CN115194210A - 一种联轴器加工用钻孔装置 - Google Patents
一种联轴器加工用钻孔装置 Download PDFInfo
- Publication number
- CN115194210A CN115194210A CN202211112669.0A CN202211112669A CN115194210A CN 115194210 A CN115194210 A CN 115194210A CN 202211112669 A CN202211112669 A CN 202211112669A CN 115194210 A CN115194210 A CN 115194210A
- Authority
- CN
- China
- Prior art keywords
- drilling
- jacking seat
- plate
- block
- workbench
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000005553 drilling Methods 0.000 title claims abstract description 70
- 230000008878 coupling Effects 0.000 title claims abstract description 57
- 238000010168 coupling process Methods 0.000 title claims abstract description 57
- 238000005859 coupling reaction Methods 0.000 title claims abstract description 57
- 238000012545 processing Methods 0.000 title claims description 5
- 238000003754 machining Methods 0.000 claims abstract description 15
- 235000017166 Bambusa arundinacea Nutrition 0.000 claims abstract description 13
- 235000017491 Bambusa tulda Nutrition 0.000 claims abstract description 13
- 241001330002 Bambuseae Species 0.000 claims abstract description 13
- 235000015334 Phyllostachys viridis Nutrition 0.000 claims abstract description 13
- 239000011425 bamboo Substances 0.000 claims abstract description 13
- 238000003825 pressing Methods 0.000 claims abstract description 12
- 238000001125 extrusion Methods 0.000 claims description 29
- 230000007246 mechanism Effects 0.000 claims description 28
- 238000006073 displacement reaction Methods 0.000 claims description 22
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 claims description 19
- 210000001503 joint Anatomy 0.000 claims description 8
- 230000003014 reinforcing effect Effects 0.000 claims description 7
- 230000002146 bilateral effect Effects 0.000 claims description 6
- 239000002826 coolant Substances 0.000 claims description 5
- 239000007788 liquid Substances 0.000 claims description 4
- 230000005540 biological transmission Effects 0.000 claims description 2
- 238000005067 remediation Methods 0.000 claims 1
- 238000000034 method Methods 0.000 abstract description 14
- 230000008569 process Effects 0.000 abstract description 14
- 239000000110 cooling liquid Substances 0.000 abstract description 12
- 230000009471 action Effects 0.000 description 5
- 238000003860 storage Methods 0.000 description 5
- 230000000694 effects Effects 0.000 description 4
- 238000012937 correction Methods 0.000 description 3
- 238000004519 manufacturing process Methods 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 238000013021 overheating Methods 0.000 description 2
- 238000005516 engineering process Methods 0.000 description 1
- 230000005484 gravity Effects 0.000 description 1
- 230000006872 improvement Effects 0.000 description 1
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B41/00—Boring or drilling machines or devices specially adapted for particular work; Accessories specially adapted therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B39/00—General-purpose boring or drilling machines or devices; Sets of boring and/or drilling machines
- B23B39/28—Associations of only boring or drilling machines directed to a particular metal-working result
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q1/00—Members which are comprised in the general build-up of a form of machine, particularly relatively large fixed members
- B23Q1/25—Movable or adjustable work or tool supports
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q11/00—Accessories fitted to machine tools for keeping tools or parts of the machine in good working condition or for cooling work; Safety devices specially combined with or arranged in, or specially adapted for use in connection with, machine tools
- B23Q11/0042—Devices for removing chips
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q11/00—Accessories fitted to machine tools for keeping tools or parts of the machine in good working condition or for cooling work; Safety devices specially combined with or arranged in, or specially adapted for use in connection with, machine tools
- B23Q11/10—Arrangements for cooling or lubricating tools or work
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q3/00—Devices holding, supporting, or positioning work or tools, of a kind normally removable from the machine
- B23Q3/02—Devices holding, supporting, or positioning work or tools, of a kind normally removable from the machine for mounting on a work-table, tool-slide, or analogous part
- B23Q3/06—Work-clamping means
- B23Q3/062—Work-clamping means adapted for holding workpieces having a special form or being made from a special material
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Drilling And Boring (AREA)
Abstract
本发明涉及联轴器加工技术领域,特别涉及一种联轴器加工用钻孔装置,包括工作台、定位部和钻孔部,工作台为水平放置的矩形结构,工作台上端设置有定位部和钻孔部,定位部位于工作台上端的前侧,钻孔部位于定位部的后侧;本发明通过多个按压杆将联轴器向下按压固定可以提高联轴器的稳定性,避免联轴器在钻孔过程中发生倾斜或随意旋转;本发明通过竹节管喷出的冷却液可以对钻头进行冷却处理,且可以将钻头外壁的碎屑冲掉,避免残留的碎屑影响钻头的钻削强度与钻孔精度。
Description
技术领域
本发明涉及联轴器加工技术领域,特别涉及一种联轴器加工用钻孔装置。
背景技术
联轴器可分为刚性联轴器和挠性联轴器两大类,其中,刚性联轴器制造成本较低,装拆、维护方便,能保证两轴有较高的对中性,常用的有套筒联轴器、夹壳联轴器以及凸缘联轴器等,凸缘联轴器是把两个带有凸缘的半联轴器用普通平键分别与两轴连接,然后通过螺栓将两个半联轴器连成一体,凸缘联轴器在生产加工过程中,需要在其凸缘处开设定位孔,以便于后期通过螺栓穿过定位孔后将两个半联轴器连接。
现有技术中提供了对联轴器钻孔过程中进行定位调节的技术方案,例如:公开号为CN107838689A的中国发明专利申请公开的一种联轴器用钻孔装置,该装置通过竖直调节螺杆调节钻孔座的高度对联轴器进行定位,再通过水平定位板将联轴器夹紧,且在钻孔的过程中,可以使定位外筒沿连接滑座滑动而调节其位置,然后通过钻头对联轴器进行定位钻孔。
但上述专利存在以下问题:1.由于不同直径的联轴器圆周面的弧度不同,上述专利的水平定位板上的弧形凹槽的弧度无法进行调节,因此水平定位板对不同直径的联轴器定位时无法与联轴器外壁紧密贴合,使得联轴器容易随意旋转,从而无法确保联轴器钻孔过程中的稳定性,影响对联轴器的夹紧效果。
2.钻头在钻孔过程中其外壁容易附着钻削产生的碎屑,而上述专利中钻头外壁的碎屑无法得到及时清除,因此残留的碎屑容易影响钻头的钻削效果,且带有碎屑的钻头容易影响对联轴器的钻孔精度。
发明内容
一、要解决的技术问题:本发明提供的一种联轴器加工用钻孔装置,可以解决上述背景技术中指出的难题。
二、技术方案:为达到以上目的,本发明采用以下技术方案,一种联轴器加工用钻孔装置,包括工作台、定位部和钻孔部,工作台为水平放置的矩形结构,工作台上端设置有定位部和钻孔部,定位部位于工作台上端的前侧,钻孔部位于定位部的后侧。
所述定位部包括支撑轴、间歇电机、顶升座、让位槽、挤压矫正机构、连接杆和限位机构,其中:工作台上端且靠近其前侧从左到右等间距转动设置有多个支撑轴,多个支撑轴之间通过带传动相连接,工作台的下端通过电机座设置有间歇电机,间歇电机的输出轴与任意一个支撑轴相连接,支撑轴上端安装有顶升座,顶升座上沿其周向均匀开设有多个让位槽,顶升座上安装有挤压矫正机构,且顶升座上端设置有连接杆,连接杆上安装有限位机构。
所述钻孔部包括L形支架、连接滑槽、伸缩气缸、联动板、滑移块、支撑机构、驱动电机和钻头,其中:工作台的上端且靠近其后侧安装有L形支架,L形支架的竖直段从左到右等间距开设有多个与顶升座位置相对应的连接滑槽,L形支架的水平段安装有伸缩气缸,伸缩气缸的伸缩端安装有联动板,联动板后侧设置有滑动对接在连接滑槽内的滑移块,联动板前侧通过支撑机构安装有驱动电机,驱动电机的输出轴安装有钻头。
优选的,所述支撑机构包括导柱、螺纹杆、滑块、挡板、加固板、导向滑槽和承接块,其中:联动板前侧安装有一个导柱和两个螺纹杆,两个螺纹杆均与联动板转动连接并关于导柱左右对称排布,导柱和螺纹杆外壁共同套设有滑块,滑块与导柱滑动配合,滑块与螺纹杆之间通过螺纹配合的方式相连接,导柱和螺纹杆的前端均安装有挡板,联动板与导柱上的挡板之间设置有加固板,加固板上端开设有导向滑槽,滑块上端安装有滑动对接在导向滑槽内的承接块,滑块的下端中部安装有驱动电机。
优选的,所述挤压矫正机构包括L形板、支撑弹簧杆和挤压块,其中:顶升座的外壁沿其周向均匀安装有多个与让位槽交错排布的L形板,L形板的竖直段且靠近顶升座中心处的一侧安装有支撑弹簧杆,支撑弹簧杆远离L形板的一端设置有挤压块,挤压块的下端与顶升座的上端滑动配合。
优选的,所述限位机构包括十字形槽、定位气缸、位移块、固定板、定位销、伸缩杆和按压杆,其中:连接杆内部且靠近其上侧开设有十字形槽,十字形槽下端开设有安装槽,安装槽内设置有定位气缸,定位气缸的伸缩端安装有位移块,位移块滑动对接在十字形槽内,连接杆的外壁周向均匀设置有多个连接组,每个连接组包括两个关于十字形槽对称排布的固定板,两个固定板之间设置有定位销,位移块外壁均匀铰接有多个伸缩杆,伸缩杆远离位移块的一端安装有按压杆,且按压杆转动套设在定位销上。
优选的,所述滑块上端关于承接块左右对称设置有两个冷却液储存箱,滑块的下端左右对称安装有两个水泵,水泵的下端设置有竹节管,竹节管远离水泵的一侧逐渐向靠近钻头的一侧倾斜,水泵和冷却液储存箱之间通过水管相连接。
优选的,所述挤压块上端安装有导向板,导向板从上到下逐渐向靠近顶升座中心处的一侧倾斜。
优选的,所述挤压块靠近顶升座中心处的一侧安装有抵紧块,抵紧块的上下两侧壁均设有倒角。
优选的,所述顶升座的下端前后对称设置有两个半圆框,半圆框与顶升座的下端通过可拆卸的方式相连接,且两个半圆框可形成一个完整的圆形框。
三、有益效果:1.本发明可以一次性对多个联轴器进行钻孔处理,能够提高对联轴器的钻孔效率;且本发明提供的定位部通过多个挤压块同时对联轴器的凸缘处施加挤压力可以对联轴器进行矫正并限位,使得联轴器得到定位,进而提高对联轴器的钻孔精度。
2.本发明提供的钻孔部通过钻头向下移动的过程中能够对联轴器的凸缘处进行钻孔处理,且通过竹节管喷出的冷却液可以对钻头进行冷却处理,避免钻头过热而崩断或发生变形,此外,竹节管喷出的冷却液可以将钻头外壁的碎屑冲掉,避免残留的碎屑影响钻头的钻削强度,且可以防止影响钻头的钻孔精度。
3.本发明提供的限位机构通过多个按压杆将联轴器向下按压固定,进而对联轴器进行限位固定并提高联轴器的稳定性,避免联轴器在钻孔过程中发生倾斜或随意旋转。
4.本发明通过滑块前后移动可以调整钻头与联轴器轴线之间的距离,从而可以根据联轴器需要钻孔的位置对钻头进行相应的调整,以便于对不同型号的联轴器进行钻孔处理,适应性强。
附图说明
下面结合附图和实施例对本发明进一步说明。
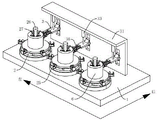
图1是本发明的立体结构示意图。
图2是本发明的工作台和定位部的立体结构示意图。
图3是本发明的定位部的局部剖切图。
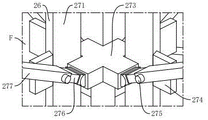
图4是本发明的图3的F处局部放大图。
图5是本发明的剖视图(从右向左看)。
图6是本发明的图5的B处局部放大图。
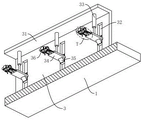
图7是本发明的工作台和钻孔部的立体结构示意图(仰视)。
图8是本发明的图7的T处局部放大图。
图9是本发明的支撑机构的局部结构示意图。
附图标记:1、工作台;2、定位部;21、支撑轴;22、间歇电机;23、顶升座;231、半圆框;24、让位槽;25、挤压矫正机构;251、L形板;252、支撑弹簧杆;253、挤压块;254、导向板;255、抵紧块;26、连接杆;27、限位机构;271、十字形槽;272、定位气缸;273、位移块;274、固定板;275、定位销;276、伸缩杆;277、按压杆;3、钻孔部;31、L形支架;32、连接滑槽;33、伸缩气缸;34、联动板;35、滑移块;36、支撑机构;361、导柱;362、螺纹杆;363、滑块;364、挡板;365、加固板;366、导向滑槽;367、承接块;368、冷却液储存箱;369、水泵;360、竹节管;37、驱动电机;38、钻头;6、联轴器。
具体实施方式
以下结合附图对本发明的实施例进行详细说明,但是本发明可以由权利要求限定和覆盖的多种不同方式实施。
下面参考附图描述根据本发明实施例的一种联轴器加工用钻孔装置。参阅图1,一种联轴器加工用钻孔装置,包括工作台1、定位部2和钻孔部3,工作台1为水平放置的矩形结构,工作台1上端设置有定位部2和钻孔部3,定位部2位于工作台1上端的前侧,钻孔部3位于定位部2的后侧。
参阅图2、图3和图5,定位部2包括支撑轴21、间歇电机22、顶升座23、让位槽24、挤压矫正机构25、连接杆26和限位机构27,其中:工作台1上端且靠近其前侧从左到右等间距转动设置有多个支撑轴21,多个支撑轴21之间通过带传动相连接,工作台1的下端通过电机座设置有间歇电机22,间歇电机22的输出轴与任意一个支撑轴21相连接,支撑轴21上端安装有顶升座23,顶升座23上沿其周向均匀开设有多个让位槽24,让位槽24从顶升座23的外壁至顶升座23的中心处开设,顶升座23的下端前后对称设置有两个半圆框231,半圆框231与顶升座23的下端通过可拆卸的方式相连接,且两个半圆框231可形成一个完整的圆形框,通过半圆框231可以对钻孔产生的碎屑以及钻孔过程中使用的冷却液进行收集,且便于将冷却液和碎屑一同倒出,顶升座23上安装有挤压矫正机构25,且顶升座23上端设置有连接杆26,连接杆26上安装有限位机构27;本发明采用的间歇电机22的转动幅度为顶升座23相邻的两个让位槽24之间的夹角角度,从而可以配合钻孔部3对联轴器6的凸缘处进行间歇钻孔处理。
参阅图2和图3,挤压矫正机构25包括L形板251、支撑弹簧杆252和挤压块253,其中:顶升座23的外壁沿其周向均匀安装有多个与让位槽24交错排布的L形板251,L形板251的竖直段且靠近顶升座23中心处的一侧安装有支撑弹簧杆252,支撑弹簧杆252远离L形板251的一端设置有挤压块253,支撑弹簧杆252始终对挤压块253施加指向顶升座23中心处的支撑力,挤压块253的下端与顶升座23的上端滑动配合;挤压块253上端安装有导向板254,通过导向板254可以对联轴器6进行引导,使得联轴器6沿导向板254向下移动至多个挤压块253之间,导向板254从上到下逐渐向靠近顶升座23中心处的一侧倾斜,挤压块253靠近顶升座23中心处的一侧安装有抵紧块255,抵紧块255的上下两侧壁均设有倒角,即抵紧块255的横截面为三角形结构,便于联轴器6的放置,且方便将顶升座23上端的联轴器6取下。
具体工作时,首先将联轴器6套设于连接杆26的外部并放置在顶升座23上端,此时联轴器6的下端与抵紧块255发生抵触,使得联轴器6将挤压块253向远离顶升座23中心处的一侧挤压,从而便于联轴器6的放置,随后挤压块253在支撑弹簧杆252的作用下抵靠在联轴器6下端凸缘处的外侧壁,通过多个挤压块253同时对联轴器6的凸缘处施加挤压力可以对联轴器6进行矫正并限位,使得联轴器6得到定位,此时联轴器6的轴线与顶升座23的轴线重合,进而提高对联轴器6的钻孔精度,且抵紧块255下端的倒角与联轴器6凸缘处的圆周面上侧发生抵触,以便于对联轴器6进行初步的抵紧限位,然后通过限位机构27对联轴器6进行限位固定,再启动间歇电机22,间歇电机22带动支撑轴21间歇转动,支撑轴21带动顶升座23和联轴器6同步间歇转动,以便于钻孔部3对联轴器6的凸缘处进行钻孔处理。
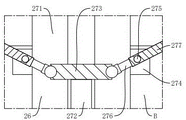
参阅图3、图4和图6,限位机构27包括十字形槽271、定位气缸272、位移块273、固定板274、定位销275、伸缩杆276和按压杆277,其中:连接杆26内部且靠近其上侧开设有十字形槽271,十字形槽271下端开设有安装槽,安装槽内设置有定位气缸272,定位气缸272的伸缩端安装有位移块273,位移块273滑动对接在十字形槽271内,连接杆26的外壁周向均匀设置有多个连接组,每个连接组包括两个关于十字形槽271对称排布的固定板274,两个固定板274之间设置有定位销275,位移块273外壁均匀铰接有多个伸缩杆276,伸缩杆276可在外力作用下发生延伸和收缩,伸缩杆276远离位移块273的一端安装有按压杆277,且按压杆277转动套设在定位销275上;初始状态下,定位气缸272的伸缩端处于收缩状态,此时伸缩杆276和按压杆277在定位气缸272的作用下向上倾斜,以便于联轴器6套设于连接杆26外部。
具体工作时,联轴器6矫正完成之后,启动定位气缸272,定位气缸272带动位移块273向上移动,位移块273向上移动的同时可通过伸缩杆276带动按压杆277以定位销275为圆心向下旋转,从而通过多个按压杆277抵靠在联轴器6的上端内壁,将联轴器6向下周向按压固定,进而对联轴器6进行限位固定并提高联轴器6的稳定性,避免联轴器6在钻孔过程中发生倾斜或随意旋转;联轴器6钻孔完成之后,定位气缸272带动位移块273向下移动复位,此时伸缩杆276和按压杆277均收回复位,进而解除按压杆277对联轴器6的固定效果,以便于将联轴器6取下。
参阅图1、图5和图7,钻孔部3包括L形支架31、连接滑槽32、伸缩气缸33、联动板34、滑移块35、支撑机构36、驱动电机37和钻头38,其中:工作台1的上端且靠近其后侧安装有L形支架31,L形支架31与工作台1采用滑动配合连接方式,通过外部驱动(如电动滑块)控制L形支架31前后移动,以避免钻孔部3对联轴器6的拿放造成阻碍,L形支架31的竖直段从左到右等间距开设有多个与顶升座23位置相对应的连接滑槽32,L形支架31的水平段安装有伸缩气缸33,伸缩气缸33的伸缩端安装有联动板34,联动板34后侧设置有滑动对接在连接滑槽32内的滑移块35,通过滑移块35可以对联动板34进行支撑,避免联动板34在支撑机构36、驱动电机37和钻头38的重力作用下发生倾斜,进而确保联动板34上下移动过程中的稳定性和平衡性,联动板34前侧通过支撑机构36安装有驱动电机37,驱动电机37的输出轴安装有钻头38。
参阅图8和图9,支撑机构36包括导柱361、螺纹杆362、滑块363、挡板364、加固板365、导向滑槽366和承接块367,其中:联动板34前侧安装有一个导柱361和两个螺纹杆362,两个螺纹杆362均与联动板34转动连接并关于导柱361左右对称排布,导柱361和螺纹杆362外壁共同套设有滑块363,滑块363与导柱361滑动配合,滑块363与螺纹杆362之间通过螺纹配合的方式相连接,导柱361和螺纹杆362的前端均安装有挡板364,联动板34与导柱361上的挡板364之间设置有加固板365,加固板365上端开设有导向滑槽366,滑块363上端安装有滑动对接在导向滑槽366内的承接块367,滑块363的下端中部安装有驱动电机37;滑块363上端关于承接块367左右对称设置有两个冷却液储存箱368,滑块363的下端左右对称安装有两个水泵369,水泵369的下端设置有竹节管360,竹节管360远离水泵369的一侧逐渐向靠近钻头38的一侧倾斜,水泵369和冷却液储存箱368之间通过水管相连接;需要说明的是,联动板34内部安装有正反转电机(图中未示出),正反转电机的输出轴与螺纹杆362相连接,通过正反转电机带动螺纹杆362转动即可实现滑块363的往复移动。
本实施例中,由于不同型号的联轴器6凸缘处的直径不同,因此需要钻孔的位置会有所变化,因此本发明采用的滑块363可在螺纹杆362的作用下进行前后移动,滑块363可以带动驱动电机37和钻头38前后移动,进而调整钻头38与联轴器6轴线之间的距离,从而可以根据联轴器6需要钻孔的位置对钻头38进行相应的调整,以便于对不同型号的联轴器6进行钻孔处理,适应性强,且调整后的钻头38始终位于让位槽24的上方,以便于钻削产生的碎屑经过让位槽24掉落在半圆框231内。
具体工作时,联轴器6固定完成之后,通过顶升座23带动联轴器6的凸缘处转动至钻头38的下方,且顶升座23下端的让位槽24位于钻头38的下方,然后启动伸缩气缸33,伸缩气缸33带动联动板34向下移动,联动板34、导柱361、螺纹杆362、滑块363、驱动电机37和钻头38整体向下移动,随后启动驱动电机37,驱动电机37带动钻头38进行转动,从而钻头38向下移动的过程中能够在联轴器6的凸缘处钻出定位孔,与此同时,启动水泵369,水泵369将冷却液储存箱368内的冷却液抽出并通过竹节管360喷向钻头38,从而对钻头38进行冷却处理,避免钻头38过热而崩断或发生变形;钻削完成之后,伸缩气缸33通过联动板34带动驱动电机37和钻头38向上移动,此时竹节管360喷出的冷却液可以将钻头38外壁的碎屑冲掉,避免残留的碎屑影响钻头38的钻削强度,且可以防止影响钻头38的钻孔精度;然后重复上述步骤即可完成对联轴器6凸缘处的连续性钻孔处理,且本发明可以一次性对多个联轴器6进行钻孔处理,能够提高对联轴器6的钻孔效率。
本发明的工作过程如下:S1:首先将联轴器6套设于连接杆26的外部并放置在顶升座23上端,随后通过多个挤压块253同时对联轴器6的凸缘处施加挤压力可以对联轴器6进行矫正并限位,使得联轴器6的轴线与顶升座23的轴线重合,然后通过定位气缸272带动位移块273向上移动,位移块273向上移动的同时可通过伸缩杆276带动按压杆277以定位销275为圆心向下旋转,从而通过多个按压杆277对联轴器6向下周向按压固定。
S2:启动间歇电机22,间歇电机22带动支撑轴21间歇转动,支撑轴21带动顶升座23和联轴器6的凸缘处转动至钻头38的下方,且顶升座23下端的让位槽24位于钻头38的下方。
S3:启动伸缩气缸33,伸缩气缸33带动联动板34向下移动,联动板34、导柱361、螺纹杆362、滑块363、驱动电机37和钻头38整体向下移动,随后通过驱动电机37带动钻头38进行转动,从而钻头38向下移动的过程中能够对联轴器6的凸缘处进行钻孔处理。
S4:钻削完成之后,伸缩气缸33通过联动板34带动驱动电机37和钻头38向上移动,与此同时,通过水泵369将冷却液储存箱368内的冷却液抽出并通过竹节管360喷向钻头38,从而对钻头38进行冷却处理并将钻头38外壁的碎屑冲掉,然后重复上述步骤即可完成对联轴器6凸缘处的连续性钻孔处理。
S5:联轴器6钻孔完成之后,定位气缸272通过位移块273带动伸缩杆276和按压杆277收回复位,以解除按压杆277对联轴器6的固定效果,再将联轴器6取下即可。
以上所述仅为本发明的优选实施例而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
Claims (8)
1.一种联轴器加工用钻孔装置,包括工作台(1)、定位部(2)和钻孔部(3),其特征在于:所述工作台(1)为水平放置的矩形结构,工作台(1)上端设置有定位部(2)和钻孔部(3),定位部(2)位于工作台(1)上端的前侧,钻孔部(3)位于定位部(2)的后侧;
所述定位部(2)包括支撑轴(21)、间歇电机(22)、顶升座(23)、让位槽(24)、挤压矫正机构(25)、连接杆(26)和限位机构(27),其中:所述工作台(1)上端且靠近其前侧从左到右等间距转动设置有多个支撑轴(21),多个支撑轴(21)之间通过带传动相连接,工作台(1)的下端通过电机座设置有间歇电机(22),间歇电机(22)的输出轴与任意一个支撑轴(21)相连接,支撑轴(21)上端安装有顶升座(23),顶升座(23)上沿其周向均匀开设有多个让位槽(24),顶升座(23)上安装有挤压矫正机构(25),且顶升座(23)上端设置有连接杆(26),连接杆(26)上安装有限位机构(27);
所述钻孔部(3)包括L形支架(31)、连接滑槽(32)、伸缩气缸(33)、联动板(34)、滑移块(35)、支撑机构(36)、驱动电机(37)和钻头(38),其中:所述工作台(1)的上端且靠近其后侧安装有L形支架(31),L形支架(31)的竖直段从左到右等间距开设有多个与顶升座(23)位置相对应的连接滑槽(32),L形支架(31)的水平段安装有伸缩气缸(33),伸缩气缸(33)的伸缩端安装有联动板(34),联动板(34)后侧设置有滑动对接在连接滑槽(32)内的滑移块(35),联动板(34)前侧通过支撑机构(36)安装有驱动电机(37),驱动电机(37)的输出轴安装有钻头(38)。
2.根据权利要求1所述的一种联轴器加工用钻孔装置,其特征在于:所述支撑机构(36)包括导柱(361)、螺纹杆(362)、滑块(363)、挡板(364)、加固板(365)、导向滑槽(366)和承接块(367),其中:所述联动板(34)前侧安装有一个导柱(361)和两个螺纹杆(362),两个螺纹杆(362)均与联动板(34)转动连接并关于导柱(361)左右对称排布,导柱(361)和螺纹杆(362)外壁共同套设有滑块(363),滑块(363)与导柱(361)滑动配合,滑块(363)与螺纹杆(362)之间通过螺纹配合的方式相连接,导柱(361)和螺纹杆(362)的前端均安装有挡板(364),联动板(34)与导柱(361)上的挡板(364)之间设置有加固板(365),加固板(365)上端开设有导向滑槽(366),滑块(363)上端安装有滑动对接在导向滑槽(366)内的承接块(367),滑块(363)的下端中部安装有驱动电机(37)。
3.根据权利要求1所述的一种联轴器加工用钻孔装置,其特征在于:所述限位机构(27)包括十字形槽(271)、定位气缸(272)、位移块(273)、固定板(274)、定位销(275)、伸缩杆(276)和按压杆(277),其中:所述连接杆(26)内部且靠近其上侧开设有十字形槽(271),十字形槽(271)下端开设有安装槽,安装槽内设置有定位气缸(272),定位气缸(272)的伸缩端安装有位移块(273),位移块(273)滑动对接在十字形槽(271)内,连接杆(26)的外壁周向均匀设置有多个连接组,每个连接组包括两个关于十字形槽(271)对称排布的固定板(274),两个固定板(274)之间设置有定位销(275),位移块(273)外壁均匀铰接有多个伸缩杆(276),伸缩杆(276)远离位移块(273)的一端安装有按压杆(277),且按压杆(277)转动套设在定位销(275)上。
4.根据权利要求1所述的一种联轴器加工用钻孔装置,其特征在于:所述挤压矫正机构(25)包括L形板(251)、支撑弹簧杆(252)和挤压块(253),其中:所述顶升座(23)的外壁沿其周向均匀安装有多个与让位槽(24)交错排布的L形板(251),L形板(251)的竖直段且靠近顶升座(23)中心处的一侧安装有支撑弹簧杆(252),支撑弹簧杆(252)远离L形板(251)的一端设置有挤压块(253),挤压块(253)的下端与顶升座(23)的上端滑动配合。
5.根据权利要求2所述的一种联轴器加工用钻孔装置,其特征在于:所述滑块(363)上端关于承接块(367)左右对称设置有两个冷却液储存箱(368),滑块(363)的下端左右对称安装有两个水泵(369),水泵(369)的下端设置有竹节管(360),竹节管(360)远离水泵(369)的一侧逐渐向靠近钻头(38)的一侧倾斜,水泵(369)和冷却液储存箱(368)之间通过水管相连接。
6.根据权利要求4所述的一种联轴器加工用钻孔装置,其特征在于:所述挤压块(253)上端安装有导向板(254),导向板(254)从上到下逐渐向靠近顶升座(23)中心处的一侧倾斜。
7.根据权利要求4所述的一种联轴器加工用钻孔装置,其特征在于:所述挤压块(253)靠近顶升座(23)中心处的一侧安装有抵紧块(255),抵紧块(255)的上下两侧壁均设有倒角。
8.根据权利要求1所述的一种联轴器加工用钻孔装置,其特征在于:所述顶升座(23)的下端前后对称设置有两个半圆框(231),半圆框(231)与顶升座(23)的下端通过可拆卸的方式相连接,且两个半圆框(231)可形成一个完整的圆形框。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202211112669.0A CN115194210A (zh) | 2022-09-14 | 2022-09-14 | 一种联轴器加工用钻孔装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202211112669.0A CN115194210A (zh) | 2022-09-14 | 2022-09-14 | 一种联轴器加工用钻孔装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN115194210A true CN115194210A (zh) | 2022-10-18 |
Family
ID=83573206
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202211112669.0A Pending CN115194210A (zh) | 2022-09-14 | 2022-09-14 | 一种联轴器加工用钻孔装置 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN115194210A (zh) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN115946906A (zh) * | 2023-02-07 | 2023-04-11 | 南通恒懋智能科技发展有限公司 | 一种书本自动化包装机 |
| CN117773187A (zh) * | 2024-02-02 | 2024-03-29 | 徐州恒雷电子科技有限公司 | 一种可双重定位的电子元器件加工用钻孔装置及方法 |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102013110371B3 (de) * | 2012-12-10 | 2014-02-06 | Mt Aerospace Ag | Vorrichtung zum Einspannen und Ausrichten von segmentartig ausgebildeten, dünnwandigen und hohlprofilierten Bauteilen sowie deren Verwendung |
| CN105773228A (zh) * | 2016-04-20 | 2016-07-20 | 石狮市川朗机械设计有限公司 | 一种安装省力的工件安装定位组件 |
| CN107838689A (zh) * | 2017-11-08 | 2018-03-27 | 寿炬烽 | 一种联轴器用钻孔装置 |
| CN108714806A (zh) * | 2018-08-07 | 2018-10-30 | 江苏匠准精密组件有限公司 | 一种数控机床加工薄壁产品的夹具 |
| CN209174940U (zh) * | 2018-12-24 | 2019-07-30 | 临安恒达精密仪表元件厂 | 一种金属制品打孔装置 |
| CN110666208A (zh) * | 2019-09-26 | 2020-01-10 | 徐州天泓传动设备有限公司 | 一种气弹簧活塞杆端部连接孔开设装置 |
| CN112557472A (zh) * | 2021-01-07 | 2021-03-26 | 广州猫影科技有限公司 | 一种ph电极的自动校正装置 |
| CN112809039A (zh) * | 2021-01-01 | 2021-05-18 | 蒋小春 | 一种带有旋转工作台的摇臂钻床 |
-
2022
- 2022-09-14 CN CN202211112669.0A patent/CN115194210A/zh active Pending
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102013110371B3 (de) * | 2012-12-10 | 2014-02-06 | Mt Aerospace Ag | Vorrichtung zum Einspannen und Ausrichten von segmentartig ausgebildeten, dünnwandigen und hohlprofilierten Bauteilen sowie deren Verwendung |
| CN105773228A (zh) * | 2016-04-20 | 2016-07-20 | 石狮市川朗机械设计有限公司 | 一种安装省力的工件安装定位组件 |
| CN107838689A (zh) * | 2017-11-08 | 2018-03-27 | 寿炬烽 | 一种联轴器用钻孔装置 |
| CN108714806A (zh) * | 2018-08-07 | 2018-10-30 | 江苏匠准精密组件有限公司 | 一种数控机床加工薄壁产品的夹具 |
| CN209174940U (zh) * | 2018-12-24 | 2019-07-30 | 临安恒达精密仪表元件厂 | 一种金属制品打孔装置 |
| CN110666208A (zh) * | 2019-09-26 | 2020-01-10 | 徐州天泓传动设备有限公司 | 一种气弹簧活塞杆端部连接孔开设装置 |
| CN112809039A (zh) * | 2021-01-01 | 2021-05-18 | 蒋小春 | 一种带有旋转工作台的摇臂钻床 |
| CN112557472A (zh) * | 2021-01-07 | 2021-03-26 | 广州猫影科技有限公司 | 一种ph电极的自动校正装置 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN115946906A (zh) * | 2023-02-07 | 2023-04-11 | 南通恒懋智能科技发展有限公司 | 一种书本自动化包装机 |
| CN117773187A (zh) * | 2024-02-02 | 2024-03-29 | 徐州恒雷电子科技有限公司 | 一种可双重定位的电子元器件加工用钻孔装置及方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN110948302B (zh) | 一种石油化工槽罐连接法兰加工处理系统 | |
| CN115194210A (zh) | 一种联轴器加工用钻孔装置 | |
| CN112128293B (zh) | 减震器自动化加油、压装、封口生产工艺系统及先进工艺方法 | |
| CN116274532A (zh) | 一种全自动弯管机 | |
| CN118060829A (zh) | 一种多弧度多尺寸弯管自动焊接装置 | |
| CN108622042A (zh) | 一种汽车轮毂自动处理设备 | |
| CN209551069U (zh) | 一种自动锁螺丝机及用于锁螺丝机的等分旋转机构 | |
| CN109128823A (zh) | 一种滚筒芯轴的胶塞夹子装配装置 | |
| CN217475407U (zh) | 一种汽车轮毂轴承外圈钻孔夹具 | |
| CN115446348A (zh) | 一种金属管件钻孔机及钻孔方法 | |
| CN113172285A (zh) | 一种高强度螺母成型机械及成型方法 | |
| CN104588771B (zh) | 一种钢骨架复合塑料管在线锯切机组 | |
| CN209021500U (zh) | 一种异形钢结构件的焊接胎架 | |
| CN111001718A (zh) | 用于冷凝器制造的挤压缩管装置及其使用方法 | |
| CN221048328U (zh) | 一种阀芯生产用密封圈压装装置 | |
| CN220249358U (zh) | 一种拼接式led显示屏支架结构 | |
| CN221133970U (zh) | 一种覆膜砂射芯机设备 | |
| CN219520911U (zh) | 一种金属软管自动焊接设备 | |
| CN214269127U (zh) | 一种可调式输送架 | |
| CN220641524U (zh) | 一种料斗角度可调的投料机 | |
| CN219990320U (zh) | 一种可拆装的滚筒 | |
| CN221559501U (zh) | 一种铰链加工用冲孔机 | |
| CN219926970U (zh) | 一种胶管组装工装装置 | |
| CN219131400U (zh) | 压机铆接设备 | |
| CN221773894U (zh) | 一种自动套装弹性环的设备 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| RJ01 | Rejection of invention patent application after publication |
Application publication date: 20221018 |
|
| RJ01 | Rejection of invention patent application after publication |