CN116378407A - 一种自动起模设备及起模方法 - Google Patents
一种自动起模设备及起模方法 Download PDFInfo
- Publication number
- CN116378407A CN116378407A CN202310433540.8A CN202310433540A CN116378407A CN 116378407 A CN116378407 A CN 116378407A CN 202310433540 A CN202310433540 A CN 202310433540A CN 116378407 A CN116378407 A CN 116378407A
- Authority
- CN
- China
- Prior art keywords
- frame
- clamping piece
- supporting plate
- die
- mould
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000000034 method Methods 0.000 title claims abstract description 15
- 230000007246 mechanism Effects 0.000 claims abstract description 28
- 238000006073 displacement reaction Methods 0.000 claims abstract description 15
- 238000007723 die pressing method Methods 0.000 claims description 18
- 230000009471 action Effects 0.000 claims description 16
- 230000000903 blocking effect Effects 0.000 claims description 10
- 239000002002 slurry Substances 0.000 description 13
- 229910000831 Steel Inorganic materials 0.000 description 6
- 230000008569 process Effects 0.000 description 6
- 239000010959 steel Substances 0.000 description 6
- 230000033001 locomotion Effects 0.000 description 4
- 238000004519 manufacturing process Methods 0.000 description 4
- 238000010276 construction Methods 0.000 description 3
- 230000000694 effects Effects 0.000 description 3
- 238000007711 solidification Methods 0.000 description 3
- 230000008023 solidification Effects 0.000 description 3
- 210000000078 claw Anatomy 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 239000000126 substance Substances 0.000 description 2
- 230000004075 alteration Effects 0.000 description 1
- 230000001174 ascending effect Effects 0.000 description 1
- 230000009286 beneficial effect Effects 0.000 description 1
- 230000005540 biological transmission Effects 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 230000005484 gravity Effects 0.000 description 1
- 238000011065 in-situ storage Methods 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 238000000465 moulding Methods 0.000 description 1
- 230000000087 stabilizing effect Effects 0.000 description 1
- 230000007306 turnover Effects 0.000 description 1
Images


Classifications
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04G—SCAFFOLDING; FORMS; SHUTTERING; BUILDING IMPLEMENTS OR AIDS, OR THEIR USE; HANDLING BUILDING MATERIALS ON THE SITE; REPAIRING, BREAKING-UP OR OTHER WORK ON EXISTING BUILDINGS
- E04G19/00—Auxiliary treatment of forms, e.g. dismantling; Cleaning devices
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04G—SCAFFOLDING; FORMS; SHUTTERING; BUILDING IMPLEMENTS OR AIDS, OR THEIR USE; HANDLING BUILDING MATERIALS ON THE SITE; REPAIRING, BREAKING-UP OR OTHER WORK ON EXISTING BUILDINGS
- E04G19/00—Auxiliary treatment of forms, e.g. dismantling; Cleaning devices
- E04G19/003—Arrangements for stabilising the forms or for moving the forms from one place to another
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P40/00—Technologies relating to the processing of minerals
- Y02P40/50—Glass production, e.g. reusing waste heat during processing or shaping
- Y02P40/57—Improving the yield, e-g- reduction of reject rates
Landscapes
- Engineering & Computer Science (AREA)
- Architecture (AREA)
- Mechanical Engineering (AREA)
- Civil Engineering (AREA)
- Structural Engineering (AREA)
- Casting Devices For Molds (AREA)
Abstract
本发明属于建筑起模设备技术领域,具体涉及一种自动起模设备及起模方法,起模设备包括第一起模机,第一起模机包括机架,其特征在于:机架上安装有左撑板和右撑板,左撑板和右撑板分别联接第一位移驱动机构,第一位移驱动机构能带动左撑板和右撑板背向移动;左撑板和右撑板的上方设置有升降架,升降架联接升降驱动装置,升降架上安装有夹具,夹具包括端模上夹件和端模下夹件,端模上夹件和/或端模下夹件联接夹持驱动机构,端模上夹件与端模下夹件之间能够围成端模夹口。本发明能自动将端模从底模上拆卸下来。
Description
技术领域
本发明属于建筑起模设备领域,具体涉及一种自动起模设备及起模方法。
背景技术
目前,不论框架结构的建筑主体施工,还是钢结构的建筑主体施工,为了提高楼层板的整体性,建筑业内基本仍采用现场浇筑方式来完成楼层板的施工。面对现场浇筑楼层板需要支模与拆模的问题,申请人研发了一款免拆桁架板,其将钢筋桁架的下部埋设在混凝土浆料中,随着混凝土浆料的凝固成型实现与钢筋桁架的连接,即在生产混凝土底板的过程中完成了底板与钢筋桁架的连接,既避免了底板由于附带连接钢筋桁架的连接部而造成的结构复杂,又减低了附加连接件的安装及通过连接件完成钢筋桁架与底板连接的工作量。
但在生产上述桁架板的过程中,通常将混凝土浆料铺设于模具中,经过振捣密实并抹平后再进行后续工序,这就需要铺设混凝土浆料的模具。模具大多采用盒状结构,使得其中的底模用于承托浆料,边模则用于阻挡浆料,避免其向四周流淌而形成周边规整的底板。由于所制混凝土底板的长度与所建建筑中墙体间的跨度相适应,使得混凝土底板的长度不唯一,这就需要多种规格的模具,一种规格的模具只能生产一种长度的桁架板,大大降低了模板的利用率。
针对上述现状,申请人研发了一种生产桁架板用端模及模板,并于2022年12月12日向中国知识产权局提交了申请号为202223317146.9的专利申请,其中通过卡爪卡接在底模底壁上的方式实现了端模在模板本体上的可拆卸式安装,从而便于调节端模的安装位置来改变模盒的长度,适应于不同长度桁架板的生产。为提高生产效率和端模的利用率,在混凝土浆料铺设完毕并不再流动之后,通常需要将端模起出以投入下一批浆料铺设作业中。若采用人工方式起模,需要两个人同时撑开卡爪才能将端模取出,生产效率低下,且在起模过程中容易对未完全凝固的桁架板造成损坏。
发明内容
本发明要解决的技术问题是:克服现有技术的不足,提供一种自动起模设备及起模方法,能自动将端模从底模上拆卸下来。
本发明解决其技术问题所采用的技术方案是:一种自动起模设备,包括第一起模机,第一起模机包括机架,其特征在于,机架上安装有左撑板和右撑板,左撑板和右撑板分别联接第一位移驱动机构,第一位移驱动机构能带动左撑板和右撑板背向移动;左撑板和右撑板的上方设置有升降架,升降架联接升降驱动装置,升降架上安装有夹具,夹具包括端模上夹件和端模下夹件,端模上夹件和/或端模下夹件联接夹持驱动机构,端模上夹件与端模下夹件之间能够围成端模夹口。
进一步的,端模上夹件固定连接在升降架上,端模下夹件连接在转臂的一端,转臂的另一端通过第一转轴转动联接在升降架上,端模下夹件联接夹持驱动机构,夹持驱动机构能带动端模下夹件绕第一转轴旋转。
进一步的,所述夹持驱动机构包括第一伸缩装置,第一伸缩装置的伸缩端通过第二转轴与端模下夹件转动联接,第一转轴与第二转轴平行但不同轴。
进一步的,左撑板和右撑板的下方分别设置有托件,托件固定安装在机架上,托件上开设有左右方向的滑槽,左撑板和右撑板的底部分别固定设置有滑块,滑块配装在滑槽内。
进一步的,升降架的左右两侧分别与机架滑动联接在一起。
进一步的,机架上设置有底模压块,底模压块联接第二伸缩装置,第二伸缩装置能带动底模压块上下移动。
进一步的,机架上至少设置有两个底模压块,两个底模压块左右并排设置。
进一步的,机架安装在行走架上,行走架联接第二位移驱动机构,第二位移驱动机构能带动行走架前后移动。
进一步的,机架上安装有左导向轮和右导向轮,左导向轮和右导向轮左右并排设置,左导向轮与右导向轮之间的距离与底模宽度相当;机架与行走架沿左右方向滑动联接。
进一步的,机架与行走架之间联接有复位装置。
进一步的,行走架上安装有端模放置架,端模放置架联接有第三伸缩装置,第三伸缩装置能带动端模放置架前后移动。
进一步的,升降架上固定联接有端模前挡件,端模前挡件位于端模上夹件与端模下夹件围成端模夹口的前方。
进一步的,还包括第二起模机,第二起模机与第一起模机相对设置。
本发明还提供了一种自动起模方法,其特征在于,包括左撑板和右撑板,左撑板和右撑板上方设置有夹具,夹具包括端模上夹件和端模下夹件,起模步骤为:
(1)左撑板和右撑板背向移动,将端模两端卡爪撑开;
(2)夹具向下移动,端模上夹件和/或端模下夹件动作并夹紧端模;
(3)夹具带动端模向上移动,完成一次起模动作。
进一步的,还包括行走架,步骤(3)中,夹具带动端模向上移动的同时,行走架带动端模向前移动。
与现有技术相比,本发明的有益效果是:
1.由于机架上安装有左撑板和右撑板,左撑板和右撑板背向移动能够带动端模两端卡爪背向扩撑脱离底模,为后续起模动作打好基础;升降架上安装有夹具,夹具形成的夹口能够夹紧端模顶板,升降架上升带动夹具及端模向上移动,实现轻松起模。
2.由于端模上夹件固定连接在升降架上,在端模卡爪被撑开之前,端模上夹件能够压紧定位端模顶板,保证左撑板和右撑板能够顺利将端模两端卡爪撑开,端模下夹件联接夹持驱动机构,端模下夹件能够与端模上夹件良好配合,顺利夹紧端模顶板,完成起模动作。
3.由于夹持驱动机构采用第一伸缩装置,第一伸缩装置通过第二转轴与端模下夹件转动联接,第一伸缩装置能够带动端模下夹件绕第一转轴在有限范围内转动,既能满足端模下夹件与端模上夹件的夹紧动作,又能减小端模下夹件的动作幅度,提高夹紧过程的稳定性。
4.由于底模上设置底模压块 ,第二伸缩装置带动底模压块上下移动,底模压块能够在起模之前对底模进行下压整形,修复底模的局部变形,有助于端模卡爪能够顺利脱离底模,保证起模动作的顺利进行。
5.由于机架联接在行走架上,行走架能够带动机架前后移动,在升降架向上抬起端模的同时行走架能够带动端模向前或向后移动,避免竖直起模破坏浆料表面形状,当桁架板由输送带输送时,行走架也能跟随输送带的运行进行起模动作。
6.由于机架上安装有左导向轮和右导向轮,机架与行走架之间沿左右方向滑动联接,左导向轮和右导向轮能够调整机架相对桁架板的左右位置,使桁架板位于机架的中间位置,保证左撑板和右撑板能够顺利将端模两端卡爪撑开,进而保证起模动作顺利进行。
7.由于行走架上安装有端模放置架,升降架带动端模上升之后,松开夹具,端模能够自动掉落到端模放置架上,以便夹具进行下一次起模动作。
8.由于升降架上还固定设置有端模前挡件,端模前挡件位于端模上夹件与端模下夹件围成端模夹口的前方,在夹具进行夹紧动作之前,端模前挡件能够对端模进行方向调整,使端模平行于夹具,从而保证端模上夹件与端模下夹件能够顺利夹紧端模顶板,防止底模歪斜影响夹具的夹取效果。
9.本发明结构简单,能够自动化实现端模两端卡爪的扩撑和整体起模动作,提高了生产效率和端模利用率。
附图说明
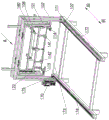
图1是实施例一立体结构示意图;
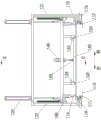
图2是图1中A向结构示意图;
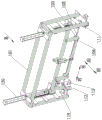
图3是图2中机架部分立体结构示意图;
图4是图3中B向结构示意图;
图5是图4中C-C剖面结构示意图;
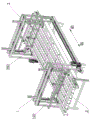
图6是实施例二立体结构示意图。
图中标记为:
1.第一起模机;101.机架;110.第一伸缩气缸;111.左撑板;112.右撑板;113.托板;114.左导向轮;115.右导向轮;116.底模压块;160.第二伸缩气缸;117.直线导轨;118.复位弹簧;119.接近开关;102.行走架;120.升降气缸;121.升降架;122.直线导轨;103.端模上夹件;131.第一上夹件;132.第二上夹件;133.转臂;134.第一转轴;104.端模下夹件;141.第一下夹件;142.第二下夹件;143.连接杆;144.第二转轴;140.夹持驱动气缸;105.端模前挡件; 107.底架;170.旋转电机;171.线性滑轨;172.线性滑块;173.转动杆;174.齿条;175.涡轮;108.端模放置架;180.第三伸缩气缸;2.第二起模机;202.行走架;3.输送带。
具体实施方式
实施例一
本实施例中,将待拆端模顶板水平背离端模端板的方向定义为前方,反之,将端模端板水平朝向端模端板的方向定义为后方。
下面结合附图实施例,对本实施例做进一步描述:
如图1-图5所示,本实施例在机架101上左右相对设置有左撑板111和右撑板112,左撑板111和右撑板112分别联接第一伸缩气缸110,第一伸缩气缸110能分别带动左撑板111和右撑板112背向移动。左撑板111和右撑板112的下方分别设置有托板113,托板113上开设有左右方向的滑槽,左撑板111和右撑板112的底部分别固定连接有滑块,滑块与滑槽配装,滑块能在滑槽内左右滑动。托板113为左撑板111和右撑板112提供了限位支撑,保证左撑板111和右撑板112的左右移动更平稳、对端模卡爪的扩撑更可靠。第一伸缩气缸110也可替换为电机齿轮传动等其他位移驱动机构,只是采用伸缩气缸能够更准确、快速的控制左撑板111和右撑板112的背向移动,实现扩撑端模卡爪的效果。
左撑板111和右撑板112上方安装升降架121,升降架121联接升降气缸120,升降气缸120能带动升降架121上下移动。为保证升降架121能够平稳升降,升降架121的左右两侧分别通过直线导轨122滑动联接在机架101上,直线导轨122为升降架121提供了限位稳定的作用。升降架121上固定安装有端模上夹件103、端模前挡件105和端模下夹件104,端模上夹件103和端模下夹件104构成夹具,端模上夹件103与端模下夹件104之间能够围成端模夹口,端模前挡件105位于端模上夹件103与端模下夹件104所围成夹口的前方。本实施例中,端模上夹件103包括第一上夹件131和第二上夹件132,端模下夹件104包括第一下夹件141和第二下夹件142,第一上夹件131与第一下夹件141相互对应,第二上夹件132与第二下夹件142相互对应,第一下夹件141和第二下夹件142之间通过连接杆143联接在一起,连接杆143的中部通过第二转轴144转动联接有夹持驱动气缸140,夹持驱动气缸140固定安装在升降架121上。第一下夹件141和第二下夹件142分别联接转臂133的一端,转臂133的另一端通过第一转轴134转动联接在升降架121上。第一转轴134与第二转轴144平行但不同轴,第二转轴144位于第一转轴134的前方,当夹持驱动气缸140伸缩时,带动连接杆143绕第一转轴134旋转,实现第一下夹件141和第二下夹件142同时翻转并与第一上夹件131和第二下夹件132围成端模夹口。
本实施例中端模上夹件103和端模下夹件104的数量均为两个,也可以将端模上夹件103设置为沿左右方向延伸的一体式上夹件或多个上夹件,端模下夹件104设置为沿左右方向延伸的一体式下夹件或多个下夹件,只是将端模上夹件103分为第一上夹件131和第二上夹件132,把第二下夹件104分为第一下夹件141和第二下夹件142,能够在满足夹持端模顶板的基础上节约材料,减轻夹具重量,使设备运行更平稳。本实施例中通过端模下夹件104联接夹持驱动气缸140实现夹紧端模顶板的效果,也可以采用端模上夹件103联接夹持驱动机构或端模上夹件103和端模下夹件104分别联接夹持驱动机构,只要能满足端模上夹件103与端模下夹件104共同围成端模夹口,顺利夹紧端模即可。
机架101上还设置有两个底模压块116,两个底模压块116左右并排设置,分别位于底模左右两侧边缘的上方,底模压块116分别联接第二伸缩气缸160,第二伸缩气缸160能带动底模压块116上下移动。
机架101上安装有左导向轮114和右导向轮115,左导向轮114和右导向轮115左右并排设置,左导向轮114与右导向轮115之间的距离与底模的宽度相当。机架101顶部通过直线导轨117滑动联接在行走架102上,机架101能在左导向轮114和右导向轮115的调整作用下在行走架102上左右移动。机架101的两端分别与行走架102联接复位弹簧118,当左导向轮114和右导向轮115脱离底模之后,复位弹簧118能够帮助机架101恢复原位。左导向轮114和右导向轮115的下方设置有沿前后方向输送桁架板的输送带3,机架101上还设置有接近开关119,接近开关119位于左撑板111或右撑板112的外侧。
行走架102的底部设置有底架107,底架107上设置有前后方向的线性滑轨171,行走架102的底部固定设置有线性滑块172,线性滑块172配装在线性滑轨171上,行走架102能在底架107上前后滑动。行走架102联接有第二位移驱动机构,第二位移驱动机构能驱动行走架102前后移动。本实施例中第二位移驱动机构采用蜗轮蜗杆结构,行走架102的底部转动联接有转动杆173,转动杆173上固定设置有涡轮175,底架107上设置有齿条174,涡轮175配装在齿条174上,转动杆173与旋转电机170的输出轴固定联接,旋转电机170带动涡轮175旋转,从而实现行走架102在底架107上的前后移动,当然第二位移驱动机构也可以采用其他结构,只要能实现行走架102的前后移动即可。行走架102上安装有端模放置架108,端模放置架108联接有第三伸缩气缸180,第三伸缩气缸180能带动端模放置架108前后移动,升降架121上升到最高点时,端模放置架108能位于端模下夹件104的下方。
本发明还提供了一种自动起模方法,具体步骤为:
(1)浆料初步凝固的桁架板跟随输送带3向前输送,当接近开关119感应到桁架板时,旋转电机170启动,带动行走架102和机架101跟随输送带3同步向前输送;若桁架板在输送带3上的位置歪斜,在桁架板进入左导向轮114和右导向轮115之间后,机架101沿直线导轨117作适应性滑动,保证机架101与底模居中对齐。
(2)启动第二伸缩气缸160,第二伸缩气缸160带动底模压块116向下动作,底模压块116压设在底模边缘,能够将底模边缘修复平整,保证端模卡爪能顺利脱离底模。
(3)启动升降气缸120,升降气缸120带动升降架121向下移动,端模上夹件103压设在端模顶板上,端模前挡件105抵触在端模前端,随着输送带3的输送,端模被调整为垂直于左撑板111和右撑板112的状态。
(4)启动第一伸缩气缸110,第一伸缩气缸110带动左撑板111和右撑板112背向移动,左撑板111和右撑板112将端模两端卡爪向外扩撑。
(5)启动夹持驱动气缸140,夹持驱动气缸140带动端模下夹件104翻转并插入到端模顶板的下方,端模上夹件103与端模下夹件104围成端模夹口,共同夹紧端模顶板。
(6)启动升降气缸120,升降气缸120带动升降架121向上移动,端模上夹件103和端模下夹件104带动端模上升并顺利脱离底模,完成一次起模动作。与此同时,通过旋转电机170带动行走架102加快移动速度,使端模上夹件103和端模下夹件104在上升的同时相对底模向前水平移动,能够避免竖直起模对桁架板表面浆料层的损坏。
(7)启动第三伸缩气缸180,第三伸缩气缸180带动端模放置架108伸出到端模下夹件104的下方,随后启动夹持驱动气缸140,夹持驱动气缸140带动端模下夹件104翻转为倾斜状态,端模失去夹紧力并在重力作用下自然掉落到端模放置架108上,随后第三伸缩气缸180启动,带动端模放置架108缩回,端模上夹件103和端模下夹件104准备进行下一次起模动作。
(8)旋转电机170反转,带动行走架102恢复原位,第一伸缩气缸110和第二伸缩气缸160缩回,带动左撑板111、右撑板112和底模压块116恢复原位,准备下一次起模动作。
实施例二
本实施例中,将输送带的输送方向定义为前方,反之定义为后方。
如图6所示,本实施例与实施例一的区别在于,包括第一起模机1和第二起模机2,第二起模机2与第一起模机1相对设置,第二起模机2的行走架202与第一起模机1的行走架102分别滑动联接在底架107上。
浆料初步凝固的桁架板跟随输送带3向前输送,首先经过第一起模机1,参考实施例一的起模步骤,第一起模机1将底模前端的端模拆卸下来放置在端模放置架上;桁架板继续跟随输送带3向前输送,经过第二起模机2,参考实施例一的起模步骤,第二起模机2将底模后端的端模拆卸下来放置在端模放置架上,完成底模前后两端端模的拆卸起模过程。
以上所述,仅是本发明的较佳实施例而已,并非是对本发明作其它形式的限制,任何熟悉本专业的技术人员可能利用上述揭示的技术内容加以变更或改型为等同变化的等效实施例。但是凡是未脱离本发明技术方案内容,依据本发明的技术实质对以上实施例所作的任何简单修改、等同变化与改型。
Claims (10)
1.一种自动起模设备,包括第一起模机,第一起模机包括机架,其特征在于:机架上安装有左撑板和右撑板,左撑板和右撑板分别联接第一位移驱动机构,第一位移驱动机构能带动左撑板和右撑板背向移动;左撑板和右撑板的上方设置有升降架,升降架联接升降驱动装置,升降架上安装有夹具,夹具包括端模上夹件和端模下夹件,端模上夹件和/或端模下夹件联接夹持驱动机构,端模上夹件与端模下夹件之间能够围成端模夹口。
2.根据权利要求1所述的一种自动起模设备,其特征在于:端模上夹件固定连接在升降架上,端模下夹件连接在转臂的一端,转臂的另一端通过第一转轴转动联接在升降架上,端模下夹件联接夹持驱动机构,夹持驱动机构能带动端模下夹件绕第一转轴旋转。
3.根据权利要求2所述的一种自动起模设备,其特征在于:所述夹持驱动机构包括第一伸缩装置,第一伸缩装置的伸缩端通过第二转轴与端模下夹件转动联接,第一转轴与第二转轴平行但不同轴。
4.根据权利要求1所述的一种自动起模设备,其特征在于:机架上设置有底模压块,底模压块联接第二伸缩装置,第二伸缩装置能带动底模压块上下移动。
5.根据权利要求1至4任一所述的一种自动起模设备,其特征在于:机架安装在行走架上,行走架联接第二位移驱动机构,第二位移驱动机构能带动行走架前后移动。
6.根据权利要求5所述的一种自动起模设备,其特征在于:机架上安装有左导向轮和右导向轮,左导向轮和右导向轮左右并排设置,左导向轮与右导向轮之间的距离与底模宽度相当;机架与行走架沿左右方向滑动联接。
7.根据权利要求5所述的一种自动起模设备,其特征在于:行走架上安装有端模放置架,端模放置架联接有第三伸缩装置,第三伸缩装置能带动端模放置架前后移动。
8.根据权利要求5所述的一种自动起模设备,其特征在于:升降架上固定联接有端模前挡件,端模前挡件位于端模上夹件与端模下夹件所围成端模夹口的前方。
9.一种自动起模方法,其特征在于,包括左撑板和右撑板,左撑板和右撑板上方设置有夹具,夹具包括端模上夹件和端模下夹件,起模步骤为:
(1)左撑板和右撑板背向移动,将端模两端卡爪撑开;
(2)夹具向下移动,端模上夹件和/或端模下夹件动作并夹紧端模;
(3)夹具带动端模向上移动,完成一次起模动作。
10.根据权利要求9所述的一种自动起模方法,其特征在于,还包括行走架,步骤(3)中,夹具带动端模向上移动的同时,行走架带动端模向前移动。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202310433540.8A CN116378407A (zh) | 2023-04-21 | 2023-04-21 | 一种自动起模设备及起模方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202310433540.8A CN116378407A (zh) | 2023-04-21 | 2023-04-21 | 一种自动起模设备及起模方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN116378407A true CN116378407A (zh) | 2023-07-04 |
Family
ID=86969325
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202310433540.8A Pending CN116378407A (zh) | 2023-04-21 | 2023-04-21 | 一种自动起模设备及起模方法 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN116378407A (zh) |
-
2023
- 2023-04-21 CN CN202310433540.8A patent/CN116378407A/zh active Pending
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN113183287A (zh) | 一种蒸压轻质加气混凝土制品制作加工系统 | |
| CN111002431A (zh) | 预制构件成型机 | |
| CN109650028A (zh) | 一种全自动彩瓦成型生产线用自动下料机构 | |
| CN211891299U (zh) | 预制构件成型机 | |
| CN210412458U (zh) | 一种机械铸造浇注装置 | |
| CN219806269U (zh) | 一种装配式建筑成型浇筑装置 | |
| CN116378407A (zh) | 一种自动起模设备及起模方法 | |
| CN111015909A (zh) | 预制构件的成型模具 | |
| CN211806838U (zh) | 预制构件成型模具的升降机构 | |
| CN114800834B (zh) | 高效、低能耗预制构件成组立模生产系统及其生产方法 | |
| CN116277473A (zh) | 一种水利施工混凝土预制件成型制作方法 | |
| CN112643852B (zh) | 一种预制混凝土pc构件浇注成型方法 | |
| CN116408878A (zh) | 预应力轨道板的脱模装置 | |
| CN212445740U (zh) | 一种预应力轨道板脱模装置 | |
| CN108000701B (zh) | 管桩脱模装置 | |
| CN202192230U (zh) | 芯盒活块自动脱模装置 | |
| CN214772892U (zh) | 一种加气砖浇注模具翻转卸模装置 | |
| CN217891311U (zh) | 一种便于脱模的预制板模具 | |
| CN209665731U (zh) | 一种预制梁的生产设备 | |
| CN111531680A (zh) | 一种预制构件生产辅助装置 | |
| CN212763986U (zh) | 一种环形全自动生产线布料机抹平装置 | |
| CN216465218U (zh) | 一种基于混凝土浇筑的快拆式模具 | |
| CN220129094U (zh) | 换模车 | |
| CN221048696U (zh) | 混凝土构件加工快速脱模装置 | |
| CN213593218U (zh) | 翻板拆模一体机 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination |