CN114888225A - 一种机械制造用可实现定向牵引的锻造设备及方法 - Google Patents
一种机械制造用可实现定向牵引的锻造设备及方法 Download PDFInfo
- Publication number
- CN114888225A CN114888225A CN202210670841.8A CN202210670841A CN114888225A CN 114888225 A CN114888225 A CN 114888225A CN 202210670841 A CN202210670841 A CN 202210670841A CN 114888225 A CN114888225 A CN 114888225A
- Authority
- CN
- China
- Prior art keywords
- forging
- cam
- lifting
- sleeve
- fixed
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000005242 forging Methods 0.000 title claims abstract description 204
- 238000000034 method Methods 0.000 title claims abstract description 29
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 19
- 230000008569 process Effects 0.000 claims abstract description 15
- 230000009471 action Effects 0.000 claims abstract description 14
- 239000002912 waste gas Substances 0.000 claims description 26
- 230000005540 biological transmission Effects 0.000 claims description 24
- 230000000670 limiting effect Effects 0.000 claims description 22
- 239000000428 dust Substances 0.000 claims description 19
- 238000003860 storage Methods 0.000 claims description 13
- 238000010521 absorption reaction Methods 0.000 claims description 10
- 230000004075 alteration Effects 0.000 description 1
- 230000009286 beneficial effect Effects 0.000 description 1
- 230000008878 coupling Effects 0.000 description 1
- 238000010168 coupling process Methods 0.000 description 1
- 238000005859 coupling reaction Methods 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 239000007789 gas Substances 0.000 description 1
- 238000005304 joining Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 238000005086 pumping Methods 0.000 description 1
- 238000010008 shearing Methods 0.000 description 1
- 238000006467 substitution reaction Methods 0.000 description 1
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21J—FORGING; HAMMERING; PRESSING METAL; RIVETING; FORGE FURNACES
- B21J9/00—Forging presses
- B21J9/10—Drives for forging presses
- B21J9/18—Drives for forging presses operated by making use of gearing mechanisms, e.g. levers, spindles, crankshafts, eccentrics, toggle-levers, rack bars
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B08—CLEANING
- B08B—CLEANING IN GENERAL; PREVENTION OF FOULING IN GENERAL
- B08B15/00—Preventing escape of dirt or fumes from the area where they are produced; Collecting or removing dirt or fumes from that area
- B08B15/04—Preventing escape of dirt or fumes from the area where they are produced; Collecting or removing dirt or fumes from that area from a small area, e.g. a tool
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21J—FORGING; HAMMERING; PRESSING METAL; RIVETING; FORGE FURNACES
- B21J13/00—Details of machines for forging, pressing, or hammering
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21J—FORGING; HAMMERING; PRESSING METAL; RIVETING; FORGE FURNACES
- B21J13/00—Details of machines for forging, pressing, or hammering
- B21J13/08—Accessories for handling work or tools
- B21J13/085—Accessories for handling work or tools handling of tools
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21J—FORGING; HAMMERING; PRESSING METAL; RIVETING; FORGE FURNACES
- B21J13/00—Details of machines for forging, pressing, or hammering
- B21J13/08—Accessories for handling work or tools
- B21J13/10—Manipulators
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P70/00—Climate change mitigation technologies in the production process for final industrial or consumer products
- Y02P70/10—Greenhouse gas [GHG] capture, material saving, heat recovery or other energy efficient measures, e.g. motor control, characterised by manufacturing processes, e.g. for rolling metal or metal working
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Forging (AREA)
Abstract
本发明公开了一种机械制造用可实现定向牵引的锻造设备及方法,包括修复装置壳体,所述锻造设备壳体,所述锻造设备壳体的内部安装有固定顶板,且固定顶板的内部设有升降杆,所述升降杆的一端连接有升降块,且升降杆的表面设有缓冲弹簧,所述固定顶板的上方右侧设置有支撑板;锻造凸轮,其安装在所述升降块的上方,所述锻造凸轮的一端连接有衔接轴,所述衔接轴的一端连接有固定环套筒。该机械制造用可实现定向牵引的锻造设备及方法,锻造凸轮能够在伸缩套筒的带动下进行转动,锻造凸轮转动时,锻造凸轮可压动升降块向下移动,而当锻造凸轮与升降块相互分离时,在缓冲弹簧的作用下可对升降块进行复原,从而实现往复升降过程,对工件进行锻造。
Description
技术领域
本发明涉及锻造设备技术领域,具体为一种机械制造用可实现定向牵引的锻造设备及方法。
背景技术
锻造设备是指在锻造加工中用于成形和分离的机械设备。锻造设备包括成形用的锻锤、机械压力机、液压机、螺旋压力机和平锻机,以及锻造操作机、开卷机、矫正机、剪切机等辅助设备。
现有的锻造设备在进行锻造时,锻造头的升降范围不便于调整,为此,我们提出一种机械制造用可实现定向牵引的锻造设备及方法。
发明内容
本发明的目的在于提供一种机械制造用可实现定向牵引的锻造设备及方法,以解决上述背景技术中提出锻造设备在进行锻造时,锻造头的升降范围不便于调整的问题。
为实现上述目的,本发明提供如下技术方案:一种机械制造用可实现定向牵引的锻造设备及方法,包括:
锻造设备壳体,所述锻造设备壳体的内部安装有固定顶板,且固定顶板的内部设有升降杆,所述升降杆的一端连接有升降块,且升降杆的表面设有缓冲弹簧,所述固定顶板的上方右侧设置有支撑板;
锻造凸轮,其安装在所述升降块的上方,所述锻造凸轮的一端连接有衔接轴,所述衔接轴的一端连接有固定环套筒,所述固定环套筒的内部安装有伸缩套筒,且伸缩套筒的内部开设有传动卡槽,所述传动卡槽的内部设置有传动卡块,且传动卡块的内侧固定有驱动杆,所述驱动杆的输入端安装有锻造电机;
调节电机,其安装在所述锻造电机的下方,所述调节电机的一端设置有调节丝杆,且调节丝杆的外部套设有丝杆套筒,所述丝杆套筒的外部设置有滑动板;
旋转轮,其安装在所述伸缩套筒的左侧,所述旋转轮的表面设置有旋转卡槽;
锻造头 ,其安装在所述升降杆的下方,所述锻造头的下方设置有锻造支撑台。
优选的,所述锻造头还设有:
吸尘头,其安装在所述锻造头的左右两侧,所述吸尘头的上方设置有连接输送管,且连接输送管的表面套设有气泵,所述连接输送管的上方安装有废气存储箱,所述吸尘头沿锻造设备壳体的内壁等距均匀分布,且吸尘头通过连接输送管、气泵与废气存储箱相互连通。
优选的,所述锻造支撑台还设有:
限位底板,其安装在所述锻造支撑台的下方,所述锻造支撑台与锻造支撑台的连接处开设有限位滑槽,所述锻造支撑台通过限位滑槽在限位底板上实现滑动移动。
优选的,所述锻造支撑台还设有:
侧部衔接件,其安装在所述锻造支撑台的左右两端,所述侧部衔接件与锻造设备壳体的连接处开设有移动滑槽,所述锻造支撑台通过侧部衔接件、移动滑槽在锻造设备壳体上实现滑动移动;
固定滑动齿条,其设置在所述侧部衔接件的表面,所述固定滑动齿条的一端设置有从动齿轮,所述从动齿轮的内部穿设有固定轴,且从动齿轮的一侧安装有主动齿轮。
优选的,所述从动齿轮与主动齿轮相互啮合,且从动齿轮与固定滑动齿条相互啮合,并且从动齿轮通过固定轴在锻造设备壳体上实现转动。
优选的,所述升降块通过缓冲弹簧与支撑板构成弹性结构,且支撑板与固定顶板固定连接,并且升降杆贯穿于固定顶板的内部。
优选的,所述升降块的剖面为直角三角形结构,所述锻造凸轮的剖面为平行四角形结构,且锻造凸轮与升降块相互贴合。
优选的,所述锻造凸轮通过衔接轴与伸缩套筒键连接,且伸缩套筒与固定环套筒套接,并且伸缩套筒通过传动卡块、传动卡槽与驱动杆构成伸缩结构。
优选的,所述滑动板通过丝杆套筒在调节丝杆上实现横向移动,且旋转轮通过旋转卡槽在滑动板上实现转动,并且旋转轮与伸缩套筒焊接。
优选的,一种机械制造用可实现定向牵引的锻造方法,包括以下步骤:
S1、范围调整:启动调节电机,调节电机通过调节丝杆使丝杆套筒带动滑动板进行横向移动,利用滑动板上的旋转卡槽带动旋转轮在驱动杆上滑动,从而调整驱动杆与伸缩套筒的整体长度,锻造凸轮与升降块的接触点发生变化;
S2、锻造:启动锻造电机,锻造电机通过驱动杆上的传动卡块带动伸缩套筒进行转动,使锻造凸轮进行同步转动,锻造凸轮在旋转过程中可向下压动升降块进行升降移动,使锻造头与工件接触;
S3、废气处理:气泵将锻造过程中产生的废气通过吸尘头泵入连接输送管,通过连接输送管进入废气存储箱统一收集;
S4、定向牵引:主动齿轮在电机的作用下转动时带动从动齿轮同步转动,使固定滑动齿条在齿牙作用下前后滑动,使锻造支撑台在限位底板上移动,通过调整锻造支撑台的位置对工件位置进行牵引调整。。
与现有技术相比,本发明提供了一种机械制造用可实现定向牵引的锻造设备及方法,具备以下有益效果:
1.本发明通过设置的锻造凸轮能够在伸缩套筒的带动下进行转动,锻造凸轮转动时,锻造凸轮可压动升降块向下移动,而当锻造凸轮与升降块相互分离时,在缓冲弹簧的作用下可对升降块进行复原,从而实现往复升降过程,对工件进行锻造;
2.本发明通过设置的滑动板能够在丝杆套筒的带动下进行水平移动,从而带动旋转轮在驱动杆上滑动,调整锻造凸轮与锻造电机之间的距离,由于锻造凸轮的剖面为平行四边形结构,当锻造凸轮的最右端与升降块相接触时,升降块升降范围最大,反之升降块的升降范围最小,即可通过滑动板的位置对升降块的升降范围进行调整,随着锻造头的调整,对工件施加的作用力也随之发生改变,增加锻造时的灵活性;
3.本发明通过设置的吸尘头能够在气泵的作用下,将锻造过程中产生的废气泵入废气存储箱统一收集,从而避免废气四处扩散,影响工作人员;
4.本发明通过设置的主动齿轮能够带动从动齿轮转动的同时,利用从动齿轮与固定滑动齿条带动锻造支撑台进行前后移动,可对锻造支撑台上的工件位置进行调整,并且为了提高锻造支撑台移动时的稳定性,在锻造支撑台的底部设置限位滑槽,起到一定的限位作用。
附图说明
图1为本发明整体结构示意图;
图2为本发明图1中A处放大结构示意图;
图3为本发明锻造设备壳体的内部结构示意图;
图4为本发明图3中B处放大结构示意图;
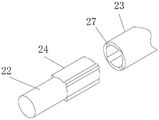
图5为本发明驱动杆与伸缩套筒的连接处结构示意图;
图6为本发明图3中C处放大结构示意图。
图中:1、锻造设备壳体;2、锻造支撑台;3、锻造头;4、吸尘头;5、锻造电机;6、限位底板 ;7、限位滑槽;8、调节电机;9、调节丝杆;10、废气存储箱;11、连接输送管;12、气泵;13、固定环套筒 ;14、衔接轴;15、锻造凸轮;16、升降块;17、缓冲弹簧;18、支撑板;19、固定顶板;20、旋转卡槽;21、旋转轮;22、驱动杆;23、伸缩套筒;24、传动卡块;25、滑动板;26、丝杆套筒 ;27、传动卡槽;28、固定滑动齿条;29、从动齿轮;30、固定轴;31、主动齿轮;32、侧部衔接件;33、移动滑槽 ;34、升降杆。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
如图3-图5所示,一种机械制造用可实现定向牵引的锻造设备,包括:锻造设备壳体1,锻造设备壳体1的内部安装有固定顶板19,且固定顶板19的内部设有升降杆34,升降杆34的一端连接有升降块16,且升降杆34的表面设有缓冲弹簧17,固定顶板19的上方右侧设置有支撑板18,升降块16通过缓冲弹簧17与支撑板18构成弹性结构,且支撑板18与固定顶板19固定连接,并且升降杆34贯穿于固定顶板19的内部;锻造凸轮15,其安装在升降块16的上方,升降块16的剖面为直角三角形结构,锻造凸轮15的剖面为平行四角形结构,且锻造凸轮15与升降块16相互贴合,通过设置的锻造凸轮15能够在伸缩套筒23的带动下进行转动,锻造凸轮15转动时,锻造凸轮15可压动升降块16向下移动,而当锻造凸轮15与升降块16相互分离时,在缓冲弹簧17的作用下可对升降块16进行复原,从而实现往复升降过程,对工件进行锻造,锻造凸轮15的一端连接有衔接轴14,衔接轴14的一端连接有固定环套筒13,固定环套筒13的内部安装有伸缩套筒23,且伸缩套筒23的内部开设有传动卡槽27,传动卡槽27的内部设置有传动卡块24,且传动卡块24的内侧固定有驱动杆22,驱动杆22的输入端安装有锻造电机5,锻造凸轮15通过衔接轴14与伸缩套筒23键连接,且伸缩套筒23与固定环套筒13套接,并且伸缩套筒23通过传动卡块24、传动卡槽27与驱动杆22构成伸缩结构;调节电机8,其安装在锻造电机5的下方,调节电机8的一端设置有调节丝杆9,且调节丝杆9的外部套设有丝杆套筒26,丝杆套筒26的外部设置有滑动板25;旋转轮21,其安装在伸缩套筒23的左侧,旋转轮21的表面设置有旋转卡槽20,滑动板25通过丝杆套筒26在调节丝杆9上实现横向移动,且旋转轮21通过旋转卡槽20在滑动板25上实现转动,并且旋转轮21与伸缩套筒23焊接;锻造头3 ,其安装在升降杆34的下方,锻造头3的下方设置有锻造支撑台2,通过设置的滑动板25能够在丝杆套筒26的带动下进行水平移动,从而带动旋转轮21在驱动杆22上滑动,调整锻造凸轮15与锻造电机5之间的距离,由于锻造凸轮15的剖面为平行四边形结构,当锻造凸轮15的最右端与升降块16相接触时,升降块16升降范围最大,反之升降块16的升降范围最小,即可通过滑动板25的位置对升降块16的升降范围进行调整,随着锻造头3的调整,对工件施加的作用力也随之发生改变,增加锻造时的灵活性。
如图1-图3和图6所示,一种机械制造用可实现定向牵引的锻造设备,包括:吸尘头4,其安装在锻造头3的左右两侧,吸尘头4的上方设置有连接输送管11,且连接输送管11的表面套设有气泵12,连接输送管11的上方安装有废气存储箱10,吸尘头4沿锻造设备壳体1的内壁等距均匀分布,且吸尘头4通过连接输送管11、气泵12与废气存储箱10相互连通,通过设置的吸尘头4能够在气泵12的作用下,将锻造过程中产生的废气泵入废气存储箱10统一收集,从而避免废气四处扩散,影响工作人员,限位底板6,其安装在锻造支撑台2的下方,锻造支撑台2与锻造支撑台2的连接处开设有限位滑槽7,锻造支撑台2通过限位滑槽7在限位底板6上实现滑动移动;侧部衔接件32,其安装在锻造支撑台2的左右两端,侧部衔接件32与锻造设备壳体1的连接处开设有移动滑槽33,锻造支撑台2通过侧部衔接件32、移动滑槽33在锻造设备壳体1上实现滑动移动;固定滑动齿条28,其设置在侧部衔接件32的表面,固定滑动齿条28的一端设置有从动齿轮29,从动齿轮29的内部穿设有固定轴30,且从动齿轮29的一侧安装有主动齿轮31,从动齿轮29与主动齿轮31相互啮合,且从动齿轮29与固定滑动齿条28相互啮合,并且从动齿轮29通过固定轴30在锻造设备壳体1上实现转动,通过设置的主动齿轮31能够带动从动齿轮29转动的同时,利用从动齿轮29与固定滑动齿条28带动锻造支撑台2进行前后移动,可对锻造支撑台2上的工件位置进行调整,并且为了提高锻造支撑台2移动时的稳定性,在锻造支撑台2的底部设置限位滑槽7,起到一定的限位作用。
如图1-图6所示,一种机械制造用可实现定向牵引的锻造方法,包括以下步骤:S1、范围调整:启动调节电机8,调节电机8通过调节丝杆9使丝杆套筒26带动滑动板25进行横向移动,利用滑动板25上的旋转卡槽20带动旋转轮21在驱动杆22上滑动,从而调整驱动杆22与伸缩套筒23的整体长度,锻造凸轮15与升降块16的接触点发生变化;S2、锻造:启动锻造电机5,锻造电机5通过驱动杆22上的传动卡块24带动伸缩套筒23进行转动,使锻造凸轮15进行同步转动,锻造凸轮15在旋转过程中可向下压动升降块16进行升降移动,使锻造头3与工件接触;S3、废气处理:气泵12将锻造过程中产生的废气通过吸尘头4泵入连接输送管11,通过连接输送管11进入废气存储箱10统一收集;S4、定向牵引:主动齿轮31在电机的作用下转动时带动从动齿轮29同步转动,使固定滑动齿条28在齿牙作用下前后滑动,使锻造支撑台2在限位底板6上移动,通过调整锻造支撑台2的位置对工件位置进行牵引调整。
工作原理:在使用该机械制造用可实现定向牵引的锻造设备及方法时,首先,启动调节电机8,调节电机8通过调节丝杆9使丝杆套筒26带动滑动板25进行横向移动,利用滑动板25上的旋转卡槽20带动旋转轮21在驱动杆22上滑动,从而调整驱动杆22与伸缩套筒23的整体长度,并且伸缩套筒23同步在固定环套筒13内滑动,锻造凸轮15与升降块16的接触点发生变化,由于锻造凸轮15的剖面为平行四边形结构,当锻造凸轮15的最右端与升降块16相接触时,升降块16升降范围最大,反之升降块16的升降范围最小,即可通过滑动板25的位置对升降块16的升降范围进行调整;其次,启动锻造电机5,锻造电机5通过驱动杆22上的传动卡块24带动伸缩套筒23进行转动,使锻造凸轮15进行同步转动,锻造凸轮15在旋转过程中可向下压动升降块16,缓冲弹簧17向内收缩,而当当锻造凸轮15与升降块16相互分离时,在缓冲弹簧17的作用下可对升降块16进行复原,从而实现往复升降过程,使锻造头3与工件接触,对工件进行锻造;然后,同时启动气泵12,气泵12将锻造过程中产生的废气通过吸尘头4泵入连接输送管11,通过连接输送管11进入废气存储箱10统一收集;最后,主动齿轮31在电机的作用下转动时带动从动齿轮29同步转动,使固定滑动齿条28在齿牙作用下前后滑动,使锻造支撑台2在限位底板6上移动,通过调整锻造支撑台2的位置对工件位置进行牵引调整。
尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
Claims (10)
1.一种机械制造用可实现定向牵引的锻造设备,其特征在于,包括:
锻造设备壳体(1),所述锻造设备壳体(1)的内部安装有固定顶板(19),且固定顶板(19)的内部设有升降杆(34),所述升降杆(34)的一端连接有升降块(16),且升降杆(34)的表面设有缓冲弹簧(17),所述固定顶板(19)的上方右侧设置有支撑板(18);
锻造凸轮(15),其安装在所述升降块(16)的上方,所述锻造凸轮(15)的一端连接有衔接轴(14),所述衔接轴(14)的一端连接有固定环套筒(13),所述固定环套筒(13)的内部安装有伸缩套筒(23),且伸缩套筒(23)的内部开设有传动卡槽(27),所述传动卡槽(27)的内部设置有传动卡块(24),且传动卡块(24)的内侧固定有驱动杆(22),所述驱动杆(22)的输入端安装有锻造电机(5);
调节电机(8),其安装在所述锻造电机(5)的下方,所述调节电机(8)的一端设置有调节丝杆(9),且调节丝杆(9)的外部套设有丝杆套筒(26),所述丝杆套筒(26)的外部设置有滑动板(25);
旋转轮(21),其安装在所述伸缩套筒(23)的左侧,所述旋转轮(21)的表面设置有旋转卡槽(20);
锻造头(3),其安装在所述升降杆(34)的下方,所述锻造头(3)的下方设置有锻造支撑台(2)。
2.根据权利要求1所述的一种机械制造用可实现定向牵引的锻造设备,其特征在于,所述锻造头(3)还设有:
吸尘头(4),其安装在所述锻造头(3)的左右两侧,所述吸尘头(4)的上方设置有连接输送管(11),且连接输送管(11)的表面套设有气泵(12),所述连接输送管(11)的上方安装有废气存储箱(10),所述吸尘头(4)沿锻造设备壳体(1)的内壁等距均匀分布,且吸尘头(4)通过连接输送管(11)、气泵(12)与废气存储箱(10)相互连通。
3.根据权利要求1所述的一种机械制造用可实现定向牵引的锻造设备,其特征在于,所述锻造支撑台(2)还设有:
限位底板(6),其安装在所述锻造支撑台(2)的下方,所述锻造支撑台(2)与锻造支撑台(2)的连接处开设有限位滑槽(7),所述锻造支撑台(2)通过限位滑槽(7)在限位底板(6)上实现滑动移动。
4.根据权利要求1所述的一种机械制造用可实现定向牵引的锻造设备,其特征在于,所述锻造支撑台(2)还设有:
侧部衔接件(32),其安装在所述锻造支撑台(2)的左右两端,所述侧部衔接件(32)与锻造设备壳体(1)的连接处开设有移动滑槽(33),所述锻造支撑台(2)通过侧部衔接件(32)、移动滑槽(33)在锻造设备壳体(1)上实现滑动移动;
固定滑动齿条(28),其设置在所述侧部衔接件(32)的表面,所述固定滑动齿条(28)的一端设置有从动齿轮(29),所述从动齿轮(29)的内部穿设有固定轴(30),且从动齿轮(29)的一侧安装有主动齿轮(31)。
5.根据权利要求4所述的一种机械制造用可实现定向牵引的锻造设备,其特征在于,所述从动齿轮(29)与主动齿轮(31)相互啮合,且从动齿轮(29)与固定滑动齿条(28)相互啮合,并且从动齿轮(29)通过固定轴(30)在锻造设备壳体(1)上实现转动。
6.根据权利要求1所述的一种机械制造用可实现定向牵引的锻造设备,其特征在于,所述升降块(16)通过缓冲弹簧(17)与支撑板(18)构成弹性结构,且支撑板(18)与固定顶板(19)固定连接,并且升降杆(34)贯穿于固定顶板(19)的内部。
7.根据权利要求1所述的一种机械制造用可实现定向牵引的锻造设备,其特征在于,所述升降块(16)的剖面为直角三角形结构,所述锻造凸轮(15)的剖面为平行四角形结构,且锻造凸轮(15)与升降块(16)相互贴合。
8.根据权利要求1所述的一种机械制造用可实现定向牵引的锻造设备,其特征在于,所述锻造凸轮(15)通过衔接轴(14)与伸缩套筒(23)键连接,且伸缩套筒(23)与固定环套筒(13)套接,并且伸缩套筒(23)通过传动卡块(24)、传动卡槽(27)与驱动杆(22)构成伸缩结构。
9.根据权利要求1所述的一种机械制造用可实现定向牵引的锻造设备,其特征在于,所述滑动板(25)通过丝杆套筒(26)在调节丝杆(9)上实现横向移动,且旋转轮(21)通过旋转卡槽(20)在滑动板(25)上实现转动,并且旋转轮(21)与伸缩套筒(23)焊接。
10.一种机械制造用可实现定向牵引的锻造方法,其特征在于,包括以下步骤:
S1、范围调整:启动调节电机(8),调节电机(8)通过调节丝杆(9)使丝杆套筒(26)带动滑动板(25)进行横向移动,利用滑动板(25)上的旋转卡槽(20)带动旋转轮(21)在驱动杆(22)上滑动,从而调整驱动杆(22)与伸缩套筒(23)的整体长度,锻造凸轮(15)与升降块(16)的接触点发生变化;
S2、锻造:启动锻造电机(5),锻造电机(5)通过驱动杆(22)上的传动卡块(24)带动伸缩套筒(23)进行转动,使锻造凸轮(15)进行同步转动,锻造凸轮(15)在旋转过程中可向下压动升降块(16)进行升降移动,使锻造头(3)与工件接触;
S3、废气处理:气泵(12)将锻造过程中产生的废气通过吸尘头(4)泵入连接输送管(11),通过连接输送管(11)进入废气存储箱(10)统一收集;
S4、定向牵引:主动齿轮(31)在电机的作用下转动时带动从动齿轮(29)同步转动,使固定滑动齿条(28)在齿牙作用下前后滑动,使锻造支撑台(2)在限位底板(6)上移动,通过调整锻造支撑台(2)的位置对工件位置进行牵引调整。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202210670841.8A CN114888225A (zh) | 2022-06-15 | 2022-06-15 | 一种机械制造用可实现定向牵引的锻造设备及方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202210670841.8A CN114888225A (zh) | 2022-06-15 | 2022-06-15 | 一种机械制造用可实现定向牵引的锻造设备及方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN114888225A true CN114888225A (zh) | 2022-08-12 |
Family
ID=82729217
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202210670841.8A Pending CN114888225A (zh) | 2022-06-15 | 2022-06-15 | 一种机械制造用可实现定向牵引的锻造设备及方法 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN114888225A (zh) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN116618566A (zh) * | 2023-07-20 | 2023-08-22 | 江苏兴锻智能装备科技有限公司 | 一种可变向的全轮廓金属曲面粗锻装置 |
-
2022
- 2022-06-15 CN CN202210670841.8A patent/CN114888225A/zh active Pending
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN116618566A (zh) * | 2023-07-20 | 2023-08-22 | 江苏兴锻智能装备科技有限公司 | 一种可变向的全轮廓金属曲面粗锻装置 |
| CN116618566B (zh) * | 2023-07-20 | 2023-09-19 | 江苏兴锻智能装备科技有限公司 | 一种可变向的全轮廓金属曲面粗锻装置 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN111633491B (zh) | 一种轻量化铝单板幕墙用铝单板的加工设备 | |
| CN113680942A (zh) | 一种工件锻压生产设备 | |
| CN114888225A (zh) | 一种机械制造用可实现定向牵引的锻造设备及方法 | |
| CN209577944U (zh) | 一种铝合金扣板的成型机 | |
| CN220196240U (zh) | 一种空气锻造锤锻造支撑装置 | |
| CN105856206A (zh) | 智能连杆式机械手 | |
| CN214191639U (zh) | 一键式磁控调压真空吸附放置设备 | |
| CN215879348U (zh) | 一种下动式五金折弯机配套平台装置 | |
| CN111731846B (zh) | 一种印制电路板生产用收放板机的吸板装置 | |
| CN211073416U (zh) | 一种活塞销拆除机床 | |
| CN209407874U (zh) | 连杆螺钉紧固设备 | |
| CN209648040U (zh) | 多功能单阀管路装配工装 | |
| CN204413832U (zh) | 一种不锈钢管焊缝打磨抛光装置 | |
| CN219211157U (zh) | 一种管件端部整圆设备 | |
| CN109175749A (zh) | 一种异形工件修复用装置 | |
| CN111633154A (zh) | 一种方便操作的自动化钢筋切割加工设备 | |
| CN215143568U (zh) | 一种用于模具钢材校直的装置 | |
| CN215393601U (zh) | 一种液压油缸生产用导向装置 | |
| CN214144552U (zh) | 一种方便装修施工的连接架 | |
| CN114393163B (zh) | 一种金属制件用锻压成型设备 | |
| CN220178084U (zh) | 用于锻造机锻造台的夹具工装 | |
| CN217359572U (zh) | 一种具有圆顶光源的拍照装置 | |
| CN210849160U (zh) | 一种搪瓷锅空心环汽孔成型装置 | |
| CN220330825U (zh) | 一种衣柜去毛刺机构 | |
| CN220547530U (zh) | 滤清器壳体成型工装 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| WD01 | Invention patent application deemed withdrawn after publication | ||
| WD01 | Invention patent application deemed withdrawn after publication |
Application publication date: 20220812 |