CN115194464A - 机器人关节的自动组装设备 - Google Patents
机器人关节的自动组装设备 Download PDFInfo
- Publication number
- CN115194464A CN115194464A CN202210711884.6A CN202210711884A CN115194464A CN 115194464 A CN115194464 A CN 115194464A CN 202210711884 A CN202210711884 A CN 202210711884A CN 115194464 A CN115194464 A CN 115194464A
- Authority
- CN
- China
- Prior art keywords
- assembly
- joint
- conveyor line
- manipulator
- automatic assembling
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23P—METAL-WORKING NOT OTHERWISE PROVIDED FOR; COMBINED OPERATIONS; UNIVERSAL MACHINE TOOLS
- B23P21/00—Machines for assembling a multiplicity of different parts to compose units, with or without preceding or subsequent working of such parts, e.g. with programme control
- B23P21/004—Machines for assembling a multiplicity of different parts to compose units, with or without preceding or subsequent working of such parts, e.g. with programme control the units passing two or more work-stations whilst being composed
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B25—HAND TOOLS; PORTABLE POWER-DRIVEN TOOLS; MANIPULATORS
- B25J—MANIPULATORS; CHAMBERS PROVIDED WITH MANIPULATION DEVICES
- B25J9/00—Programme-controlled manipulators
- B25J9/16—Programme controls
- B25J9/1612—Programme controls characterised by the hand, wrist, grip control
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B25—HAND TOOLS; PORTABLE POWER-DRIVEN TOOLS; MANIPULATORS
- B25J—MANIPULATORS; CHAMBERS PROVIDED WITH MANIPULATION DEVICES
- B25J9/00—Programme-controlled manipulators
- B25J9/16—Programme controls
- B25J9/1679—Programme controls characterised by the tasks executed
- B25J9/1687—Assembly, peg and hole, palletising, straight line, weaving pattern movement
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B25—HAND TOOLS; PORTABLE POWER-DRIVEN TOOLS; MANIPULATORS
- B25J—MANIPULATORS; CHAMBERS PROVIDED WITH MANIPULATION DEVICES
- B25J9/00—Programme-controlled manipulators
- B25J9/16—Programme controls
- B25J9/1694—Programme controls characterised by use of sensors other than normal servo-feedback from position, speed or acceleration sensors, perception control, multi-sensor controlled systems, sensor fusion
- B25J9/1697—Vision controlled systems
Abstract
本发明公开一种机器人关节的自动组装设备,所述自动组装设备包括输送线组件、若干个自动组装机构和位于所述输送线组件一端的关节外壳上料装置;所述关节外壳上料装置包括用于承载平台和第一机械手;所述承载平台用于放置关节外壳的承载平台;所述第一机械手用于抓取并移送所述关节外壳至所述输送线组件上;若干个所述自动组装机构沿所述输送线组件的输送方向依次设置。本发明所提出的技术方案中,待组装的关节外壳放置在承载平台上,组装时,通过第一机械手抓取并移送至输送线组件上,而后再通过输送线组件将关节外壳依次输送至各个自动组装机构,实现对于关节外壳的自动化上料,有利于提高关节的组装效率。
Description
技术领域
本发明涉及机器人领域,特别涉及一种机器人关节的自动组装设备。
背景技术
机器人是能模仿人手臂的某些动作功能,用以按固定程序抓取、搬运物件或操作工具的自动操作装置;其被广泛应用于自动化生产行业。机器人包括多个关节和关节臂,相邻两个关节之间通过关节臂连接,通过多个关节以及关节臂之间的相互配合,完成相应的动作功能。
机器人生产时,先组装好机器人的各个关节,再通过关节臂将各个关节组装在一起,最后得到机器人成品。然而,目前是人工手动组装机器人,组装效率低。
发明内容
本发明的主要目的在于提出一种机器人关节的自动组装设备,旨在解决现有机器人关节的组装效率低的技术问题。
为实现上述目的,本发明提出一种机器人关节的自动组装设备,该自动组装设备包括输送线组件、若干个自动组装机构和位于输送线组件一端的关节外壳上料装置,所述关节外壳上料装置包括承载平台和第一机械手,所述承载平台用于放置关节外壳;所述第一机械手用于抓取并移送所述关节外壳至所述输送线组件上;所述若干个自动组装机构沿所述输送线组件的输送方向依次设置。
在一些实施例中,所述输送线组件为循环输送线,所述输送线组件上固定设置有用于放置关节外壳的定位治具,所述第一机械手将所述承载平台上的关节外壳移送至所述定位治具上。
在一些实施例中,所述循环输送线包括输送方向相反的上层输送线和下层输送线,所述上层输送线用于输送放置有关节外壳的定位治具,所述下层输送线用于输送空的定位治具。
在一些实施例中,所述循环输送线还包括至少两个第二机械手,其中一个所述第二机械手位于所述上层输送线的一端并靠近所述第一机械手设置,用于将定位治具放置于所述上层输送线,所述第一机械手用于将关节外壳放置于所述定位治具上;
另一所述第二机械手位于所述上层输送线的另一端,用于将所述上层输送线上的空的定位治具移送至所述下层输送线进行回流。
在一些实施例中,所述承载平台为两个,所述第一机械手位于两个所述承载平台之间。
在一些实施例中,所述承载平台的下方设置有驱动装置,所述驱动装置用于驱动所述承载平台沿靠近所述输送线组件的方向移动。
在一些实施例中,所述第一机械手包括第一机械臂和设于所述第一机械臂的末端的第一夹爪组件;
和/或,所述第二机械手包括第二机械臂和设于所述第二机械臂的末端的第二夹爪组件。
在一些实施例中,所述机器人关节的自动组装设备还包括第一视觉定位组件和/或第二视觉定位组件,所述第一视觉定位组件设置在所述第一机械臂的末端,所述第二视觉定位组件设置在所述第二机械臂的末端。
在一些实施例中,所述机器人关节的自动组装设备还包括若干个止挡装置,用于对所述输送线组件上输送的关节外壳进行止挡定位。
在一些实施例中,所述止挡装置位于所述输送线组件的下方,所述止挡装置包括驱动件、连接座和止挡件,所述连接座与所述驱动件连接,所述止挡件转动设置在所述连接座上,所述驱动件的输出执行端与所述止挡件连接以用于驱动所述止挡件转动。
在一些实施例中,所述若干自动组装机构包括内螺纹涂胶组件、密封圈组装组件和装饰环组装组件中的至少一种。
本发明所提出的技术方案中,待组装的关节外壳放置在承载平台上,组装时,通过第一机械手抓取并移送至输送线组件上,而后再通过输送线组件将关节外壳依次输送至各个自动组装机构,实现对于关节外壳的自动化上料,有利于提高关节的组装效率。
附图说明
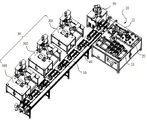
图1为本发明一实施例中机器人关节的自动组装设备的结构示意图;
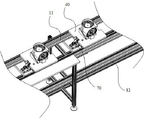
图2为图1中输送线组件的部分结构示意图;
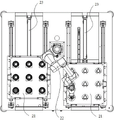
图3为图1中关节外壳上料装置的结构示意图;
图4为图3中关节外壳上料装置的正投影视图;
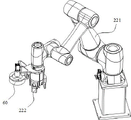
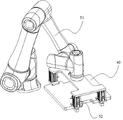
图5为图3中第一机械手的结构示意图;
图6为图1中第二机械手的结构示意图;
图7为图2中止挡装置的结构示意图。
本发明目的的实现、功能特点及优点将结合实施例,参照附图做进一步说明。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的方案进行清楚完整的描述,显然,所描述的实施例仅是本发明中的一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
需要说明,本发明实施例中所有方向性指示(诸如上、下、左、右、前、后……)仅用于解释在某一特定姿态(如附图所示)下各部件之间的相对位置关系、运动情况等,如果该特定姿态发生改变时,则该方向性指示也相应地随之改变。
还需要说明的是,当元件被称为“固定于”或“设置于”另一个元件上时,它可以直接在另一个元件上或者可能同时存在居中元件。当一个元件被称为是“连接”另一个元件,它可以是直接连接另一个元件或者可能同时存在居中元件。
另外,在本发明中涉及“第一”、“第二”等的描述仅用于描述目的,而不能理解为指示或暗示其相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。另外,各个实施例之间的技术方案可以相互结合,但是必须是以本领域普通技术人员能够实现为基础,当技术方案的结合出现相互矛盾或无法实现时应当认为这种技术方案的结合不存在,也不在本发明要求的保护范围之内。
请参见图1、图3和图4,图1为本发明一实施例中机器人关节的自动组装设备的结构示意图,图3为图1中关节外壳上料装置的结构示意图,图4为图3中关节外壳上料装置的正投影视图。
本发明提出一种机器人关节的自动组装设备,该机器人关节的自动组装设备包括输送线组件10、若干个自动组装机构30和位于输送线组件10一端的关节外壳上料装置20,关节外壳上料装置20包括承载平台21和第一机械手22,承载平台21用于放置关节外壳;第一机械手22用于抓取并移送关节外壳至输送线组件10上;若干个自动组装机构30沿输送线组件10的输送方向依次设置。
本实施例中,输送线组件10用于将待组装的关节外壳输送至各个自动组装机构30处,输送线组件10的一端设置有关节外壳上料装置20,该关节外壳上料装置20用于给输送线组件10供应待组装的关节外壳。关节外壳上料装置20包括承载平台21和第一机械手22,承载平台21用于放置关节外壳,第一机械手22用于将承载平台21上的关节外壳转移至输送线组件10上,实现对于关节外壳的自动化上料,相较于目前的人工上料方式,有利于提高关节的组装效率。
输送线组件10可以采用同步带对关节外壳进行输送,也可以采用辊轮对关节外壳进行输送,包括但不限于此,本领域技术人员可根据实际情况进行设计。第一机械手22可以采用多轴直线模组+取料组件(吸嘴或夹爪等)的结构形式,也可以采用机械臂+取料组件(吸嘴或夹爪等)的结构形式,包括但不限于此,本领域技术人员可根据实际情况进行设计。
在一些实施例中,若干自动组装机构30处对应设置有自动组装设备,通过自动组装设备依次对关节外壳进行组装,以进一步提高关节的组装效率。
在一些实施例中,本发明所提出的输送线组件10为循环输送线,输送线组件10上固定设置有用于放置关节外壳的定位治具40,第一机械手22将承载平台21上的关节外壳移送至定位治具40上。
本实施例中,输送线组件10为循环式输送线,比如O形回流线,包括但不限于此,本领域技术人员可根据实际情况进行设计。输送线组件10上固定设置有用于承载关节外壳的定位治具40,关节外壳上料时,通过第一机械手22将关节外壳移送至定位治具40上,而后通过输送线组件10将承载有关节外壳的定位治具40依次输送至各个自动组装机构30处进行组装,组装完成后,将关节外壳从定位治具40上取下,然后再通过输送线组件10将空的定位治具40输送至关节外壳的上料位处,如此循环往复。其中,定位治具40的主要作用在于承载并固定关节外壳,关节外壳通过定位治具放置于输送线组件上,以保证关节外壳的位置精度。
请参见图2,图2为图1中输送线组件10的部分结构示意图。
在一些实施例中,本发明所提出的循环输送线包括输送方向相反的上层输送线11和下层输送线12,上层输送线11用于输送放置有关节外壳的定位治具40,下层输送线12用于输送空的定位治具40。
本实施例中,输送线组件10包括上层输送线11和下层输送线12,上层输送线11与下层输送线12的输送方向相反。关节外壳组装时,先将定位治具40放置于上层输送线11,而后将待组装的关节外壳放置于上层输送线11的定位治具40上,然后通过上层输送线11将放置有关节外壳的定位治具40输送至各个自动组装机构30,待组装完成后,组装得到的关节外壳被从定位治具40上取下,最后将上层输送线11上的空的定位治具40转移至下层输送线12,以通过下层输送线12将空的定位治具40回流至关节外壳上料端,如此循环往复。可选地,本实施例所提出的自动组装设备还包括有第三机械手(图未示),第三机械手设置在输送线组件10的一端,可用于将上层输送线11上已完成组装的关节外壳移送至预设区域,同时还可用于将上层输送线11上的空的定位治具40移送至下层输送线12上进行回流。进一步的,第三机械手的数量可以为一个,也可以为两个,本领域技术人员可根据实际情况进行设计。
在一些实施例中,请参见图1和图2,本发明所提出的机器人关节的自动组装设备还包括至少两个第二机械手50,其中一个第二机械手50位于输送线组件10的一端并靠近第一机械手22设置,用于将定位治具40放置于上层输送线11,第一机械手22用于将关节外壳放置于定位治具40上;另一第二机械手50位于输送线的另一端,用于将上层输送线11上的空的定位治具40移送至下层输送线12进行回流。
本实施例中,输送线组件10的两端分别设置有至少一个第二机械手50,其中一个第二机械手50位于靠近第一机械手22的一端,其用于将定位治具40放置于上层输送线11上,而后第一机械手22从承载平台21上抓取待组装的关节外壳,并将其放置于上层输送线11的定位治具40上。待定位治具40上的关节外壳完成组装并被取下后,位于输送线组件10另一端的另一第二机械手50将空的定位治具40从上层输送线11转移至下层输送线12,以通过下层输送线12将空的定位治具40回流至关节外壳上料端。
可选地,上述实施例中的第一机械手22可替代其中一个第二机械手50,以完成将定位治具40放置于上层输送线11的动作,如此,则仅需设置一个第二机械手50,从而降低设备成本。需要说明的是,第一机械手22不仅能够替代第二机械手50完成上述动作,还可用于将关节外壳放置于定位治具40上。
在一些实施例中,请参见图3和图4,本发明所提出的承载平台21为两个,第一机械手22位于两个承载平台21之间。
本实施例中,通过设置的两个承载平台21,可实现对于关节外壳的不停机上料,以进一步提高关节组装效率。关节外壳上料之前,先将待组装的关节外壳放置于两个承载平台21上,待两个承载平台21中的至少一个放置有关节外壳后,再开始关节外壳的上料。
当两个承载平台21中的一个放置有关节外壳,另一个还未放置关节外壳时,可先通过第一机械手22从装有关节外壳的承载平台21上抓取,与此同时,对另一个未放置有关节外壳的承载平台21进行物料补给。待其中一个承载平台21上的关节外壳被全部移送至输送线组件10上后,第一机械手22再从另一个承载平台21上抓取关节外壳,与此同时,对已抓取完关节外壳的承载平台21进行物料补给,如此循环往复,从而实现关节外壳的不停机上料,提高关节组装效率。
当两个承载平台21都放置有关节外壳时,第一机械手22先将其中一个承载平台21的关节外壳取完,而后再从另一个承载平台21上抓取关节外壳,在第一机械手22从另一个承载平台21上取关节外壳的同时,对已抓取完关节外壳的承载平台21进行物料补给,如此循环往复,从而实现关节外壳的不停机上料,提高关节组装效率。
在一些实施例中,请参见图4,本发明所提出的承载平台21的下方设置有驱动装置23,驱动装置23用于驱动承载平台21沿靠近输送线组件10的方向移动。
本实施例中,为了更进一步的提高关节组装效率,在承载平台21上放置好关节外壳后,通过驱动装置23驱动承载平台21朝向靠近输送线组件10的方向移动,使得关节外壳处于靠近输送线组件10的位置,以缩短第一机械手22移送关节外壳的时间,从而达到提高关节组装效率的目的。
在一些实施例中,本实施例所提出的驱动装置23用于驱动两个承载平台相向或背向移动,具体的,当其中一个承载平台21朝向靠近输送线组件10的方向移动时,另一个承载平台21朝向远离输送线组件10的方向移动。
其中,驱动装置23可以同时驱动两个承载平台21相向或背向移动,比如可以采用电机+正反丝杠的结构实现,正反丝杠具有两个螺旋方向相反的螺纹段,每个螺纹段上均安装有螺母,两个螺母上分别对应一个承载平台21,电机驱动丝杠转动时,两个螺母于两个螺纹段上做相向或背向的直线运动,则可带动两个承载平台21相向或背向移动。当一个承载平台21上的关节外壳被全部组装完成后,即一个承载平台21上没有了关节外壳,需要再去其他工位上放置关节外壳,而另一个承载平台21上有关节外壳,需要靠近输送线组件10以进行关节外壳上料,此时驱动装置23工作,即电机带动正反丝杠旋转,使没有关节外壳的承载平台21向远离输送线组件10的方向移动,同时有关节外壳的承载平台朝向靠近输送线组件10的方向移动;驱动装置23可以一次驱动两个承载平台21同时移动,既方便没有关节外壳的承载平台21向外移动方便工作人员将关节外壳放在该承载平台21上;同时也方便有关节外壳的承载平台21向靠近输送线组件10的方向上移动使第一机械手22快速将关节外壳抓取到输送线组件10上。
在一些实施例中,驱动装置23包括气缸、两间隔设置的直线导轨和分别与两直线导轨滑动配合的滑块,滑块安装于承载平台21的底部,气缸的活塞杆与承载平台21连接,以驱动承载平台21沿两直线导轨移动,两直线导轨沿垂直输送线组件10的方向设置。其中,气缸可以采用电机和丝杆替代,本领域技术人员可根据实际情况进行设计。
请参见图5和图6,图5为图3中第一机械手22的结构示意图,图6为图1中第二机械手50的结构示意图。
在一些实施例中,本发明所提出的第一机械手22包括第一机械臂221和设于第一机械臂221的末端的第一夹爪组件222;和/或,第二机械手50包括第二机械臂51和设于第二机械臂51的末端的第二夹爪组件52。
本实施例中,第一机械臂221和第二机械臂51均具有多个自由度,比如四轴、五轴或六轴等,本领域技术人员可根据实际情况进行设计。第一机械臂221的末端设置有第一夹爪组件222,第一机械臂221用于驱动其朝向或远离关节外壳移动,第一夹爪组件222移动至预设位置后,通过气动或电动的方式驱动第一夹爪组件222夹持或松开关节外壳。
第二机械臂51的末端设置有第二夹爪组件52,第二机械臂51用于驱动其朝向或远离关节外壳移动,第二夹爪组件52移动至预设位置后,通过气动或电动的方式驱动第二夹爪组件52夹持或松开关节外壳。
在一些实施例中,请参见图5,本发明所提出的机器人关节的自动组装设备还包括第一视觉定位组件60和/或第二视觉定位组件(图未示),第一视觉定位组件60设置在第一机械臂221的末端,第二视觉定位组件设置在第二机械臂51的末端。
本实施例中,关节外壳上料时,先通过第一机臂带动第一夹爪组件222和第一视觉定位组件60移动至承载平台21的上方,而后通过第一视觉定位组件60获取关节外壳的抓取位置信息,然后由第一夹爪组件222根据该位置信息抓取关节外壳,避免第一夹爪组件222在抓取关节外壳时出现抓偏或抓歪的情况。
定位治具40上料时,先通过第二机械臂51带动第二夹爪组件52和第二视觉定位组件移动至定位治具40的上方,而后通过第二视觉定位组件获取定位治具40的抓取位置信息,然后由第二夹爪组件52根据该位置信息抓取定位治具40,避免第二夹爪组件52在抓取定位治具40时出现抓偏或抓歪的情况。
在一些实施例中,请参见图2,本发明所提出的机器人关节的自动组装设备还包括若干个止挡装置70,用于对输送线组件10上输送的关节外壳进行止挡定位。
本实施例中,输送线组件10在输送关节外壳时,通过止挡装置70对关节外壳进行止挡定位,使得关节外壳停止在预设工位处,以在该工位处对该关节外壳进行相应的组装,比如O形圈组装、内螺纹涂胶和装饰环组装等。其中,止挡装置70可以设置在输送线组件10的两侧,也可以设置在输送线组件10的下方,还可以同时设置在输送线组件10的两侧以及下方位置,本领域技术人员可根据实际情况进行设计。
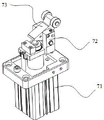
请参见2和图7,图7为图2中止挡装置70的结构示意图。
在一些实施例中,本发明所提出的止挡装置70位于输送线组件10的下方,止挡装置70包括驱动件71、连接座72和止挡件73,连接座72与驱动件71固定连接,止挡件73转动设置在连接座72上,驱动件71的输出执行端与止挡件73连接以用于驱动止挡件73转动。
本实施例中,止挡装置70设置在输送线组件10的下方,其包括有驱动件71、连接座72和止挡件73,驱动件71通过一安装板与输送线组件10连接,连接座72安装在驱动件71上,止挡件73转动设置在连接座72上。当关节外壳输送至某一自动组装机构30处时,驱动件71将驱动止挡件73转动,使得止挡件73转动至阻挡关节外壳的位置处;当关节外壳在此自动组装机构30处组装完成后,驱动件71驱动止挡件73反向转动,使得止挡件73转动至关节外壳的下方位置。
在一些实施例中,驱动件71为气缸,气缸沿竖直方向设置,止挡件73大致呈V形设置,气缸的活塞杆竖直向上并与止挡件73的一侧连接。气缸的活塞杆上下移动时,将带动与其连接的止挡件73移动,由于止挡件73与连接座72转动连接,因此,止挡件73将在气缸的活塞杆的驱动下转动。
在一些实施例中,止挡件73与关节外壳抵接的一侧设置有滑轮,止挡件73通过滑轮与关节外壳或定位治具40抵接,以减小止挡件73与关节外壳或定位治具40之间的摩擦力,从而降低关节外壳或定位治具40的磨损,保证关节外壳的质量,延长定位治具40的使用寿命。
在一些实施例中,请参见图1,本发明所提出的若干自动组装机构30包括内螺纹涂胶组件301、密封圈组装组件302和装饰环组装组件303中的至少一种。
本实施例中,关节外壳通过输送线组件10依次输送至各个组装工位,每个组装工位处对应设有一个自动组装组件,用于将零配件自动组装至关节外壳上,或者对关节外壳进行自动涂胶、喷漆等工艺,包括但不限于此。其中,本实施例所提出的自动组装机构30包括有内螺纹涂胶组件301、密封圈组装组件302和装饰环组装组件303中的至少一种,本领域技术人员可根据实际情况进行设计。
本实施例所提出的自动组装机构30包括内螺纹涂胶组件301、密封圈组装组件302和装饰环组装组件303,三者沿输送线组件10的输送方向依次设置,分别用于对关节外壳进行内螺纹涂胶、密封圈组装以及装饰环组装。
在一些实施例中,本发明所提出的内螺纹涂胶组件301、密封圈组装组件302和装饰环组装组件303的主体结构大致相同,比如都包括有机械手。所不同的是,每个自动组装组件所对应的料仓中的零配件不同,料仓的结构、机械手末端的夹具、机械手执行程序等也不存在不同。也即:针对不同的零配件装配,各个组装工位上的自动组装组件所采用的料仓结构、机械手末端的夹具以及执行程序等不同,以适应不同的零配件的装配。
以上的仅为本发明的部分或优选实施例,无论是文字还是附图都不能因此限制本发明保护的范围,凡是在与本发明二个整体的构思下,利用本发明说明书及附图内容所作的等效结构变换,或直接/间接运用在其他相关的技术领域均包括在本发明保护的范围内。
Claims (11)
1.一种机器人关节的自动组装设备,所述机器人关节包括关节外壳,其特征在于,所述自动组装设备包括输送线组件、若干个自动组装机构和位于所述输送线组件一端的关节外壳上料装置;
所述关节外壳上料装置包括用于承载平台和第一机械手;
所述承载平台用于放置关节外壳的承载平台;
所述第一机械手用于抓取并移送所述关节外壳至所述输送线组件上;
若干个所述自动组装机构沿所述输送线组件的输送方向依次设置。
2.根据权利要求1所述的机器人关节的自动组装设备,其特征在于,所述输送线组件为循环输送线,所述输送线组件上固定设置有用于放置关节外壳的定位治具,所述第一机械手将所述承载平台上的关节外壳移送至所述定位治具上。
3.根据权利要求2所述的机器人关节的自动组装设备,其特征在于,所述循环输送线包括输送方向相反的上层输送线和下层输送线,所述上层输送线用于输送放置有关节外壳的定位治具,所述下层输送线用于输送空的定位治具。
4.根据权利要求3所述的机器人关节的自动组装设备,其特征在于,所述循环输送线还包括至少两个第二机械手,其中一个所述第二机械手位于所述上层输送线的一端并靠近所述第一机械手设置,用于将定位治具放置于所述上层输送线,所述第一机械手用于将关节外壳放置于所述定位治具上;
另一所述第二机械手位于所述上层输送的另一端,用于将所述上层输送线上的空的定位治具移送至所述下层输送线进行回流。
5.根据权利要求1所述的机器人关节的自动组装设备,其特征在于,所述承载平台为两个,所述第一机械手位于两个所述承载平台之间。
6.根据权利要求1所述的机器人关节的自动组装设备,其特征在于,所述承载平台的下方设置有驱动装置,所述驱动装置用于驱动所述承载平台沿靠近所述输送线组件的方向移动。
7.根据权利要求4所述的机器人关节的自动组装设备,其特征在于,所述第一机械手包括第一机械臂和设于所述第一机械臂的末端的第一夹爪组件;
和/或,所述第二机械手包括第二机械臂和设于所述第二机械臂的末端的第二夹爪组件。
8.根据权利要求7所述的机器人关节的自动组装设备,其特征在于,还包括第一视觉定位组件和/或第二视觉定位组件,所述第一视觉定位组件设置在所述第一机械臂的末端,所述第二视觉定位组件设置在所述第二机械臂的末端。
9.根据权利要求1所述的机器人关节的自动组装设备,其特征在于,还包括若干个止挡装置,用于对所述输送线组件上输送的关节外壳进行止挡定位。
10.根据权利要求9所述的机器人关节的自动组装设备,其特征在于,所述止挡装置位于所述输送线组件的下方,所述止挡装置包括驱动件、连接座和止挡件,所述连接座与所述驱动件连接,所述止挡件转动设置在所述连接座上,所述驱动件的输出执行端与所述止挡件连接以用于驱动所述止挡件转动。
11.根据权利要求1-10任一项所述的机器人关节的自动组装设备,其特征在于,若干个所述自动组装机构包括内螺纹涂胶组件、密封圈组装组件和装饰环组装组件中的至少一种。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202210711884.6A CN115194464A (zh) | 2022-06-22 | 2022-06-22 | 机器人关节的自动组装设备 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202210711884.6A CN115194464A (zh) | 2022-06-22 | 2022-06-22 | 机器人关节的自动组装设备 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN115194464A true CN115194464A (zh) | 2022-10-18 |
Family
ID=83576651
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202210711884.6A Pending CN115194464A (zh) | 2022-06-22 | 2022-06-22 | 机器人关节的自动组装设备 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN115194464A (zh) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN115847093A (zh) * | 2023-02-27 | 2023-03-28 | 南京同尔电子科技有限公司 | 一种接线板预组装设备 |
Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH06190647A (ja) * | 1992-12-28 | 1994-07-12 | Matsushita Electric Ind Co Ltd | 部品供給カセット |
| CN206702579U (zh) * | 2017-03-24 | 2017-12-05 | 刘海涛 | 一种小家电自动组装生产线 |
| CN108393686A (zh) * | 2018-02-08 | 2018-08-14 | 广东利迅达机器人系统股份有限公司 | 驱动器板自动化生产线 |
| CN108747276A (zh) * | 2018-08-02 | 2018-11-06 | 广东利迅达机器人系统股份有限公司 | 手机摄像头自动装配设备 |
| CN109205304A (zh) * | 2018-07-27 | 2019-01-15 | 宁波松科磁材有限公司 | 一种用于磁钢充磁包装自动化生产线上料的物料输送机 |
| CN109980487A (zh) * | 2019-04-10 | 2019-07-05 | 东莞松山智能机器人有限公司 | 自动入壳组装设备 |
| CN110883546A (zh) * | 2019-12-25 | 2020-03-17 | 杭州江睿智能装备有限公司 | 童车整车装配生产线 |
| CN110948227A (zh) * | 2019-12-30 | 2020-04-03 | 广东利元亨智能装备股份有限公司 | 主板装配线 |
| CN111332786A (zh) * | 2020-03-06 | 2020-06-26 | 广东金弘达自动化科技股份有限公司 | 一种光学产品自动化组装线 |
| CN111558828A (zh) * | 2020-05-28 | 2020-08-21 | 广东利元亨智能装备股份有限公司 | 一种cpu组件组装设备 |
| CN112719891A (zh) * | 2020-12-31 | 2021-04-30 | 昆山富利瑞电子科技有限公司 | 一种电子血压计自动贴面板装置 |
-
2022
- 2022-06-22 CN CN202210711884.6A patent/CN115194464A/zh active Pending
Patent Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH06190647A (ja) * | 1992-12-28 | 1994-07-12 | Matsushita Electric Ind Co Ltd | 部品供給カセット |
| CN206702579U (zh) * | 2017-03-24 | 2017-12-05 | 刘海涛 | 一种小家电自动组装生产线 |
| CN108393686A (zh) * | 2018-02-08 | 2018-08-14 | 广东利迅达机器人系统股份有限公司 | 驱动器板自动化生产线 |
| CN109205304A (zh) * | 2018-07-27 | 2019-01-15 | 宁波松科磁材有限公司 | 一种用于磁钢充磁包装自动化生产线上料的物料输送机 |
| CN108747276A (zh) * | 2018-08-02 | 2018-11-06 | 广东利迅达机器人系统股份有限公司 | 手机摄像头自动装配设备 |
| CN109980487A (zh) * | 2019-04-10 | 2019-07-05 | 东莞松山智能机器人有限公司 | 自动入壳组装设备 |
| CN110883546A (zh) * | 2019-12-25 | 2020-03-17 | 杭州江睿智能装备有限公司 | 童车整车装配生产线 |
| CN110948227A (zh) * | 2019-12-30 | 2020-04-03 | 广东利元亨智能装备股份有限公司 | 主板装配线 |
| CN111332786A (zh) * | 2020-03-06 | 2020-06-26 | 广东金弘达自动化科技股份有限公司 | 一种光学产品自动化组装线 |
| CN111558828A (zh) * | 2020-05-28 | 2020-08-21 | 广东利元亨智能装备股份有限公司 | 一种cpu组件组装设备 |
| CN112719891A (zh) * | 2020-12-31 | 2021-04-30 | 昆山富利瑞电子科技有限公司 | 一种电子血压计自动贴面板装置 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN115847093A (zh) * | 2023-02-27 | 2023-03-28 | 南京同尔电子科技有限公司 | 一种接线板预组装设备 |
| CN115847093B (zh) * | 2023-02-27 | 2023-11-14 | 南京同尔电子科技有限公司 | 一种接线板预组装设备 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US4778329A (en) | Robot with floating XY plane arm | |
| CN104444360A (zh) | 轮毂五轴搬运机器人及夹持机械手 | |
| CN103149880B (zh) | 加工装置 | |
| CN105709983A (zh) | 一种汽车刹车盘自动涂装装置 | |
| CN115194464A (zh) | 机器人关节的自动组装设备 | |
| CN113979104B (zh) | 一种坦克履带行动支架自动上料装置及输送系统 | |
| US20010028175A1 (en) | Robot for an industrial automation system | |
| CN110640378A (zh) | 一种车用铝合金箱体弧焊卡具 | |
| CN114030882B (zh) | 一种具有变距夹爪的上料装置 | |
| CN212502534U (zh) | 组装系统 | |
| KR102111924B1 (ko) | 워크 작업 장치, 워크 작업 시스템, 워크 배출 방법, 워크 공급 방법, 및 워크 스톡 방법 | |
| CN210639861U (zh) | 一种教学用自动化物流生产线 | |
| CN209835009U (zh) | 一种嵌入式电源自动组装流水线设备 | |
| CN112296672B (zh) | 嵌入式消毒柜柔性自动化冲压装配生产线 | |
| CN113878345B (zh) | 一种pcb板自动化装配及检测的流水线 | |
| CN213290280U (zh) | 一种机械手在线抓取装置 | |
| CN214109309U (zh) | 一种面向汽车门连接件螺母焊接的上下料系统 | |
| CN114055158A (zh) | 一种扫地机边轮组件自动装配系统 | |
| CN208802546U (zh) | 码垛夹具自动上料装置 | |
| CN213916933U (zh) | 一种上料装置 | |
| CN210546066U (zh) | 一种空调导风板的生产工装 | |
| CN111037291B (zh) | 一种卷轴器的装配线 | |
| CN210391767U (zh) | 多产品装盒机 | |
| CN217071058U (zh) | 多工位插件焊接机器人 | |
| CN214451463U (zh) | 一种搬送线设备 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination |