CN115430941A - 超塑成形铝蒙皮司机室的制备方法 - Google Patents
超塑成形铝蒙皮司机室的制备方法 Download PDFInfo
- Publication number
- CN115430941A CN115430941A CN202211177772.3A CN202211177772A CN115430941A CN 115430941 A CN115430941 A CN 115430941A CN 202211177772 A CN202211177772 A CN 202211177772A CN 115430941 A CN115430941 A CN 115430941A
- Authority
- CN
- China
- Prior art keywords
- welding
- front window
- skin
- side wall
- plate beam
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 title claims abstract description 46
- 229910052782 aluminium Inorganic materials 0.000 title claims abstract description 46
- 238000002360 preparation method Methods 0.000 title claims abstract description 9
- 238000003466 welding Methods 0.000 claims abstract description 144
- 238000000034 method Methods 0.000 claims abstract description 25
- 238000004519 manufacturing process Methods 0.000 claims abstract description 10
- 238000005520 cutting process Methods 0.000 claims description 6
- 238000012795 verification Methods 0.000 claims description 5
- 238000003780 insertion Methods 0.000 claims description 4
- 229910000838 Al alloy Inorganic materials 0.000 description 12
- 230000000712 assembly Effects 0.000 description 7
- 238000000429 assembly Methods 0.000 description 7
- 238000010586 diagram Methods 0.000 description 4
- 239000011152 fibreglass Substances 0.000 description 4
- 238000003825 pressing Methods 0.000 description 4
- 239000004033 plastic Substances 0.000 description 3
- 229920003023 plastic Polymers 0.000 description 3
- 239000004411 aluminium Substances 0.000 description 2
- 238000013461 design Methods 0.000 description 2
- 238000011161 development Methods 0.000 description 2
- 230000018109 developmental process Effects 0.000 description 2
- 230000037431 insertion Effects 0.000 description 2
- 230000035882 stress Effects 0.000 description 2
- 229910001148 Al-Li alloy Inorganic materials 0.000 description 1
- 229910000975 Carbon steel Inorganic materials 0.000 description 1
- 229910000861 Mg alloy Inorganic materials 0.000 description 1
- JFBZPFYRPYOZCQ-UHFFFAOYSA-N [Li].[Al] Chemical compound [Li].[Al] JFBZPFYRPYOZCQ-UHFFFAOYSA-N 0.000 description 1
- 238000010521 absorption reaction Methods 0.000 description 1
- 230000032683 aging Effects 0.000 description 1
- 230000003796 beauty Effects 0.000 description 1
- 230000009286 beneficial effect Effects 0.000 description 1
- 239000010962 carbon steel Substances 0.000 description 1
- 238000005336 cracking Methods 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 238000004134 energy conservation Methods 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 230000007613 environmental effect Effects 0.000 description 1
- 238000003912 environmental pollution Methods 0.000 description 1
- 230000001788 irregular Effects 0.000 description 1
- 229910001234 light alloy Inorganic materials 0.000 description 1
- 239000001989 lithium alloy Substances 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 230000007246 mechanism Effects 0.000 description 1
- 230000002441 reversible effect Effects 0.000 description 1
- 238000007789 sealing Methods 0.000 description 1
- 238000007493 shaping process Methods 0.000 description 1
- 239000010935 stainless steel Substances 0.000 description 1
- 229910001220 stainless steel Inorganic materials 0.000 description 1
- 238000006467 substitution reaction Methods 0.000 description 1
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K31/00—Processes relevant to this subclass, specially adapted for particular articles or purposes, but not covered by only one of the preceding main groups
- B23K31/02—Processes relevant to this subclass, specially adapted for particular articles or purposes, but not covered by only one of the preceding main groups relating to soldering or welding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K37/00—Auxiliary devices or processes, not specially adapted to a procedure covered by only one of the preceding main groups
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02T—CLIMATE CHANGE MITIGATION TECHNOLOGIES RELATED TO TRANSPORTATION
- Y02T30/00—Transportation of goods or passengers via railways, e.g. energy recovery or reducing air resistance
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Body Structure For Vehicles (AREA)
Abstract
本发明公开了超塑成形铝蒙皮司机室的制备方法,包括:将车顶板梁、左侧墙板梁、右侧墙板梁和前窗板梁分别插接好;将侧门组成、逃生门组成分别组装焊接好;将底板组装至组焊工装上;将后弯梁以及组装焊接好的侧门组成、逃生门组成组装到组焊工装上,并与底板定位焊固定;将车顶板梁、左侧墙板梁、右侧墙板梁和前窗板梁分别组装至组焊工装上,拼焊在一起形成板梁骨架模块;将车顶蒙皮模块、左侧墙蒙皮模块、右侧墙蒙皮模块、前窗蒙皮模块配装至板梁骨架模块上,最后将各个模块组焊成超塑成形铝蒙皮司机室。本发明通过对蒙皮装配、焊接等工艺优化以及设计司机室组焊工装,在提升产品质量的同时,更降低了生产成本,使生产效率也得到一定程度的提升。
Description
技术领域
本发明属于轨道车辆技术领域,涉及一种超塑成形铝蒙皮与板梁结构焊接司机室及具有其的轨道车辆的制备方法。
背景技术
随着城市轨道交通体系的高速发展,美观、环保、节能和轻量化已成为了现代化轨道交通的发展趋势和重要标志。实现先进城市轨道交通车辆轻量化技术重要途径之一就是大量采用铝合金、铝锂合金和镁合金等轻质合金制造司机室蒙皮、侧墙蒙皮和中空挤压型材等城市轨道交通车辆用车体结构件。以城市轨道交通车辆铝合金司机室为例,与传统的玻璃钢面罩结构相比,铝合金结构质量更轻、环保,阻燃性更优越,还可回收再利用,更重要的是可以与铝合金车身通过焊接方式达到完美结合,避免玻璃钢面罩司机室与铝合金车身胶结处老化、开裂等问题,实现城市轨道交通铝合金车辆的一体化制造。
城轨车辆司机室按照材质不同,一般可分为铝合金司机室、碳钢司机室、不锈钢司机室,而铝合金司机室又可分为传统的铝合金型材骨架司机室以及新型的超塑铝蒙皮司机室。传统的铝合金型材骨架司机室目前应用较为广泛,但结构单一、可塑性不强,且外观还需使用玻璃钢面罩,既不环保使用寿命也有限;而超塑铝蒙皮板作为司机室设计中比较新型的一种结构,具有质量轻、吸能性能好等特性,且将骨架司机室与玻璃钢面罩合二为一,外观可塑性较强,在轨道交通等领域也陆续被应用。超塑铝蒙皮司机室由超塑铝蒙皮板加板梁组焊而成,车外焊缝满焊,车内焊缝采用段焊,保证密封性和强度的同时减少焊接变形。
因此,需要一种超塑成形铝蒙皮司机室的制备方法来制备出符合要求的超塑成形铝蒙皮司机室。
发明内容
本发明的目的在于提供一种超塑成形铝蒙皮司机室的制备方法,采取有效的装配顺序,设置合理的预留反变形、合理焊接参数及焊接方法等措施,彻底解决超塑铝蒙皮司机室生产工艺难题。
本发明的技术方案如下:
超塑成形铝蒙皮司机室的制备方法,包括:
(1)将车顶板梁、左侧墙板梁、右侧墙板梁和前窗板梁分别插接好;
(2)将侧门组成、逃生门组成分别组装焊接好;
(3)将底板组装至超塑成形铝蒙皮司机室组焊工装上;
(4)将后弯梁以及组装焊接好的侧门组成、逃生门组成组装到所述组焊工装上,并与底板定位焊固定;
(5)将上述插接好的车顶板梁、左侧墙板梁、右侧墙板梁和前窗板梁分别组装至所述组焊工装上,将上述底板、后弯梁、侧门组成、逃生门组成、车顶板梁、左侧墙板梁、右侧墙板梁和前窗板梁拼焊在一起形成板梁骨架模块;
(6)将车顶蒙皮模块、左侧墙蒙皮模块、右侧墙蒙皮模块、前窗蒙皮模块配装至所述板梁骨架模块上,最后将各个模块组焊成所述超塑成形铝蒙皮司机室。
其中,所述超塑成形铝蒙皮司机室组焊工装包括:
底部平台;
底部平台上的底板仿形定位座,用于底板定位;
底部平台后部的矩形靠山,用于安装侧门组成的定位块、侧门组成的垂直度调节螺杆和车顶弯梁限位柱;
底部平台中部的前窗定位底座以及与前窗定位底座对应匹配的前窗组焊工装;
底部平台侧方的逃生门支撑。
进一步的,所述前窗定位底座包括底座本体以及设置在底座本体上的四个下“V”型块,四个下“V”型块分为上下两行、每行两个布置,且对角线上的两个下“V”型块的设置方向一致;所述前窗组焊工装包括四个上“V”型块和前窗仿形块,前窗仿形块位于前窗组焊工装的四周;四个上“V”型块与所述四个下“V”型块对应匹配设置,四个上“V”型块位于前窗组焊工装的四角处;或者,所述前窗定位底座包括底座本体以及设置在底座本体上的四个上“V”型块,四个上“V”型块分为上下两行、每行两个布置,且对角线上的两个上“V”型块的设置方向一致;所述前窗组焊工装包括四个下“V”型块和前窗仿形块,前窗仿形块位于前窗组焊工装的四周;四个下“V”型块与所述四个上“V”型块对应匹配设置,四个下“V”型块位于前窗组焊工装的四角处。
进一步的,所述步骤(1)中,车顶板梁、左侧墙板梁、右侧墙板梁和前窗板梁的板梁下料前需进行插接口对插验证,验证完成后对插接口宽度在激光下料时需进行工艺放量;车顶板梁、左侧墙板梁、右侧墙板梁和前窗板梁的板梁插接位置均进行对角焊接。
进一步的,所述步骤(2)中,侧门组成、逃生门组成的组装按照工艺放量+2~+4mm装配,侧门组成、逃生门组成的焊接按焊接工艺规程WPS操作。
进一步的,所述步骤(4)中,逃生门组成组装并定位焊到底板上时,逃生门组成的左右立柱上端需焊接工艺斜支撑,用于调节司逃生门前后距离和垂直度;后弯梁组装至左右侧门组成的后立柱上,位置尺寸确认好后进行定位焊。
进一步的,所述步骤(5)中,控制各焊接间隙0~+2mm,装配间隙+2~+4mm。
进一步的,所述步骤(6)中,前窗蒙皮模块、左侧墙蒙皮模块、右侧墙蒙皮模块、车顶蒙皮模块配装至对应的板梁骨架模块上,确认好定位尺寸后,进行周圈放量切割,切割完成后与对应板梁骨架模块定位焊。
更进一步的,前窗蒙皮模块、左侧墙蒙皮模块、右侧墙蒙皮模块、车顶蒙皮模块与对应的板梁骨架模块之间的焊接处且位于对应的板梁骨架上设有分段凸台;前窗蒙皮模块、左侧墙蒙皮模块、右侧墙蒙皮模块、车顶蒙皮模块与对应的板梁骨架模块之间的焊接间隙均不大于3mm。
更进一步的,所述前窗蒙皮模块、左侧墙蒙皮模块、右侧墙蒙皮模块、车顶蒙皮模块之间的焊接需设置焊接垫板,且各蒙皮模块之间的蒙皮外侧采用满焊,蒙皮内侧采用段焊,在焊接垫板两侧各100~150mm处采用定位焊,定位焊的长度至少25~35mm。
本发明的有益效果是:
本发明制备的超塑成形铝蒙皮司机室结构,在以往公司项目中从未生产过此结构或类似机构,只生产过铝合金型材骨架结构,相比较铝合金型材骨架装配及焊接工艺大不相同。因司机室超塑铝蒙皮弧度与板梁配合位置都是3D形状,不仅弧度难检测,且蒙皮成形不规则,放量大小不一。但本发明通过对蒙皮装配、焊接等工艺优化以及专门设置超塑成形铝蒙皮司机室组焊工装,不仅成功完成了产品试制,在提升产品质量的同时,更降低了生产成本,使生产效率也得到了一定程度的提升,对于后续类似车型的生产提供了借鉴的作用。
附图说明
图1为板梁骨架模块的结构图;
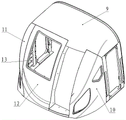
图2为本发明的司机室整体结构图;
图3为各蒙皮模块的结构图;
图4为本发明的蒙皮分块结构图;
图5为超塑成形铝蒙皮司机室组焊工装整体示意图;
图6为前窗定位底座及“V”型块的结构示意图;
图7为前窗组焊工装及“V”型块的结构示意图;
图8为在超塑成形铝蒙皮司机室组焊工装上的本发明的司机室整体示意图;
图中标记为:1-车顶板梁,2-右侧墙板梁,3-左侧墙板梁,4-前窗板梁,5-后弯梁,6-侧门组成,7-逃生门组成,8-底板;
9-车顶蒙皮模块,10-左侧墙蒙皮模块,11-右侧墙蒙皮模块,12-前窗蒙皮模块,13-板梁骨架模块。
14-超塑成形铝蒙皮司机室组焊工装,141-螺杆支撑座,142-底部平台,143-逃生门槛压紧座,144-大灯框定位座,145-逃生门前部支撑,146-前窗组焊工装,147-逃生门高度支撑,148-矩形靠山,149-车顶弯梁限位柱,1410-门框垂直度调节螺杆,1411-后部支撑,1412-门框定位块,1413-底板限位座,1414-底板仿形定位座,1415-斜撑,1416-前窗定位底座,1417-工艺撑铝板,1418-第一下“V”型块,1419-第二下“V”型块,1420-第三下“V”型块,1421-第四下“V”型块,1422-第一上“V”型块,1423-第二上“V”型块,1424-第三上“V”型块,1425-第四上“V”型块,1426-前窗仿形块。
具体实施方式
下面结合附图和具体实施例对本发明进行详细说明。
参照图2所示,为超塑成形铝蒙皮司机室的结构示意图,根据其结构特点,将超塑成形铝蒙皮司机室分为5个部分,即车顶蒙皮模块9、左侧墙蒙皮模块10、右侧墙蒙皮模块11、前窗蒙皮模块12和板梁骨架模块13。
参照图1所示,板梁骨架模块13包括车顶板梁1、左侧墙板梁3、右侧墙板梁2、前窗板梁4、侧门组成6、逃生门组成7、后弯梁5和底板8。
先分别对板梁结构部分进行加工,组成板梁骨架模块13后,然后通过焊接方式将这5个部分连接成为司机室整体结构,如图1和图2所示。
具体的,本实施例的超塑成形铝蒙皮司机室的制备方法包括如下:
(1)将车顶板梁1、左侧墙板梁3、右侧墙板梁2和前窗板梁4分别插接好;
(2)将侧门组成6、逃生门组成7分别组装焊接好;
(3)将底板8组装至超塑成形铝蒙皮司机室组焊工装上;
(4)将侧门组成6、逃生门组成7和后弯梁5组装到组焊工装上,并与底板8定位焊固定;
(5)将上述插接好的车顶板梁1、左侧墙板梁3、右侧墙板梁2和前窗板梁4分别装至超塑成形铝蒙皮司机室组焊工装上,将所有板梁骨架拼焊在一起形成板梁骨架模块13;
(6)将车顶蒙皮模块9、左侧墙蒙皮模块10、右侧墙蒙皮模块11、前窗蒙皮模块12配装至板梁骨架模块13上,最后将各个模块组焊成所述超塑成形铝蒙皮司机室。
其中,步骤(1)中,车顶板梁1、左侧墙板梁3、右侧墙板梁2和前窗板梁4的板梁下料前需进行插接口对插验证,验证完成后对插接口宽度在激光下料时需进行(+0.5,+0.6)mm工艺放量,确保板梁插接时,顺利插接到位,不额外增加工作量。
本实施例中,如图4所示,板梁与板梁插接位置进行对角焊接,在保证焊缝强度的同时,既避免焊接后的应力集中,又减小了焊接变形量。图4中左侧的标记分别代表焊缝编号、焊缝条数、焊缝厚度。
步骤(3)中,底板8组装至焊接工装上,保证底板8的轮廓与工装定位轮廓匹配吻合。
步骤(4)中,侧门组成6组装并定位焊到底板8上时,左右侧门组成6上端需焊接工艺支撑,用于调节司机室侧门开档尺寸和垂直度。
逃生门组成7组装并定位焊到底板8上,逃生门组成7的左右立柱上端需焊接工艺斜支撑,用于调节司逃生门前后距离和垂直度。
后弯梁5组装至左右侧门组成6后立柱上,位置尺寸确认好后进行定位焊。
步骤(6)中,前窗蒙皮模块12配装至板梁骨架模块13上,确认好定位尺寸后,进行周圈放量切割,切割完成后与板梁骨架定位焊。
左侧墙蒙皮模块10配装至板梁骨架模块13上,确认好定位尺寸后,进行周圈放量切割,切割完成后与板梁骨架定位焊。
右侧墙蒙皮模块11配装至板梁骨架模块13上,确认好定位尺寸后,进行周圈放量切割,切割完成后与板梁骨架定位焊。
车顶蒙皮模块9配装至板梁骨架模块13上,确认好定位尺寸后,进行周圈放量切割,切割完成后与板梁骨架定位焊。
完成各蒙皮模块与板梁骨架模块13的焊接。
本实施例中,先根据板梁骨架模块13的轮廓与各蒙皮模块的相对位置进行匹配试装,看蒙皮与板梁骨架的位置是否能对得上,且蒙皮与骨架之间的焊接间隙应不大于3mm。弧度变形大的地方先调到合适的弧度。
本实施例中,装配各蒙皮模块时,蒙皮的坡口不能开得太大,应保证坡口整角度一致,焊缝间隙应预留2-3mm,以减少焊接变形。
本实施例中,各蒙皮模块之间的焊接应该增加3mm厚焊接垫板,宽度为30mm,长度按需切割。蒙皮外侧满焊,内侧采用段焊,在垫板两侧各100~150mm左右进行定位焊(小段焊),段焊长度不得太小,长度至少25~35mm左右,否则易在焊接中定位焊缝裂开,导致蒙皮错边或变形。此焊接垫板是为了保证焊接时,防止蒙皮接口焊缝处往下凹,影响拼接处的整体美观。
本实施例中,板梁骨架模块之间焊接时,要严格按照焊接工艺参数执行,骨架上设有插接槽,便于板梁骨架之间的组装、插接(步骤(1))。板梁骨架与蒙皮贴合焊接处且在板梁骨架上设有分段凸台,用于焊接内部板梁骨架与蒙皮。此处焊接间隙不得大于3mm,否则焊接收缩大,造成蒙皮外表面的缺陷。
本实施例中,每块蒙皮焊接时,先将内侧的板梁与蒙皮段焊焊接完,再焊接外面;蒙皮定位焊时,先定位焊蒙皮上连接处,再往两侧定位焊,使蒙皮应力释放,达到蒙皮与骨架很好贴严。
关于超塑成形铝蒙皮司机室组焊工装,参照图5至图8所示。
如图5所示,为超塑成形铝蒙皮司机室组焊工装。面向司机室车头,以左右方向为X轴,前后方向为Y轴,上下方向为Z轴,进行解释说明。
本实施例的超塑成形铝蒙皮司机室组焊工装包括底部平台142、固定于底部平台142上的底板仿形定位座1414、安装在底部平台142后部的矩形靠山148、固定于底部平台142中部的前窗定位底座1416,固定于底部平台142侧方的逃生门高度支撑147、逃生门前部支撑5,固定于司机室底板仿形定位座1414两侧的大灯框定位座144;
螺杆支撑座141安装在底部平台142的底部,通过水平仪检测底部平台142的整体平面度,调整螺杆支撑座141,将底部平台142的平面度调整至合格范围内。即螺杆支撑座141安装至底部平台142的底部,用于底部平台142支撑调平,确保产品组装至本实施例工装上时,司机室产品整体平面度。
底板仿形定位座1414安装在底部平台142上,确保司机室底板组装焊接前进行仿形定位,在有效定位时保证外部轮廓度。优选的,底板仿形定位座1414的端头处设有底板限位座13。
矩形靠山148安装在底部平台142的后端,用于加装门框定位块1412、门框垂直度调节螺杆1410和车顶弯梁限位柱149。具体的,门框定位块1412,连接在矩形靠山148两侧上,用于限位司机室左右侧门组成6后立柱,保证两侧侧门组成6后立柱到司机室前端的距离和相对位置。门框垂直度调节螺杆1410位于矩形靠山148的两侧上,设计为对向调整结构,用于调整左右侧门组成6与底部平台142的垂直度,以此保证司机室总成焊接后的对角方差。车顶弯梁限位柱149,用于限位司机室车顶长度方向,确保司机室车顶不出现前倾或后倒。
本实施例中,将两侧的侧门组成6、后弯梁5等组装至工装上,通过门框定位块1412来限位侧门组成6的Y轴方向垂直度;利用门框垂直度调节螺杆10,转动调节螺杆调整并限位侧门组成6的X轴方向垂直度;利用车顶弯梁定位柱149,限位车顶Z轴方向垂直度,如图8所示。更优选的,矩形靠山148的四角处设有斜撑1415,用于固定矩形靠山148,确保面向工装,矩形靠山148与底部平台142左右方向垂直度。
矩形靠山148的后方设有后部支撑1411,用于固定矩形靠山148,确保面向工装,矩形靠山148与底部平台142前后方向垂直度。
逃生门高度支撑147和逃生门前部支撑145设置在底座平台142的侧方,逃生门高度支撑147可调节顶部螺杆支撑面,用于保证逃生门顶板焊接时,顶部高度尺寸;逃生门前部支撑145可调节螺杆压头,确保逃生门立柱组装焊接时司机室长度方向尺寸。更具体的是,逃生门高度支撑147设置在逃生门前部支撑145的后面。
如图5所示,调节逃生门前部支撑145的螺杆压头,限位左右逃生门立柱的Y轴方向尺寸;调节逃生门高度支撑147的螺杆压头,同时限位逃生门顶板的Z轴方向尺寸。
在逃生门前部支撑145的前方且位于底板仿形定位座1414的前方设有逃生门槛压紧座143,逃生门槛压紧座143为套筒旋转式结构,当逃生门槛安装前,处于左右打开状态,在此状态下不影响逃生门立柱与司机室底板的组装焊接。当逃生门槛组装上时,将逃生门槛压紧座143旋转90°并压紧。
大灯框定位座144,用于固定司机室左右大灯位置,保证焊接时灯框三维尺寸收缩在图纸公差要求范围内。
前窗定位底座1416,用于定位前窗组焊工装146,保证前窗组焊工装146的“V”型块咬合后司机室前窗位置满足图纸设计要求。
本实施例中,如图6所示,第一下“V”型块1418、第二下“V”型块1419、第三下“V”型块1420、第四下“V”型块1421分别按图纸定位尺寸安装固定在前窗定位底座1416上,具体的是,四个下“V”型块分为上下两行、每行两个布置,且对角线上的两个下“V”型块的设置方向一致。
前窗组焊工装146包括第一上“V”型块1422、第二上“V”型块1423、第三上“V”型块1424、第四上“V”型块1425和前窗仿形块1426;第一上“V”型块1422、第二上“V”型块1423、第三上“V”型块1424、第四上“V”型块1425位于前窗组焊工装146的四角处,对角线上的两个上“V”型块的设置方向一致。前窗仿形块1426位于前窗组焊工装146的四周。
将板梁骨架模块13焊接完成后,再组装司机室超塑蒙皮(车顶蒙皮模块9、左侧墙蒙皮模块10、右侧墙蒙皮模块11、前窗蒙皮模块12),通过桥式起重机将前窗组焊工装146吊装至前窗定位底座1416上,通过第一上“V”型块1422至第四上“V”型块1425(如图7所示)分别与第一下“V”型块1418至第四下“V”型块21的对应组装,当上下“V”型块分别对应咬合后,即可通过前窗仿形块1426将前窗蒙皮定位。
如图8所示,司机室超塑蒙皮组装完成后,将大灯框定位座144分别安装至超塑蒙皮灯口位置,定位左右大灯框的三维轮廓尺寸。
以上显示和描述了本发明的基本原理、主要特征和优点。本领域的普通技术人员应该了解,上述实施例不以任何形式限制本发明的保护范围,凡采用等同替换等方式所获得的技术方案,均落于本发明的保护范围内。
Claims (10)
1.超塑成形铝蒙皮司机室的制备方法,其特征在于,所述方法包括
(1)将车顶板梁、左侧墙板梁、右侧墙板梁和前窗板梁分别插接好;
(2)将侧门组成、逃生门组成分别组装焊接好;
(3)将底板组装至超塑成形铝蒙皮司机室组焊工装上;
(4)将后弯梁以及组装焊接好的侧门组成、逃生门组成组装到所述组焊工装上,并与底板定位焊固定;
(5)将上述插接好的车顶板梁、左侧墙板梁、右侧墙板梁和前窗板梁分别组装至所述组焊工装上,将上述底板、后弯梁、侧门组成、逃生门组成、车顶板梁、左侧墙板梁、右侧墙板梁和前窗板梁拼焊在一起形成板梁骨架模块;
(6)将车顶蒙皮模块、左侧墙蒙皮模块、右侧墙蒙皮模块、前窗蒙皮模块配装至所述板梁骨架模块上,最后将各个模块组焊成所述超塑成形铝蒙皮司机室。
2.如权利要求1所述的超塑成形铝蒙皮司机室的制备方法,其特征在于,所述组焊工装包括:
底部平台;
底部平台上的底板仿形定位座,用于底板定位;
底部平台后部的矩形靠山,用于安装侧门组成的定位块、侧门组成的垂直度调节螺杆和车顶弯梁限位柱;
底部平台中部的前窗定位底座以及与前窗定位底座对应匹配的前窗组焊工装;
底部平台侧方的逃生门支撑。
3.如权利要求2所述的超塑成形铝蒙皮司机室的制备方法,其特征在于,所述前窗定位底座包括底座本体以及设置在底座本体上的四个下“V”型块,四个下“V”型块分为上下两行、每行两个布置,且对角线上的两个下“V”型块的设置方向一致;所述前窗组焊工装包括四个上“V”型块和前窗仿形块,前窗仿形块位于前窗组焊工装的四周;四个上“V”型块与所述四个下“V”型块对应匹配设置,四个上“V”型块位于前窗组焊工装的四角处;
或者,所述前窗定位底座包括底座本体以及设置在底座本体上的四个上“V”型块,四个上“V”型块分为上下两行、每行两个布置,且对角线上的两个上“V”型块的设置方向一致;所述前窗组焊工装包括四个下“V”型块和前窗仿形块,前窗仿形块位于前窗组焊工装的四周;四个下“V”型块与所述四个上“V”型块对应匹配设置,四个下“V”型块位于前窗组焊工装的四角处。
4.如权利要求1-3任意一项所述的超塑成形铝蒙皮司机室的制备方法,其特征在于,所述步骤(1)中,车顶板梁、左侧墙板梁、右侧墙板梁和前窗板梁的板梁下料前需进行插接口对插验证,验证完成后对插接口宽度在激光下料时需进行工艺放量;
车顶板梁、左侧墙板梁、右侧墙板梁和前窗板梁的板梁插接位置均进行对角焊接。
5.如权利要求1-3任意一项所述的超塑成形铝蒙皮司机室的制备方法,其特征在于,所述步骤(2)中,侧门组成、逃生门组成的组装按照工艺放量+2~+4mm装配,侧门组成、逃生门组成的焊接按焊接工艺规程WPS操作。
6.如权利要求1-3任意一项所述的超塑成形铝蒙皮司机室的制备方法,其特征在于,所述步骤(4)中,逃生门组成组装并定位焊到底板上时,逃生门组成的左右立柱上端需焊接工艺斜支撑,用于调节司逃生门前后距离和垂直度;
后弯梁组装至左右侧门组成的后立柱上,位置尺寸确认好后进行定位焊。
7.如权利要求1-3任意一项所述的超塑成形铝蒙皮司机室的制备方法,其特征在于,所述步骤(5)中,控制各焊接间隙0~+2mm,装配间隙+2~+4mm。
8.如权利要求1-3任意一项所述的超塑成形铝蒙皮司机室的制备方法,其特征在于,所述步骤(6)中,前窗蒙皮模块、左侧墙蒙皮模块、右侧墙蒙皮模块、车顶蒙皮模块配装至对应的板梁骨架模块上,确认好定位尺寸后,进行周圈放量切割,切割完成后与对应板梁骨架模块定位焊。
9.如权利要求8所述的超塑成形铝蒙皮司机室的制备方法,其特征在于,前窗蒙皮模块、左侧墙蒙皮模块、右侧墙蒙皮模块、车顶蒙皮模块与对应的板梁骨架模块之间的焊接处且位于对应的板梁骨架上设有分段凸台;
前窗蒙皮模块、左侧墙蒙皮模块、右侧墙蒙皮模块、车顶蒙皮模块与对应的板梁骨架模块之间的焊接间隙均不大于3mm。
10.如权利要求8所述的超塑成形铝蒙皮司机室的制备方法,其特征在于,所述前窗蒙皮模块、左侧墙蒙皮模块、右侧墙蒙皮模块、车顶蒙皮模块之间的焊接需设置焊接垫板,且各蒙皮模块之间的蒙皮外侧采用满焊,蒙皮内侧采用段焊,在焊接垫板两侧各100~150mm处采用定位焊,定位焊的长度至少25~35mm。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202211177772.3A CN115430941B (zh) | 2022-09-27 | 2022-09-27 | 超塑成形铝蒙皮司机室的制备方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202211177772.3A CN115430941B (zh) | 2022-09-27 | 2022-09-27 | 超塑成形铝蒙皮司机室的制备方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN115430941A true CN115430941A (zh) | 2022-12-06 |
| CN115430941B CN115430941B (zh) | 2024-02-20 |
Family
ID=84248980
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202211177772.3A Active CN115430941B (zh) | 2022-09-27 | 2022-09-27 | 超塑成形铝蒙皮司机室的制备方法 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN115430941B (zh) |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN201214177Y (zh) * | 2008-07-08 | 2009-04-01 | 中国北车集团大同电力机车有限责任公司 | 司机室组焊胎 |
| CN102152050A (zh) * | 2011-03-21 | 2011-08-17 | 南京雷尔伟新技术有限公司 | 司机室组焊工装 |
| CN104384740A (zh) * | 2014-11-17 | 2015-03-04 | 长春轨道客车股份有限公司 | 动车组司机室铝结构车顶组焊工艺方法 |
| CN104858619A (zh) * | 2015-05-12 | 2015-08-26 | 长春轨道客车股份有限公司 | 动车组铝合金车头模块化制造方法 |
| CN109050552A (zh) * | 2018-09-26 | 2018-12-21 | 重庆中车长客轨道车辆有限公司 | 一种地铁车辆及其车头 |
| CN111532297A (zh) * | 2020-05-21 | 2020-08-14 | 北京天亿万赛轻量化材料有限公司 | 一种司机室头罩结构、轨道车辆及制备工艺 |
| CN113581230A (zh) * | 2021-08-12 | 2021-11-02 | 中车南京浦镇车辆有限公司 | 一种无骨架铝蜂窝司机室 |
| CN214685136U (zh) * | 2021-01-19 | 2021-11-12 | 中车青岛四方机车车辆股份有限公司 | 用于制造司机室的组装平台 |
| CN215967162U (zh) * | 2021-10-14 | 2022-03-08 | 南京雷尔伟新技术股份有限公司 | 鼓型车司机室生产装备 |
-
2022
- 2022-09-27 CN CN202211177772.3A patent/CN115430941B/zh active Active
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN201214177Y (zh) * | 2008-07-08 | 2009-04-01 | 中国北车集团大同电力机车有限责任公司 | 司机室组焊胎 |
| CN102152050A (zh) * | 2011-03-21 | 2011-08-17 | 南京雷尔伟新技术有限公司 | 司机室组焊工装 |
| CN104384740A (zh) * | 2014-11-17 | 2015-03-04 | 长春轨道客车股份有限公司 | 动车组司机室铝结构车顶组焊工艺方法 |
| CN104858619A (zh) * | 2015-05-12 | 2015-08-26 | 长春轨道客车股份有限公司 | 动车组铝合金车头模块化制造方法 |
| CN109050552A (zh) * | 2018-09-26 | 2018-12-21 | 重庆中车长客轨道车辆有限公司 | 一种地铁车辆及其车头 |
| CN111532297A (zh) * | 2020-05-21 | 2020-08-14 | 北京天亿万赛轻量化材料有限公司 | 一种司机室头罩结构、轨道车辆及制备工艺 |
| CN214685136U (zh) * | 2021-01-19 | 2021-11-12 | 中车青岛四方机车车辆股份有限公司 | 用于制造司机室的组装平台 |
| CN113581230A (zh) * | 2021-08-12 | 2021-11-02 | 中车南京浦镇车辆有限公司 | 一种无骨架铝蜂窝司机室 |
| CN215967162U (zh) * | 2021-10-14 | 2022-03-08 | 南京雷尔伟新技术股份有限公司 | 鼓型车司机室生产装备 |
Non-Patent Citations (2)
| Title |
|---|
| 张双;武进雄;孙婉轩;: "GKDOC型机车司机室研制", 机车车辆工艺, no. 01, pages 9 - 11 * |
| 王爱萍;: "高速动车组铝合金司机室组焊工艺及变形控制", 机车车辆工艺, no. 05, pages 1 - 2 * |
Also Published As
| Publication number | Publication date |
|---|---|
| CN115430941B (zh) | 2024-02-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN1208165C (zh) | 结构体及车辆的制造方法 | |
| CN109050552A (zh) | 一种地铁车辆及其车头 | |
| CN109969272B (zh) | 一种汽车骨架、汽车顶盖骨架及汽车侧围骨架 | |
| CN208868030U (zh) | 一种地铁车辆及其车头 | |
| CN115430941A (zh) | 超塑成形铝蒙皮司机室的制备方法 | |
| CN209761169U (zh) | 背门框内饰板连接结构 | |
| CN218169261U (zh) | 超塑成形铝蒙皮司机室组焊工装 | |
| CN113581230A (zh) | 一种无骨架铝蜂窝司机室 | |
| CN108859971B (zh) | 前门后视镜密封支架结构 | |
| CN213921246U (zh) | 一种无纵梁中地板总成结构 | |
| CN213892663U (zh) | 车身骨架 | |
| CN219361149U (zh) | 一种新能源车后副车架的盒腔式后横梁 | |
| CN110576282B (zh) | 一种分体式端墙反变形控制组焊方法 | |
| CN219805615U (zh) | 一种具有焊接限位槽及装配导向槽的固定板 | |
| CN212921269U (zh) | 一种半挂车厢的模块化底板结构 | |
| CN220612809U (zh) | 一种车身门调整工装 | |
| CN115416758B (zh) | 一种地板骨架总成、地板总成以及车辆 | |
| CN212473696U (zh) | 一种驾驶室顶框前侧围结构 | |
| CN212473439U (zh) | 一种插销式钎焊铝蜂窝设备舱底板 | |
| CN208868031U (zh) | 一种地铁车辆及其车头和窗框 | |
| CN112373578A (zh) | 一种无纵梁中地板总成结构 | |
| CN117465567A (zh) | 一种尾翼安装支架及汽车 | |
| CN116788029A (zh) | 一种汽车水箱框架 | |
| CN114571169A (zh) | 装配工装及异形曲面壳体成型方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |