CN115924597B - 一种塑料复合袋生产线的收卷装置 - Google Patents
一种塑料复合袋生产线的收卷装置 Download PDFInfo
- Publication number
- CN115924597B CN115924597B CN202310246651.8A CN202310246651A CN115924597B CN 115924597 B CN115924597 B CN 115924597B CN 202310246651 A CN202310246651 A CN 202310246651A CN 115924597 B CN115924597 B CN 115924597B
- Authority
- CN
- China
- Prior art keywords
- frame
- machine base
- composite bag
- production line
- plastic composite
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images



Abstract
本发明公开了一种塑料复合袋生产线的收卷装置,包括机座,所述机座上部一侧转动设置有收卷组件,所述机座内侧下部设置有用于调节收卷组件角度的调节组件,所述机座上部设置有断料组件,所述机座上部一端设置有半圆弧部,且半圆弧部位置处同轴转动设置有金属辊轴,所述金属辊轴靠近机座内侧处固定有支撑框,所述支撑框呈U型框架结构,所述支撑框包括横平部,且横平部远离机座一端设置有斜向上倾斜的倾斜部,所述支撑框两侧靠近倾斜部与横平部对称设置有锁辊组件。本发明方便卸料,可以在冲压前将塑料复合袋夹紧,保证切断效果,避免出现切口不平整的问题。
Description
技术领域
本发明涉及收卷设备技术领域,尤其涉及一种塑料复合袋生产线的收卷装置。
背景技术
塑料袋是人们日常生活中必不可少的物品,常被用来装其他物品。因其廉价、重量极轻、容量大、便于收纳的优点被广泛使用,塑料复合袋属于一种常见的塑料袋,塑料复合袋适用于食品、电子产品、化工、医药、茶叶、精密仪器和国防尖端产品的真空包装或一般包装。在塑料袋的制袋技术中,当塑料复合袋的前序制作完成后,通常都需要将塑料袋收卷好,现有的收卷装置需要人工的取放卷辊,并且切断过程中容易出现切口不齐等问题,所以现提出一种塑料复合袋生产线的收卷装置。
发明内容
基于背景技术存在的技术问题,本发明提出了一种塑料复合袋生产线的收卷装置。
本发明提出的一种塑料复合袋生产线的收卷装置,包括机座,所述机座上部一侧转动设置有收卷组件,所述机座内侧下部设置有用于调节收卷组件角度的调节组件,所述机座上部设置有断料组件;
所述机座上部一端设置有半圆弧部,且半圆弧部位置处同轴转动设置有金属辊轴,所述金属辊轴靠近机座内侧处固定有支撑框,所述支撑框呈U型框架结构,所述支撑框包括横平部,且横平部远离机座一端设置有斜向上倾斜的倾斜部,所述支撑框两侧靠近倾斜部与横平部对称设置有锁辊组件,所述锁辊组件包括转盘,所述支撑框侧壁设置有供转盘转动连接的圆孔,所述转盘一端设置有插槽,所述插槽为多边形结构,且插槽内插设有多棱柱,所述多棱柱一端中间位置处转动设置有拉动柱,所述转盘上设置有连通插槽内部的插孔,所述拉动柱一端穿过插孔,所述拉动柱外周面靠近插槽内部位置处设置有第一复位弹簧,所述横平部上设置有带动拉动柱沿其轴向运动的脱辊组件,所述支撑框上部设置有用于驱动其中一个转盘旋转的驱动组件。
作为本技术方案的进一步优化,本发明一种塑料复合袋生产线的收卷装置,所述脱辊组件包括滑动设置在横平部上的滑动架,所述滑动架靠近机座一端设置有横臂,且横臂上转动设置有圆盘,且圆盘的外圆周面与半圆弧部的外圆周面接触,所述滑动架侧壁设置有滑动块,且横平部侧壁沿其长度方向设置有条形滑道,所述滑动块滑动设置在条形滑道内,所述条形滑道远离金属辊轴一端内壁固定有第三复位弹簧,所述半圆弧部下部设置有第一凸起部,所述滑动架远离横臂一端设置有触发杆,所述触发杆上设置有第二凸起部,所述拉动柱上设置有条形通道,且触发杆插设在条形通道内。
本优选方案中,随着支撑框旋转的过程中,圆盘与第一凸起部接触,带动滑动架移动,从而在触发杆和第二凸起部的作用下,拉动拉动柱和多棱柱移动。
作为本技术方案的进一步优化,本发明一种塑料复合袋生产线的收卷装置,所述调节组件包括固定在支撑框下部的支撑架,所述机座底部内侧设置有铰接座,所述铰接座内铰接有气缸,所述气缸的上部与支撑架下部铰接。
作为本技术方案的进一步优化,本发明一种塑料复合袋生产线的收卷装置,所述支撑框远离金属辊轴一侧设置有扶手架。
作为本技术方案的进一步优化,本发明一种塑料复合袋生产线的收卷装置,所述支撑框上部设置有金属罩,所述驱动组件包括设置在金属罩上部一端的驱动电机,所述驱动电机的输出轴通过螺栓固定有皮带轮,且皮带轮和其中一个转盘上套设置有同一个皮带。
作为本技术方案的进一步优化,本发明一种塑料复合袋生产线的收卷装置,两个所述锁辊组件之间设置有同一个辊轴组件,所述辊轴组件包括中空滚筒,所述中空滚筒的两端均设置有与多棱柱相适配的多棱槽,所述中空滚筒的外圆周面设置有等距离呈环形分布的扩张组件,所述扩张组件包括扩张板条,所述中空滚筒的外圆周面上设置有供扩张板条滑动的条形孔,所述条形孔靠近中空滚筒内侧一侧设置有呈对称分布的梯形块组,所述扩张板条由多个等距离分布的梯形块组成,所述中空滚筒上沿其轴向设置有贯穿开孔,且贯穿孔内设置有呈对称分布的两个触压杆,两个所述触压杆之间设置有同一个第二复位弹簧,且触压杆的外圆周面靠近梯形卡块位置处均设置有锥台型凸起。
本优选方案中,当触压杆受压运动,锥台型凸起配合设置的梯形块组作用,可以带动扩张板条向外扩张,可以将辊芯内侧涨紧固定。
作为本技术方案的进一步优化,本发明一种塑料复合袋生产线的收卷装置,所述断料组件包括设置在机座内侧上部的保持架,所述保持架包括矩形保持框,所述矩形保持框顶部为开口结构,所述矩形保持框底部内壁两端均设置有竖直设置的导向杆,且两个导向杆上部固定有同一个横梁,两个所述导向杆上滑动设置有同一个门型充能架,所述矩形保持框侧壁设置有贯穿其的矩形过料孔,所述矩形保持框内侧下部设置有定位切槽,所述矩形保持框内侧滑动设置有切料刀架,所述切料刀架包括横板,且横板两端均设置有供导向杆穿过的导向孔,两个所述导向杆的外周面靠近横板上部位置处均套设有充能弹簧,所述充能弹簧的两端分别与门型充能架和横板固定,所述横板下部设置有切料刀,所述横板上部一侧设置有U形框,且U形框远离横板一侧两边位置处均设置有竖直设置的锁定抵块,所述机座内侧两侧均设置有用于支撑锁定抵块的锁定组件,所述机座的两侧均设置有随着金属辊轴旋转带动门型充能架升降的联动齿轮组。
本优选方案中,门型充能架下移的过程中会对充能弹簧进行压迫充能,当锁定组件不再阻挡切料刀架的时候,切料刀架在充能弹簧作用下下移,带动切料刀对塑料复合袋进行切断。
作为本技术方案的进一步优化,本发明一种塑料复合袋生产线的收卷装置,所述锁定组件包括转动设置在机座内侧的曲臂,所述曲臂上部靠近矩形保持框一侧设置有斜面部,所述斜面部上部设置有阶梯槽,所述曲臂的下端设置有半圆卡槽,所述半圆卡槽内卡接有复位板簧,所述复位板簧的另外一端与机座的一侧内壁固定连接。
本优选方案中,曲臂被旋转下移的支撑框带动旋转的时候,可以解除对切料刀架的支撑,当曲臂不再被压迫时,复位板簧提供曲臂一个旋转复位的弹力。
作为本技术方案的进一步优化,本发明一种塑料复合袋生产线的收卷装置,所述联动齿轮组包括与金属辊轴一端固定连接的第二齿轮,所述机座的侧壁转动设置有第一齿轮,所述第一齿轮与第二齿轮啮合,所述门型充能架侧壁靠近第一齿轮位置处设置有齿牙部,所述齿牙部与第一齿轮啮合,所述矩形保持框上部两端均设置有与门型充能架相适配的矩形豁口。
本优选方案中,随着支撑框的旋转,带动金属辊轴旋转,从而带动第一齿轮和第二齿轮旋转,然后配合设置的齿牙部,带动门型充能架下移或者上移。
作为本技术方案的进一步优化,本发明一种塑料复合袋生产线的收卷装置,所述机座内侧靠近断料组件位置处设置有压料组件,所述压料组件包括固定在机座内侧的横托板,所述横托板的上表面与矩形过料孔下侧齐平,所述压料组件还包括转动设置在横托板上方的下压板,所述下压板上侧固定有转轴,且转轴与机座内侧转动连接,所述转轴上侧设置有触发板,且触发板与下压板之间夹角小于90度,所述下压板远离触发板一侧设置有矩形豁口,且矩形豁口内转动设置有压料滚轴,所述门型充能架上部靠近触发板一侧设置有触压块。
本优选方案中,下移的触压块会带动触发板旋转,从而带动下压板旋转,配合设置的压料滚轴将塑料复合袋进行压紧。
综上可知,本发明中的有益效果为:
本发明提供了一种塑料复合袋生产线的收卷装置,通过设置的半圆弧部和第一凸起部,配合设置的脱辊组件,可以随着气缸驱动收卷组件旋转的过程中推动滑动架和触发杆移动,拉动拉动柱和多棱柱移动,从而将多棱柱和辊轴组件分离,方便卸料,同时,在收卷组件旋转的过程中,金属辊轴旋转的过程中,带动第二齿轮旋转,从而,带动第一齿轮旋转,从而拉动门型充能架下移,下移过程中对充能弹簧进行压迫充能,给切料刀架提供切料的动能,同时配合设置的压料组件,结合设置的触压块,可以在冲压前将塑料复合袋夹紧,保证切断效果,避免出现切口不平整的问题。
附图说明
图1为本发明提出的一种塑料复合袋生产线的收卷装置的结构示意图;
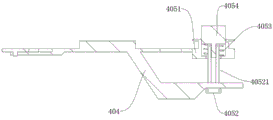
图2为本发明提出的一种塑料复合袋生产线的收卷装置的侧视结构示意图;
图3为本发明提出的一种塑料复合袋生产线的收卷装置机座的结构示意图;
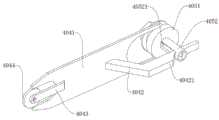
图4为本发明提出的一种塑料复合袋生产线的收卷装置收卷组件的结构示意图;
图5为本发明提出的一种塑料复合袋生产线的收卷装置辊轴组件的结构示意图;
图6为本发明提出的一种塑料复合袋生产线的收卷装置辊轴组件去除中空滚筒的结构示意图;
图7为本发明提出的一种塑料复合袋生产线的收卷装置脱辊组件和锁辊组件的结构示意图;
图8为本发明提出的一种塑料复合袋生产线的收卷装置脱辊组件和锁辊组件的剖视结构示意图;
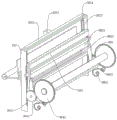
图9为本发明提出的一种塑料复合袋生产线的收卷装置断料组件的结构示意图;
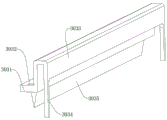
图10为本发明提出的一种塑料复合袋生产线的收卷装置保持架的结构示意图;
图11为本发明提出的一种塑料复合袋生产线的收卷装置切料刀架的结构示意图;
图12为本发明提出的一种塑料复合袋生产线的收卷装置压料组件的结构示意图。
图中:1、机座;101、铰接座;102、横托板;103、气缸;104、半圆弧部;1041、第一凸起部;2、压料组件;201、下压板;202、触发板;203、压料滚轴;204、转轴;3、断料组件;301、门型充能架;3011、齿牙部;3012、触压块;302、保持架;3021、横梁;3022、导向杆;3023、矩形保持框;30231、矩形过料孔;30232、矩形豁口;30233、定位切槽;3024、充能弹簧;303、切料刀架;3031、横板;3032、导向孔;3033、U形框;3034、锁定抵块;3035、切料刀;304、联动齿轮组;3041、第一齿轮;3042、第二齿轮;305、曲臂;3051、复位板簧;3052、半圆卡槽;3053、斜面部;4、收卷组件;401、金属辊轴;402、支撑架;403、支撑框;4031、扶手架;4032、倾斜部;4033、横平部;4034、条形滑道;40341、第三复位弹簧;404、脱辊组件;4041、滑动架;4042、触发杆;40421、第二凸起部;4043、横臂;4044、圆盘;405、锁辊组件;4051、转盘;4052、拉动柱;40521、条形通道;4053、第一复位弹簧;4054、多棱柱;406、金属罩;407、驱动组件;4071、驱动电机;4072、皮带轮;4073、皮带;408、辊轴组件;4081、中空滚筒;4082、扩张板条;40821、梯形块组;4083、条形孔;4084、多棱槽;4085、触压杆;40851、锥台型凸起;4086、第二复位弹簧。
具体实施方式
下面将结合本发明实施例中的附图1-图12,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
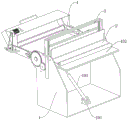
参照图1-12,一种塑料复合袋生产线的收卷装置,包括机座1,所述机座1上部一侧转动设置有收卷组件4,所述机座1内侧下部设置有用于调节收卷组件4角度的调节组件,所述机座1上部设置有断料组件3;
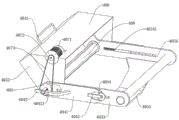
所述机座1上部一端设置有半圆弧部104,且半圆弧部104位置处同轴转动设置有金属辊轴401,所述金属辊轴401靠近机座1内侧处固定有支撑框403,所述支撑框403呈U型框架结构,所述支撑框403包括横平部4033,且横平部4033远离机座1一端设置有斜向上倾斜的倾斜部4032,所述支撑框403两侧靠近倾斜部4032与横平部4033对称设置有锁辊组件405,所述锁辊组件405包括转盘4051,所述支撑框403侧壁设置有供转盘4051转动连接的圆孔,所述转盘4051一端设置有插槽,所述插槽为多边形结构,且插槽内插设有多棱柱4054,所述多棱柱4054一端中间位置处转动设置有拉动柱4052,所述转盘4051上设置有连通插槽内部的插孔,所述拉动柱4052一端穿过插孔,所述拉动柱4052外周面靠近插槽内部位置处设置有第一复位弹簧4053,所述横平部4033上设置有带动拉动柱4052沿其轴向运动的脱辊组件404,所述支撑框403上部设置有用于驱动其中一个转盘4051旋转的驱动组件407。
参照附图2、附图4、附图7和附图8,所述脱辊组件404包括滑动设置在横平部4033上的滑动架4041,所述滑动架4041靠近机座1一端设置有横臂4043,且横臂4043上转动设置有圆盘4044,且圆盘4044的外圆周面与半圆弧部104的外圆周面接触,所述滑动架4041侧壁设置有滑动块,且横平部4033侧壁沿其长度方向设置有条形滑道4034,所述滑动块滑动设置在条形滑道4034内,所述条形滑道4034远离金属辊轴401一端内壁固定有第三复位弹簧40341,所述半圆弧部104下部设置有第一凸起部1041,所述滑动架4041远离横臂4043一端设置有触发杆4042,所述触发杆4042上设置有第二凸起部40421,所述拉动柱4052上设置有条形通道40521,且触发杆4042插设在条形通道40521内,这里随着支撑框403旋转的过程中,圆盘4044与第一凸起部1041接触,由于滑动架4041滑动设置在支撑框403,第一凸起部1041会推动圆盘4044连带着滑动架4041一起滑动,滑动架4041上的触发杆4042一起运动,从而触发杆4042和拉动柱4052发生相对运动,触发杆4042上的第二凸起部40421会带动拉动柱4052沿轴向运动,从而带动与拉动柱4052相连接的多棱柱4054移动。
参照附图1和附图2,所述调节组件包括固定在支撑框403下部的支撑架402,所述机座1底部内侧设置有铰接座101,所述铰接座101内铰接有气缸103,所述气缸103的上部与支撑架402下部铰接。
所述支撑框403远离金属辊轴401一侧设置有扶手架4031。
参照附图4,所述支撑框403上部设置有金属罩406,所述驱动组件407包括设置在金属罩406上部一端的驱动电机4071,所述驱动电机4071的输出轴通过螺栓固定有皮带轮4072,且皮带轮4072和其中一个转盘4051上套设置有同一个皮带4073。
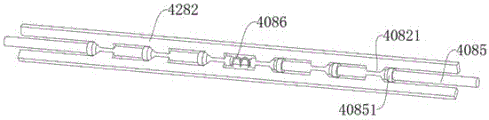
参照附图4、附图5和附图6,两个所述锁辊组件405之间设置有同一个辊轴组件408,所述辊轴组件408包括中空滚筒4081,所述中空滚筒4081的两端均设置有与多棱柱4054相适配的多棱槽4084,所述中空滚筒4081的外圆周面设置有等距离呈环形分布的扩张组件,所述扩张组件包括扩张板条4082,所述中空滚筒4081的外圆周面上设置有供扩张板条4082滑动的条形孔4083,所述条形孔4083靠近中空滚筒4081内侧一侧设置有呈对称分布的梯形块组40821,所述扩张板条4082由多个等距离分布的梯形块组成,所述中空滚筒4081上沿其轴向设置有贯穿开孔,且贯穿孔内设置有呈对称分布的两个触压杆4085,两个所述触压杆4085之间设置有同一个第二复位弹簧4086,且触压杆4085的外圆周面靠近梯形卡块位置处均设置有锥台型凸起40851,这里当触压杆4085受压运动,锥台型凸起40851配合设置的梯形块组40821作用,可以带动扩张板条4082向外扩张,可以将辊芯内侧涨紧固定。
参照附图2、附图9、附图10和附图11,所述断料组件3包括设置在机座1内侧上部的保持架302,所述保持架302包括矩形保持框3023,所述矩形保持框3023顶部为开口结构,所述矩形保持框3023底部内壁两端均设置有竖直设置的导向杆3022,且两个导向杆3022上部固定有同一个横梁3021,两个所述导向杆3022上滑动设置有同一个门型充能架301,所述矩形保持框3023侧壁设置有贯穿其的矩形过料孔30231,所述矩形保持框3023内侧下部设置有定位切槽30233,所述矩形保持框3023内侧滑动设置有切料刀架303,所述切料刀架303包括横板3031,且横板3031两端均设置有供导向杆3022穿过的导向孔3032,两个所述导向杆3022的外周面靠近横板3031上部位置处均套设有充能弹簧3024,所述充能弹簧3024的两端分别与门型充能架301和横板3031固定,所述横板3031下部设置有切料刀3035,所述横板3031上部一侧设置有U形框3033,且U形框3033远离横板3031一侧两边位置处均设置有竖直设置的锁定抵块3034,所述机座1内侧两侧均设置有用于支撑锁定抵块3034的锁定组件,所述机座1的两侧均设置有随着金属辊轴401旋转带动门型充能架301升降的联动齿轮组304,门型充能架301下移的过程中会对充能弹簧3024进行压迫充能,当锁定组件不再阻挡切料刀架303的时候,切料刀架303在充能弹簧3024作用下下移,带动切料刀3035对塑料复合袋进行切断。
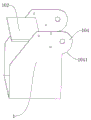
所述锁定组件包括转动设置在机座1内侧的曲臂305,所述曲臂305上部靠近矩形保持框3023一侧设置有斜面部3053,所述斜面部3053上部设置有阶梯槽,所述曲臂305的下端设置有半圆卡槽3052,所述半圆卡槽3052内卡接有复位板簧3051,所述复位板簧3051的另外一端与机座1的一侧内壁固定连接,曲臂305被旋转下移的支撑框403带动旋转的时候,可以解除对切料刀架303的支撑,当曲臂305不再被压迫时,复位板簧3051提供曲臂305一个旋转复位的弹力。
参照附图9,所述联动齿轮组304包括与金属辊轴401一端固定连接的第二齿轮3042,所述机座1的侧壁转动设置有第一齿轮3041,所述第一齿轮3041与第二齿轮3042啮合,所述门型充能架301侧壁靠近第一齿轮3041位置处设置有齿牙部3011,所述齿牙部3011与第一齿轮3041啮合,所述矩形保持框3023上部两端均设置有与门型充能架301相适配的矩形豁口30232,随着支撑框403的旋转,带动金属辊轴401旋转,从而带动第一齿轮3041和第二齿轮3042旋转,然后配合设置的齿牙部3011,带动门型充能架301下移或者上移。
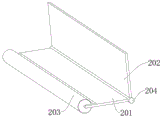
所述机座1内侧靠近断料组件3位置处设置有压料组件2,所述压料组件2包括固定在机座1内侧的横托板102,所述横托板102的上表面与矩形过料孔30231下侧齐平,所述压料组件2还包括转动设置在横托板102上方的下压板201,所述下压板201上侧固定有转轴204,且转轴204与机座1内侧转动连接,所述转轴204上侧设置有触发板202,且触发板202与下压板201之间夹角小于90度,所述下压板201远离触发板202一侧设置有矩形豁口,且矩形豁口内转动设置有压料滚轴203,所述门型充能架301上部靠近触发板202一侧设置有触压块3012,下移的触压块3012会带动触发板202旋转,从而带动下压板201旋转,配合设置的压料滚轴203将塑料复合袋进行压紧。
工作原理:使用时,首先将辊轴组件408穿过辊芯,然后将辊轴组件408放置到两个锁辊组件405支架,设置的多棱柱4054插设到多棱槽4084内,并且会压迫触压杆4085,配合设置的梯形块组40821和锥台型凸起40851,会带动扩张板条4082向外移动,将辊芯固定,将需要进行收卷的塑料复合袋穿过压料滚轴203和横托板102之间的间隙,然后穿过矩形保持框3023上的矩形过料孔30231,将塑料复合袋缠绕到辊芯上,然后控制驱动电机4071工作,配合设置的皮带轮4072、皮带4073,实现锁辊组件405上的转盘4051旋转,带动多棱柱4054旋转,从而带动辊轴组件408和辊芯一起旋转,实现对塑料复合袋的收卷,完成收卷后,通过控制气缸103收缩,带动支撑框403旋转,旋转过程中由于第一凸起部1041的设置,支撑框403旋转至下侧时,第一凸起部1041带动圆盘4044和滑动架 4041滑动,滑动架4041的移动,设置的触发杆4042和第二凸起部40421与拉动柱4052发生相对位移,第二凸起部40421会带动拉动柱4052移动,从而拉动多棱柱4054收起,从而辊轴组件408可以与锁辊组件405分离,在第二复位弹簧4086的作用下,触压杆4085复位,不再带动扩张板条4082扩张,从而可以将辊芯从辊轴组件408上取下,并且在支撑框403旋转下移的过程中,会带动金属辊轴401旋转,从而带动第二齿轮3042和第一齿轮3041旋转,配合设置的齿牙部3011下拉门型充能架301,压迫充能弹簧3024进行充能,当支撑框403与曲臂305接触,带动曲臂305旋转,从而实现曲臂305和切料刀架303上的锁定抵块3034分离,从而在充能弹簧3024的作用下,带动切料刀架303下移,设置的切料刀3035将塑料复合袋切断,在门型充能架301下移过程中,会带动触压块3012下移,与压料组件2上的触发板202配合,带动下压板201旋转,通过压料滚轴203将塑料复合袋压紧,保证塑料复合袋切口的平整度,随着气缸103伸长,可以带动收卷组件4复位,过程中,带动金属辊轴401旋转,配合设置的第一齿轮3041和第二齿轮3042,带动门型充能架301上移,同时由于充能弹簧3024两端与门型充能架301和横板3031固定,则过程中会带动切料刀架303上移复位,并且曲臂305不在受到压迫,复位板簧3051的作用下,带动曲臂305旋转复位,锁定抵块3034下端与斜面部3053上部的阶梯槽配合,实现锁定。
为了便于描述,在这里可以使用空间相对术语,如“在……之上”、“在……上方”、“在……上表面”、“上面的”等,用来描述如在图中所示的一个器件或特征与其他器件或特征的空间位置关系。应当理解的是,空间相对术语旨在包含除了器件在图中所描述的方位之外的在使用或操作中的不同方位。例如,如果附图中的器件被倒置,则描述为“在其他器件或构造上方”或“在其他器件或构造之上”的器件之后将被定位为“在其他器件或构造下方”或“在其他器件或构造之下”。因而,示例性术语“在……上方”可以包括“在……上方”和“在……下方”两种方位。该器件也可以其他不同方式定位(转90度或处于其他方位),并且对这里所使用的空间相对描述作出相应解释。
需要注意的是,这里所使用的术语仅是为了描述具体实施方式,而非意图限制根据本申请的示例性实施方式。如在这里所使用的,除非上下文另外明确指出,否则单数形式也意图包括复数形式,此外,还应当理解的是,当在本说明书中使用术语“包含”和/或“包括”时,其指明存在特征、步骤、操作、器件、组件和/或它们的组合。
需要说明的是,本申请的说明书和权利要求书及上述附图中的术语“第一”、“第二”等是用于区别类似的对象,而不必用于描述特定的顺序或先后次序。应该理解这样使用的数据在适当情况下可以互换,以便这里描述的本申请的实施方式例如能够以除了在这里图示或描述的那些以外的顺序实施。此外,术语“包括”和“具有”以及他们的任何变形,意图在于覆盖不排他的包含,例如,包含了一系列步骤或单元的过程、方法、系统、产品或设备不必限于清楚地列出的那些步骤或单元,而是可包括没有清楚地列出的或对于这些过程、方法、产品或设备固有的其它步骤或单元。
以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
Claims (9)
1.一种塑料复合袋生产线的收卷装置,包括机座(1),其特征在于:所述机座(1)上部一侧转动设置有收卷组件(4),所述机座(1)内侧下部设置有用于调节收卷组件(4)角度的调节组件,所述机座(1)上部设置有断料组件(3);
所述机座(1)上部一端设置有半圆弧部(104),且半圆弧部(104)位置处同轴转动设置有金属辊轴(401),所述金属辊轴(401)靠近机座(1)内侧处固定有支撑框(403),所述支撑框(403)呈U型框架结构,所述支撑框(403)包括横平部(4033),且横平部(4033)远离机座(1)一端设置有斜向上倾斜的倾斜部(4032),所述支撑框(403)两侧靠近倾斜部(4032)与横平部(4033)对称设置有锁辊组件(405),所述锁辊组件(405)包括转盘(4051),所述支撑框(403)侧壁设置有供转盘(4051)转动连接的圆孔,所述转盘(4051)一端设置有插槽,所述插槽为多边形结构,且插槽内插设有多棱柱(4054),所述多棱柱(4054)一端中间位置处转动设置有拉动柱(4052),所述转盘(4051)上设置有连通插槽内部的插孔,所述拉动柱(4052)一端穿过插孔,所述拉动柱(4052)外周面靠近插槽内部位置处设置有第一复位弹簧(4053),所述横平部(4033)上设置有带动拉动柱(4052)沿其轴向运动的脱辊组件(404),所述支撑框(403)上部设置有用于驱动其中一个转盘(4051)旋转的驱动组件(407);
所述脱辊组件(404)包括滑动设置在横平部(4033)上的滑动架(4041),所述滑动架(4041)靠近机座(1)一端设置有横臂(4043),且横臂(4043)上转动设置有圆盘(4044),且圆盘(4044)的外圆周面与半圆弧部(104)的外圆周面接触,所述滑动架(4041)侧壁设置有滑动块,且横平部(4033)侧壁沿其长度方向设置有条形滑道(4034),所述滑动块滑动设置在条形滑道(4034)内,所述条形滑道(4034)远离金属辊轴(401)一端内壁固定有第三复位弹簧(40341),所述半圆弧部(104)下部设置有第一凸起部(1041),所述滑动架(4041)远离横臂(4043)一端设置有触发杆(4042),所述触发杆(4042)上设置有第二凸起部(40421),所述拉动柱(4052)上设置有条形通道(40521),且触发杆(4042)插设在条形通道(40521)内。
2.根据权利要求1所述的一种塑料复合袋生产线的收卷装置,其特征在于,所述调节组件包括固定在支撑框(403)下部的支撑架(402),所述机座(1)底部内侧设置有铰接座(101),所述铰接座(101)内铰接有气缸(103),所述气缸(103)的上部与支撑架(402)下部铰接。
3.根据权利要求2所述的一种塑料复合袋生产线的收卷装置,其特征在于,所述支撑框(403)远离金属辊轴(401)一侧设置有扶手架(4031)。
4.根据权利要求3所述的一种塑料复合袋生产线的收卷装置,其特征在于,所述支撑框(403)上部设置有金属罩(406),所述驱动组件(407)包括设置在金属罩(406)上部一端的驱动电机(4071),所述驱动电机(4071)的输出轴通过螺栓固定有皮带轮(4072),且皮带轮(4072)和其中一个转盘(4051)上套设置有同一个皮带(4073)。
5.根据权利要求4所述的一种塑料复合袋生产线的收卷装置,其特征在于,两个所述锁辊组件(405)之间设置有同一个辊轴组件(408),所述辊轴组件(408)包括中空滚筒(4081),所述中空滚筒(4081)的两端均设置有与多棱柱(4054)相适配的多棱槽(4084),所述中空滚筒(4081)的外圆周面设置有等距离呈环形分布的扩张组件,所述扩张组件包括扩张板条(4082),所述中空滚筒(4081)的外圆周面上设置有供扩张板条(4082)滑动的条形孔(4083),所述条形孔(4083)靠近中空滚筒(4081)内侧一侧设置有呈对称分布的梯形块组(40821),所述扩张板条(4082)由多个等距离分布的梯形块组成,所述中空滚筒(4081)上沿其轴向设置有贯穿开孔,且贯穿孔内设置有呈对称分布的两个触压杆(4085),两个所述触压杆(4085)之间设置有同一个第二复位弹簧(4086),且触压杆(4085)的外圆周面靠近梯形卡块位置处均设置有锥台型凸起(40851)。
6.根据权利要求5所述的一种塑料复合袋生产线的收卷装置,其特征在于,所述断料组件(3)包括设置在机座(1)内侧上部的保持架(302),所述保持架(302)包括矩形保持框(3023),所述矩形保持框(3023)顶部为开口结构,所述矩形保持框(3023)底部内壁两端均设置有竖直设置的导向杆(3022),且两个导向杆(3022)上部固定有同一个横梁(3021),两个所述导向杆(3022)上滑动设置有同一个门型充能架(301),所述矩形保持框(3023)侧壁设置有贯穿其的矩形过料孔(30231),所述矩形保持框(3023)内侧下部设置有定位切槽(30233),所述矩形保持框(3023)内侧滑动设置有切料刀架(303),所述切料刀架(303)包括横板(3031),且横板(3031)两端均设置有供导向杆(3022)穿过的导向孔(3032),两个所述导向杆(3022)的外周面靠近横板(3031)上部位置处均套设有充能弹簧(3024),所述充能弹簧(3024)的两端分别与门型充能架(301)和横板(3031)固定,所述横板(3031)下部设置有切料刀(3035),所述横板(3031)上部一侧设置有U形框(3033),且U形框(3033)远离横板(3031)一侧两边位置处均设置有竖直设置的锁定抵块(3034),所述机座(1)内侧两侧均设置有用于支撑锁定抵块(3034)的锁定组件,所述机座(1)的两侧均设置有随着金属辊轴(401)旋转带动门型充能架(301)升降的联动齿轮组(304)。
7.根据权利要求6所述的一种塑料复合袋生产线的收卷装置,其特征在于,所述锁定组件包括转动设置在机座(1)内侧的曲臂(305),所述曲臂(305)上部靠近矩形保持框(3023)一侧设置有斜面部(3053),所述斜面部(3053)上部设置有阶梯槽,所述曲臂(305)的下端设置有半圆卡槽(3052),所述半圆卡槽(3052)内卡接有复位板簧(3051),所述复位板簧(3051)的另外一端与机座(1)的一侧内壁固定连接。
8.根据权利要求7所述的一种塑料复合袋生产线的收卷装置,其特征在于,所述联动齿轮组(304)包括与金属辊轴(401)一端固定连接的第二齿轮(3042),所述机座(1)的侧壁转动设置有第一齿轮(3041),所述第一齿轮(3041)与第二齿轮(3042)啮合,所述门型充能架(301)侧壁靠近第一齿轮(3041)位置处设置有齿牙部(3011),所述齿牙部(3011)与第一齿轮(3041)啮合,所述矩形保持框(3023)上部两端均设置有与门型充能架(301)相适配的矩形豁口(30232)。
9.根据权利要求8所述的一种塑料复合袋生产线的收卷装置,其特征在于,所述机座(1)内侧靠近断料组件(3)位置处设置有压料组件(2),所述压料组件(2)包括固定在机座(1)内侧的横托板(102),所述横托板(102)的上表面与矩形过料孔(30231)下侧齐平,所述压料组件(2)还包括转动设置在横托板(102)上方的下压板(201),所述下压板(201)上侧固定有转轴(204),且转轴(204)与机座(1)内侧转动连接,所述转轴(204)上侧设置有触发板(202),且触发板(202)与下压板(201)之间夹角小于90度,所述下压板(201)远离触发板(202)一侧设置有矩形豁口,且矩形豁口内转动设置有压料滚轴(203),所述门型充能架(301)上部靠近触发板(202)一侧设置有触压块(3012)。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202310246651.8A CN115924597B (zh) | 2023-03-15 | 2023-03-15 | 一种塑料复合袋生产线的收卷装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202310246651.8A CN115924597B (zh) | 2023-03-15 | 2023-03-15 | 一种塑料复合袋生产线的收卷装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN115924597A CN115924597A (zh) | 2023-04-07 |
| CN115924597B true CN115924597B (zh) | 2023-05-16 |
Family
ID=85825600
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202310246651.8A Active CN115924597B (zh) | 2023-03-15 | 2023-03-15 | 一种塑料复合袋生产线的收卷装置 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN115924597B (zh) |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103754677B (zh) * | 2014-01-22 | 2017-08-18 | 潍坊兴信工程项目管理有限公司 | 塑料袋自动收卷换卷机 |
| US20160280500A1 (en) * | 2015-03-23 | 2016-09-29 | Cosmo Machinery Co., Ltd. | Slit line making machenism for film roll/bag-on-a-roll making machine |
| CN213864564U (zh) * | 2020-11-05 | 2021-08-03 | 杭州申嘉纺织有限公司 | 一种纺织机的布料收卷装置 |
| CN215797345U (zh) * | 2021-01-19 | 2022-02-11 | 江苏盛鸿电工器材有限公司 | 一种无碱玻璃纤维布专用收卷设备 |
| CN215325914U (zh) * | 2021-05-28 | 2021-12-28 | 河南银河铝业有限公司 | 一种铝卷加工用新型套筒的收卷装置 |
| CN114261814A (zh) * | 2021-12-29 | 2022-04-01 | 福建福融新材料有限公司 | 一种聚乙烯塑料薄膜生产用收卷装置 |
-
2023
- 2023-03-15 CN CN202310246651.8A patent/CN115924597B/zh active Active
Also Published As
| Publication number | Publication date |
|---|---|
| CN115924597A (zh) | 2023-04-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN109773888B (zh) | 一种偏光片的连续模切归整设备及其生产工艺 | |
| CN110723348B (zh) | 一种双面贴膜装置 | |
| CN113787147B (zh) | 一种引线框架输送冲裁装置 | |
| CN115924597B (zh) | 一种塑料复合袋生产线的收卷装置 | |
| CN212602070U (zh) | 一种造纸生产用成品分切整理装置 | |
| CN116119417B (zh) | 一种电镀超导带材卷绕设备及卷绕方法 | |
| CN112606050A (zh) | 一种瓦楞纸板再制备处理方法 | |
| CN210791237U (zh) | 一种能自动去除废料的自动模切设备 | |
| CN220362633U (zh) | 一种自动收集回收废料的薄膜分切机 | |
| CN217675951U (zh) | 一种胶粘带的全自动分切机 | |
| CN219791839U (zh) | 一种用于保护膜生产的收卷机 | |
| CN219114821U (zh) | 一种门窗框型材贴膜设备 | |
| CN219006173U (zh) | 一种擦拭布分切装置 | |
| CN215905516U (zh) | 一种铝带废边收集装置 | |
| CN220055655U (zh) | 一种塑料片材切割收卷装置 | |
| CN216332975U (zh) | 一种硅钢片胶带缠绕机 | |
| CN116477399B (zh) | 一种抛光垫材生产线用基布输送装置及工作方法 | |
| CN212810186U (zh) | 打印机继电器生产用外包带机 | |
| CN215032695U (zh) | 一种蔬菜罐头冲压成型设备 | |
| CN212045052U (zh) | 一种胶带分切机 | |
| CN218809289U (zh) | 一种电子标签自动下料机构 | |
| CN219748187U (zh) | 外形不规则的生物材料挤压加工机构 | |
| CN220826082U (zh) | 一种塑料载带分切设备 | |
| CN213499403U (zh) | 封边条片材裁切装置 | |
| CN220560751U (zh) | 一种新能源汽车用电极箔焊接结构 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |