh) * | 2022-07-21 | 2024-01-26 | 余姚市诺顿电器有限公司 | 一种磨刀器 |
| CN116175288B (zh) * | 2023-04-27 | 2023-08-25 | 中国机械总院集团宁波智能机床研究院有限公司 | 一种可转位刀片自动定位装置 |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB1343025A (en) * | 1970-10-13 | 1974-01-10 | Parr W G | Sharpening of blades |
| US4897965A (en) * | 1984-03-12 | 1990-02-06 | Friel Daniel D | Knife sharpening apparatus |
| US5404679A (en) * | 1984-03-12 | 1995-04-11 | Edgecraft Corporation | Portable manual sharpener for knives and the like |
| US4627194A (en) * | 1984-03-12 | 1986-12-09 | Friel Daniel D | Method and apparatus for knife and blade sharpening |
| US5582535A (en) * | 1992-06-18 | 1996-12-10 | Edgecraft Corporation | Method and apparatus for knife and blade sharpening |
| US5390431A (en) * | 1992-06-18 | 1995-02-21 | Edgecraft Corporation | Method and apparatus for knife and blade sharpening |
| US5478272A (en) * | 1994-07-07 | 1995-12-26 | Cozzini, Inc. | Blade sharpening apparatus |
| US5620359A (en) * | 1994-10-07 | 1997-04-15 | Cuisine De France, Ltd. | Knife sharpener |
| US6113476A (en) * | 1998-01-08 | 2000-09-05 | Edgecraft Corp. | Versatile ultrahone sharpener |
-
2001
- 2001-12-18 US US10/023,190 patent/US6726551B2/en not_active Expired - Lifetime
-
2002
- 2002-01-08 JP JP2002001444A patent/JP2002224937A/ja active Pending
- 2002-01-08 AU AU10083/02A patent/AU783401B2/en not_active Ceased
- 2002-01-10 CA CA002367189A patent/CA2367189A1/en not_active Abandoned
- 2002-01-10 BR BR0202245-1A patent/BR0202245A/pt not_active IP Right Cessation
- 2002-01-11 EP EP02000693A patent/EP1223006B1/en not_active Expired - Lifetime
- 2002-01-11 CN CNB021009953A patent/CN1209226C/zh not_active Expired - Fee Related
- 2002-01-11 DE DE60211226T patent/DE60211226D1/de not_active Expired - Lifetime
-
2003
- 2003-03-04 HK HK03101579.4A patent/HK1049462B/zh not_active IP Right Cessation
Also Published As
| Publication number | Publication date |
|---|---|
| AU1008302A (en) | 2002-07-18 |
| HK1049462A1 (en) | 2003-05-16 |
| EP1223006A3 (en) | 2004-01-21 |
| EP1223006A2 (en) | 2002-07-17 |
| CA2367189A1 (en) | 2002-07-11 |
| DE60211226D1 (de) | 2006-06-14 |
| HK1049462B (zh) | 2006-02-24 |
| US6726551B2 (en) | 2004-04-27 |
| CN1367065A (zh) | 2002-09-04 |
| US20020094768A1 (en) | 2002-07-18 |
| AU783401B2 (en) | 2005-10-20 |
| JP2002224937A (ja) | 2002-08-13 |
| EP1223006B1 (en) | 2006-05-10 |
| BR0202245A (pt) | 2002-10-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN1209226C (zh) | 可控制角度的人工磨刀器 | |
| CN1192841C (zh) | 管子切割刀具 | |
| CN101497174B (zh) | 弧面打磨抛光机 | |
| DE112013002353T5 (de) | Außenumfangspoliervorrichtung für scheibenförmige Werkstücke | |
| US4109419A (en) | Ice skate sharpening devices | |
| CN217143456U (zh) | 打磨机构和轨道打磨设备 | |
| JP2001219348A (ja) | ガラス板の周縁を研削する方法及びその装置 | |
| CN1209227C (zh) | 用于磨削凹槽的设备的工作台 | |
| CN1148823A (zh) | 沿工件引导工具移动的走架 | |
| US11897076B2 (en) | Knife sharpener with clamping assembly | |
| TWI666088B (zh) | 自動研磨裝置 | |
| CN210632371U (zh) | 一种砂纸上胶装置 | |
| CN208841126U (zh) | 一种磨光机 | |
| CN218341730U (zh) | 一种用于打磨型材的砂带机 | |
| CN113172516A (zh) | 一种用于具有角度调节功能模具用的打磨装置 | |
| CN112320335A (zh) | 一种旋转夹持机构 | |
| GB2405608A (en) | Honing apparatus | |
| CN111360687B (zh) | 自动研磨装置 | |
| US4071015A (en) | Wheel dressing device | |
| KR102375419B1 (ko) | 롤형 공작물의 슈퍼피니싱장치 | |
| CN2161419Y (zh) | 一种玻璃磨边机 | |
| CN218658414U (zh) | 一种夹持稳定的打磨装置 | |
| CN200942481Y (zh) | 圆棒砂光机 | |
| CN208841115U (zh) | 一种餐具加工的平抛机 | |
| CN218082095U (zh) | 一种抛光装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| C19 | Lapse of patent right due to non-payment of the annual fee | ||
| CF01 | Termination of patent right due to non-payment of annual fee |