CN116157675A - 作为高疲劳强度钢的原材的铸片的洁净度评价方法和高疲劳强度钢的制造方法 - Google Patents
作为高疲劳强度钢的原材的铸片的洁净度评价方法和高疲劳强度钢的制造方法 Download PDFInfo
- Publication number
- CN116157675A CN116157675A CN202180063516.9A CN202180063516A CN116157675A CN 116157675 A CN116157675 A CN 116157675A CN 202180063516 A CN202180063516 A CN 202180063516A CN 116157675 A CN116157675 A CN 116157675A
- Authority
- CN
- China
- Prior art keywords
- mass
- inclusions
- concentration
- strength steel
- raw material
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images



Classifications
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N23/00—Investigating or analysing materials by the use of wave or particle radiation, e.g. X-rays or neutrons, not covered by groups G01N3/00 – G01N17/00, G01N21/00 or G01N22/00
- G01N23/22—Investigating or analysing materials by the use of wave or particle radiation, e.g. X-rays or neutrons, not covered by groups G01N3/00 – G01N17/00, G01N21/00 or G01N22/00 by measuring secondary emission from the material
- G01N23/225—Investigating or analysing materials by the use of wave or particle radiation, e.g. X-rays or neutrons, not covered by groups G01N3/00 – G01N17/00, G01N21/00 or G01N22/00 by measuring secondary emission from the material using electron or ion
- G01N23/2251—Investigating or analysing materials by the use of wave or particle radiation, e.g. X-rays or neutrons, not covered by groups G01N3/00 – G01N17/00, G01N21/00 or G01N22/00 by measuring secondary emission from the material using electron or ion using incident electron beams, e.g. scanning electron microscopy [SEM]
Abstract
本发明的作为高疲劳强度钢的原材的铸片的洁净度评价方法包括:分类提取步骤,其中,根据通过对从铸片裁取的试验片照射电子束而得到的电子图像和特征X射线的信息指定试验片中存在的夹杂物,利用包含根据特征X射线的信息计算出的Al、Ca、Mg和Ti的浓度的合计值的值对夹杂物进行分类提取;以及评价步骤,其中,对于在分类提取步骤中分类提取后的夹杂物,使用极值统计法计算出预测最大直径,基于计算出的预测最大直径对铸片的洁净度进行评价。
Description
技术领域
本发明涉及作为高疲劳强度钢的原材的铸片的洁净度评价方法和高疲劳强度钢的制造方法。
背景技术
钢中存在的析出物、夹杂物(以下总称为夹杂物)对钢铁制品的特性产生各种影响,这是早就已知的。因此,提出了许多用于评价钢中的夹杂物的存在状态的方法。特别是对于如轴承钢那样为了得到高疲劳强度而要求高洁净度的钢铁制品,由于以低频率存在的粒径大的夹杂物大多成为缺陷的起点,因此提出了关于钢的洁净度的各种评价方法。但是,以往,作为确定钢铁制品的寿命的因素,认为与夹杂物的种类相比其大小是更具支配性的因素,因此,根据基于夹杂物的大小的特性来评价钢的洁净度。具体而言,利用光学显微镜观察夹杂物、由观察结果判定夹杂物的大小并使用极值统计法评价钢的洁净度的方法多年来一直被使用。例如专利文献1中记载了根据光学显微镜和极值统计法预测钢中的夹杂物的最大直径的方法。与此相对,专利文献2中记载了不仅使用扫描电子显微镜调查夹杂物的大小和组成、而且考虑夹杂物的种类而根据Al、Ca、Mg的浓度的合计值为40%以上的夹杂物的预测最大直径来预测钢材的疲劳寿命的精度更高的方法。
现有技术文献
专利文献
专利文献1:日本特开2006-317912号公报
专利文献2:日本特开2013-238454号公报
发明内容
发明所要解决的问题
但是,近年来,通过各种制造工艺的改良,洁净度高的钢的制造成为可能,并且开始要求附加价值高的钢铁制品,现状是仅利用光学显微镜法不能准确地评价钢的洁净度。这表明对钢铁制品的寿命带来的影响根据夹杂物的种类而不同,结果是仅通过夹杂物的大小的评价无法进行钢的洁净度的充分的评价。即,夹杂物的复合形态、构成元素的组成比对钢铁制品的寿命产生影响的可能性高。因此,在专利文献1记载的方法中,特别是一律对使疲劳寿命劣化的夹杂物和不使疲劳寿命劣化的夹杂物进行评价,因此预测疲劳寿命与实际的疲劳寿命的相关性差。
与此相对,在专利文献2记载的方法中,由于仅利用容易影响疲劳寿命的夹杂物来进行极值统计,因此与专利文献1记载的方法相比,疲劳寿命的预测精度有所改善。但是,在专利文献2记载的方法中,存在由于以制品阶段的钢为试样进行夹杂物的评价而导致的容易影响疲劳寿命的夹杂物的漏检,其结果是依然达不到能够满足预测疲劳寿命与实际疲劳寿命的相关性的水平。特别是,现在,例如就滚动疲劳的B10寿命而言要求5×107以上的疲劳寿命,需要比以往更高精度地评价钢的洁净度、制造高疲劳强度钢的技术。
本发明是鉴于上述问题而完成的,其目的在于提供能够更准确地评价钢的洁净度、能够高精度地预测疲劳寿命的作为高疲劳强度钢的原材的铸片的洁净度评价方法。另外,本发明的另一目的在于提供能够制造洁净度更高的钢的高疲劳强度钢的制造方法。
用于解决问题的方法
本发明的作为高疲劳强度钢的原材的铸片的洁净度评价方法包括:分类提取步骤,其中,根据通过对从上述铸片裁取的试验片照射电子束而得到的电子图像和特征X射线的信息指定该试验片中存在的夹杂物,利用包含根据上述特征X射线的信息计算出的Al、Ca、Mg和Ti的浓度的合计值的值对上述夹杂物进行分类提取;以及评价步骤,其中,对于在上述分类提取步骤中分类提取后的夹杂物,使用极值统计法计算出预测最大直径,基于计算出的预测最大直径对上述铸片的洁净度进行评价。
上述分类提取步骤可以包括对排除Fe的浓度后进行了归一化的Al、Ca、Mg和Ti的浓度的合计值为40质量%以上的夹杂物进行分类提取的步骤。
上述分类提取步骤可以包括对以排除Fe的浓度后进行了归一化的浓度计含有15~50质量%的Al、40~75质量%的Ca、3~25质量%的Mg和0~10质量%的Ti的夹杂物进行分类提取的步骤。
上述分类提取步骤可以包括对以排除Fe的浓度后进行了归一化的浓度计含有15~50质量%的Al、40~75质量%的Ca、3~25质量%的Mg和0~10质量%的Ti的夹杂物以及含有70质量%以上的Ti的夹杂物中的至少一者进行分类提取的步骤。
上述分类提取步骤可以包括对以排除Fe的浓度后进行了归一化的浓度计含有20~70质量%的Al、0~70质量%的Ca、3~30质量%的Mg、0~10质量%的Ti的夹杂物以及含有70质量%以上的Ti的夹杂物中的至少一者进行分类提取的步骤。
本发明的高疲劳强度钢的制造方法包括:原材制造步骤,其中,制造作为上述高疲劳强度钢的原材的铸片;分类提取步骤,其中,根据通过对从上述铸片裁取的试验片照射电子束而得到的电子图像和特征X射线的信息指定该试验片中存在的夹杂物,利用包含根据上述特征X射线的信息计算出的Al、Ca、Mg和Ti的浓度的合计值的值对上述夹杂物进行分类提取;评价步骤,其中,对于在上述分类提取步骤中分类提取后的夹杂物,使用极值统计法计算出预测最大直径,基于计算出的预测最大直径对上述铸片的洁净度进行评价;判断步骤,其中,基于在上述评价步骤中得到的上述铸片的洁净度的评价,判断能否轧制该铸片;以及轧制步骤,其中,对在上述判断步骤中判断为能够轧制的铸片实施轧制。
上述分类提取步骤可以包括对排除Fe的浓度后进行了归一化的Al、Ca、Mg和Ti的浓度的合计值为40质量%以上的夹杂物进行分类提取的步骤。
上述分类提取步骤可以包括对以排除Fe的浓度后进行了归一化的浓度计含有15~50质量%的Al、40~75质量%的Ca、3~25质量%的Mg和0~10质量%的Ti的夹杂物进行分类提取的步骤。
上述分类提取步骤可以包括对以排除Fe的浓度后进行了归一化的浓度计含有15~50质量%的Al、40~75质量%的Ca、3~25质量%的Mg和0~10质量%的Ti的夹杂物以及含有70质量%以上的Ti的夹杂物中的至少一者进行分类提取的步骤。
上述分类提取步骤可以包括对以排除Fe的浓度后进行了归一化的浓度计包含20~70质量%的Al、0~70质量%的Ca、3~30质量%的Mg、0~10质量%的Ti的夹杂物以及含有70质量%以上的Ti的夹杂物中的至少一者进行分类提取的步骤。
本发明的高疲劳强度钢的制造方法包括:第一原材制造步骤,其中,制造作为上述高疲劳强度钢的原材的铸片;分类提取步骤,其中,根据通过对从上述铸片裁取的试验片照射电子束而得到的电子图像和特征X射线的信息指定该试验片中存在的夹杂物,利用包含根据上述特征X射线的信息计算出的Al、Ca、Mg和Ti的浓度的合计值的值对上述夹杂物进行分类提取;评价步骤,其中,对于在上述分类提取步骤中分类提取后的夹杂物,使用极值统计法计算出预测最大直径,基于计算出的预测最大直径对上述铸片的洁净度进行评价;原材制造条件确定步骤,其中,基于在上述评价步骤中得到的上述铸片的洁净度的评价,确定是否需要变更作为上述高疲劳强度钢的原材的铸片的下一制造时机的制造条件;以及第二原材制造步骤,其中,在作为上述高疲劳强度钢的原材的铸片的下一制造时机,在上述原材制造条件确定步骤中确定为需要变更原材制造条件的情况下,按照变更后的制造条件制造作为上述高疲劳强度钢的原材的铸片。
上述分类提取步骤可以包括对排除Fe的浓度后进行了归一化的Al、Ca、Mg和Ti的浓度的合计值为40质量%以上的夹杂物进行分类提取的步骤。
上述分类提取步骤可以包括对以排除Fe的浓度后进行了归一化的浓度计含有15~50质量%的Al、40~75质量%的Ca、3~25质量%的Mg和0~10质量%的Ti的夹杂物进行分类提取的步骤。
上述分类提取步骤可以包括对以排除Fe的浓度后进行了归一化的浓度计含有15~50质量%的Al、40~75质量%的Ca、3~25质量%的Mg和0~10质量%的Ti的夹杂物以及含有70质量%以上的Ti的夹杂物中的至少一者进行分类提取的步骤。
上述分类提取步骤可以包括对以排除Fe的浓度后进行了归一化的浓度计包含20~70质量%的Al、0~70质量%的Ca、3~30质量%的Mg、0~10质量%的Ti的夹杂物以及含有70质量%以上的Ti的夹杂物中的至少一者进行分类提取的步骤。
发明效果
根据本发明,可以提供能够更准确地评价钢的洁净度、能够高精度地预测疲劳寿命的作为高疲劳强度钢的原材的铸片的洁净度评价方法。另外,根据本发明,可以提供能够制造洁净度更高的钢的高疲劳强度钢的制造方法。
附图说明
图1为用于说明滚动疲劳寿命试验的图。
图2为示出MgO-Al2O3-Ca(O,S)-MnS夹杂物的一例的图。
图3为示出Ca(O,S)-Al2O3-MgO夹杂物的一例的图。
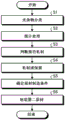
图4为示出作为本发明的一个实施方式的高疲劳强度钢的制造方法的流程的流程图。
具体实施方式
本发明的发明人经过反复深入的研究,结果发现,对于作为高疲劳强度钢的原材的铸片中所含的夹杂物,如果考虑其组成和大小这两者来进行评价,则能够更准确地评价作为制品的钢的洁净度,并且能够进行高精度的疲劳寿命的预测。具体而言,在本发明中,从作为高疲劳强度钢的原材的铸片裁取试验片,基于通过利用电子显微镜对所裁取的试验片中所含的夹杂物粒子进行分析而得到的夹杂物的组成信息对钢中夹杂物进行分类提取。然后,通过对每种分类提取后的夹杂物使用极值统计法计算出预测最大直径来对铸片的洁净度进行评价。即,本发明的发明人发现,在如上所述地对作为制品的钢为原材的阶段的铸片评价钢的洁净度时,能够更高精度地预测被实施轧制等而成为制品的钢的疲劳寿命。这是考虑到根据钢中夹杂物的种类而对钢铁制品的疲劳寿命的影响不同、以及降低对疲劳寿命的影响大的钢中夹杂物的漏检、提高利用极值统计法的预测最大直径的计算精度而想到的。
此外,基于利用了本发明的作为高疲劳强度钢的原材的铸片的洁净度评价方法的洁净度评价,判断能否轧制铸片,仅对判断为能够轧制的铸片实施轧制,由此制造制品。其结果是,由于洁净度低的铸片未被制品化,因此能够制造疲劳强度优良的钢。或者,如果利用本发明的作为高疲劳强度钢的原材的铸片的洁净度评价方法,则能够将所得到的信息反馈到制造工艺中,因此能够制造洁净度更高的钢。具体而言,基于上述的铸片的洁净度的评价,确定下次制造时机的制造条件的变更的有无。然后,通过按照所确定的制造条件进行下次制造,得到洁净度高的铸片,其结果是能够制造疲劳强度优良的钢。
测定钢的疲劳寿命的方法之一为滚动疲劳寿命试验。如图1所示,该试验为将钢球B以一定载荷按压在钢S上、同时在圆轨道R上持续滚动的试验。在圆轨道R下存在的一部分钢S因夹杂物的影响而剥离时,将该钢S判定为达到寿命。本发明的发明人为了调查是何种夹杂物支配钢的寿命,在中途中断滚动疲劳寿命试验,详细地调查了在被认为处于圆轨道R下的钢S的疲劳破坏的初始阶段的部位存在的剥离前的夹杂物的状态。其结果是,确认了在制造制品时的轧制方向上延伸、断裂的图2所示的MgO-Al2O3-Ca(O,S)-MnS夹杂物和TiN在剥离正下方存在的比例高。此外,确认了从后述的MgO-Al2O3夹杂物或MgO-Al2O3与TiN的复合夹杂物之间的空隙产生了大量疲劳龟裂的情况。MgO-Al2O3夹杂物、MgO-Al2O3与TiN的复合夹杂物是硬质的,可推测由于与钢的变形能不同而容易在夹杂物周围生成空隙,容易发生初始龟裂。另外,将剥离部进一步沿试验片厚度方向进行研磨、并观察剥离部的下部存在的夹杂物时,确认到图3所示的粒状的Ca(O,S)-Al2O3-MgO夹杂物和TiN夹杂物。
认为这些夹杂物以如下方式生成。首先,关于MgO-Al2O3-Ca(O,S)-MnS夹杂物,根据其组成,推测其起源为浇包钢水内夹杂物(熔渣+脱氧产物)+中间包中的二次脱氧产物(再氧化物:MgO-Al2O3)。另外,根据至铸片~制品轧制后为止的压下比,可以认为方坯铸片阶段的夹杂物的尺寸为约数10μm。另外,调查夹杂物的延伸长度与组成的关系时,存在MgO浓度低时延伸长度变短的倾向。因此,在制钢阶段,通过再氧化(二次脱氧产物)生成的MgO-Al2O3聚集形成熔渣类夹杂物(含有CaO的夹杂物),其在轧制时延伸。而且,此时,MgO-Al2O3在从含有CaO的夹杂物分离的同时向轧制方向分散。因此,可推测粗大地延伸的MgO-Al2O3-Ca(O,S)类夹杂物变为在轧制方向上延伸、断裂的夹杂物。另外,认为TiN夹杂物为在钢水中的Ti和N在凝固中偏析、富集并且在Ti和N的浓度积超过固溶极限时析晶而成的物质。TiN能够单独地析晶,但是在凝固偏析部中存在MgO-Al2O3-Ca(O,S)-MnS夹杂物时,存在以该夹杂物为核而TiN析晶的情况,此时,也可以形成MgO-Al2O3-Ca(O,S)S)-MnS夹杂物与TiN夹杂物的复合夹杂物。
如果考虑到在疲劳试验中能够成为剥离起点的夹杂物是如上述那样生成的,则成为问题的夹杂物在铸片阶段就已经存在,观察铸片时应该能够发现。而且,在铸片阶段,由于没有发生由轧制引起的夹杂物的延伸、断裂,因此认为夹杂物直径处于比较大的状态。在实际观察轧制后的制品试样时,由于发生了由轧制引起的夹杂物的延伸、断裂,因此在试验片的研磨阶段,MgO-Al2O3夹杂物、MgO-Al2O3与TiN的复合夹杂物的一部分散落,有时不能准确地测定实际的夹杂物(如图2的下面的图所示的例子那样,存在夹杂物脱落的部位)。另一方面,在铸片试样中观察MgO-Al2O3夹杂物、MgO-Al2O3与TiN的复合夹杂物时,这些物质大多进入了CaO的内部。这是因为,MgO-Al2O3与CaO的润湿性良好,因此在研磨阶段不容易散落(如图3所示的例子那样没有脱落)。因此,如果在铸片阶段进行夹杂物的观察、分析,则能够更容易且高概率地发现成为问题的夹杂物,并且能够进行准确的洁净度评价。其结果是,钢的洁净度与制品的疲劳寿命的相关性也提高,因此能够进行更高精度的疲劳寿命的预测。
[高疲劳强度钢的制造方法]
以下,参照图4对作为本发明的一个实施方式的高疲劳强度钢的制造方法进行说明。
图4为示出本发明的一个实施方式的高疲劳强度钢的制造方法的流程的流程图。在作为本发明的一个实施方式的高疲劳强度钢的制造方法中,对从作为想要预测疲劳强度的制品钢的原材的铸片裁取的试验片的洁净度进行评价。例如,在利用方坯连铸机进行连续铸造并以一定长度切断而得到方坯铸片的情况下,通常,除了刚开始进行连续铸造后、连续铸造即将结束前,优选从以一定的铸造速度铸造的所谓稳定部的方坯铸片裁取试验片。这是因为,在刚开始进行连续铸造后、连续铸造即将结束前的方坯铸片中,有时含有不稳定地产生的夹杂物,因此存在不能充当制品的情况,有时不适合作为制品钢的疲劳寿命预测的数据。
但是,在研究这些部分能否充当制品时,不限于此。另外,可以从稳定部的方坯铸片中,将方坯铸片的铸造方向前端部或铸造方向尾端部在与方坯铸片的铸造方向垂直的方向上切割出一定的厚度(铸造方向长度)来裁取试验片。从方坯铸片的铸造方向前端部或铸造方向尾端部裁取试验片是因为,如果是稳定部的方坯铸片,则夹杂物的铸造方向分布不足以影响制品钢的疲劳寿命预测。当然,从方坯铸片的铸造方向前端部或铸造方向尾端部裁取试验片时,还具有试验片容易裁取、供于轧制的方坯铸片的长度被加长的优点。
将方坯铸片沿与其铸造方向垂直的方向切断后,进一步切断来裁取供于夹杂物调查的试验片。供于夹杂物调查的试验片可以以切断截面(C截面)为观察面、以包含恰为从方坯铸片的上表面(铸造时的铸模前侧)到铸片厚度(铸造时的铸模深度)的1/4长度的下方的位置(所谓1/4厚度位置)的方式进行裁取。这是因为,在连铸机中、特别是在弯曲型的连铸机中,夹杂物容易集聚在上述位置,因此能够更容易且高概率地发现成为问题的夹杂物。另外,可以以包含恰为从方坯铸片的侧面到铸片宽度(铸造时的铸模的宽度)的1/4的长度的宽度方向中央部侧的位置的方式进行裁取。接近宽度方向端部时,由于来自铸模的影响,有时不含有成为问题的夹杂物、或者含有大量其它形态的夹杂物。宽度方向中央部比宽度方向端部的影响小,但是在中心偏析显著的情况下,该影响有时会对夹杂物形态产生影响。
试验片优选从一次装料(钢水罐装满)的铸造中至少恒定铸入速度的一个(张)铸片裁取。所裁取的试验片的尺寸越大则观察面越宽,能够得到大量的夹杂物的信息,因此优选至少将总测定区域设定为约3000mm2以上。例如,从上述位置裁取30个10mm×10mm的观察用样品,埋入埋入材料中,将镜面研磨后的样品作为供试材料。由此,能够评价合计3000mm2的面积。将这些样品放置在扫描电子显微镜上,进行观察、分析。另一方面,在利用能够自动进行任意位置的夹杂物的评价的装置的情况下,也可以用一个样品确保3000mm2的测定区域。例如,准备约60mm×60mm的样品,将每一次测定的测定范围设定为10mm×10mm,通过依次变更场所,对不同的30个部位进行观察、分析,由此也可以进行相同的评价。但是,考虑到在铸片中夹杂物并不一定均匀地存在时,对于铸片厚度内的夹杂物集聚带(例如1/4厚度位置等)附近,优选以恰好总测定区域达到3000mm2以上的数量来准备厚度方向约10mm~30mm、宽度方向约100mm的试样进行测定。
如图4所示,在作为本发明的一个实施方式的高疲劳强度钢的制造方法中,首先,对于如上裁取的试验片,基于复合形态、组成信息等对钢中夹杂物进行分类提取(步骤S1)。该步骤S1的处理例如可以考虑使用扫描电子显微镜(Scanning Electron Microscope:SEM)进行的方法。SEM为用于钢的组织、析出物/夹杂物的观察/分析的最常用的装置之一,可以由通过对钢照射电子束而得到的电子图像(反射电子图像、二次电子图像等)和特征X射线的信息一次性地得到钢中夹杂物的大小、形状、组成等信息。
在以前的SEM中,由于需要手动搜索、分析一个一个的粒子,因此存在为了得到统计精度而需要长时间的分析时间的缺点,但是近年来,随着装置的改良,市场上开始销售能够自动分析夹杂物的自动分析装置。例如,在作为本发明的一个实施方式的高疲劳强度钢的制造方法中,对视野以规定的步骤照射电子束,进行扫描,在扫描的各个点记录反射电子图像的亮度。在所记录的亮度为表示夹杂物的存在的阈值以上时,开始夹杂物的尺寸测量,然后连续地根据特征X射线的信息进行夹杂物的元素分析,以包含根据特征X射线的信息计算出的Al、Ca、Mg和Ti的浓度的合计值的值来进行夹杂物的分类提取作业。
利用这样的自动分析装置时,能够在无人的情况下进行整夜自动分析,能够在比较短的时间内获得对得到统计精度而言足够的粒子数的信息。另外,容易基于所得到的信息进行与大小、元素组成相应的钢中夹杂物的分类提取。在许多装置中,由于能够根据预先设定的阈值等自动地分类提取钢中夹杂物,因此根据钢的种类确定处理方法时,几乎所有的操作均能够不通过人进行,因此不会产生个体差异。
需要说明的是,在步骤S1的处理中,优选以下述方式对夹杂物进行分类提取。即,可以对排除Fe的浓度后进行了归一化的Al、Ca、Mg和Ti的浓度的合计值为40质量%以上的夹杂物进行分类提取。如上所述,在疲劳试验中成为剥离起点的夹杂物可以认为是在制钢阶段通过再氧化生成的MgO-Al2O3在熔渣类夹杂物(含有CaO的夹杂物)上聚集而形成的物质、在此TiN析晶而形成复合夹杂物的物质,作为成分元素含有Al、Ca、Mg和Ti。这是因为,其中,基于本发明的发明人实施的铸片和疲劳试验后的试验片的观察对钢中夹杂物的不同组成的大小与寿命特性的相关调查的结果是,在根据特征X射线的信息计算出的Al、Ca、Mg和Ti的浓度的合计值以排除Fe的浓度后进行了归一化的浓度计为40重量%~75重量%的范围内时,具有制品的寿命特性降低的倾向。
另外,在步骤S1的处理中,优选以下述方式对夹杂物进行分类提取。即,更优选对以排除Fe的浓度后进行了归一化的浓度计含有15~50质量%的Al、40~75质量%的Ca、3~25质量%的Mg和0~10质量%的Ti的夹杂物进行分类提取。这是因为该成分范围是图3所示的CaO中含有许多微细的MgO-Al2O3的夹杂物的组成。图3所示的夹杂物在被轧制时如图2所示伸展。CaO比较柔软,因此通过轧制而伸展,但是MgO-Al2O3硬,各自由于轧制而移动,由此可以在MgO-Al2O3彼此之间形成如图2所示的空隙。该空隙容易成为疲劳龟裂的起点,成为疲劳寿命显著降低的原因。
这样的对疲劳强度产生显著不良影响的夹杂物的组成为3质量%≤MgO≤25质量%且35质量%≤Ca(O,S)≤70质量%且20质量%≤Al2O3≤55质量%的范围,超出该范围时,对疲劳强度的不良影响与通常的夹杂物同等程度地被缓和。需要说明的是,将3质量%≤MgO≤25质量%换算为Mg时,对应于3质量%≤Mg≤25质量%,将35质量%≤Ca(O,S)≤70质量%换算为Ca时,对应于40质量%≤Ca≤75质量%,将20质量%≤Al2O3≤55质量%换算为Al时,对应于15质量%≤Al2O3≤50质量%。另外,由于也存在以上述组成的夹杂物为核、TiN析晶而形成复合夹杂物的情况,因此也有时含有0~10质量%的Ti。
需要说明的是,可以在上述组成范围的夹杂物的基础上含有70质量%以上的Ti的夹杂物而进行分类提取。另外,也可以仅对含有70质量%以上的Ti的夹杂物进行分类提取。如上所述,有时TiN以MgO-Al2O3-Ca(O,S)-MnS为核析晶而形成复合夹杂物,但是也存在上述复合夹杂物中仅TiN的部分露出观察面的情况(例如,进一步研磨试验片时出现MgO-Al2O3-Ca(O,S)-MnS夹杂物的部分等)。在理想地测定纯TiN时,由于Ti浓度为77质量%,因此考虑到测定精度时,可以将含有70质量%以上的Ti的夹杂物判断为TiN。
另外,在步骤S1的处理中,可以以下述方式对夹杂物进行分类提取。即,进一步优选对以排除Fe的浓度后进行了归一化的浓度计含有20~70质量%的Al、0~70质量%的Ca、3~30质量%的Mg和0~10质量%的Ti的夹杂物以及含有70质量%以上的Ti的夹杂物也进行分类提取。到此为止,对MgO-Al2O3-Ca(O,S)-MnS夹杂物以及该夹杂物与TiN夹杂物的复合夹杂物进行分类提取时,说明了钢的洁净度与制品的疲劳寿命的相关性也提高。但是,实际上也可以观察到接近于单独的MgO-Al2O3类夹杂物(尖晶石组成)的物质。在铸片内存在MgO-Al2O3类夹杂物的团簇时,各个夹杂物粒子由于轧制而移动,可以在夹杂物粒子彼此之间产生空隙。该空隙容易成为疲劳龟裂的起点,成为疲劳寿命显著降低的原因。
在作为本发明的一个实施方式的高疲劳强度钢的制造方法中,接着,对如上分类提取后的钢中夹杂物进行统计处理(步骤S2)。根据钢铁材料,适当的统计处理是各种各样的,但是均为通过根据材质特性进行适当的统计处理来提高洁净度评价的准确性。就作为本发明对象的轴承钢等要求高疲劳强度的钢而言,大的钢中夹杂物的影响对疲劳寿命有很大影响,小的钢中夹杂物即使数量多,对疲劳寿命的影响也小。为了预测这样的特性,使用极值统计法评价钢的洁净度的手段是有效的。需要说明的是,为了进一步提高统计精度,试样的选定方法、增大被检区域等进行分析前的操作也很重要。在本发明中,通过使用铸片作为试样,能够更容易且高概率地发现成为问题的夹杂物,因此统计精度提高。
需要说明的是,极值统计可以通过常规方法进行,但是此时的数据为例如上述的30个样品的情况下,可以从各样品中选择出最大尺寸的夹杂物各一个并利用合计30个夹杂物进行极值统计。例如,在准备8个20mm×20mm的样品的情况下,将1个样品分成4份,从各个部分中选择出显示最大尺寸的夹杂物各一个。在限定夹杂物的成分范围的情况下,可以从各个部分中选择出该成分范围内的夹杂物中的最大尺寸的夹杂物。由于可以得到全部32个夹杂物数据,因此可以将它们用作极值统计用数据。上述夹杂物的尺寸的确定方法可以适当定义,例如可以根据夹杂物的面积求出等效圆直径,用该等效圆直径代表夹杂物的尺寸。
当然,在包含上述范围以外的种类的夹杂物的所有种类的夹杂物的预测最大直径例如大到25μm以上的情况下,不能稳定地实现高的疲劳寿命。但是,认为即使是预测最大直径小于25μm的高纯净钢,在存在上述使疲劳寿命极度降低的夹杂物时,其影响也变得显著,因此,通过仅限定该夹杂物而进行极值统计,能够进行更高精度的预测。因此,本方法对于所有种类的夹杂物的预测最大直径小于25μm的钢材更有效地发挥效果。
在作为本发明的一个实施方式的高疲劳强度钢的制造方法中,接着,基于在步骤S1和步骤S2的处理中得到的铸片的洁净度的评价,判断能否轧制铸片(步骤S3),对在步骤S3的处理中判断为能够轧制的铸片实施轧制(步骤S4)。例如,在步骤S1和步骤S2的处理中得到的铸片的洁净度的评价中预测到上述的夹杂物的预测最大直径为20μm的情况下,由于期待以该铸片为原材的制品呈现高的疲劳寿命,因此供于下一工序的轧制。与此相对,在步骤S1和步骤S2的处理中得到的铸片的洁净度的评价中预测到夹杂物的预测最大直径为50μm的情况下,由于担心以该铸片为原材的制品的疲劳寿命显著变短,因此例如在铸片的阶段作为废铁进行再熔化。通过在铸片的阶段作为废铁进行再熔化,与在轧制铸片后作为废铁相比,能够降低轧制所需的能量、材料费用的损失。需要说明的是,也可以不将铸片作为废铁而是变更为目的是不要求高洁净性的品种来轧制铸片。
另一方面,在疲劳试验中成为剥离起点的夹杂物如上所述被认为是在制钢阶段形成的,为了制造洁净度更高的钢,需要将所得到的夹杂物的分析结果等信息适当地反馈到制钢条件中而改善为更优选的制钢条件。因此,在作为本发明的一个实施方式的高疲劳强度钢的制造方法中,基于在上述步骤S1和步骤S2的处理中得到的铸片的洁净度的评价,确定是否需要变更作为高疲劳强度钢的原材的铸片的下次制造时机的制造条件(步骤S5)。然后,在步骤S5的处理中确定为需要变更原材制造条件的情况下,在作为高疲劳强度钢的原材的铸片的下一制造时机,按照变更后的制造条件制造作为高疲劳强度钢的原材的铸片。与此相对,在步骤S5的处理中,在确定为不需要变更原材制造条件的情况下,在与前一制造时机相同的制造条件下制造作为高疲劳强度钢的原材的铸片(步骤S6)。例如,在步骤S1和步骤S2中得到的铸片的洁净度的评价中Mg的浓度高的夹杂物的预测最大直径大的情况下,Mg在制钢阶段使用的耐火物、为了降低耐火物的损伤而添加的材料等中大量含有,因此可以考虑变更它们的种类、量的方法。相反,在无论夹杂物种类如何其预测最大直径都大的情况下,可以考虑提高悬浮于钢水中的夹杂物的上浮效果的处理时间的优化、改变中间包堰的结构等。
需要说明的是,作为高疲劳强度钢,可以例示在JIS(日本工业标准)G4805中规定为SUJ2的轴承钢。其成分范围为:碳浓度为0.95质量%以上且1.10质量%以下,硅浓度为0.15质量%以上且0.35质量%以下,锰浓度为0.50质量%以下,磷浓度为0.025质量%以下,硫浓度为0.025质量%以下,铬浓度为1.30质量%以上且1.60质量%以下,钼浓度为0.08质量%以下,镍浓度为0.25质量%以下,铜浓度为0.25质量%以下。作为在其它标准中规定的轴承钢,可以例示:在ISO(国际标准化机构)683-17标准中规定为100Cr6的轴承钢、在GB(中国国家标准)中规定为GCr15的轴承钢、在ASTM(美国试验材料协会)A295标准中规定为52100的轴承钢和在DIN(德国标准协会)标准中规定为100Cr6的轴承钢等。在ISO(国际标准化机构)683-17标准中规定为100Cr6的轴承钢的成分范围为:碳浓度为0.95质量%以上且1.10质量%以下、硅浓度为0.15质量%以上且0.35质量%以下、锰浓度为0.25质量%以上且0.45质量%以下、磷浓度为0.030质量%以下,硫浓度为0.025质量%以下、铬浓度为1.35质量%以上且1.65质量%以下。
另外,在JIS G 4053中规定的铬钼钢钢材(SCM材料)也根据用途要求疲劳强度。作为SCM材料的例子,规定为SCM420的铬钼钢材的成分的碳浓度为0.18质量%以上且0.23质量%以下、硅浓度为0.15质量%以上且0.35质量%以下、锰浓度为0.60质量%以上且0.90质量%以下、磷浓度为0.030质量%以下、硫浓度为0.030质量%以下、镍浓度为0.25质量%以下、铬浓度为0.90质量%以上且1.20质量%以下、钼浓度为0.15质量%以上且0.25质量%以下。作为其它标准中规定的铬钼钢材,可以例示:在ISO(国际标准化机构)标准、EN(欧洲标准化委员会)标准和DIN(德国标准协会)标准等中规定为25CrMo4的钢材、在GB(中国国家标准)中规定为30CrMn的钢材、在ASTM(美国试验材料协会)A29标准中规定为4130的钢材等。
此外,在JIS G 4051中规定的机械结构用碳钢钢材(SC材料)也根据用途要求疲劳强度。作为SC材料的例子,规定为S53C的铬钼钢材的成分的碳浓度为0.50质量%以上且0.56质量%以下、硅浓度为0.15质量%以上且0.35质量%以下、锰浓度为0.60质量%以上且0.90质量%以下、磷浓度为0.030质量%以下、硫浓度为0.035质量%以下。
实施例
在本实施例中,使用将通过转炉、RH脱气和浇包加热精炼设备熔炼后的钢水利用弯曲型方坯连铸机进行连续铸造而得到的截面尺寸为300mm×400mm且长度为约5m的方坯铸片。铸造后的钢水的组成为C:0.95-1.05质量%、Si:0.15-0.25质量%、Mn:0.35-0.45质量%、P:0.005-0.025质量%、S:0.03-0.05质量%、Al:0.015-0.020质量%、Cr:1.5-1.6质量%、Mo:0.1-0.6质量%、N:0.003-0.005质量%、O:0.0005-0.0010质量%的范围内。对于上述方坯铸片中以恒定铸造速度铸造的位置的方坯铸片,从前端300mm的位置沿铸造方向切出100mm厚的铸片,从其1/4厚度、1/4宽度的位置得到铸片厚度方向35mm、铸片宽度方向110mm的试样。从该试样裁取30个以垂直于铸入方向的面为观察面的10mm×10mm的SEM观察用试样(对应于铸片厚度方向30mm、铸片宽度方向100mm)。
试样裁取后的方坯铸片通过钢片轧制而制成轧制钢坯,对该轧制钢坯进一步进行棒钢轧制,制成60mmφ的制品棒钢。将制品棒钢相对于轧制方向(长度方向)垂直地切断,裁取60mmφ、厚度5mm的推力型疲劳寿命试验用试验片,并且从与疲劳寿命试验用试验片在轧制方向上相邻的位置裁取40个以与轧制方向垂直的面为观察面的10mm×10mm的SEM观察用试样(20个/面×2面)。对从各方坯铸片裁取的SEM观察用试样和从制品棒钢裁取的SEM观察用试样分别进行SEM观察。SEM观察中,在倍率250倍、加速电压20kV下照射电子束,由所得到的反射电子图像基于对比度求出夹杂物尺寸。接着,基于利用特征X射线对SEM观察中以1μm以上的粒子形式被测量到的夹杂物进行元素分析(EDX分析)而得到的结果,对夹杂物进行分类提取,对于落入应作为对象的成分范围内的夹杂物,使用极值统计法计算出预测最大直径。推力型疲劳寿命试验中,在钢球数量3球、负荷载荷400kgf、赫兹应力5230MPa、轴转速1200rpm、应力负荷次数1800cpm的条件下进行,评价各铸片的滚动疲劳寿命。
在发明例中,求出根据从方坯铸片裁取的SEM观察用试样的数据计算出的预测最大直径与推力型疲劳寿命试验的滚动疲劳寿命的相关系数。其中,发明例1为对以排除Fe的浓度后进行了归一化的元素浓度计含有15~50质量%的Al、40~75质量%的Ca、3~25质量%的Mg和0~10%的Ti的夹杂物1进行分类提取的情况;发明例2为对以排除Fe的浓度后进行了归一化的元素浓度计含有15~50质量%的Al、40~75质量%的Ca、3~25质量%的Mg和0~10%的Ti的夹杂物1以及含有70%以上的Ti的夹杂物2(夹杂物1+2)进行分类提取的情况;发明例3为对以排除Fe的浓度后进行了归一化的元素浓度计含有20~70质量%的Al、0~70质量%的Ca、3~30质量%的Mg和0~10%的Ti的夹杂物1以及含有70%以上的Ti的夹杂物3(夹杂物2+3)进行分类提取的情况;发明例4为对排除Fe的浓度后进行了归一化的Al、Ca、Mg和Ti的浓度的合计值为60质量%以上的夹杂物进行分类提取的情况;发明例5为对排除Fe的浓度后进行了归一化的Al、Ca、Mg和Ti的浓度的合计值为40质量%以上的夹杂物进行分类提取的情况;以及发明例6为将Al、Ca、Mg和Ti的浓度的合计值作为阈值对夹杂物进行分类提取的情况(结果是排除Fe的浓度后进行了归一化的Al、Ca、Mg和Ti的浓度的合计值为30质量%以上)。
另一方面,在比较例中,求出根据从制品棒钢裁取的SEM观察用试样的数据计算出的预测最大直径与推力型疲劳寿命试验的滚动疲劳寿命的相关系数。其中,比较例1为对以排除Fe的浓度后进行了归一化的元素浓度计含有15~50质量%的Al、40~75质量%的Ca、3~25质量%的Mg和0~10%的Ti的夹杂物1以及含有70%以上的Ti的夹杂物2(夹杂物1+2)进行分类提取的情况;比较例2为对排除Fe的浓度后进行了归一化的Al、Ca、Mg和Ti的浓度的合计值为60质量%以上的夹杂物进行分类提取的情况;发明例3为对以排除Fe的浓度后进行了归一化的元素浓度计含有20~70质量%的Al、0~70质量%的Ca、3~30质量%的Mg和0~10%的Ti的夹杂物1以及含有70%以上的Ti的夹杂物(夹杂物2+3)进行分类提取的情况;比较例4为对排除Fe的浓度后进行了归一化的Al、Ca、Mg和Ti的浓度的合计值为40质量%以上的夹杂物进行分类提取的情况;比较例5为将Al、Ca、Mg和Ti的浓度的合计值作为阈值对夹杂物进行分类提取的情况(结果是排除Fe的浓度后进行了归一化的Al、Ca、Mg和Ti的浓度的合计值为30质量%以上)。
将评价结果示于以下的表1中。如表1所示,发明例的预测最大直径与滚动疲劳寿命的相关系数比比较例的高。由此确认到,与比较例相比,根据发明例能够提高滚动疲劳寿命的预测精度。另外确认到,即使是夹杂物整体的预测最大直径小于25μm的超高洁净钢,发明例也显示出与疲劳强度的高相关性,能够精度良好地预测疲劳强度。
[表1]
(表1)

以上,对应用了本发明人做出的发明的实施方式进行了说明,但是本发明不限于构成本实施方式的本发明的公开的一部分的记述和附图。即,由本领域技术人员等基于本实施方式得到的其它实施方式、实施例和运用技术等均包含在本发明的范畴内。
产业上的可利用性
根据本发明,可以提供能够更准确地评价钢的洁净度、能够高精度地预测疲劳寿命的作为高疲劳强度钢的原材的铸片的洁净度评价方法。另外,根据本发明,可以提供能够制造洁净度更高的钢的高疲劳强度钢的制造方法。
符号说明
B 钢球
R 圆轨道
S 钢
Claims (15)
1.一种作为高疲劳强度钢的原材的铸片的洁净度评价方法,其包括:
分类提取步骤,其中,根据通过对从所述铸片裁取的试验片照射电子束而得到的电子图像和特征X射线的信息指定该试验片中存在的夹杂物,利用包含根据所述特征X射线的信息计算出的Al、Ca、Mg和Ti的浓度的合计值的值对所述夹杂物进行分类提取;以及
评价步骤,其中,对于在所述分类提取步骤中分类提取后的夹杂物,使用极值统计法计算出预测最大直径,基于计算出的预测最大直径对所述铸片的洁净度进行评价。
2.根据权利要求1所述的作为高疲劳强度钢的原材的铸片的洁净度评价方法,其中,所述分类提取步骤包括对排除Fe的浓度后进行了归一化的Al、Ca、Mg和Ti的浓度的合计值为40质量%以上的夹杂物进行分类提取的步骤。
3.根据权利要求1或2所述的作为高疲劳强度钢的原材的铸片的洁净度评价方法,其中,所述分类提取步骤包括对以排除Fe的浓度后进行了归一化的浓度计含有15~50质量%的Al、40~75质量%的Ca、3~25质量%的Mg和0~10质量%的Ti的夹杂物进行分类提取的步骤。
4.根据权利要求1或2所述的作为高疲劳强度钢的原材的铸片的洁净度评价方法,其特征在于,所述分类提取步骤包括对以排除Fe的浓度后进行了归一化的浓度计含有15~50质量%的Al、40~75质量%的Ca、3~25质量%的Mg和0~10质量%的Ti的夹杂物以及含有70质量%以上的Ti的夹杂物中的至少一者进行分类提取的步骤。
5.根据权利要求1或2所述的作为高疲劳强度钢的原材的铸片的洁净度评价方法,其中,所述分类提取步骤包括对以排除Fe的浓度后进行了归一化的浓度计含有20~70质量%的Al、0~70质量%的Ca、3~30质量%的Mg、0~10质量%的Ti的夹杂物以及含有70质量%以上的Ti的夹杂物中的至少一者进行分类提取的步骤。
6.一种高疲劳强度钢的制造方法,其包括:
原材制造步骤,其中,制造作为所述高疲劳强度钢的原材的铸片;
分类提取步骤,其中,根据通过对从所述铸片裁取的试验片照射电子束而得到的电子图像和特征X射线的信息指定该试验片中存在的夹杂物,利用包含根据所述特征X射线的信息计算出的Al、Ca、Mg和Ti的浓度的合计值的值对所述夹杂物进行分类提取;
评价步骤,其中,对于在所述分类提取步骤中分类提取后的夹杂物,使用极值统计法计算出预测最大直径,基于计算出的预测最大直径对所述铸片的洁净度进行评价;
判断步骤,其中,基于在所述评价步骤中得到的所述铸片的洁净度的评价,判断能否轧制该铸片;以及
轧制步骤,其中,对在所述判断步骤中判断为能够轧制的铸片实施轧制。
7.根据权利要求6所述的高疲劳强度钢的制造方法,其中,所述分类提取步骤包括对排除Fe的浓度后进行了归一化的Al、Ca、Mg和Ti的浓度的合计值为40质量%以上的夹杂物进行分类提取的步骤。
8.根据权利要求6或7所述的高疲劳强度钢的制造方法,其中,所述分类提取步骤包括对以排除Fe的浓度后进行了归一化的浓度计含有15~50质量%的Al、40~75质量%的Ca、3~25质量%的Mg和0~10质量%的Ti的夹杂物进行分类提取的步骤。
9.根据权利要求6或7所述的高疲劳强度钢的制造方法,其中,所述分类提取步骤包括对以排除Fe的浓度后进行了归一化的浓度计含有15~50质量%的Al、40~75质量%的Ca、3~25质量%的Mg和0~10质量%的Ti的夹杂物以及含有70质量%以上的Ti的夹杂物中的至少一者进行分类提取的步骤。
10.根据权利要求6或7所述的高疲劳强度钢的制造方法,其中,所述分类提取步骤包括对以排除Fe的浓度后进行了归一化的浓度计含有20~70质量%的Al、0~70质量%的Ca、3~30质量%的Mg、0~10质量%的Ti的夹杂物以及含有70质量%以上的Ti的夹杂物中的至少一者进行分类提取的步骤。
11.一种高疲劳强度钢的制造方法,其包括:
第一原材制造步骤,其中,制造作为所述高疲劳强度钢的原材的铸片;
分类提取步骤,其中,根据通过对从所述铸片裁取的试验片照射电子束而得到的电子图像和特征X射线的信息指定该试验片中存在的夹杂物,利用包含根据所述特征X射线的信息计算出的Al、Ca、Mg和Ti的浓度的合计值的值对所述夹杂物进行分类提取;
评价步骤,其中,对于在所述分类提取步骤中分类提取后的夹杂物,使用极值统计法计算出预测最大直径,基于计算出的预测最大直径对所述铸片的洁净度进行评价;
原材制造条件确定步骤,其中,基于在所述评价步骤中得到的所述铸片的洁净度的评价,确定是否需要变更作为所述高疲劳强度钢的原材的铸片的下一制造时机的制造条件;以及
第二原材制造步骤,其中,在作为所述高疲劳强度钢的原材的铸片的下一制造时机,在所述原材制造条件确定步骤中确定为需要变更原材制造条件的情况下,按照变更后的制造条件制造作为所述高疲劳强度钢的原材的铸片。
12.根据权利要求11所述的高疲劳强度钢的制造方法,其中,所述分类提取步骤包括对排除Fe的浓度后进行了归一化的Al、Ca、Mg和Ti的浓度的合计值为40质量%以上的夹杂物进行分类提取的步骤。
13.根据权利要求11或12所述的高疲劳强度钢的制造方法,其中,所述分类提取步骤包括对以排除Fe的浓度后进行了归一化的浓度计含有15~50质量%的Al、40~75质量%的Ca、3~25质量%的Mg和0~10质量%的Ti的夹杂物进行分类提取的步骤。
14.根据权利要求11或12所述的高疲劳强度钢的制造方法,其中,所述分类提取步骤包括对以排除Fe的浓度后进行了归一化的浓度计含有15~50质量%的Al、40~75质量%的Ca、3~25质量%的Mg和0~10质量%的Ti的夹杂物以及含有70质量%以上的Ti的夹杂物中的至少一者进行分类提取的步骤。
15.根据权利要求11或12所述的高疲劳强度钢的制造方法,其中,所述分类提取步骤包括对以排除Fe的浓度后进行了归一化的浓度计含有20~70质量%的Al、0~70质量%的Ca、3~30质量%的Mg、0~10质量%的Ti的夹杂物以及含有70质量%以上的Ti的夹杂物中的至少一者进行分类提取的步骤。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020159341 | 2020-09-24 | ||
| JP2020-159341 | 2020-09-24 | ||
| PCT/JP2021/031887 WO2022064973A1 (ja) | 2020-09-24 | 2021-08-31 | 高疲労強度鋼の素材となる鋳片の清浄度評価方法及び高疲労強度鋼の製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN116157675A true CN116157675A (zh) | 2023-05-23 |
Family
ID=80846437
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202180063516.9A Pending CN116157675A (zh) | 2020-09-24 | 2021-08-31 | 作为高疲劳强度钢的原材的铸片的洁净度评价方法和高疲劳强度钢的制造方法 |
Country Status (3)
| Country | Link |
|---|---|
| JP (1) | JP7201124B2 (zh) |
| CN (1) | CN116157675A (zh) |
| WO (1) | WO2022064973A1 (zh) |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6273546A (ja) * | 1985-09-26 | 1987-04-04 | Jeol Ltd | 非金属介在物分析装置 |
| WO2001081640A1 (fr) * | 2000-04-21 | 2001-11-01 | Nippon Steel Corporation | Plaque d'acier presentant une excellente aptitude a l'ebarbage et une resistance elevee a la fatigue, et son procede de production |
| JP5085013B2 (ja) * | 2005-05-10 | 2012-11-28 | 山陽特殊製鋼株式会社 | 鋼の信頼性評価方法 |
| EP1978124B1 (en) * | 2007-04-05 | 2014-10-22 | Kabushiki Kaisha Kobe Seiko Sho | Forging steel, forging and crankshaft |
| JP5900140B2 (ja) * | 2012-05-14 | 2016-04-06 | Jfeスチール株式会社 | 鋼の清浄度評価方法及び製造方法 |
| JP7020120B2 (ja) * | 2018-01-09 | 2022-02-16 | 日本製鉄株式会社 | 微粒子分別装置、品質評価装置、電子線装置およびプログラム |
| WO2019189532A1 (ja) * | 2018-03-28 | 2019-10-03 | 日立金属株式会社 | 耐摩耗性部品 |
-
2021
- 2021-08-31 JP JP2022502194A patent/JP7201124B2/ja active Active
- 2021-08-31 WO PCT/JP2021/031887 patent/WO2022064973A1/ja active Application Filing
- 2021-08-31 CN CN202180063516.9A patent/CN116157675A/zh active Pending
Also Published As
| Publication number | Publication date |
|---|---|
| WO2022064973A1 (ja) | 2022-03-31 |
| JPWO2022064973A1 (zh) | 2022-03-31 |
| JP7201124B2 (ja) | 2023-01-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| Atkinson et al. | Characterization of inclusions in clean steels: a review including the statistics of extremes methods | |
| CN111157620B (zh) | 一种钢中大尺寸夹杂物的溯源分析方法 | |
| JP5974962B2 (ja) | 耐HIC特性に優れたCaを添加したアルミキルド鋼材の製造方法及び溶鋼のCa添加処理方法 | |
| EP3239333A1 (en) | Steel plate having excellent toughness and resistance to hydrogen-induced cracking, and steel pipe for line pipe | |
| TWI707047B (zh) | 麻田散鐵系s快削不鏽鋼 | |
| KR100229096B1 (ko) | 금속의 청정도 평가장치 및 그의 방법 | |
| Lipiński et al. | Influence of outside furnace treatment on purity medium carbon steel | |
| JP6033716B2 (ja) | 金属内の異物弁別方法 | |
| Gleinig et al. | Characterization of nonmetallic inclusions in 18CrNiMo7-6 | |
| Cheng et al. | Determination of macroinclusions during clean steel production | |
| CN113063847A (zh) | 用于35ncd16合金磁粉探伤缺陷检测方法 | |
| EP3239319A1 (en) | Steel plate having excellent hydrogen-induced cracking resistance and steel pipe for line pipe | |
| CN116157675A (zh) | 作为高疲劳强度钢的原材的铸片的洁净度评价方法和高疲劳强度钢的制造方法 | |
| JP5900140B2 (ja) | 鋼の清浄度評価方法及び製造方法 | |
| JP6032166B2 (ja) | カルシウム添加鋼の耐水素誘起割れ特性の推定方法 | |
| JPH0525587A (ja) | 軸受用鋼 | |
| JP2008304368A (ja) | ステンレス鋼の非金属介在物評価方法 | |
| Lund et al. | Nucleation of fatigue in very low oxygen bearing steels | |
| Farahat et al. | Failure analysis of train vehicles engagement arm | |
| Nakayama et al. | Effect of amount of chunky graphite on mechanical properties of spheroidal-graphite cast iron | |
| JP3539107B2 (ja) | 鋼材の非金属介在物評価方法 | |
| Jonck et al. | Investigation of the'tiger skin'defect on indefinite chill rolls | |
| Tomasello et al. | Melt Methods and Their Effects on Cleanliness for Bearing Performance | |
| Shimamoto et al. | Influence of modified oxide inclusions on initiation of rolling contact fatigue cracks in bearing steel | |
| Naranjo Espinosa | The effect of deoxidation practice on non-metallic inclusions and their effect on mechanical properties of a low alloy steel |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination |