CN1145407C - 声匹配部件及其制造方法,和利用该声匹配部件的超声波发射和接收设备 - Google Patents
声匹配部件及其制造方法,和利用该声匹配部件的超声波发射和接收设备 Download PDFInfo
- Publication number
- CN1145407C CN1145407C CNB008043922A CN00804392A CN1145407C CN 1145407 C CN1145407 C CN 1145407C CN B008043922 A CNB008043922 A CN B008043922A CN 00804392 A CN00804392 A CN 00804392A CN 1145407 C CN1145407 C CN 1145407C
- Authority
- CN
- China
- Prior art keywords
- layer
- acoustic matching
- small pieces
- matching parts
- acoustic
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 239000000463 material Substances 0.000 title claims abstract description 90
- 238000000034 method Methods 0.000 title claims description 34
- 238000004519 manufacturing process Methods 0.000 title claims description 29
- 239000011521 glass Substances 0.000 claims description 114
- 239000000203 mixture Substances 0.000 claims description 57
- 239000012530 fluid Substances 0.000 claims description 52
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 claims description 51
- 239000010936 titanium Substances 0.000 claims description 49
- 229910052719 titanium Inorganic materials 0.000 claims description 49
- 238000002844 melting Methods 0.000 claims description 38
- 229910000679 solder Inorganic materials 0.000 claims description 33
- 239000002245 particle Substances 0.000 claims description 27
- 239000000843 powder Substances 0.000 claims description 19
- 230000008018 melting Effects 0.000 claims description 16
- 229910052751 metal Inorganic materials 0.000 claims description 15
- 239000002184 metal Substances 0.000 claims description 15
- 238000010438 heat treatment Methods 0.000 claims description 14
- 239000000919 ceramic Substances 0.000 claims description 10
- 238000002156 mixing Methods 0.000 claims description 6
- 229910010293 ceramic material Inorganic materials 0.000 claims description 4
- 230000005484 gravity Effects 0.000 claims description 4
- 230000001902 propagating effect Effects 0.000 claims description 3
- 238000010298 pulverizing process Methods 0.000 claims 5
- 239000008188 pellet Substances 0.000 claims 1
- 238000006253 efflorescence Methods 0.000 description 20
- 206010037844 rash Diseases 0.000 description 20
- BQCADISMDOOEFD-UHFFFAOYSA-N Silver Chemical compound [Ag] BQCADISMDOOEFD-UHFFFAOYSA-N 0.000 description 17
- 229910052709 silver Inorganic materials 0.000 description 17
- 239000004332 silver Substances 0.000 description 17
- 229910001220 stainless steel Inorganic materials 0.000 description 17
- 239000010935 stainless steel Substances 0.000 description 17
- 229920005989 resin Polymers 0.000 description 15
- 239000011347 resin Substances 0.000 description 15
- 238000005476 soldering Methods 0.000 description 14
- 239000007789 gas Substances 0.000 description 13
- 239000004579 marble Substances 0.000 description 13
- 238000005259 measurement Methods 0.000 description 12
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Chemical compound O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 12
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 9
- 230000015572 biosynthetic process Effects 0.000 description 9
- 230000008859 change Effects 0.000 description 9
- 238000005516 engineering process Methods 0.000 description 9
- 230000008569 process Effects 0.000 description 8
- 238000012546 transfer Methods 0.000 description 8
- 239000012153 distilled water Substances 0.000 description 7
- 230000003647 oxidation Effects 0.000 description 7
- 238000007254 oxidation reaction Methods 0.000 description 7
- GWEVSGVZZGPLCZ-UHFFFAOYSA-N Titan oxide Chemical compound O=[Ti]=O GWEVSGVZZGPLCZ-UHFFFAOYSA-N 0.000 description 6
- 238000009434 installation Methods 0.000 description 6
- OGIDPMRJRNCKJF-UHFFFAOYSA-N titanium oxide Inorganic materials [Ti]=O OGIDPMRJRNCKJF-UHFFFAOYSA-N 0.000 description 6
- 230000005540 biological transmission Effects 0.000 description 5
- 239000007767 bonding agent Substances 0.000 description 5
- 239000003795 chemical substances by application Substances 0.000 description 5
- 239000000047 product Substances 0.000 description 5
- 230000005855 radiation Effects 0.000 description 5
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 4
- 230000000694 effects Effects 0.000 description 4
- 239000003822 epoxy resin Substances 0.000 description 4
- 238000010237 hybrid technique Methods 0.000 description 4
- 230000013011 mating Effects 0.000 description 4
- 229920000647 polyepoxide Polymers 0.000 description 4
- 238000001556 precipitation Methods 0.000 description 4
- 238000006681 Combes synthesis reaction Methods 0.000 description 3
- 239000004809 Teflon Substances 0.000 description 3
- 229920006362 Teflon® Polymers 0.000 description 3
- NRTOMJZYCJJWKI-UHFFFAOYSA-N Titanium nitride Chemical compound [Ti]#N NRTOMJZYCJJWKI-UHFFFAOYSA-N 0.000 description 3
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 3
- 230000007797 corrosion Effects 0.000 description 3
- 238000005260 corrosion Methods 0.000 description 3
- 230000008878 coupling Effects 0.000 description 3
- 238000010168 coupling process Methods 0.000 description 3
- 238000005859 coupling reaction Methods 0.000 description 3
- 238000009826 distribution Methods 0.000 description 3
- 239000000945 filler Substances 0.000 description 3
- 229910052760 oxygen Inorganic materials 0.000 description 3
- 239000001301 oxygen Substances 0.000 description 3
- 238000003466 welding Methods 0.000 description 3
- 239000004372 Polyvinyl alcohol Substances 0.000 description 2
- NINIDFKCEFEMDL-UHFFFAOYSA-N Sulfur Chemical compound [S] NINIDFKCEFEMDL-UHFFFAOYSA-N 0.000 description 2
- 239000005864 Sulphur Substances 0.000 description 2
- 238000003763 carbonization Methods 0.000 description 2
- 230000001186 cumulative effect Effects 0.000 description 2
- 230000006866 deterioration Effects 0.000 description 2
- 238000001035 drying Methods 0.000 description 2
- 230000005611 electricity Effects 0.000 description 2
- 230000008020 evaporation Effects 0.000 description 2
- 238000001704 evaporation Methods 0.000 description 2
- 230000007246 mechanism Effects 0.000 description 2
- 239000000155 melt Substances 0.000 description 2
- 229910052757 nitrogen Inorganic materials 0.000 description 2
- 229920002451 polyvinyl alcohol Polymers 0.000 description 2
- 230000000644 propagated effect Effects 0.000 description 2
- 238000003756 stirring Methods 0.000 description 2
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 1
- 241001391944 Commicarpus scandens Species 0.000 description 1
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 1
- 238000013459 approach Methods 0.000 description 1
- 239000011324 bead Substances 0.000 description 1
- 230000008901 benefit Effects 0.000 description 1
- 238000004364 calculation method Methods 0.000 description 1
- 229910052799 carbon Inorganic materials 0.000 description 1
- 230000008602 contraction Effects 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 239000010949 copper Substances 0.000 description 1
- 239000005357 flat glass Substances 0.000 description 1
- 239000012634 fragment Substances 0.000 description 1
- 238000007499 fusion processing Methods 0.000 description 1
- 239000000156 glass melt Substances 0.000 description 1
- 230000006872 improvement Effects 0.000 description 1
- 239000012535 impurity Substances 0.000 description 1
- 239000011810 insulating material Substances 0.000 description 1
- 230000001788 irregular Effects 0.000 description 1
- 239000011159 matrix material Substances 0.000 description 1
- 230000010358 mechanical oscillation Effects 0.000 description 1
- 239000007769 metal material Substances 0.000 description 1
- 239000004033 plastic Substances 0.000 description 1
- 229920003023 plastic Polymers 0.000 description 1
- 238000005498 polishing Methods 0.000 description 1
- 239000002244 precipitate Substances 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 230000001737 promoting effect Effects 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 238000007789 sealing Methods 0.000 description 1
- 229910052717 sulfur Inorganic materials 0.000 description 1
- 238000012360 testing method Methods 0.000 description 1
- 239000010930 yellow gold Substances 0.000 description 1
- 229910001097 yellow gold Inorganic materials 0.000 description 1
Images











Classifications
-
- G—PHYSICS
- G10—MUSICAL INSTRUMENTS; ACOUSTICS
- G10K—SOUND-PRODUCING DEVICES; METHODS OR DEVICES FOR PROTECTING AGAINST, OR FOR DAMPING, NOISE OR OTHER ACOUSTIC WAVES IN GENERAL; ACOUSTICS NOT OTHERWISE PROVIDED FOR
- G10K11/00—Methods or devices for transmitting, conducting or directing sound in general; Methods or devices for protecting against, or for damping, noise or other acoustic waves in general
- G10K11/02—Mechanical acoustic impedances; Impedance matching, e.g. by horns; Acoustic resonators
-
- H—ELECTRICITY
- H04—ELECTRIC COMMUNICATION TECHNIQUE
- H04R—LOUDSPEAKERS, MICROPHONES, GRAMOPHONE PICK-UPS OR LIKE ACOUSTIC ELECTROMECHANICAL TRANSDUCERS; DEAF-AID SETS; PUBLIC ADDRESS SYSTEMS
- H04R1/00—Details of transducers, loudspeakers or microphones
- H04R1/20—Arrangements for obtaining desired frequency or directional characteristics
- H04R1/22—Arrangements for obtaining desired frequency or directional characteristics for obtaining desired frequency characteristic only
- H04R1/28—Transducer mountings or enclosures modified by provision of mechanical or acoustic impedances, e.g. resonator, damping means
- H04R1/2869—Reduction of undesired resonances, i.e. standing waves within enclosure, or of undesired vibrations, i.e. of the enclosure itself
- H04R1/2876—Reduction of undesired resonances, i.e. standing waves within enclosure, or of undesired vibrations, i.e. of the enclosure itself by means of damping material, e.g. as cladding
- H04R1/288—Reduction of undesired resonances, i.e. standing waves within enclosure, or of undesired vibrations, i.e. of the enclosure itself by means of damping material, e.g. as cladding for loudspeaker transducers
-
- H—ELECTRICITY
- H04—ELECTRIC COMMUNICATION TECHNIQUE
- H04R—LOUDSPEAKERS, MICROPHONES, GRAMOPHONE PICK-UPS OR LIKE ACOUSTIC ELECTROMECHANICAL TRANSDUCERS; DEAF-AID SETS; PUBLIC ADDRESS SYSTEMS
- H04R17/00—Piezoelectric transducers; Electrostrictive transducers
Landscapes
- Physics & Mathematics (AREA)
- Engineering & Computer Science (AREA)
- Acoustics & Sound (AREA)
- Multimedia (AREA)
- Transducers For Ultrasonic Waves (AREA)
- Ultra Sonic Daignosis Equipment (AREA)
Abstract
声匹配部件(1)用于在从第一物体向第二物体传送声音时,匹配第一物体和第二物体的声阻抗。声匹配部件(1)包括多个小片(2),并且多个小片中的至少一个在接触部分与多个小片中的另一个接合以便在声匹配部件(1)中形成间隙。
Description
(一)技术领域
本发明涉及一种在从一个物体向另一个物体传送声音时,用来匹配两个物体声阻抗的声匹配部件,一种用于制造该声匹配部件的方法和利用该声匹配部件的超声波发射和接收设备。
(二)背景技术
由(密度×声速)得到一物体的声阻抗。空气的声阻抗ZAIR大约是428kg/m2s,而用于产生超声波的压电振动器的声阻抗ZPZT大约是30×106kg/m2s。
当超声波从压电振动器辐射进入空气时,压电振动器的声阻抗ZPZT和空气的声阻抗ZAIR之间的差别引起声反射,从而降低了声音的辐射效率。
声匹配部件用于通过匹配压电振动器声阻抗ZPZT和空气声阻抗ZAIR来缓和声音辐射效率的降低。
由根据理论计算的表达式(1)得到声匹配部件的声阻抗ZM。
这里,ZM值是一个没有声反射的理想值。利用上述的ZPZT和ZAIR值,ZM值大约是0.11×106kg/m2s。
图29示出了声匹配部件的声阻抗与从压电振动器辐射进入空气的声能比(传输比)之间的关系。从图29中应当理解,当声匹配部件的声阻抗大约是0.11×106kg/m2s时,在不存在声反射的条件下,传输比是1 。
为了得到具有这种理想声阻抗的声匹配部件,需要选择具有低密度和允许低声速的材料用于这种声匹配部件。
图30表示传统的声匹配部件的一个例子。通过在树脂材料120中混合玻璃球121并固化所合成的混合物而得到图30所示的声匹配部件。
该玻璃球是中空的,因此具有重量非常轻的特点。通过在树脂材料中混合玻璃球并固化所合成的混合物而得到的结构与通过只固化树脂材料而得到的结构相比,具有较小的密度。玻璃球的大小被设置成比通过声匹配部件传送的振动(声音)的波长小得多的值(大约是振动波长的1/10或更少)。将玻璃球的大小设置为这样的值是为了使振动的传播更少受到玻璃球的影响。
在实际密度为0.13g/cm3的玻璃球(Sumitomo 3M有限公司的″ScotchlightTM玻璃泡填料″)混合在允许大约2300m/s的声速并具有1.2g/cm3的密度的树脂材料中,并固化所合成的混合物时,得到了密度为0.56g/cm3和允许的声速为2100m/s的结构。如此得到的结构的声阻抗ZCOM是1.18×106kg/m2s。
日本专利公开No.2-177799描述了只用中空的玻璃球形成的声匹配部件。此声匹配部件是这样制造的,即将中空球加热到一个使空玻璃球软化的温度,压缩该中空球,并使多个中空球在各个接触点接合起来。可以使用Sumitomo 3M有限公司的ScotohlightTM玻璃泡填料作为中空的玻璃球。日本专利公开No.2-177799描述了如此制造的声匹配部件具有声速为900m/s和声阻抗ZBG大约为0.45×106kg/m2s的特性。因为用(声速×密度)表示一个物体的声阻抗,所以此声匹配部件的密度是0.5g/cm3。
如上所述,玻璃所允许的声速是5000到6000m/s,而声匹配部件所允许的声速由于在制造过程中利用了中空的玻璃球而降低到900m/s。
声匹配部件可以利用由诸如环氧树脂之类的树脂材料形成的粘接剂而接合到一个振动器或一个容纳振动器的盒子上。日本专利公开No.2-177799描述了一个例子,即将多个中空球加热到软化多个中空球的温度,并在各自的接触点结合多个中空球以及将声匹配部件接合到振动器。通过这种接合方法,只由玻璃形成该声匹配部件,因此具有优于利用树脂材料形成的声匹配部件的温度特性。原因在于玻璃的热膨胀率低于树脂材料的热膨胀率。当气体的流速利用超声波发射和接收设备测量时,超声波发射和接收设备的温度特性显著影响到测量精度。为了精确测量非常小的气体流速,超声波发射和接收设备的温度特性必须很小。
一些类型的气体是爆炸性的。需要将该气体提供给电信号的振动器需要容纳在一个盒子中,以防止振动器接触该气体。该盒子材料令人满意的条件包括抗损坏的高强度和令人满意的温度特性。为此,盒子的材料最好是金属。金属的热膨胀率不同于玻璃的热膨胀率。因此,在日本公开2-177799描述的方法中,在多个中空球加热到软化多个中空球的温度之后,金属盒和声匹配部件相互分开,并且在各自的接触点结合多个中空球的阶段不能结合在一起,
当上述声匹配材料的声阻抗ZBG和ZCOM绘制在图29时,ZBG位于▲,ZCOM位于■。传输比对于ZBG是0.21,对于ZCOM是0.05。因此,ZBG的传输比(即,声音传输比)是ZCOM传输比的四倍。但实际上,得不到大于四倍的输出,但是输出对于ZBG和ZCOM是相同的数量级。因为当声音传送经过时ZBG结构比ZCOM结构更容易使声音衰减,所以考虑到会出现这种情况。相比之下,当声音传送经过时ZCOM结构不易引起声音衰减,而允许比ZBG结构更高的声速。因此,ZCOM结构具有更大的声阻抗并比ZBG结构更多的引起辐射进入空气的声音反射回来。
因此,两者类型的声匹配部件的声音输出不存在显著的差别。因此,需要提供大声音输出的声匹配部件而不是由ZBG或ZCOM结构形成的声匹配部件。ZBG结构引起声音显著衰减的一个可能原因是只在各自接触点接合的中空球和因此接触点总数相对较小。
如上所述,传统的超声波发射和接收设备具有下列问题。
第一,当用树脂材料形成声匹配部件时,超声波发射和接收设备的测量精度由于树脂材料的温度特性而不令人满意。
第二,当只由空玻璃球形成声匹配部件时,声音由于中空球的少量接触点而被显著衰减。
第三,当振动器容纳在金属盒中以防止振动器接触气体时,用诸如环氧树脂的树脂材料形成的粘接剂将声匹配部件接合到金属盒将由于该粘接剂的温度特性而恶化超声波发射和接收设备的测量精度。
第四,在多个中空球加热到软化多个中空球的温度之后,由于金属盒和作为中空球材料的玻璃的热膨胀率不同,金属盒和声匹配部件相互分开,并且在各自的接触点结合多个中空球的阶段不能结合在一起。即使当接合金属盒和声匹配部件时,也会产生挠曲(flexure),因此不传播振动器的振动。
本发明已经解决了第一到第四个问题。
(三)发明内容
根据本发明的声匹配部件用于在声音从第一物体传播到第二物体时,匹配第一物体的声阻抗和第二物体的声阻抗。该声匹配部件包括多个小片。多个小片中的至少一个在接触部分与多个小片中的至少另一个接合,以在声匹配部件中形成间隙。
多个小片的每一个都具有无定形的三维结构。
放置多个小片以防止声音通过声匹配部件线性传播。
多个小片中的每一个由玻璃或陶瓷资料构成。
一种根据本发明产生声匹配部件的方法,所述声匹配部件用于在声音从第一物体传播到第二物体时,匹配第一物体的声阻抗和第二物体的声阻抗。该方法包括步骤(a)形成多个小片,(b)将多个小片加热到软化多个小片的温度,从而在接触部分使多个小片中的至少一个与多个小片中的至少另一个接合,以在声匹配部件中形成间隙。
步骤(b)可以包括在加热多个小片的同时在多个小片上施加负荷的步骤。
步骤(a)可以包括混合多个小片和流体;和从多个小片和流体的混合物中蒸发流体的步骤。
该流体的比重可以小于多个小片的比重。
该流体可以在多个小片沉淀在流体中之后蒸发。
通过粉化多个中空球而形成多个小片。
根据多个中空球的粉化程度来控制声匹配部件的密度。
多个中空球的粉化程度可以用多个中空球粉化之前的体积与多个中空球粉化后得到的多个小片的体积之比表示。
根据本发明的超声波发射和接收设备包括振动器;容纳该振动器的金属盒;用于匹配振动器声阻抗和在金属盒外面流动的流体的声阻抗的声匹配部件;和用于接合声匹配部件和金属盒的接合部件。声匹配部件包括多个小片,并且多个小片中的至少一个在接触部分与多个小片中的至少另一个接合,以在声匹配部件中形成间隙。该接合部件具有用于减少金属盒热膨胀率和声匹配部件热膨胀率之间差值的结构。
该接合部件可以包括在金属盒上形成的第一层,在第一层上形成的第二层,和在第二层上形成的第三层。第一层可以由银焊料形成。第二层可以由钛形成。第三层可以由银焊料形成。
该接合部件还可以进一步包括在第三层上形成的第四层和在第四层上形成的第五层。第四层可以是陶瓷板或玻璃板。第五层可以由熔点低于第四层材料熔点的玻璃形成。
该接合部件可以包括在金属盒上形成的第一层,并且在通过混合银焊粉和钛粉而得到的混合物的基础上形成第一层。
该接合部件可以包括在金属盒上形成的第一层,并且在通过混合银焊粉,钛粉和陶瓷粉末而得到的混合物的基础上形成第一层。
该接合部件可以包括在金属盒上形成的第一层,和在第一层上形成的第二层,并且第一层和第二层之间的接合面可以具有凹凸形状。
第一层可以间歇地在金属盒上形成。
第一层可以包括多个热膨胀率低于第一层材料热膨胀率的颗粒。
该接合部件可以包括在金属盒上形成的第一层和在第一层上形成的第二层。通过加热包含第一材料的第一颗粒和第二材料的第二颗粒的混合物而形成第一层,其中所述第一材料易于氧化、氮化或碳化,而第二材料的比重大于第一材料的比重,熔点低于第一材料的熔点,第一层形成为第二材料层。第二层可以在第二材料层上形成,第二层形成为氧化、氮化或碳化第一材料而得到的一层。
第一材料的热膨胀率低于第二材料的热膨胀率。
可以在低于第一材料的熔点并高于第二材料熔点的温度下加热该混合物。
第一颗粒可以具有150μm或更小的尺寸。
(四)附图说明
图1是根据本发明第一个例子的声匹配部件1的横截面图。
图2是根据本发明第二例子的声匹配部件5的横截面图。
图3是根据本发明第三例子的声匹配部件7的横截面图。
图4表示用于测量声匹配部件的声音输出的测量装置的结构。
图5表示当声阻抗为ZCOM的传统声匹配部件用作将被测试的声匹配部件11时所得到的测量结果。
图6表示当声阻抗为ZDVE的声匹配部件7用作将被测试的声匹配部件11时所得到的测量结果。
图7表示根据本发明第四个例子的制造装置的结构示例。
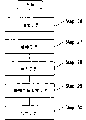
图8是说明利用图7所示的制造装置制造声匹配部件的方法过程的流程图。
图9是通过固化一组小片21而形成的声匹配部件30的横截面图。
图10表示根据本发明第五个例子的制造方法。
图11表示根据本发明第六个例子的形成多个小片的方法。
图12表示根据本发明第六个例子的形成多个小片的方法。
图13表示从小片34中区分未粉化的小中空球31的方法。
图14A表示当h2/h1=0.5时所得到的小片34的形状。
图14B表示当h2/h1=0.33时所得到的小片34的形状。
图14C表示当h2/h1=0.2时所得到的小片34的形状。
图15表示h2/h1与声匹配部件密度的关系,以及h2/h1与声音衰减率之间的关系。
图16表示利用在h2/h1=0.33时所得到的多个小片34而形成的声匹配部件的剖面图。
图17表示根据本发明第七个例子的超声波发射和接收设备的结构示例。
图18表示接合部件52的结构示例。
图19表示接合部件52的另一个结构示例。
图20表示接合部件52的另一个结构示例。
图21表示接合部件52的再一个结构示例。
图22表示根据本发明第八个例子的超声波发射和接收设备的结构示例。
图23表示根据本发明第八个例子的超声波发射和接收设备的另一个结构示例。
图24表示根据本发明第八个例子的超声波发射和接收设备的另一个结构示例。
图25表示根据本发明第八个例子的超声波发射和接收设备的再一个结构示例。
图26是说明根据本发明第九个例子的接合方法过程的流程图。
图27表示根据图26所示的过程,通过接合声匹配部件64和金属盒62而制造的超声波发射和接收设备的主要部分的剖面图。
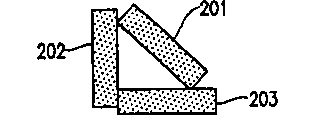
图28A表示小片2(小片201到203)接触状态的例子,用于在声匹配部件1中形成间隙。
图28B表示小片2(小片204到207)接触状态的例子,用于在声匹配部件1中形成间隙。
图28C表示小片2(小片208到212)接触状态的例子,用于在声匹配部件1中形成间隙。
图29是说明声匹配部件的声阻抗和从空气辐射到压电振动器的声能比(传输比)之间的关系图。
图30表示传统声匹配部件的一个结构示例。
(五)具体实施方式
在下文中,将参照附图描述本发明的例子。
(例子1)
图1表示根据本发明第一个例子的声匹配部件1的剖面图。声匹配部件1被加到振动器3上。
声匹配部件1用于在声音从第一物体(例如,振动器3)传播到第二物体(例如,空气)时,匹配第一物体的声阻抗和第二物体的声阻抗。
本声匹配部件1包括多个小片2。多个小片2的每一个具有平面结构。多个小片2中的每一个在接触部分与至少另一个小片2接合。
接触可以是点对点接触、线对线接触、或面对面接触。所需要的是通过多个小片2的相互接合而在声匹配部件1中形成间隙。通过如图1所示不规则地放置小片2,可以在声匹配部件1中形成间隙。
图28A到28C表示小片2(小片201到212)接触状态的例子,用于形成声匹配部件1中的间隙。
在图28A所示的例子中,小片201和202以小片201的一角和小片202的平面相互接触的状态接合在一起。小片201和203以小片201的另一个角和小片203的平面相互接触的状态接合在一起。小片202和203以小片202的长度较长的平面和小片203的长度较短的平面接触的状态接合的一起。因此,通过相互接合小片201到203而形成间隙。
在图28B所示的例子中,小片204到207以这样一种状态相互接合,即小片204到207的平面相互之间部分接触。因此,通过相互接合小片204到207而形成间隙。
在图28C所示的例子中,小片208到212以这样一种状态相互接合,即小片208到212的平面相互之间部分接触。因此,通过相互接合小片208到212而形成间隙。
即使在小片2具有平面形状时,也能够通过多个小片2的相互接合而在声匹配部件1中形成间隙。在这种情况下,通过不规则地放置小片2和将小片2形成为具有不规则尺寸,能够很容易地形成间隙。小片2之间的接触可以是点对点接触、线对线接触、或面对面接触。
放置多个小片2以使振动器3的振动(声音)不通过声匹配部件1线性传播。因此,传播路径4不是线性的而是蜿蜒的。结果,声音通过声匹配部件1中的传播路径传播的总速率低于小片2的材料所允许的固有声速。
例如,当小片2由玻璃形成时,具有图1所示结构的声匹配部件1所允许的声速低于玻璃所允许的固有声速5000m/s。因为声匹配部件1具有图1所示的间隙,声匹配部件1的密度明显低于与小片2大小相同和由相同材料形成的物体的密度。因为用(密度×声速)来表示一个物体的声阻抗,从而此声匹配部件1的声阻抗可以更小。
作为小片2的材料,例如可以使用塑料、金属、玻璃或陶瓷材料。
如果振动器3的振动频率是υ,声速是C,则声音的波长λ由表达式(2)表示。
λ=C/υ...表达式(2)
这里,声速C表示声音通过声匹配部件1传播的速率。现在假设声匹配部件1由一块玻璃形成。因为玻璃所允许的声速大约是5000m/s,所以当振动器3的振动频率υ是500kHz时,声音的波长λ是10mm。当声匹配部件1形成为玻璃小片2的聚合体时,声匹配部件1所允许的声速低于玻璃所允许的声速500m/s。例如,如果声匹配部件1所允许的声速是1000m/s,则在υ为500kHz时声音的波长λ是2mm。
为了使声匹配部件1中形成的间隙对声音传播的影响更小,间隙的尺寸必须比要传送声音的波长充分小。为了使间隙的尺寸等于或低于200μm,即声音波长1/10,每个小片2的长度最好是200μm或更小。为了降低声匹配部件1的密度,小片2最好具有更小的厚度,例如最好由厚度大约为1μm的玻璃板形成。
在第一个例子中,包含在声匹配部件1中的所有小片2不需要在接触部分与另一个小片2接合。即,声匹配部件1可以包括不与另一个小片2接合的小片2。只要包含在声匹配部件中的多个小片2中的至少一个在接触部分与至少另一个小片2接合就能够提供类似于上述的效果。
(例子2)
图2表示根据本发明第二例子的声匹配部件5的剖面图。
本声匹配部件5包括多个小片6。多个小片6中的至少一个在接触部分与多个小片6中的至少另一个接合,以在声匹配部件5中形成间隙。
在第二个例子中,多个小片6中的每一个具有多个凸起的结构。小片6的凸起接触另一个小片6,并且小片6在接触部分相互接触。因此,能够在凸起的周围形成间隙。通过使每个小片6具有多个凸起,两个相邻的小片6可以在多个接触部分相互接触。通过这种方式,与小片6在一个接触部分接合的情况相比,能够增加接合强度。
可以在一个薄板或立方体上提供这些凸起。在这些情况下,还可以在小片6的凸起的周围形成间隙。结果,可以很容易地降低声匹配部件5的密度。
小片6之间的接触可以是点对点接触、线对线接触、或面对面接触。
声匹配部件5的操作和功能类似于第一个例子所述的声匹配部件1的操作和功能。小片6的尺寸最好是如上所述的200μm或更小。
(例子3)
图3表示根据本发明第三例子的声匹配部件7的剖面图。本声匹配部件7包括多个小片8。多个小片8中的至少一个在接触部分与多个小片8中的至少另一个接合,以在声匹配部件7中形成间隙。
在第三个例子中,多个小片8中的每一个是具有无定形凹凸结构的薄板。这样,多个小片8中的每一个都具有无定形的三维结构。通过接触一个小片8的凸起或使其一端与另一个小片8接触,能够很容易地在接触部分的周围形成间隙。通过使每个小片8具有凸起部分和下凹部分,两个相邻的小片8可以在多个接触部分相互接触。通过这种方式,与小片8在一个接触部分接合的情况相比,能够增加接合强度。凸起部分和下凹部分的数目不局限为任何具体的值。
小片8之间的接触可以是点对点接触、线对线接触、或面对面接触。
声匹配部件7的操作和功能类似于在第一个例子中描述的声匹配部件1的操作和功能。小片8的凸起部分和下凹部分的尺寸最好是如上所述的200μm或更小。具有凸凹结构的小片8最好是厚度尽可能最小的板。小片8的厚度最好大约是1μm,以降低声匹配部件7的密度。
例如,当小片8由玻璃形成时,通过将多个小片8加热到软化玻璃的温度,多个小片8可以相互接合。
通过将小片8加热到玻璃的软化点,可以防止破坏小片8的凹凸结构。在小片8的接触部分,软化的玻璃小片相互接合。
通过在加热小片8同时在小片8上施加一个较轻负荷,可以加强小片8在接触部分的接合。原因在于小片8通过加热和加压进行软化。
当增加小片8上的负荷时,小片8在压力下变形,同时不消除凹凸结构。在这种情况下,由于负荷而增加了小片8之间的接触面积,以及增加了接触部分的接合强度。这样,能够减少通过小片8的接触部分传播的声音的衰减。
如上所述,可以根据施加到小片8上的负荷来调整小片8之间的接合强度。但是,当对小片8施加负荷时,声匹配部件7的密度增加。结果,增加了声匹配部件7的声阻抗。
图3所示的声匹配部件7是通过在700℃的温度下向小片8的聚合体上施加415g/cm3的负荷而形成的结构,所述小片8具有由大约在700℃软化的玻璃所形成的凹凸结构。该结构具有大约0.537g/cm3的密度,允许大约1224m/s的声速,并具有0.657×106kg/m2s的声阻抗ZDVE。在图29中用●绘制了声阻抗ZDVE。声阻抗ZDVE处于″背景技术″部分描述的声阻抗ZBG和ZCOM之间。为了比较实际声传输的幅度,利用图4所示的测量装置测量接收端的超声波传感器的电压。
如图4所示,要测试的声匹配部件11被加到超声波发射设备10上。标准的声匹配部件12被加到超声波接收设备13上。
超声波发射设备10根据来自信号源9的电压输出而发射超声波。超声波接收设备13接收从超声波发射设备10发射的超声波。通过测量与超声波接收设备13相连的电阻14两端的电压来观察超声波接收设备13收到的超声波。这里,超声波发射设备10和超声波接收设备13之间的距离大约是10mm。
图5表示当参照图30描述的声阻抗为ZCOM的传统声匹配部件用作将被测试的声匹配部件11时所得到的测量结果。图5中,(a)表示来自信号源9的电压波形,而(b)表示电阻14两端的电压波形(即,超声波接收设备13的输出波形)。
图6表示当图3所示的声阻抗为ZDVE的声匹配部件7用作将被测试的声匹配部件11时所得到的测量结果。图6中,(a)表示来自信号源9的电压波形(与图5(a)的波形相同),(b)表示在电阻14两端的电压波形(即,超声波接收设备13的输出波形)。
图5(b)所示的电压波形的幅度最大值是23mV,图6(b)中所示的电压波形的幅度最大值是33mV。由此可以理解声阻抗为ZDVE的声匹配部件7在输出电平上优于声阻抗为ZCOM的传统声匹配部件。
使用声阻抗为ZBG的传统声匹配部件时所得到的测量结果与使用声阻抗为ZCOM的传统声匹配部件时所得到的测量结果大致相同。由此可以理解声阻抗为ZDVE的声匹配部件7在输出电平上优于声阻抗为ZBG的传统声匹配部件。
仅考虑声阻抗的幅度,二者中声阻抗为ZBG的传统声匹配部件应该具有最高的输出电平。但是,实际的测量结果不同于此。认为这种情况出现的原因在于在声阻抗为ZDVE的声匹配部件7中,小片聚合体的接合强度更强,从而在声音传播的同时声音衰减小于声阻抗为ZBG的声匹配部件。声阻抗为ZBG的传统声匹配部件具有一种结构,即中空球按矩阵的形式放置并在每个中空球的接触点接合。在这种结构中,接触点的数目少,且接触点的面积小。因此,认为中空球之间的接合很弱。
(例子4)
图7表示根据本发明第四个例子的制造装置的结构示例。该制造装置用于制造第一个到第三个例子所描述的声匹配部件。
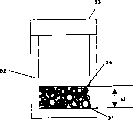
该制造装置包括用于混合多个小片21和流体22并铸模该混合物的铸模盒23,用于打开并关闭铸模盒23的一个开口的底盖24,以及用于对多个小片21和流体22的混合物加压的加压棒25。
铸模盒23例如由特富龙形成。特富龙是光滑的,因此允许无需施加外力,即可使铸模的混合物(铸模产品)离开铸模盒23。因此,防止该铸模产品被破坏。
底盖24位于铸模盒23的一个开口。关闭底盖24,直到混合物的铸模完成,以使小片21和流体22的混合物不会从铸模盒23中泄漏。底盖24可以是在铸模盒23开口方向上延伸的特富龙板或一段板状玻璃纸带。
加压棒25可沿铸模盒23的内壁移动,并用于对多个小片21和流体22的混合物加压。通过对混合物加压,从混合物中除去流体22。通过调整对混合物加压的距离,可以将多个小片21的密度设置为理想的密度。加压棒25例如是不锈钢。
小片21例如由三维结构的玻璃形成。小片21的三维结构不局限为任何特定的三维结构。虽然需要选择小片21的材料,以使小片21的散装密度低于小片21的材料密度。因为小片21的散装密度以较大的差值小于小片21的材料密度,所以在小片21的聚合体中形成了更多的间隙。这样,可以降低由小片21的聚合体形成的声匹配部件的密度。
在第四个例子中,玻璃小片21具有100μm或更小的尺寸和几个微米的厚度。该玻璃具有2.2g/cm3的密度并允许大约5000m/s的声速。但是,由于小片21具有三维结构,因此小片21聚合体的散装密度低于玻璃的密度。可以使用陶瓷或金属材料作为小片21的材料。
流体22例如是蒸馏水。水的比重是1g/cm3可以使用粘度比水更高的流体作为流体22,例如水和PVA(聚乙烯醇)的混合物。通过利用粘度比水更高的流体,即使在小片21和流体22的混合物铸模完成之后也可以很容易地保持铸模产品的形状。
图8说明利用图7所示的制造装置30制造声匹配部件的方法过程。
在步骤26,执行混合工艺。在混合工艺中,例如多个玻璃小片21和流体22(例如,蒸馏水)在大口杯中被充分搅动。结果,产生多个小片21和流体22的混合物。通过在大口杯中的充分搅动,多个小片21在混合物中的分布几乎是均匀的。可以任意地设置流体22的量。在此例中,当多个小片21和流体22充分混合时,流体22的量是允许混合物流入铸模盒23的量。
在步骤27,执行铸模工艺。在铸模工艺中,多个小片21和流体22的混合物被放入铸模盒23中并被加压棒25加压。结果,流体22的额外部分从铸模盒23中压出。从而,调整了小片21聚合体的密度。通过设置放入铸模盒23中的多个小片21的总重量和总体积来调整小片21聚合体的密度。
在步骤28,执行干燥工艺。在干燥工艺中,在流体22没有沸腾的温度下加热铸模盒23。从而,流体22被蒸发。
在步骤29,执行铸模产品去除工艺。在铸模产品去除工艺中,底盖24被打开,并通过加压棒25压出多个小片21的聚合体。从而,可以从铸模盒23中去除多个小片21的聚合体。
在步骤30,执行加热工艺。在加热工艺中,小片21被加热到小片21软化的温度。从而,小片21的聚合体固化。
图9表示通过固化小片21聚合体而形成的声匹配部件30的横截面。图9中,箭头所示的路径是一个声音传播路径。
如图9所示,声匹配部件30中声音传播路径的长度大于声匹配部件30的厚度。因此,可以降低声匹配部件30所允许的声速。因为小片21具有三维结构,可以形成间隙并且还可以提供多个接触点。因此,增加接触部分的数目,从而增加接触面积。结果,可以加强小片21之间的接合。因为小片21的聚合体可以铸模通过充分搅动小片21和流体22而得到的混合物,所以小片21的分布是均匀的。结果,可以抑制密度不均匀性的散射和声匹配部件30的声速不均匀性。
(例子5)
下面描述根据本发明第五个例子的制造方法。参照附图8的此制造方法是对第四个例子所描述的制造方法的改进。
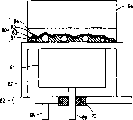
在图8的步骤27所示的铸模工艺中,流体22可以在多个小片21沉淀之后蒸发。通过利用重力沉淀多个小片21而不需要对多个小片21施加任何额外的负荷就可以减少由负荷引起的密度不均匀性。
当存在重量不同和大小不同的多个小片21时,小片21由于重力的原因按从最重的小片21开始的顺序沉淀小片21。因此,可以制成包括多个密度不同的层的声匹配部件。
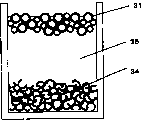
图10表示具有不同重量和尺寸的多个小片21沉淀的状态。在图10中,与先前参照图7讨论的相同元件使用相同的附图标记,并省略对它们的详细描述。
流体22例如是蒸馏水。流体22的量设置成比多个小片21的总体积大得多,以使多个小片21可以很容易地沉淀。蒸馏水的密度是1g/cm3,其低于玻璃的密度2.2g/cm3。相应地,当玻璃小片21放入蒸馏水时,玻璃小片21被沉淀。
(例子6)
参照附图11和12,将描述根据本发明第六个例子的制造多个小片的方法。
例如金属盒32和加压棒33由不锈钢形成。但是,金属盒32和加压棒33不局限为这种材料。
加压棒33沿着金属盒32的内壁移动,并用于加压,从而粉化小中空球31。
图11表示多个小中空球31容纳在金属盒32中的状态(不推动加压棒33的状态)。在图11中,h1表示在不推动加压棒33的状态下小中空球31聚合体的高度。
小中空球31例如是玻璃球(从Sumitomo SM有限公司可以得到的″ScotchlighTM玻璃泡填料″)。玻璃球具有0.13g/cm3的实际密度,大约100μm的直径和几个微米的厚度。
图12表示加压棒33从图11所示的状态下推到高度h2的状态。加压棒33例如利用水压工作。
由加压棒33加压的小中空球31被压扁和粉化。粉化后的小中空球31的碎片(小片)是小球的一部分。从而得到具有三维结构的小片34。
在如图8所示的用于制造声匹配部件的制造方法的步骤26(混合工艺)之前,例如可以插入通过粉化小中空球31而形成多个小片34的步骤。
容纳在金属盒32中的所有小中空球31未被粉化。当存在没被粉化的中空球31时,最好从小片34中区分出未粉化的中空球31,并重新利用未粉化的中空球31。
图13表示从小片34中区分未粉化的小中空球31的方法的例子。
流体35是蒸馏水。蒸馏水的密度(1g/cm3)介于中空球31的密度(0.13g/cm3)和小片34的密度(2.2g/cm3)之间。因此,密度低于流体35的中空球31飘浮。密度高于流体35的小片34沉淀。因此,可以利用密度上的差别从小片34中区分出未粉化的中空球31。
图14A表示当h2/h1=0.5时所得到的小片34的形状。图14B表示当h2/h1=0.33时所得到的小片34的形状。图14C表示当h2/h1=0.2时所得到的小片34的形状。
这里,h2/h1(即,多个小中空球31粉化之前的体积和将多个小中空球31粉化后得到的多个小片34的体积之比)表示多个中空球31的粉化程度。
如图14A到14C所示,可以通过控制多个中空球31的粉化程度来控制小片34的尺寸。
图15表示h2/h1与声匹配部件密度的关系,以及h2/h1与声音衰减率之间的关系。这里,假设声匹配部件由多个小片34形成。声音的衰减率越大,声音的输出越小。
如图15所示,h2/h1越小,声匹配部件的密度越大,声音的衰减率越低。
h2/h1越小声匹配部件的密度越大的原因在于考虑到下面的情况:h2/h1越小,小片34的尺寸越小,因此小片34更容易进入更小的间隙。h2/h1越小声音衰减率越低的原因在于考虑到下面的情况:因为小片34之间不存在间隙,小片34之间的接触面积变大,因此小片34之间的接合加强。
因此,可以通过控制h2/h1来控制声匹配部件的密度和声音的衰减率。
图15所示的声匹配部件的特征是一个例子。根据本发明的声匹配部件的特征不局限于此。
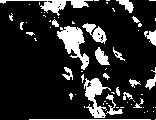
图16表示利用h2/h1=0.33时所得到多个小片34形成的声匹配部件的剖面图。
图16所示的声匹配部件20的制造方法类似于图8所示的制造方法。此声匹配部件具有0.55g/cm3的密度,允许1400m/s的声速并具有0.77×106kg/m2s的声阻抗。此声匹配部件与日本专利公开2-177799所描述的仅由玻璃球形成的传统声匹配部件相比,具有更大的声阻抗和更小的声音衰减率,因此可以输出更大的声音。
(例子7)
图17表示根据本发明第七个例子的超声波发射和接收设备的结构示例,超声波发射和接收设备被用作用于测量流体流速的流速测量装置,或用于测量物体和距离测量装置之间距离的距离测量装置,两者都利用超声波。
超声波发射和接收设备包括振动器43、用于容纳振动器43的金属盒41、用于匹配振动器43的声阻抗和在金属盒41外面流动的流体的声阻抗的声匹配部件40,和用于接合声匹配部件40和金属盒41的接合部件52。
金属盒41包括主体41a和焊接到主体41a上的盖41b。
电极45经导电橡胶部件44电接合到振动器43。玻璃部件49被密封在电极45和金属盒41之间。电极45通过玻璃部件49电绝缘于金属盒41的盖41b。
电极46电接合到金属盒41的盖41b。电极46接地。
向电极45和46提供大约5V的交流电压。施加到电极45和46上的电压被施加到振动器43上。通过向电极45和46施加500kHz的交流电压,振动器43以500kHz振动。振动器43的振动传播到金属盒41的主体41a上,从而使金属盒41的主体41a振动。金属盒41主体41a的振动经接合部件52传播到声匹配部件40,从而使声匹配部件40振动。
声匹配部件40的作用是将振动器43的振动有效传送到在金属盒41外面流动的流体(例如,气体)上。
导电橡胶部件44还充当振动缓冲器的角色,以防止振动器43的振动传播到金属盒41的盖41b,从而有效地将振动器43的振动能量传送到声匹配部件40。
振动器43和导电橡胶部件44被容纳在金属盒41中。利用金属盒41和密封在电极45和金属盒41的盖41b之间的玻璃部件49,可以确定防止流体(例如,气体)渗透到金属盒41内部。其结果,可以防止流体(例如气体)对振动器43的恶化。
可以使用第一到第三个例子描述的声匹配部件或第四到第六个例子描述的制造方法制造的声匹配部件作为声匹配部件40。
金属盒41例如由不锈钢形成。声匹配部件40例如是玻璃小片的聚合体。当这种情况下,金属盒41的热膨胀率明显不同于声匹配部件40的热膨胀率时,金属盒通过焊料与声匹配部件40的直接接合导致由于向接合部分施加的压力,声匹配部件40很容易脱离金属盒41。
接合部件52位于金属盒41和声匹配部件40之间,以降低金属盒41的热膨胀率和声匹配部件40的热膨胀率之间的差值。接合部件52防止声匹配部件40与金属盒41脱离。
图18表示接合部件52的结构示例。
该接合部件52包括在金属盒41上形成的银焊料薄片(第一层)53,在银焊料薄片53上形成的钛薄片(第二层)54,和在钛薄片54上形成的银焊料薄片(第三层)55。声匹配部件40形成在银焊料薄片(第三层)55上。
20℃下的热膨胀率对于不锈钢是14.7K-1,钛是8.6K-1,玻璃是0.55到8K-1。通过将热膨胀率介于不锈钢和玻璃之间的钛置于玻璃部件和不锈钢部件之间,可以降低施加到接合面上的压力。不锈钢部件和钛薄片经银焊料接合在一起,钛薄片与包含在玻璃的氧接合在一起。从而,金属盒41与声匹配部件40被接合在一起。
形成为玻璃小片聚合体的声匹配部件40不具有高机械强度。为了避免由于不锈钢和玻璃之间热膨胀率的差别而产生的压力施加到声匹配部件40上,可以利用图19所示的接合部件52代替图18所示的接合部件52。
图19表示接合部件52的另一个结构示例。
除了包括在图18所示接合部件52中的银焊料薄片(第一层)53、钛薄片(第二层)54和银焊料薄片(第三层)55之外,图19所示的接合部件52还包括在银焊料薄片55上形成的陶瓷或高熔点玻璃板(第四层)56,和在陶瓷或高熔点玻璃板56上形成的低熔点玻璃板(第五层)57。声匹配部件40形成在低熔点玻璃板57上。
使用熔点低于声匹配部件40的玻璃熔点的玻璃材料作为第五层57的低熔点玻璃。使用熔点高于第五层57的低熔点玻璃的玻璃材料作为第四层56的玻璃。
通过将第四层56形成为一块板,第四层56的机械强度可以高于声匹配部件40的机械强度。因为第四层56的热膨胀率和声匹配部件40的热膨胀率大致相等,所以几乎没有压力施加到声匹配部件40上。
图20表示接合部件52的另一个结构示例。
图20所示的接合部件52包括在金属盒41上形成的粉糊层(第一层)58,在粉糊层58上形成的陶瓷或高熔点玻璃板(第二层)56和在陶瓷或高熔点玻璃板56上形成的低熔点玻璃板(第三层)57。声匹配部件40形成在低熔点玻璃板57上。
图20所示的第二层56和第三层57与图19所示的第四层56和第五层57完全相同。
通过将银焊粉和钛粉混合成糊,然后将糊涂抹在金属盒41上而形成粉糊层58(第一层)。
陶瓷或高熔点玻璃板(第二层)56放置在粉糊层58上,加热这些层以接合在一起。然后,在陶瓷或高熔点玻璃板(第二层)56上形成低熔点玻璃板(第三层)57。此后,加热接合部件52。这样,金属盒41与声匹配部件40被接合在一起。
通过调整银焊粉的量和钛焊粉的量,可以将接合强度调整到特定的程度。例如,钛焊料和银焊料之间的重量比是1∶30时,接合强度比图18所示的利用了钛薄片54的结构的接合强度低。因此可以降低由热膨胀率的差异而产生的压力。结果,可以降低在金属盒41中所产生的不锈钢变形。因此,可以减小振动器43和金属盒41之间的间隙,从而使振动器43的振动可以有效地传送到金属盒41。
图21表示接合部件52的再一个结构示例。
图21所示的接合部件52包括在金属盒41上形成的基层(第一层)59和在基层59上形成的低熔点玻璃板(第二层)57。声匹配部件40在形成低熔点玻璃板(第二层)57上。
图21所示的第二层57和图19所示的第五层57完全相同。
通过将银焊粉、钛粉和陶瓷粉末混合成糊,然后将糊涂抹在金属盒41上,并烘焙该糊而形成基层59(第一层)。
低熔点玻璃板(第二层)57放置在基层59上,然后加热接合部件52。这样,金属盒41与声匹配部件40接合在一起。
当混合和烘焙陶瓷粉末和银焊粉时,以银焊粉覆盖陶瓷粉末。但是,通过抛光基层59的表面,可以使陶瓷部分暴露在基层59的表面上。通过加热,使陶瓷部分和第二层玻璃57相互接合,并且通过加热,使第二层玻璃57和声匹配部件40也相互接合。这样,金属盒41与声匹配部件40接合在一起。
(例子8)
图22表示根据本发明第八个例子的超声波发射和接收设备的结构示例。
超声波发射和接收设备包括振动器61、用于容纳振动器61的金属盒62、用于匹配振动器61的声阻抗和在金属盒62外面流动的流体的声阻抗的声匹配部件64,以及用于接合声匹配部件64和金属盒62的接合部件60。
振动器61例如是由陶瓷材料形成的压电振动器。
金属盒62最好由具有令人满意的抗腐蚀性和高强度的材料形成。金属盒62例如由不锈钢形成。
金属盒62具有到200到300μm的厚度。金属盒62的厚度做薄的原因如下:第一,当考虑到从振动器61向声匹配部件64传送声音时,可以忽略金属盒62的声阻抗。第二,当声音通过金属盒62传送时可以降低声能的衰减。但是,当金属盒62的厚度过小时,就会降低用作金属盒62材料的不锈钢的强度。金属盒62的厚度要尽可能小,但要足以保持不锈钢的满意强度。
金属盒62在第七个例子所述的密封状态下容纳振动器61。从而,防止气体或水渗透到振动器61中,因此可以防止振动器61的恶化或故障。
声匹配部件64例如由玻璃小片的聚合体形成,这些玻璃小片具有图3所示的三维结构。声匹配部件64可以是具有多个间隙的结构。这里,声匹配部件64具有0.4到0.6g/cm3的密度,并允许1000到1300m/s的声速。声匹配部件64的厚度大约是声音波长的1/4。通过前述表达式(2)可以得到声音的波长λ。
在第八个例子中,传播500kHz的声音。因此,声音波长是2到2.6毫米,声音波长的1/4为0.5到0.65毫米。
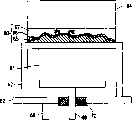
接合部件60包括在金属盒62上形成的第一层65,在第一层上形成的第二层66,和在第二层66上形成的第三层67。在第三层67上形成声匹配部件64。
第一层65由银焊料形成。第一层65的一面接合到金属盒62,而第一层65的另一面具有凹凸形状。此后,将具有凹凸形状的面称为“凹凸面”。第一层65具有20到50μm的厚度
第二层66由氧化钛形成。第二层66沿着第一层65的凹凸面形成。第二层66具有几个微米的厚度。
第三层67由熔点低于声匹配部件64所用材料的玻璃形成。第三层67的一面与第二层66接合,而第三层67的另一面与声匹配部件64接合。第三层67具有50到100μm的厚度。
电极68和69用于对振动器61施加电压,和从振动器61中去除输出信号。绝缘部件70使电极69电绝缘于金属盒62。绝缘部件70由例如玻璃或树脂的绝缘材料形成。
此后,将描述图22所示的超声波发射和接收设备的操作和功能。
当对电极68和69施加500kHz的交流电压时,振动器61以大约500kHz振动。
振动器61的振动经金属盒62和接合部件60(第一层65、第二层66和第三层67)传播到声匹配部件64。
金属盒62具有200到300μm的厚度,接合部件60具有大约100μm的厚度。金属盒62的厚度和接合部件60的厚度比要传播的声音波长短得多。因此,可以忽略金属盒62和接合部件60的声阻抗的影响。结果,振动器61可被认为处于类似于与声匹配部件64相邻的状态。
通过减低金属盒62的厚度和接合部件60的厚度,可以降低声能的衰减。
振动器61的振动经声匹配部件64传播到空气中。振动器61具有大约30×106kg/m2s的声阻抗,声匹配部件64具有大约0.6×106m2s的声阻抗。空气具有大约428kg/m2s的声阻抗。因此,振动器61到空气的声音传输比大约是0.16。
超声波发射和接收设备可以将空气的振动经声匹配部件64传送到振动器61,在该情况下振动器61将振动转换成电信号,并将电信号输出到电极68和69。
因此,超声波发射和接收设备将电信号转换成振动器61的机械振动,并将该振动传送到空气等中,或将空气的振动由振动器61转换成电信号,并通过电极68和69接收该电信号。
此后,将描述当环境温度变化时图22所示的超声波发射和接收设备的功能。当超声波发射和接收设备的环境温度改变时,图22所示的超声波发射和接收设备的组件具有包括厚度在内的形状,该形状根据组件材料的热膨胀率而改变。但是,在20℃的热膨胀率对于不锈钢是14.7×10-6k-1,对于银焊料是15到16×10-6k-1,对于钛是8.6×10-6k-1,和对于玻璃是0.55到8×10-6k-1。由这些材料形成的组件比由树脂材料形成的组件的形状变化要小得多。特别是声匹配部件64由玻璃形成时,形状随温度改变的幅度很小。由于声匹配部件64的厚度能够保持在声音波长的1/4,输出特征随温度的变化可以被限制成很小。每种材料的熔点是400℃或更高,因此除非放在非常高的温度下,组件不会软化。这样就保证了超声波发射和接收设备的稳定质量。
不锈钢的热膨胀率明显不同于玻璃的热膨胀率。因此,由不锈钢形成的金属盒62和由玻璃形成的声匹配部件64的直接接合导致过高的压力。特别当金属盒62象200到300μm一样薄时,接合面将被弯曲或损坏声匹配部件64。
根据本发明,为了防止出现这种不便,在玻璃部件和不锈钢部件之间提供了由钛材料形成的第二层66,其具有介于不锈钢和玻璃之间的中间热膨胀率。从而减小了施加在接合面上的应力。另外,第一层65和第二层66之间的接合面形成为凹凸面,以使施加在接合面上的压力方向发生变化。从而降低施加在第二层66和第三层67上的应力。
不锈钢的热膨胀率与第一层65(银焊料)的热膨胀率大致相同。因此,不锈钢部件和第一层65(银焊料)倾向在水平方向收缩相同的程度。此时,在第二层66(钛)和第一层65(银焊料)之间的边界产生应力,第二层66(钛)的热膨胀率低于不锈钢部件和第一层65的热膨胀率。同时,在第三层67(低熔点玻璃)和第二层66(钛)之间的边界产生应力,第三层67(低熔点玻璃)的热膨胀率低于第二层66(钛)的热膨胀率。
在第三层67(低熔点玻璃)和第二层66(钛)之间的边界上所产生的应力方向如图22中的粗箭头所示。应力矢量可以分成上下方向的力矢量、以及左右方向的力矢量,如图22中的细箭头所示。上下方向的矢量相互抵消,左右方向的矢量相互抵消。结果,降低了整个应力。
如上所述,金属盒62和声匹配部件64通过接合部件60接合在一起,以减低金属盒62的热膨胀率与声匹配部件64的热膨胀率之间的差异。由于这种结构,防止了接合面挠曲,并防止声匹配部件64脱离金属盒62。因此,可以提供特性随温度极小变化的超声波发射和接收设备。
在图22所示的例子中,第一层65由银焊料形成,第二层66由钛形成,第三层67由玻璃形成。接合部件60具有抗包括硫等气体的腐蚀的结构。由于这种结构,可以提供具有较长寿命的超声波发射和接收设备。
图23表示根据本发明第八个例子的超声波发射和接收设备的另一个结构示例。图23所示的超声波发射和接收设备具有这样的结构,即用于与图22所示的超声波发射和接收设备相比,更多地减少施加在接合部件60上的应力。
该接合部件60包括在金属盒62上形成的第一层71,在第一层上形成的第二层72,在第二层72上形成的第三层73。
第一层71间歇地在金属盒62上形成。换句话说,第一层71被分成多个局部层。在图23所示的例子中,第一层71被分成局部层71a、7b和71c。每个局部层71a71a、71b和71c的一面与金属盒62接合,每个局部层71a、72b和71c的另一面具有凹凸形状。此后,将具有凹凸形状的面称为“凹凸面”。
第二层72在第一层71上间歇地形成。换句话说,第二层72被分成多个局部层。在图23所示的例子中,第二层72被分成局部层72a、72b和72c。局部层72a沿着局部层71a的凹凸面形成。局部层72b沿着局部层71b的凹凸面形成。局部层72c沿着局部层71c的凹凸面形成。
通过如上所述间歇地形成第一层71和第二层72,即使在热膨胀率很大时,形状的变化也可以被限制为很小。因此,可以降低施加在第二层72和第三层73上的应力。另外,间歇存在的局部层形状的变化可以相互抵消,因此可以降低施加在第二层72和第三层73接合面上的应力。
在图23所示的例子中,间歇地形成第一层71和第二层72。因此,第三层73和金属盒62在金属盒62的一部分相互接触。但是,第三层73和金属盒62之间的接触面积非常小,因此即使在第三层73和金属盒62热膨胀率显著不同的情况下,第三层73和金属盒62也可以接合在一起。即使在第三层73和金属盒62无法接合在一起时,也可以忽略未接触状态对振动(声音)传播的影响,因为接触面积非常小。
图23所示的超声波发射和接收设备的操作和功能类似于图22所示的超声波发射和接收设备的操作和功能,这里不再描述了。
通过间歇地形成第一层71,可以降低施加在接合部件60上的应力。这允许声匹配部件64由热膨胀率比玻璃更小的材料形成。结果,可以提供输出特性随温度极小变化的超声波发射和接收设备。
图24表示根据本发明第八个例子的超声波发射和接收设备的再一个结构示例。
该接合部件60包括在金属盒62上形成的第一层81,在第一层上形成的第二层82,在第二层82上形成的第三层83。
图24所示的接合部件60具有与图22所示接合部件60相同的结构,除了前者包括多个氧化铝颗粒82。
氧化铝颗粒82具有6到7×10-6K-1的热膨胀率,其明显低于用于形成第一层81的银焊料的热膨胀率。因此,氧化铝颗粒82具有几乎不变的形状。这样,可以降低第一层81的形状的整个改变。
使用不同大小的氧化铝颗粒82具有帮助形成第一层81的凹凸面的优点。
图25表示根据本发明第八个例子的超声波发射和接收设备的再一个结构示例。图25所示的超声波发射和接收设备具有这样的结构,即比图24所示的超声波发射和接收设备更多地减少施加在接合部件60上的应力。
该接合部件60包括在金属盒62上形成的第一层91,在第一层上形成的第二层92,和在第二层92上形成的第三层93。
图25所示的接合部件60具有与图24所示接合部件60相同的结构,除了前者包括间歇形成的第一层91和第二层92。
通过如上所述间歇地形成第一层91和第二层92,即使在热膨胀率很大时,形状的变化也可以被限制为很小。另外,间歇存在的局部层的形状变化可以相互抵消。
因此,在图25所示的超声波发射和接收设备中,第一,可以降低施加在第一层91和第二层92的接合面上的应力。第二,可以降低施加在第二层92和第三层93的接合面上的应力。结果,施加在图25所示的接合部件60上的应力小于施加在图24所示的接合部件60上的应力。
通过间歇地形成第一层91,可以降低施加在接合部件60上的应力。这允许声匹配部件64由热膨胀率小于玻璃的材料形成。结果,可以提供特性随温度极小变化的超声波发射和接收设备。
(例子9)
图26表示说明根据本发明第九个例子的接合方法的过程。在图26所示的过程之后,图22所示的超声波发射和接收设备的声匹配部件64和金属盒62通过接合部件60接合在一起。
在步骤101(混合工艺),用于形成第一层65的银焊料颗粒和用于形成第二层66的钛颗粒以预定比率混合,从而形成混合物。
为了使混合物中的材料分布均匀,最好加入由粘性树脂材料形成的助固化剂。例如,可以使用熔点明显低于银、铜或钛的助固化剂。在这种情况下,助固化剂最好能够在用于形成第一层65的银焊料熔化之前蒸发。
在步骤102(混合物涂抹工艺),将混合物涂抹在金属盒62上。
在步骤103(混合物加热工艺),使涂有混合物的金属盒被放在真空炉中并被加热。
在步骤104(低熔点玻璃涂抹工艺),从真空炉中除去具有第一层65和第二层66的金属盒62,并将用于形成第三层67的低熔点玻璃涂抹到第二层66上。通过混合由树脂材料形成的助固化剂和低熔点玻璃,可以均匀地涂抹低熔点玻璃。
在步骤105(接合工艺),声匹配部件64放置在低熔点玻璃上,在大气中加热到大约450℃,同时提供大约30g的负荷。低熔点玻璃融化,从而与第二层66的钛氧化膜接合,还与声匹配部件64的玻璃接合。由于声匹配部件64的玻璃在600℃或更高的温度下软化,所以声匹配部件64的玻璃在450℃下不会融化。
混合具有不同热膨胀率的多种材料的颗粒以产生混合物,并融化该混合物。以这种方式,可以形成具有多个热膨胀率不同的层的接合部件。
在第九个例子中,钛用作特别容易氧化的材料。银焊料用作比重大于钛的材料。钛具有4.54g/cm3的密度,银铜合金具有9到10g/cm3的密度。当这些材料的混合物熔化时,钛浮在银焊料上,因此钛被氧化。以这种方式,可以在银焊料层上形成氧化钛膜。
在第九个例子中,在步骤103(混合加热工艺),混合物在大约800到900℃的温度下被加热。此加热温度充分低于钛的熔点,1650℃,但高于银焊料的熔点。因此,钛可以是浮在银焊料的流体上。浮在上面的钛与真空炉中的氧起反应,从而被融化,结果形成氧化钛膜。以这种方式,形成第二层66。
在第九个例子中,容易被氧化的钛颗粒的尺寸被设置为150μm或更小。因此,钛与氧起反应,不必被加热到钛的熔点就融化。结果,可以形成薄到几个微米的氧化钛膜。
在第九个例子中,作为容易被氧化材料的钛在20℃具有8.6×10-6K-1的热膨胀率。比重大于钛的银焊料在20℃具有15到17×10-6K-1的热膨胀率。也就是说,具有小热膨胀率的钛膜的形成使得第二层66、第一层65和金属盒62具有递增的热膨胀率。因此,可以降低由于用于形成第三层67的低熔点玻璃的热膨胀率与用于形成金属盒62的不锈钢的热膨胀率之间的差别而产生的应力。因此,即使在声匹配部件64由玻璃形成时,声匹配部件64和金属盒62也可以接合在一起。
图27表示根据图26所示的过程接合声匹配部件64和金属盒62而制成的超声波发射和接收设备的主要部分的剖面图。
在图27中,附图标记62表示不锈钢金属盒。附图标记111表示银焊料层(第一层),附图标记112表示氧化钛层(第二层),附图标记113表示氧化铝颗粒,附图标记114表示低熔点玻璃(第三层)。附图标记表示玻璃声匹配部件。
这里,通过将氧化铝颗粒113散入银焊料层111,银焊料层和氧化钛层112形成为凹凸面。
可以从图27中理解,金属盒62和银焊料层111无缝接合在一起。银焊料层111和氧化钛层112也被无缝接合在一起。
当包含银焊料颗粒和钛颗粒的混合物融化时,银焊料颗粒和钛颗粒在软化状态下接合在一起。结果,两层可以在接合面无缝接合。通过利用氧化铝颗粒113形成凹凸面,可以降低施加在氧化钛层112和低熔点玻璃层114上的应力。
氧化铝颗粒113具有低于银焊料的6到7×10-6K-1的热膨胀率。当氧化铝颗粒113包含在银焊料层111中时,银焊料层111局部具有低热膨胀率。因此,可以降低整个银焊料层111的热膨胀率。结果,降低了施加在低熔点玻璃层114上的应力。
接合面的凹凸面可以使施加在接合面上的应力方向发生变化。因此,可以降低施加在低熔点玻璃层114上的应力。因为低熔点玻璃和声匹配部件64的玻璃具有大致相同的热膨胀率,所以实质上没有应力施加在低熔点玻璃层114和声匹配部件64之间的接合面上。
由于上述的结构,声匹配部件64和用于接合声匹配部件64和金属盒62的接合部件60可以由具有低热膨胀率的材料形成。因此,可以降低超声波发射和接收设备的特性随温度的变化。
在第九个例子中,具体地,钛能够与氮或碳起反应,以形成氮化钛膜或碳化钛膜作为第二层66。在这种情况下,氮化钛膜或碳化钛膜具有与氧化钛膜相同的效果。可以通过在氮气中加热包含钛颗粒和银焊料颗粒的混合物而形成氮化钛膜。可以根据与该膜接合的材料成分来设置膜的成分。
在上述的例子中,气体被用作测量主体的一个例子。或者,流体也可以是测量的主体。
工业实用性
在根据本发明的声匹配部件中,多个小片中的至少一个在接触部分与多个小片中的至少另一个接合,以在声匹配部件中形成间隙。通过在接触部分接合小片,小片之间的接触面积增加。因此,可以增强小片之间的耦合。这就提供了减小在小片耦合点的振动衰减的作用。因此,振动器的振动可以被有效地传递到作为测量主体的流体。
在小片具有无定形的三维结构的情况下,可以增大声匹配部件中形成的间隙。因此,声匹配部件的密度可以低于小片材料的固有密度。结果,可以很容易地降低声匹配部件的声阻抗。因此,振动器的振动可以被有效地传递到作为测量主体的流体。
在小片放置成声音不通过声匹配部件线性传播的情况下,可以降低声匹配部件所允许的声速。结果,可以降低声匹配部件的声阻抗。因此,振动器的振动可以被有效地传递到作为测量主体的流体。
在小片由玻璃或陶瓷材料形成的情况下,可以提供具有较低的热膨胀率和稳定的温度特性的声匹配部件。因此,可以实现具有高精度的超声波发射和接收设备。上述得到的声匹配部件可以抵抗由例如气体中包含的硫等杂质引起的腐蚀。
通过根据本发明的制造声匹配部件的方法,通过将小片加热到软化小片材料的温度而使多个小片接合在一起。由环氧树脂等形成的粘接剂不需要用于制造声匹配部件。声匹配部件由于粘接剂的重量可以变轻。因此,可以降低声匹配部件的声阻抗。因此,振动器的振动可以被有效地传递到作为测量主体的流体。
在根据本发明的超声波发射和接收设备中,用于接合容纳振动器的金属盒和声匹配部件的接合部件具有减低金属盒热膨胀率和声匹配部件热膨胀率之间差别的结构。因此,具有不同热膨胀率的金属盒和声匹配部件可以坚固地接合,而不必利用基于例如环氧树脂的树脂的粘接剂。
Claims (24)
1.一种当声音从第一物体传播到第二物体时,用于匹配第一物体的声阻抗和第二物体的声阻抗的声匹配部件,其中:
声匹配部件包括多个具有凸起部分和下凹部分的小片,以及
多个小片中的至少一个在接触部分与多个小片中的至少另一个接合,以在声匹配部件中形成间隙。
2.根据权利要求1的声匹配部件,其中多个小片中的每一个都具有无定形的三维结构。
3.根据权利要求书1的声匹配部件,放置多个小片以防止声音通过声匹配部件线性传播。
4.根据权利要求1的声匹配部件,其中多个小片中的每一个由玻璃或陶瓷材料构成。
5.一种制造声匹配部件的方法,所述声匹配部件用于在声音从第一物体传播到第二物体时,匹配第一物体的声阻抗和第二物体的声阻抗,该方法包括步骤:
(a)形成多个具有凸起部分和下凹部分的小片;多个小片中的至少一个与多个小片中的至少另一个接合,以在声匹配部件中形成间隙。
6.根据权利要求5的制造声匹配部件的方法,其中步骤(b)包括在加热多个小片的同时在多个小片上施加负荷的步骤。
7.根据权利要求5的制造声匹配部件的方法,其中步骤(a)包括步骤:
混合多个小片和流体;
和
从多个小片和流体的混合物中蒸发流体。
8.根据权利要求7的制造声匹配部件的方法,其中流体的比重小于多个小片的比重。
9.根据权利要求8的制造声匹配部件的方法,其中在多个小片沉淀在流体中之后蒸发该流体。
10.根据权利要求5的制造声匹配部件的方法,其中通过粉化多个中空球而形成多个小片。
11.根据权利要求10的制造声匹配部件的方法,其中根据多个中空球的粉化程度来控制声匹配部件的密度。
12.根据权利要求11的制造声匹配部件的方法,其中多个中空球的粉化程度由多个中空球粉化之前的体积和多个中空球粉化后得到的多个小片的体积的比值表示。
13.一种超声波发射和接收设备,包括:
振动器;
用于容纳该振动器的金属盒;
用于匹配振动器声阻抗和在金属盒外面流动的流体的声阻抗的声匹配部件;和
用于接合声匹配部件和金属盒的接合部件,
其中:
声匹配部件包括多个具有凸起部分和下凹部分的小片,并且多个小片中的至少一个在接触部分与多个小片中的至少另一个接合,以在声匹配部件中形成间隙,以及
该接合部件具有用于减少金属盒热膨胀率和声匹配部件热膨胀率之间差值的结构。
14.根据本发明13的超声波发射和接收设备,其中接合部件包括在金属盒上形成的第一层,在第一层上形成的第二层,以及在第二层上形成的第三层;第一层由银焊料构成;第二层由钛构成;和第三层由银焊料构成。
15.根据权利要求书14的超声波发射和接收设备,其中该接合部件进一步包括在第三层上形成的第四层,和在第四层上形成的第五层,第四层为陶瓷板或玻璃板;以及第五层由熔点低于第四层材料熔点的玻璃构成。
16.根据权利要求书13的超声波发射和接收设备,其中接合部件包括在金属盒上形成的第一层,并且在通过混合银焊粉和钛粉而得到的混合物的基础上形成第一层。
17.根据权利要求书13的超声波发射和接收设备,其中接合部件包括在金属盒上形成的第一层,并且在通过混合银焊粉,钛粉和陶瓷粉末而得到的混合物的基础上形成第一层。
18.根据权利要求书13的超声波发射和接收设备,其中接合部件包括在金属盒上形成的第一层和在第一层上形成的第二层,并且第一层和第二层之间的接合面具有凹凸形状。
19.根据权利要求书18的超声波发射和接收设备,其中在金属盒上间歇地形成第一层。
20.根据权利要求18的超声波发射和接收设备,其中第一层包括多个热膨胀率低于第一层材料的热膨胀率的颗粒。
21.根据权利要求书13的超声波发射和接收设备,其中
该接合部件包括在金属盒上形成的第一层和在第一层上形成的第二层,和
通过加热包含第一材料的第一颗粒和第二材料的第二颗粒的混合物而形成第一层,其中所述第一材料易于被氧化、氮化或碳化,所述第二材料的比重大于第一材料的比重,熔点低于第一材料的熔点,第一层形成为第二材料层;和第二层在第二材料层上形成,第二层形成为氧化、氮化或碳化第一材料而得到的层。
22.根据权利要求21的超声波发射和接收设备,其中第一材料的热膨胀率低于第二材料的热膨胀率。
23.根据权利要求21的超声波发射和接收设备,其中在低于第一材料的熔点和高于第二材料熔点的温度下加热混合物。
24.根据权利要求21的超声波发射和接收设备,其中第一颗粒的尺寸为150μm或更小。
Applications Claiming Priority (18)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP322564/1999 | 1999-11-12 | ||
| JP32256499A JP4277393B2 (ja) | 1999-11-12 | 1999-11-12 | 超音波発生器 |
| JP322564/99 | 1999-11-12 | ||
| JP326339/99 | 1999-11-17 | ||
| JP326339/1999 | 1999-11-17 | ||
| JP32633999A JP2001145194A (ja) | 1999-11-17 | 1999-11-17 | 超音波発生器及びその製造方法 |
| JP164276/2000 | 2000-06-01 | ||
| JP2000164276A JP2001346295A (ja) | 2000-06-01 | 2000-06-01 | 音響整合部材とその製造方法 |
| JP164276/00 | 2000-06-01 | ||
| JP303341/00 | 2000-10-03 | ||
| JP2000303341A JP2002112393A (ja) | 2000-10-03 | 2000-10-03 | 熱膨張率の異なる物体の結合体とそれを用いた超音波送受信器 |
| JP303342/00 | 2000-10-03 | ||
| JP303341/2000 | 2000-10-03 | ||
| JP303342/2000 | 2000-10-03 | ||
| JP2000303342A JP2002112394A (ja) | 2000-10-03 | 2000-10-03 | 熱膨張率の異なる物体の結合体とそれを用いた超音波送受信器及びその製造方法 |
| JP2000317451A JP4439710B2 (ja) | 2000-10-18 | 2000-10-18 | 音響整合部材とその製造方法 |
| JP317451/2000 | 2000-10-18 | ||
| JP317451/00 | 2000-10-18 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN1342385A CN1342385A (zh) | 2002-03-27 |
| CN1145407C true CN1145407C (zh) | 2004-04-07 |
Family
ID=27554602
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CNB008043922A Expired - Fee Related CN1145407C (zh) | 1999-11-12 | 2000-11-10 | 声匹配部件及其制造方法,和利用该声匹配部件的超声波发射和接收设备 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US6545947B1 (zh) |
| EP (1) | EP1170978B1 (zh) |
| KR (1) | KR100423381B1 (zh) |
| CN (1) | CN1145407C (zh) |
| AT (1) | ATE548860T1 (zh) |
| AU (1) | AU1308601A (zh) |
| WO (1) | WO2001037609A1 (zh) |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6788620B2 (en) * | 2002-05-15 | 2004-09-07 | Matsushita Electric Ind Co Ltd | Acoustic matching member, ultrasound transducer, ultrasonic flowmeter and method for manufacturing the same |
| US7084552B2 (en) | 2003-01-16 | 2006-08-01 | The Ultran Group, Inc. | Anisotropic acoustic impedance matching material |
| EP1662840B1 (en) * | 2003-08-22 | 2014-10-01 | Panasonic Corporation | Sound matching body, process for producing the same, ultrasonic sensor and ultrasonic wave transmitting/receiving system |
| CA2805251C (en) | 2010-07-14 | 2016-09-20 | Makoto Teranishi | Ceramic filter with glass seals having ceramic particles dispersed therein |
| WO2013008470A1 (ja) * | 2011-07-13 | 2013-01-17 | パナソニック株式会社 | 音響整合体の製造方法、音響整合体、該音響整合体を用いた超音波送受波器、及び超音波流量計 |
| WO2017051590A1 (ja) | 2015-09-25 | 2017-03-30 | 株式会社日立製作所 | 接合材及びそれを用いた接合体 |
| CN110400869A (zh) * | 2019-06-19 | 2019-11-01 | 中国科学院声学研究所东海研究站 | 一种可控声阻抗的介质及其声阻抗调控方法 |
| US11664779B2 (en) | 2019-07-03 | 2023-05-30 | Toyota Motor Engineering & Manufacturing North America, Inc. | Acoustic impedance matching with bubble resonators |
| JP7296581B2 (ja) * | 2019-08-08 | 2023-06-23 | パナソニックIpマネジメント株式会社 | 超音波センサ |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4211948A (en) * | 1978-11-08 | 1980-07-08 | General Electric Company | Front surface matched piezoelectric ultrasonic transducer array with wide field of view |
| US4297607A (en) * | 1980-04-25 | 1981-10-27 | Panametrics, Inc. | Sealed, matched piezoelectric transducer |
| GB2225426B (en) * | 1988-09-29 | 1993-05-26 | Michael John Gill | A transducer |
| JP3039971B2 (ja) * | 1989-09-19 | 2000-05-08 | 株式会社日立製作所 | 接合型圧電装置及び製造方法並びに接合型圧電素子 |
| JP2920776B2 (ja) * | 1990-04-13 | 1999-07-19 | 東芝セラミックス株式会社 | 超音波プローブ |
| GB2246349B (en) * | 1990-07-24 | 1994-06-22 | British Gas Plc | Method for bonding together hollow glass spheres |
| US5553035A (en) * | 1993-06-15 | 1996-09-03 | Hewlett-Packard Company | Method of forming integral transducer and impedance matching layers |
| JP3295547B2 (ja) | 1994-08-19 | 2002-06-24 | 株式会社リコー | G3プロトコル測定装置 |
| JP3580879B2 (ja) * | 1995-01-19 | 2004-10-27 | 浜松ホトニクス株式会社 | 電子管デバイス |
| DE59510158D1 (de) * | 1995-09-28 | 2002-05-16 | Endress Hauser Gmbh Co | Ultraschallwandler |
-
2000
- 2000-11-10 US US09/889,077 patent/US6545947B1/en not_active Expired - Fee Related
- 2000-11-10 KR KR10-2001-7008850A patent/KR100423381B1/ko not_active IP Right Cessation
- 2000-11-10 WO PCT/JP2000/007981 patent/WO2001037609A1/ja active IP Right Grant
- 2000-11-10 CN CNB008043922A patent/CN1145407C/zh not_active Expired - Fee Related
- 2000-11-10 AU AU13086/01A patent/AU1308601A/en not_active Abandoned
- 2000-11-10 EP EP00974950A patent/EP1170978B1/en not_active Expired - Lifetime
- 2000-11-10 AT AT00974950T patent/ATE548860T1/de active
Also Published As
| Publication number | Publication date |
|---|---|
| EP1170978A4 (en) | 2009-03-18 |
| ATE548860T1 (de) | 2012-03-15 |
| CN1342385A (zh) | 2002-03-27 |
| KR20020007291A (ko) | 2002-01-26 |
| EP1170978B1 (en) | 2012-03-07 |
| KR100423381B1 (ko) | 2004-03-18 |
| AU1308601A (en) | 2001-05-30 |
| US6545947B1 (en) | 2003-04-08 |
| WO2001037609A1 (fr) | 2001-05-25 |
| EP1170978A1 (en) | 2002-01-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN1193253C (zh) | 平台与光模块及其制造方法和光传输装置 | |
| CN1090887C (zh) | 超声波发送机与接收机 | |
| CN1143407C (zh) | 高频滤波器 | |
| CN1145407C (zh) | 声匹配部件及其制造方法,和利用该声匹配部件的超声波发射和接收设备 | |
| CN1249405C (zh) | 声匹配层、超声波发射接收器及超声波流量计 | |
| CN1201383C (zh) | 电子部件的安装方法、安装装置及电子部件装置 | |
| CN1224137C (zh) | 测量电阻用的连接器和用于电路板的电阻测量装置以及测量方法 | |
| CN86104074A (zh) | 可掺合在聚合物中的含有很高粉末矿物质含量的热塑性组合物 | |
| CN1703929A (zh) | 超声波传感器 | |
| CN1578900A (zh) | 超声波发送接收器及超声波流量计 | |
| CN1163058C (zh) | 摄像装置 | |
| CN1740814A (zh) | 超声波传感器 | |
| CN1244074A (zh) | 并行传输模块及其制造方法 | |
| CN1649920A (zh) | 含有马来酰亚胺和相关化合物的粘合膜及其使用方法 | |
| CN1294540A (zh) | 利用激光加工被加工物的方法 | |
| CN1638076A (zh) | 半导体芯片及其制造方法、和半导体装置 | |
| CN101056898A (zh) | 用于处理玻璃纤维的改性聚烯烃类树脂、表面处理玻璃纤维及纤维强化聚烯烃类树脂 | |
| CN1643095A (zh) | 含有机间隔剂的粘合剂组合物及其应用方法 | |
| CN1558920A (zh) | 环氧树脂组合物和半导体装置 | |
| CN1222026C (zh) | 凸起形成装置和方法 | |
| CN1942022A (zh) | 电容器传声器、隔膜及它们的制造方法 | |
| CN1400854A (zh) | 电子器件及其制造方法和设计方法、电路基板以及电子装置 | |
| CN1204865A (zh) | 介电常数降低的改进二氧化硅绝缘膜及其形成方法 | |
| CN1510461A (zh) | 光波导电路 | |
| CN1314246A (zh) | 喷墨头及其制造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C06 | Publication | ||
| PB01 | Publication | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| C17 | Cessation of patent right | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20040407 Termination date: 20111110 |