CN113811576A - 树脂成型体的制造方法 - Google Patents
树脂成型体的制造方法 Download PDFInfo
- Publication number
- CN113811576A CN113811576A CN202080035183.4A CN202080035183A CN113811576A CN 113811576 A CN113811576 A CN 113811576A CN 202080035183 A CN202080035183 A CN 202080035183A CN 113811576 A CN113811576 A CN 113811576A
- Authority
- CN
- China
- Prior art keywords
- resin
- mass
- supply material
- resin molded
- cellulose nanofibers
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images


Classifications
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J3/00—Processes of treating or compounding macromolecular substances
- C08J3/20—Compounding polymers with additives, e.g. colouring
- C08J3/203—Solid polymers with solid and/or liquid additives
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B17/00—Recovery of plastics or other constituents of waste material containing plastics
- B29B17/0005—Direct recuperation and re-use of scrap material during moulding operation, i.e. feed-back of used material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B7/00—Mixing; Kneading
- B29B7/002—Methods
- B29B7/007—Methods for continuous mixing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B7/00—Mixing; Kneading
- B29B7/30—Mixing; Kneading continuous, with mechanical mixing or kneading devices
- B29B7/58—Component parts, details or accessories; Auxiliary operations
- B29B7/60—Component parts, details or accessories; Auxiliary operations for feeding, e.g. end guides for the incoming material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B7/00—Mixing; Kneading
- B29B7/80—Component parts, details or accessories; Auxiliary operations
- B29B7/88—Adding charges, i.e. additives
- B29B7/90—Fillers or reinforcements, e.g. fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/0005—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor using fibre reinforcements
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08B—POLYSACCHARIDES; DERIVATIVES THEREOF
- C08B3/00—Preparation of cellulose esters of organic acids
- C08B3/20—Esterification with maintenance of the fibrous structure of the cellulose
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J3/00—Processes of treating or compounding macromolecular substances
- C08J3/20—Compounding polymers with additives, e.g. colouring
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J3/00—Processes of treating or compounding macromolecular substances
- C08J3/20—Compounding polymers with additives, e.g. colouring
- C08J3/201—Pre-melted polymers
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L77/00—Compositions of polyamides obtained by reactions forming a carboxylic amide link in the main chain; Compositions of derivatives of such polymers
- C08L77/02—Polyamides derived from omega-amino carboxylic acids or from lactams thereof
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B7/00—Mixing; Kneading
- B29B7/30—Mixing; Kneading continuous, with mechanical mixing or kneading devices
- B29B7/34—Mixing; Kneading continuous, with mechanical mixing or kneading devices with movable mixing or kneading devices
- B29B7/38—Mixing; Kneading continuous, with mechanical mixing or kneading devices with movable mixing or kneading devices rotary
- B29B7/40—Mixing; Kneading continuous, with mechanical mixing or kneading devices with movable mixing or kneading devices rotary with single shaft
- B29B7/42—Mixing; Kneading continuous, with mechanical mixing or kneading devices with movable mixing or kneading devices rotary with single shaft with screw or helix
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B7/00—Mixing; Kneading
- B29B7/30—Mixing; Kneading continuous, with mechanical mixing or kneading devices
- B29B7/34—Mixing; Kneading continuous, with mechanical mixing or kneading devices with movable mixing or kneading devices
- B29B7/38—Mixing; Kneading continuous, with mechanical mixing or kneading devices with movable mixing or kneading devices rotary
- B29B7/46—Mixing; Kneading continuous, with mechanical mixing or kneading devices with movable mixing or kneading devices rotary with more than one shaft
- B29B7/48—Mixing; Kneading continuous, with mechanical mixing or kneading devices with movable mixing or kneading devices rotary with more than one shaft with intermeshing devices, e.g. screws
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B7/00—Mixing; Kneading
- B29B7/30—Mixing; Kneading continuous, with mechanical mixing or kneading devices
- B29B7/58—Component parts, details or accessories; Auxiliary operations
- B29B7/72—Measuring, controlling or regulating
- B29B7/726—Measuring properties of mixture, e.g. temperature or density
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B7/00—Mixing; Kneading
- B29B7/80—Component parts, details or accessories; Auxiliary operations
- B29B7/82—Heating or cooling
- B29B7/823—Temperature control
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2077/00—Use of PA, i.e. polyamides, e.g. polyesteramides or derivatives thereof, as moulding material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2105/00—Condition, form or state of moulded material or of the material to be shaped
- B29K2105/06—Condition, form or state of moulded material or of the material to be shaped containing reinforcements, fillers or inserts
- B29K2105/16—Fillers
- B29K2105/162—Nanoparticles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2401/00—Use of cellulose, modified cellulose or cellulose derivatives, e.g. viscose, as filler
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2300/00—Characterised by the use of unspecified polymers
- C08J2300/30—Polymeric waste or recycled polymer
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2323/00—Characterised by the use of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Derivatives of such polymers
- C08J2323/02—Characterised by the use of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Derivatives of such polymers not modified by chemical after treatment
- C08J2323/10—Homopolymers or copolymers of propene
- C08J2323/12—Polypropene
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2377/00—Characterised by the use of polyamides obtained by reactions forming a carboxylic amide link in the main chain; Derivatives of such polymers
- C08J2377/02—Polyamides derived from omega-amino carboxylic acids or from lactams thereof
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2400/00—Characterised by the use of unspecified polymers
- C08J2400/30—Polymeric waste or recycled polymer
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2401/00—Characterised by the use of cellulose, modified cellulose or cellulose derivatives
- C08J2401/02—Cellulose; Modified cellulose
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2401/00—Characterised by the use of cellulose, modified cellulose or cellulose derivatives
- C08J2401/08—Cellulose derivatives
- C08J2401/10—Esters of organic acids
- C08J2401/12—Cellulose acetate
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2423/00—Characterised by the use of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Derivatives of such polymers
- C08J2423/02—Characterised by the use of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Derivatives of such polymers not modified by chemical after treatment
- C08J2423/10—Homopolymers or copolymers of propene
- C08J2423/12—Polypropene
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2477/00—Characterised by the use of polyamides obtained by reactions forming a carboxylic amide link in the main chain; Derivatives of such polymers
- C08J2477/02—Polyamides derived from omega-amino carboxylic acids or from lactams thereof
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L2205/00—Polymer mixtures characterised by other features
- C08L2205/14—Polymer mixtures characterised by other features containing polymeric additives characterised by shape
- C08L2205/16—Fibres; Fibrils
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Organic Chemistry (AREA)
- Health & Medical Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Life Sciences & Earth Sciences (AREA)
- Biochemistry (AREA)
- Materials Engineering (AREA)
- Environmental & Geological Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Compositions Of Macromolecular Compounds (AREA)
- Processes Of Treating Macromolecular Substances (AREA)
Abstract
本发明提供树脂成型体的制造方法,该制造方法能够制造机械强度良好且物性的各向异性和翘曲少的树脂成型体。一种包含(A)热塑性树脂和(B)纤维素纳米纤维的树脂成型体的制造方法,其中,上述方法包括下述工序:准备包含(A)热塑性树脂和(B)纤维素纳米纤维的主供给材料(a1)、以及作为上述主供给材料(a1)的熔融处理产物的辅助供给材料(a2)的工序;将上述主供给材料(a1)与上述辅助供给材料(a2)熔融混合,得到树脂组合物(b)的树脂组合物形成工序;以及将上述树脂组合物(b)进行成型,得到树脂成型体的工序。
Description
技术领域
本发明涉及包含热塑性树脂和纤维素纳米纤维的树脂成型体的制造方法。
背景技术
热塑性树脂质轻且加工特性优异,因此被广泛用于汽车部件、电气-电子部件、办公设备外壳、精密部件等多个方面。但是,单一的树脂的机械特性、滑动性、热稳定性、尺寸稳定性等多数情况下不充分,通常使用将树脂与各种无机材料复合而成的材料。
将热塑性树脂利用玻璃纤维、碳纤维、滑石、粘土等作为无机填充剂的增强材料进行了增强的树脂组合物的比重高,因此具有所得到的树脂成型体的重量增大的问题。因此近年来,作为树脂的新型增强材料,使用了环境负荷低的纤维素。
关于纤维素,作为其单质的特性,已知其具有与芳纶纤维匹敌的高弹性模量、以及低于玻璃纤维的线膨胀系数。另外,其真密度低、为1.56g/cm3,与通常作为热塑性树脂的增强材料使用的玻璃(密度2.4~2.6g/cm3)、滑石(密度2.7g/cm3)相比,是绝对轻质的材料。
纤维素中,除了以树木为原料的纤维素以外,还涵盖以麻、棉花、槿麻、木薯等为原料的纤维素等多个分支。此外还已知有以椰果为代表的细菌纤维素等。作为纤维素原料的这些自然资源在地球上大量存在,为了对它们进行有效利用,在树脂中应用纤维素作为填料的技术备受关注。
关于CNF(纤维素纳米纤维),已知其是通过以纸浆等作为原料,将半纤维素部分水解使其脆化后,利用高压均质机、高压微射流均质机、球磨机或圆盘式粉碎机之类的粉碎法进行开纤而得到的,其在水中形成微细的被称为纳米分散的水平的高度分散状态和网络。
为了在树脂中混配CNF,需要将CNF干燥制成粉末,但CNF在与水分离的过程中会从微分散状态变成牢固的凝集体,具有难以再分散的问题。该凝集力是通过由纤维素所具有的羟基产生的氢键而表现出的,可以说非常牢固。
因此,为了充分表现出CNF所具有的性能,需要缓和由纤维素所具有的羟基产生的氢键。另外,即使能够实现氢键的缓和,在树脂中也难以维持开纤的状态(纳米尺寸(即小于1μm))。
专利文献1中记载了一种纤维增强树脂组合物,其是含有(A)化学修饰纤维素纳米纤维和(B)热塑性树脂的纤维增强树脂组合物,其中,上述化学修饰纤维素纳米纤维和热塑性树脂满足下述条件:(a)(A)化学修饰纤维素纳米纤维的溶解参数(SPcnf)相对于(B)热塑性树脂的溶解参数(SPpol)的比例R(SPcnf/SPpol)为0.87~1.88的范围;以及(b)(A)化学修饰纤维素纳米纤维的结晶度为42.7%以上。
现有技术文献
专利文献
专利文献1:日本特开2016-176052号公报
发明内容
发明所要解决的课题
专利文献1所记载的技术旨在提供一种纤维增强树脂组合物,其通过将改善了分散性的纤维与容易使该纤维分散的树脂适当地复合化而使纤维素纳米纤维良好地分散,据信根据该技术能够一定程度地提高纤维素纳米纤维的分散性。但其具有下述问题:在为了提高纤维素纳米纤维在树脂组合物中的分散性而对纤维素纳米纤维进行化学和/或物理性处理的情况下,纤维素纳米纤维也会产生劣化,不能充分得到由该纤维素纳米纤维带来的增强效果。
另一方面,纤维长度大的纤维素纳米纤维的增强效果优异,其存在于树脂组合物中的情况下,能够对该树脂组合物赋予良好的机械强度。但是,这样的纤维长度大的纤维素纳米纤维在树脂组合物中容易发生取向,因此会成为引起该树脂组合物的物性(例如成型收缩率、热膨胀系数)的各向异性(即基于方向的物性差异)的原因。已知该各向异性是在进行大型成型品的成型时发生翘曲等的主要原因。
作为抑制这样的各向异性的手段,例如可以举出使纤维素纳米纤维微分散在树脂中。为了实现该微分散,例如通常采用使用双螺杆挤出机或多螺杆挤出机来赋予强力剪切的方法。但是,该方法会引起纤维素经历强烈的热历程而显著发生变色、提供极显著着色的成型体的不良状况,近年来成为问题。另外已知在利用挤出机的加工中存在一定比例的短路径,具有仅利用单纯的混炼得不到充分的分散而形成混有巨大的凝集块(具体地说,直径为5μm以上,有时为数百μm以上)的组合物的问题。另一方面,经受了强力剪切的纤维素纳米纤维中,可能由于其纤维长度变短,还呈现出例如拉伸强度、面冲击强度显著降低之类的不良状况。
这样,利用现有技术还得不到机械强度良好、物性的各向异性和翘曲少、并且因受热所致的着色得到了抑制的含有纤维素纳米纤维的树脂组合物。
本发明的目的在于解决上述课题,提供一种树脂成型体的制造方法,其能够制造出包含纤维素纳米纤维、机械强度良好且物性的各向异性和翘曲少、因受热所致的着色得到了抑制的树脂成型体。
用于解决课题的手段
本发明人为了解决上述课题进行了深入研究,结果发现在包含纤维素纳米纤维的树脂成型体的制造中,通过以特异的方式对纤维素纳米纤维赋予热历程,能够解决上述课题,从而完成了本发明。
即,本发明包括下述方式。
[1]一种包含(A)热塑性树脂和(B)纤维素纳米纤维的树脂成型体的制造方法,其中,该方法包括下述工序:
准备包含(A)热塑性树脂和(B)纤维素纳米纤维的主供给材料(a1)、以及作为上述主供给材料(a1)的熔融处理产物的辅助供给材料(a2)的工序;
将上述主供给材料(a1)与上述辅助供给材料(a2)熔融混合,得到树脂组合物(b)的树脂组合物形成工序;以及
将上述树脂组合物(b)进行成型,得到树脂成型体的工序。
[2]一种在包含(A)热塑性树脂和(B)纤维素纳米纤维的树脂成型体的制造中提高上述(B)纤维素纳米纤维的开纤性的方法,其中,该方法包括下述工序:
准备包含(A)热塑性树脂和(B)纤维素纳米纤维的主供给材料(a1)、以及作为上述主供给材料(a1)的熔融处理产物的辅助供给材料(a2)的工序;
通过将上述主供给材料(a1)与上述辅助供给材料(a2)熔融混合来得到包含热历程不同的2种以上的纤维素纳米纤维的树脂组合物(b)的树脂组合物形成工序;以及
将上述树脂组合物(b)进行成型,得到树脂成型体的工序。
[3]如上述方式2所述的方法,其中,上述热历程不同的2种以上的纤维素纳米纤维具有相互不同的纤维长度。
[4]如上述方式1~3中任一项所述的方法,其中,将上述树脂成型体的一部分作为上述辅助供给材料(a2)使用。
[5]如上述方式1~4中任一项所述的方法,其中,上述主供给材料(a1)包含100质量份的上述(A)热塑性树脂和1~50质量份的上述(B)纤维素纳米纤维。
[6]如上述方式1~5中任一项所述的方法,其中,上述主供给材料(a1)的构成成分在熔融混合体系中相互混合并且与辅助供给材料(a2)进行混合。
[7]如上述方式1~6中任一项所述的方法,其中,上述主供给材料(a1)为第1材料与第2材料的组合,该第1材料是包含100质量份的上述(A)热塑性树脂和1~50质量份的上述(B)纤维素纳米纤维的成型体,该第2材料与上述第1材料的组成不同。
[8]如上述方式1~7中任一项所述的方法,其中,上述熔融混合以下述比例进行:相对于上述主供给材料(a1)和上述辅助供给材料(a2)的合计100质量%,上述辅助供给材料(a2)的混合比例为5~50质量%。
[9]如上述方式1~8中任一项所述的方法,其中,上述熔融混合为熔融混炼。
[10]如上述方式1~9中任一项所述的方法,其中,上述树脂成型体为粒料。
[11]如上述方式10所述的方法,其中,上述熔融混合为熔融混炼,上述熔融混炼与上述成型在单个混炼机内进行。
[12]如上述方式1~11中任一项所述的方法,其中,上述树脂成型体的成型收缩率的TD/MD比为1.05~3.0。
[13]如上述方式1~12中任一项所述的方法,其中,上述树脂成型体中,MD方向的成型收缩率为0.2%~1.2%,TD方向的成型收缩率为0.5%~1.2%。
[14]如上述方式1~13中任一项所述的方法,其中,上述树脂成型体的成型收缩率的TD/MD比(Rb)与比较树脂成型体的成型收缩率的TD/MD比(Ra1)满足式:[Rb]<[Ra1]的关系,该比较树脂成型体是除了仅利用上述主供给材料(a1)来代替上述树脂组合物(b)进行成型以外在与上述树脂成型体相同的条件下成型出的。
[15]如上述方式1~14中任一项所述的方法,其中,上述树脂成型体的拉伸强度为90MPa以上。
[16]如上述方式1~15中任一项所述的方法,其中,上述主供给材料(a1)的弹性模量与上述树脂组合物(b)的弹性模量满足下式的关系:
[树脂组合物(b)的弹性模量]≧[主供给材料(a1)的弹性模量×0.99]。
[17]如上述方式1~16中任一项所述的方法,其中,
上述方法进一步包括将上述树脂成型体的一部分作为上述辅助供给材料(a2)的至少一部分回送到上述树脂组合物形成工序中的步骤,由此使上述树脂成型体包含经历了上述主供给材料(a1)的熔融处理和2次以上的上述树脂组合物形成工序的纤维素纳米纤维,
相对于上述树脂成型体中的纤维素纳米纤维的总量100质量%,经历了上述主供给材料(a1)的熔融处理和2次以上的上述树脂组合物形成工序的纤维素纳米纤维的比例为20质量%以下。
[18]如上述方式1~17中任一项所述的方法,其中,上述树脂成型体的黄色度(YI)值与上述辅助供给材料的黄色度(YI)值之差为10以下。
[19]如上述方式1~18中任一项所述的方法,其中,上述(A)热塑性树脂为聚酰胺。
[20]如上述方式1~19中任一项所述的方法,其中,上述(B)纤维素纳米纤维为改性纤维素纳米纤维。
[21]如上述方式20所述的方法,其中,上述改性纤维素纳米纤维的取代度为0.5~1.5。
发明的效果
根据本发明,能够提供一种树脂成型体的制造方法,其能够制造出包含纤维素纳米纤维、机械强度良好且物性的各向异性和翘曲少、因受热所致的着色得到了抑制的树脂成型体。
附图说明
图1是说明作为第1实施方式的树脂成型体的制造方法的示例的工艺100的图。
图2是说明作为第1实施方式的树脂成型体的制造方法的示例的工艺200的图。
图3是说明作为第1实施方式的树脂成型体的制造方法的示例的工艺300的图。
图4是说明作为第2实施方式的树脂成型体的制造方法的示例的工艺400的图。
具体实施方式
以下对本发明的例示方式进行说明,但本发明并不限于这些方式。另外,在附图中被付以相同标号的要素旨在表示具有同样的构成或功能。
《树脂成型体的制造》
本发明的一个方式提供包含(A)热塑性树脂和(B)纤维素纳米纤维的树脂成型体的制造方法。在一个方式中,该方法包括下述工序:准备包含(A)热塑性树脂和(B)纤维素纳米纤维的主供给材料(a1)、以及作为该主供给材料(a1)的熔融处理产物的辅助供给材料(a2)的工序;将该主供给材料(a1)与该辅助供给材料(a2)熔融混合,得到树脂组合物(b)的树脂组合物形成工序;以及将该树脂组合物(b)进行成型,得到树脂成型体的工序。
本发明的一个方式提供一种在包含(A)热塑性树脂和(B)纤维素纳米纤维的树脂成型体的制造中提高(B)纤维素纳米纤维的开纤性的方法。在一个方式中,该方法包括下述工序:准备包含(A)热塑性树脂和(B)纤维素纳米纤维的主供给材料、以及作为该主供给材料的熔融处理产物的辅助供给材料的工序;通过将该主供给材料与该辅助供给材料熔融混合来得到包含热历程不同的2种以上的纤维素纳米纤维的树脂组合物的树脂组合物形成工序;以及将该树脂组合物进行成型,得到树脂成型体的工序。
在一个方式中,上述热历程不同的2种以上的纤维素纳米纤维具有相互不同的纤维长度。辅助供给材料比主供给材料具有更多的热历程,由于该原因,在一个方式中,辅助供给材料中的纤维素纳米纤维的纤维长度比主供给材料中的纤维素纳米纤维的纤维长度短。
在第1实施方式中,树脂成型体为主供给材料的构成成分(即(A)热塑性树脂、(B)纤维素纳米纤维以及任选的追加成分)和辅助供给材料的熔融混合物。第1实施方式中制造的树脂成型体代表性地可以以粒料等形状来提供。
第2实施方式中,树脂成型体为包含(A)热塑性树脂、(B)纤维素纳米纤维以及任选的追加成分的熔融混合物(第1材料)与组成与之不同的第2材料的熔融混合物。在一个方式中,第1材料可以为由第1实施方式得到的树脂成型体。由第2实施方式制造的树脂成型体代表性地除了以粒料等形状提供以外,还可以以各种成型产品的形状来提供。
[主供给材料和辅助供给材料的构成成分]
主供给材料(a1)可以为包含(A)热塑性树脂、(B)纤维素纳米纤维和任选的追加成分的混合物的形态,也可以为分别准好主供给材料的构成成分(即(A)热塑性树脂、(B)纤维素纳米纤维以及任选的追加成分)的状态。辅助供给材料为主供给材料的熔融处理产物。因此,辅助供给材料与主供给材料实质上为相同组成(即构成成分的种类和量相同),但主供给材料的构成成分的至少一部分也可以因熔融处理而发生变性。该变性包括(B)纤维素纳米纤维的纤维长度降低。
辅助供给材料(a2)由于与主供给材料实质上为相同组成,因此会与该供给材料非常良好地混合。另外,在辅助供给材料中,主供给材料中的纤维素纳米纤维的纤维长度降低,因此在主供给材料与辅助供给材料的混合物中,源自主供给材料的(即纤维长度比较大的)纤维素纳米纤维与源自辅助供给材料的(即纤维长度比较小的)纤维素纳米纤维会混合存在。若纤维素纳米纤维的纤维长度增大,则树脂成型体的机械强度提高,但另一方面树脂成型体制造时的树脂组合物的流动性降低,因此具有树脂成型体中的纤维素纳米纤维的分散性降低、树脂成型体的物性(例如热膨胀系数)的各向异性(例如在树脂成型体制造时在对应于MD方向和TD方向的方向上的差异)增大的倾向。由于纤维长度大的纤维素纳米纤维的存在对机械强度具有特别大的影响,因此即使纤维长度大的纤维素纳米纤维的用量为较少量也可显著提高机械强度。另一方面,与机械强度的情况相比,纤维长度大的纤维素纳米纤维的存在对物性的各向异性和分散性的影响程度不显著。因此,若为使用主供给材料与辅助供给材料的混合物而得到的树脂成型体,则由纤维长度大的纤维素纳米纤维的存在而明显做出贡献的机械强度良好,另一方面,也良好地获得了由于纤维长度降低的纤维素纳米纤维的共存所带来的物性各向异性降低和分散性提高的效果。这样,利用本公开的方法得到的树脂成型体能够具有可兼顾良好的机械强度、以及良好的分散性和更少的各向异性这一特异性的优点。另外,辅助供给材料由于其熔融过程中经受的剪切而在结构中最薄弱部位、具体地说在存在于结构中的纤维素纳米纤维凝集体中会产生开裂,结果纤维素纳米纤维凝集体变得更细,并且还表现出体系的粘度上升这一协同效应,能够大幅降低可包含在最终成型体中的纤维素纳米纤维凝集体的量。
在一个方式中,辅助供给材料可以从树脂成型体的一部分取出并回送到工序中。作为辅助供给材料,例如从经济性的方面出发,下述材料均可在不产生问题的范围内使用:(1)为了得到目的树脂成型体,在生产开始后,在工序条件稳定化之前所得到的树脂成型体;(2)组成实质上相同,但显示出与目的树脂成型体的物性不同的物性的树脂成型体;(3)在组成变更过程中的过渡时间带所得到的树脂成型体中,与目的树脂成型体的组成实质上相同的树脂成型体;等等。此处所说的组成实质上相同是指处于构成树脂成型体的各成分的量+5质量%~该各成分的量-5质量%的范围内。具体地说,例如在(B)纤维素纳米纤维的含量为7.5质量%时,该组成实质上相同是指为7.125质量%~7.875质量%的范围内。该+5%~-5%的范围与向混炼机所具备的材料供给装置中定期追加(再添加)材料时等所产生的组成的波动为同等程度的范围。
在一个方式中,从良好地得到基于(B)纤维素纳米纤维的特性提高效果(例如机械强度、热稳定性、耐久性等的提高效果)的方面出发,主供给材料中的(B)纤维素纳米纤维的量优选为1质量%以上、更优选为3质量%以上、进一步优选为5质量%以上,从得到良好的成型性和分散性的方面、以及减少各向异性的方面出发,该(B)纤维素纳米纤维的量优选为50质量%以下、更优选为40质量%以下、进一步优选为20质量%以下。
以下对于主供给材料(和与其实质上相同组成的辅助供给材料)的构成要素的例示方式进一步进行说明。
<(A)热塑性树脂>
作为(A)热塑性树脂,可以使用各种树脂。在一个方式中,(A)热塑性树脂具有5000以上的数均分子量。另外,本公开的数均分子量是将使用GPC(凝胶渗透色谱)进行测定而得到的谱图利用GPC用标准聚合物换算而得到的值。作为此时的GPC用标准聚合物,可以使用本领域技术人员公知的聚合物。通常可例示出聚苯乙烯、聚甲基丙烯酸甲酯、聚乙二醇、聚氧乙烯等。使用哪种标准聚合物根据GPC测定时的洗脱液的种类进行选择。若举出其一例,例如在洗脱液为六氟异丙醇时,标准聚合物使用聚甲基丙烯酸甲酯;洗脱液为四氢呋喃、氯仿、甲苯、1,2,4-三氯苯时,标准聚合物使用聚苯乙烯;洗脱液为甲醇、N,N-二甲基甲酰胺、水系时,标准聚合物使用聚乙二醇、聚氧乙烯。
作为(A)热塑性树脂,可以举出在100℃~350℃的范围内具有熔点的结晶性树脂、或者在100~250℃的范围内具有玻璃化转变温度的非晶性树脂。(A)热塑性树脂可以由1种或2种以上的均聚物或共聚物均可的聚合物构成。
此处所说的结晶性树脂的熔点是指在使用差示扫描量热分析装置(DSC)以10℃/分钟的升温速度从23℃升温时所出现的吸热峰的峰顶温度。吸热峰出现2个以上的情况下,是指最高温侧的吸热峰的峰顶温度。此时吸热峰的焓值优选为10J/g以上、更优选为20J/g以上。另外,在测定时,优选使用如下得到的样品:将样品一次性加热至熔点+20℃以上的温度条件,使树脂熔融,之后以10℃/分钟的降温速度冷却至23℃,使用所得到的样品。
另外,此处所说的非晶性树脂的玻璃化转变温度是指使用动态粘弹性测定装置以2℃/分钟的升温速度从23℃进行升温同时以10Hz的施加频率进行测定时,储能模量显著降低、损耗模量达到最大的峰的峰顶温度。在出现2个以上的损耗模量的峰的情况下,是指最高温侧的峰的峰顶温度。关于此时的测定频率,为了提高测定精度,优选在至少20秒进行1次以上的测定。另外,对于测定用样品的制备方法没有特别限制,从消除成型应变的影响的方面出发,优选使用热压成型品的切片,从热传导的方面出发,优选尽可能减小切片的尺寸(宽度和厚度)。
作为(A)热塑性树脂,可以举出聚酰胺系树脂、聚酯系树脂、聚缩醛系树脂、聚碳酸酯系树脂、聚丙烯酸系树脂、聚苯醚系树脂(也包括将聚苯醚与其他树脂共混或进行接枝聚合而改性的改性聚苯醚)、聚芳酯系树脂、聚砜系树脂、聚苯硫醚系树脂、聚醚砜系树脂、聚酮系树脂、聚苯醚酮类树脂、聚酰亚胺系树脂、聚酰胺酰亚胺系树脂、聚醚酰亚胺系树脂、聚氨酯系树脂、聚烯烃系树脂(例如α-烯烃(共聚)聚合物)、各种离聚物等。
这些成分可以单独使用一种,也可以合用两种以上。在合用两种以上的情况下,可以以聚合物合金的形式使用。另外,上述的热塑性树脂也可以使用利用选自不饱和羧酸、其酸酐或其衍生物中的至少一种化合物进行了改性而成的成分。
这些之中,从耐热性、成型性、美观性和机械特性的方面出发,优选为选自由聚烯烃系树脂、聚酰胺系树脂、聚酯系树脂、聚缩醛系树脂、聚丙烯酸系树脂、聚苯醚系树脂以及聚苯硫醚系树脂组成的组中的1种以上的树脂。
这些之中,从处理性和成本的方面出发,更优选为选自由聚烯烃系树脂、聚酰胺系树脂、聚缩醛系树脂以及聚苯醚系树脂组成的组中的1种以上的树脂,特别是选自由聚烯烃系树脂以及聚酰胺系树脂组成的组中的1种以上的树脂。在特别优选的方式中,(A)热塑性树脂为聚酰胺。
聚烯烃系树脂是将包含烯烃类(例如α-烯烃类)的单体单元进行聚合而得到的高分子。作为聚烯烃系树脂的具体例没有特别限定,例如可以举出以低密度聚乙烯(例如线性低密度聚乙烯)、高密度聚乙烯、超低密度聚乙烯、超高分子量聚乙烯等例示出的乙烯系(共聚)聚合物、以聚丙烯、乙烯-丙烯共聚物、乙烯-丙烯-二烯共聚物等例示出的聚丙烯系(共聚)聚合物、以乙烯-丙烯酸共聚物、乙烯-甲基丙烯酸甲酯共聚物、乙烯-甲基丙烯酸缩水甘油酯共聚物等为代表的α-烯烃与其他单体单元的共聚物等。
作为此处最优选的聚烯烃系树脂,可以举出聚丙烯。特别是优选依据ISO1133在230℃、负荷21.2N的条件下测定的熔体流动速率(MFR)为3g/10分钟以上30g/10分钟以下的聚丙烯。MFR的下限值更优选为5g/10分钟、进而更优选为6g/10分钟、最优选为8g/10分钟。另外,上限值更优选为25g/10分钟、进而更优选为20g/10分钟、最优选为18g/10分钟。从提高组合物的韧性的方面出发,MFR优选不超过上述上限值,从组合物的流动性的方面出发,MFR优选不低于上述下限值。
另外,为了提高与纤维素的亲和性,也可以适宜地使用进行了酸改性的聚烯烃系树脂。作为酸,可以从马来酸、富马酸、琥珀酸、邻苯二甲酸和它们的酸酐以及柠檬酸等多元羧酸等中适宜地选择。从容易提高改性率的方面出发,这些之中,优选马来酸或其酸酐。对于改性方法没有特别限制,通常为在过氧化物存在下/非存在下将树脂加热至熔点以上来进行熔融混炼的方法。作为进行酸改性的聚烯烃树脂,上述聚烯烃系树脂均可使用,其中可以适宜地使用聚丙烯。
经酸改性的聚烯烃系树脂可以单独使用,但为了调整作为组合物的改性率,更优选与未经改性的聚烯烃系树脂混合使用。例如,在使用未经改性的聚丙烯与经酸改性的聚丙烯的混合物的情况下,经酸改性的聚丙烯相对于全部聚丙烯的比例优选为0.5质量%~50质量%。更优选的下限为1质量%、进一步优选为2质量%、进而更优选为3质量%、特别优选为4质量%、最优选为5质量%。另外,更优选的上限为45质量%、进一步优选为40质量%、进而更优选为35质量%、特别优选为30质量%、最优选为20质量%。为了维持与纤维素的界面强度,优选为下限以上;为了维持作为树脂的延展性,优选为上限以下。
经酸改性的聚烯烃系树脂的酸改性率的下限优选为0.01质量%、更优选为0.1质量%、进一步优选为0.3质量%、特别优选为0.5质量%、最优选为0.7质量%。另外,上限优选为10质量%、更优选为5质量%、进一步优选为3质量%、特别优选为2质量%、最优选为1.5质量%。为了维持与纤维素的界面强度,优选为下限以上,为了维持经酸改性的聚烯烃的机械物性,优选为上限以下。
为了提高与纤维素界面的亲和性,优选的是,经酸改性的聚丙烯依据ISO1133在230℃、负荷21.2N的条件下测定的熔体流动速率(MFR)优选为50g/10分钟以上。更优选的下限为100g/10分钟、进而更优选为150g/10分钟、最优选为200g/10分钟。上限不特别限定,从维持机械强度的方面出发为500g/10分钟。通过使MFR为该范围内,能够享有容易存在于纤维素与树脂的界面处的优点。
关于作为热塑性树脂优选的聚酰胺系树脂没有特别限定,可以举出:通过内酰胺类的缩聚反应得到的聚酰胺6、聚酰胺11、聚酰胺12等;作为1,6-己二胺、2-甲基-1,5-戊二胺、1,7-庚二胺、2-甲基-1-6-己二胺、1,8-辛二胺、2-甲基-1,7-庚二胺、1,9-壬二胺、2-甲基-1,8-辛二胺、1,10-癸二胺、1,11-十一烷二胺、1,12-十二烷二胺、间苯二甲胺等二胺类与丁二酸、戊二酸、己二酸、庚二酸、辛二酸、壬二酸、癸二酸、苯-1,2-二甲酸、苯-1,3-二甲酸、苯-1,4二甲酸等、环己烷-1,3-二甲酸、环己烷-1,4-二甲酸等二羧酸类的共聚物的形式得到的聚酰胺6,6、聚酰胺6,10、聚酰胺6,11、聚酰胺6,12、聚酰胺6,T、聚酰胺6,I、聚酰胺9,T、聚酰胺10,T、聚酰胺2M5,T、聚酰胺MXD,6、聚酰胺6,C、聚酰胺2M5,C等;以及将它们分别进行了共聚的共聚物(作为一例,为聚酰胺6,T/6,I)等的共聚物。
这些聚酰胺系树脂中,更优选聚酰胺6、聚酰胺11、聚酰胺12、聚酰胺6,6、聚酰胺6,10、聚酰胺6,11、聚酰胺6,12之类的脂肪族聚酰胺、以及聚酰胺6,C、聚酰胺2M5,C之类的脂环式聚酰胺。
聚酰胺系树脂的末端羧基浓度没有特别限制,下限值优选为20μmol/g、更优选为30μmol/g。另外,末端羧基浓度的上限值优选为150μmol/g、更优选为100μmol/g、进一步优选为80μmol/g。
聚酰胺系树脂中,羧基末端基团相对于全部末端基团的比例([COOH]/[全部末端基团])优选为0.30~0.95。羧基末端基团比例下限更优选为0.35、进而更优选为0.40、最优选为0.45。另外,羧基末端基团比例上限更优选为0.90、进而更优选为0.85、最优选为0.80。从(B)纤维素纳米纤维在树脂组合物中的分散性的方面出发,上述羧基末端基团比例优选为0.30以上,从所得到的树脂组合物的色调的方面出发,上述羧基末端基团比例优选为0.95以下。
作为聚酰胺系树脂的末端基团浓度的调整方法,可以使用公知的方法。例如可以举出按照在聚酰胺聚合时达到规定的末端基团浓度的方式向聚合液中添加二胺化合物、单胺化合物、二羧酸化合物、单羧酸化合物、酸酐、单异氰酸酯、单酰卤化物、单酯、单醇等与末端基团发生反应的末端调整剂的方法。
作为与末端氨基发生反应的末端调整剂,例如可以举出:乙酸、丙酸、丁酸、戊酸、己酸、辛酸、月桂酸、十三酸、十四酸、棕榈酸、硬脂酸、特戊酸、异丁酸等脂肪族单羧酸;环己烷甲酸等脂环式单羧酸;苯甲酸、甲基苯甲酸、α-萘甲酸、β-萘甲酸、甲基萘甲酸、苯乙酸等芳香族单羧酸;以及从这些物质中任选的2种以上的混合物。这些之中,从反应性、封闭末端的稳定性、价格等方面出发,优选为选自由乙酸、丙酸、丁酸、戊酸、己酸、辛酸、月桂酸、十三酸、十四酸、棕榈酸、硬脂酸和苯甲酸组成的组中的1种以上的末端调整剂,最优选乙酸。
作为与末端羧基发生反应的末端调整剂,例如可以举出甲胺、乙胺、丙胺、丁胺、己胺、辛胺、癸胺、硬脂胺、二甲胺、二乙胺、二丙胺、二丁胺等脂肪族单胺;环己胺、二环己胺等脂环式单胺;苯胺、甲苯胺、二苯胺、萘胺等芳香族单胺;以及它们任意的混合物。这些之中,从反应性、沸点、封闭末端的稳定性、价格等方面出发,优选为选自由丁胺、己胺、辛胺、癸胺、硬脂胺、环己胺和苯胺组成的组中的1种以上的末端调整剂。
从精度、简便性的方面出发,这些氨基末端基团和羧基末端基团的浓度优选通过1H-NMR根据各末端基团所对应的特性信号的积分值来求出。作为求出这些末端基团的浓度的方法,具体地说,推荐日本特开平7-228775号公报所记载的方法。使用该方法的情况下,作为测定溶剂,氘代三氟乙酸是有用的。另外,关于1H-NMR的积分次数,在利用具有足够的分辨率的设备进行测定时,也至少需要300次扫描。此外,通过日本特开2003-055549号公报所记载的基于滴定的测定方法也能够测定末端基团的浓度。不过,为了尽可能减少所混合的添加剂、润滑剂等的影响,更优选利用1H-NMR进行定量。
聚酰胺系树脂依据ISO307在96%硫酸中测定的粘度数[VN]优选为60~300、更优选为70~250、进一步优选为75~200、特别优选为80~180。具有上述范围的粘度数的聚酰胺系树脂能够使将树脂组合物注射成型来制造树脂成型体时的模具内流动性良好、能够使树脂成型体的外观良好,从这方面出发是有利的。
关于作为热塑性树脂所优选的聚酯系树脂没有特别限定,可以使用选自聚对苯二甲酸乙二醇酯(PET)、聚对苯二甲酸丁二醇酯(PBT)、聚萘二甲酸乙二醇酯(PEN)、聚丁二酸丁二醇酯(PBS)、聚丁二酸-己二酸-丁二醇酯(PBSA)、聚对苯二甲酸-己二酸丁二酯(PBAT)、聚芳酯(PAR)、聚羟基链烷酸(PHA)(由3-羟基链烷酸形成的聚酯树脂)、聚乳酸(PLA)、聚碳酸酯(PC)等中的1种或2种以上。作为这些之中更优选的聚酯系树脂,可以举出PET、PBS、PBSA、PBT以及PEN,可以进一步优选举出PBS、PBSA以及PBT。
另外,聚酯系树脂中,可以根据聚合时的单体比例以及末端稳定化剂有无添加和添加量来自由改变末端基团,但聚酯系树脂的羧基末端基团相对于全部末端基团的比例([COOH]/[全部末端基团])优选为0.30~0.95。羧基末端基团的比例的下限更优选为0.35、进一步优选为0.40、最优选为0.45。另外,羧基末端基团的比例的上限更优选为0.90、进一步优选为0.85、最优选为0.80。从(B)纤维素纳米纤维在组合物中的分散性的方面出发,上述羧基末端基团的比例优选为0.30以上,从所得到的组合物的色调的方面出发,上述羧基末端基团的比例优选为0.95以下。
作为热塑性树脂优选的聚缩醛系树脂通常为以甲醛为原料的均聚乙缩醛、以及以三聚甲醛作为主单体(例如包含1,3-二氧戊环作为共聚单体成分)的共聚缩醛,两者均可使用,但从加工时的热稳定性的方面出发,可以优选使用共聚缩醛。特别是作为共聚单体成分(例如1,3-二氧戊环)量,优选为0.01~4摩尔%的范围内。共聚单体成分量更优选的下限量为0.05摩尔%、进一步优选为0.1摩尔%、特别优选为0.2摩尔%。另外,更优选的上限量为3.5摩尔%、进一步优选为3.0摩尔%、特别优选为2.5摩尔%、最优选为2.3摩尔%。从挤出加工时和成型加工时的热稳定性的方面出发,优选下限为上述范围内,从机械强度的方面出发,优选上限为上述范围内。
<(B)纤维素纳米纤维>
(B)纤维素纳米纤维是平均纤维径为1000nm以下的纤维素。(B)纤维素纳米纤维的优选例没有特别限定,例如可以使用以纤维素浆作为原料的纤维素纳米纤维或这些纤维素的改性物中的1种以上。这些之中,从稳定性、性能等方面出发,可以优选使用纤维素的改性物中的1种以上。从树脂成型体得到良好的机械强度(特别是拉伸弹性模量)的方面出发,(B)纤维素纳米纤维的平均纤维径为1000nm以下、优选为500nm以下、更优选为200nm以下。平均纤维径小是优选的,但从加工容易性的方面出发,可以优选为10nm以上、更优选为20nm以上、进一步优选为30nm以上。上述平均纤维径为利用激光衍射/散射法粒度分布计以积分体积达到50%时的颗粒的球形换算直径(体积平均粒径)的形式求出的值。
上述平均纤维径可以通过下述方法进行测定。使(B)纤维素纳米纤维为固体成分40质量%,在行星式混合机(例如株式会社品川工业所制、5DM-03-R、搅拌叶片为钩型)中,在室温常压下以126rpm混炼30分钟,接着以0.5质量%的浓度制成纯水悬浮液,使用高剪切均化器(例如日本精机株式会社制、商品名“EXCEL AUTO HOMOGENIZER ED-7”处理条件)以转速15,000rpm×5分钟进行分散,使用离心分离机(例如久保田商事株式会社制、商品名“6800型离心分离器”、Rotor Type RA-400型),以离心力为39200m2/s的处理条件离心10分钟,采集上清,进一步对该上清以116000m2/s进行45分钟离心处理,采集离心后的上清。使用该上层清液,将利用激光衍射/散射法粒度分布计(例如堀场制作所株式会社制、商品名“LA-910”或商品名“LA-950”、超声波处理1分钟、折射率1.20)得到的体积频率粒度分布中的积分50%粒径(即,相对于颗粒整体的体积,积分体积达到50%时的颗粒的球形换算直径)作为体积平均粒径。
在代表性的方式中,(B)纤维素纳米纤维的L/D比为20以上。纤维素纳米纤维的L/D下限优选为30、更优选为40、进一步优选为50、进而更优选为100。上限没有特别限定,从处理性的方面出发,优选为10000以下。为了利用少量的纤维素纳米纤维发挥出本公开的树脂组合物的良好的机械特性,纤维素纳米纤维的L/D比优选为上述范围内。
本公开中,纤维素纳米纤维的长度(L)、直径(D)和L/D比如下求出:将纤维素纳米纤维的水分散液使用高剪切均化器(例如日本精机株式会社制、商品名“EXCEL AUTOHOMOGENIZER ED-7”)以转速15,000rpm×5分钟的处理条件进行分散,将所得到的水分散体用纯水稀释至0.1~0.5质量%,浇注在云母上,将其风干,制成测定样品,利用光学显微镜或高分辨率扫描型显微镜(SEM)或原子力显微镜(AFM)进行测量而求出。具体地说,在按照至少观测100根纤维素纳米纤维的方式进行了倍率调整的观察视野中,测量随机选取的100根纤维素纳米纤维的长度(L)和直径(D),计算出比(L/D)。另外,本公开的纤维素纳米纤维的长度和直径为上述100根纤维素的数均值。
(B)纤维素纳米纤维可以为如下得到的纤维素:将纸浆等利用100℃以上的热水等进行处理,将半纤维素部分水解使其脆化后,通过使用高压均质机、高压微射流均质机、球磨机、圆盘式粉碎机等的粉碎法进行开纤,得到纤维素。
在一个方式中,(B)纤维素纳米纤维为改性物(即改性纤维素纳米纤维)。作为(B)纤维素纳米纤维的改性物,可以举出利用选自酯化剂、甲硅烷基化剂、异氰酸酯化合物、卤代烷基化剂、氧化亚烷基和/或缩水甘油基化合物中的1种以上的改性剂对纤维素进行了改性的改性物。在优选的方式中,(B)纤维素纳米纤维为未改性物、或者为不含有含氧酸改性基团(即纤维素的羟基经含氧酸(例如羧酸)或其盐(例如羧酸盐)进行了转换的部位)的改性物,该优选改性物的示例为利用上述列举的改性剂所得到的改性物。
作为改性剂的酯化剂包含具有能够与(B)纤维素纳米纤维的表面的羟基反应并将其酯化的至少一种官能团的有机化合物。另外,酯化可以利用国际公开第2017/159823号的[0108]段中记载的方法来实施。酯化剂可以为市售的试剂或产品。
作为酯化剂的适宜例没有特别限定,例如可以举出乙酸、丙酸、丁酸、戊酸、己酸、辛酸、月桂酸、十三酸、十四酸、棕榈酸、硬脂酸、特戊酸、异丁酸等脂肪族单羧酸;环己烷甲酸等脂环式单羧酸;苯甲酸、甲基苯甲酸、α-萘甲酸、β-萘甲酸、甲基萘甲酸、苯乙酸等芳香族单羧酸;以及从它们中任选的2种以上的混合物和这些酸与乙烯醇的酯化物(作为示例,为乙酸乙烯酯、丙酸乙烯酯、丁酸乙烯酯、戊酸乙烯酯、已酸乙烯酯、辛酸乙烯酯、月桂酸乙烯酯等)、以及从上述酸中任选的对称酸酐(作为示例,为乙酸酐、马来酸酐、环己烷-羧酸酐、苯-磺酸酐)、混合酸酐(作为示例,为丁酸-戊酸酐)、环状酸酐(作为示例,为琥珀酸酐、邻苯二甲酸酐、萘-1,8:4,5-四甲酸二酐、环己烷-1,2,3,4-四甲酸3,4-酸酐)、酯酸酐(作为示例,为乙酸3-(乙氧基羰基)丙烷酸酐、碳酸苯甲酰基乙酯)等。
这些之中,从反应性、稳定性、价格等方面出发,可以优选使用乙酸、丙酸、丁酸、戊酸、己酸、辛酸、月桂酸、十三酸、十四酸、棕榈酸、硬脂酸、这些酸与乙烯醇的酯化物、苯甲酸、乙酸酐、马来酸酐、琥珀酸酐以及邻苯二甲酸酐。
作为改性剂的甲硅烷基化剂包含含Si化合物,该含Si化合物具有能够与纤维素表面的羟基或其水解后的基团反应的至少一个反应性基团。甲硅烷基化剂可以为市售的试剂或产品。
作为甲硅烷基化剂的优选例没有特别限定,可以举出二甲基异丙基氯硅烷、二甲基丁基氯硅烷、二甲基辛基氯硅烷、二甲基十二烷基氯硅烷、二甲基十八烷基氯硅烷、二甲基苯基氯硅烷、(1-己烯基)二甲基氯硅烷、己基甲基二氯硅烷、庚基甲基二氯硅烷、辛基三氯硅烷、六甲基二硅氮烷、1,3-二乙烯基-1,1,3,3-四甲基二硅氮烷、1,3-二乙烯基-1,3-二苯基-1,3-二甲基-二硅氮烷、1,3-N-二辛基四甲基-二硅氮烷、二异丁基四甲基二硅氮烷、二乙基四甲基二硅氮烷、N-二丙基四甲基二硅氮烷、N-二丁基四甲基二硅氮烷或1,3-二(对叔丁基苯乙基)四甲基二硅氮烷、N-三甲基甲硅烷基乙酰胺、N-甲基二苯基甲硅烷基乙酰胺、N-三乙基甲硅烷基乙酰胺、叔丁基二苯基甲氧基硅烷、十八烷基二甲基甲氧基硅烷、二甲基辛基甲氧基硅烷、辛基甲基二甲氧基硅烷、辛基三甲氧基硅烷、三甲基乙氧基硅烷、辛基三乙氧基硅烷等。
这些之中,从反应性、稳定性、价格等方面出发,可以优选使用六甲基二硅氮烷、十八烷基二甲基甲氧基硅烷、二甲基辛基甲氧基硅烷以及三甲基乙氧基硅烷。
作为改性剂的卤代烷基化剂包含具有能够与纤维素表面的羟基反应而将其卤代烷基化的至少一种官能团的有机化合物。卤代烷基化剂可以为市售的试剂或产品。
作为卤代烷基化剂的优选例没有特别限定,可以使用氯丙烷、氯丁烷、溴丙烷、溴己烷、溴庚烷、碘甲烷、碘乙烷、碘辛烷、碘十八烷、碘苯等。这些之中,从反应性、稳定性、价格等方面出发,可以优选使用溴己烷以及碘辛烷。
作为改性剂的异氰酸酯化合物包含具有至少一个能够与(B)纤维素纳米纤维表面的羟基反应的异氰酸酯基的有机化合物。另外,异氰酸酯化合物可以为能够在特定温度下发生封端基团的脱离而再生为异氰酸酯基的封端异氰酸酯化合物,另外还可以为多异氰酸酯的二聚体或三聚体、缩二脲化异氰酸酯等改性物、多亚甲基多苯基多异氰酸酯(聚合MDI)等。它们可以为市售的试剂或产品。
作为异氰酸酯化合物的优选例没有特别限定,可以举出脂肪族多异氰酸酯、脂环族多异氰酸酯、芳香族多异氰酸酯、芳香脂肪族多异氰酸酯、封端异氰酸酯化合物、多异氰酸酯等。例如可以举出四亚甲基二异氰酸酯、十二亚甲基二异氰酸酯、六亚甲基二异氰酸酯、2,2,4-三甲基六亚甲基二异氰酸酯、2,4,4-三甲基六亚甲基二异氰酸酯、赖氨酸二异氰酸酯、2-甲基戊烷-1,5-二异氰酸酯、3-甲基戊烷-1,5-二异氰酸酯、异佛尔酮二异氰酸酯、氢化苯二亚甲基二异氰酸酯、4,4’-二环己基甲烷二异氰酸酯、1,4-环己烷二异氰酸酯、甲基亚环己基二异氰酸酯、1,3-双(异氰酸酯甲基)环己烷)、甲苯二异氰酸酯(TDI)、2,2’-二苯基甲烷二异氰酸酯、2,4’-二苯基甲烷二异氰酸酯、4,4’-二苯基甲烷二异氰酸酯(MDI)、4,4’-二苄基二异氰酸酯、1,5-亚萘基二异氰酸酯、苯二亚甲基二异氰酸酯、1,3-苯二异氰酸酯、1,4-苯二异氰酸酯)、二烷基二苯基甲烷二异氰酸酯、四烷基二苯基甲烷二异氰酸酯、α,α,α,α-四甲基苯二甲基二异氰酸酯、使肟系封端剂、酚系封端剂、内酰胺系封端剂、醇系封端剂、活性亚甲基系封端剂、胺系封端剂、吡唑系封端剂、亚硫酸氢盐系封端剂或咪唑系封端剂与上述异氰酸酯化合物反应而成的封端异氰酸酯化合物等。
这些之中,从反应性、稳定性、价格等方面出发,可以优选使用TDI、MDI、六亚甲基二异氰酸酯、以及以六亚甲基二异氰酸酯改性物和六亚甲基二异氰酸酯作为原料的封端异氰酸酯。
从反应性、稳定性的方面出发,封端异氰酸酯化合物的封端基团的解离温度的上限值优选为210℃、更优选为190℃、进一步优选为150℃。另外,下限值优选为70℃、更优选为80℃、进一步优选为110℃。作为封端基团的解离温度为该范围的封端剂,可以举出甲基乙基酮肟、邻仲丁基苯酚、己内酰胺、亚硫酸氢钠、3,5-二甲基吡唑、2-甲基咪唑等。
作为改性剂的氧化亚烷基和/或缩水甘油基化合物包含具有至少一个能够与纤维素表面的羟基反应的氧化亚烷基、缩水甘油基和/或环氧基的有机化合物。氧化亚烷基和/或缩水甘油基化合物可以为市售的试剂或产品。
作为氧化亚烷基和/或缩水甘油基化合物的优选例没有特别限定,例如可以举出:甲基缩水甘油醚、乙基缩水甘油醚、丁基缩水甘油醚、2-乙基己基缩水甘油醚、2-甲基辛基缩水甘油醚、苯基缩水甘油醚、对叔丁基苯基缩水甘油醚、仲丁基苯基缩水甘油醚、正丁基苯基缩水甘油醚、苯基苯酚缩水甘油醚、甲苯基缩水甘油醚、二溴甲苯基缩水甘油醚等缩水甘油醚;乙酸缩水甘油酯、硬脂酸缩水甘油酯等缩水甘油酯;乙二醇二缩水甘油醚、丙二醇二缩水甘油醚、1,4-丁二醇二缩水甘油醚、六亚甲基二醇二缩水甘油醚、间苯二酚二缩水甘油醚、双酚A二缩水甘油醚、聚乙二醇二缩水甘油醚、聚丙二醇二缩水甘油醚、聚丁二醇二缩水甘油醚、甘油三缩水甘油醚、三羟甲基丙烷三缩水甘油醚、季戊四醇四缩水甘油醚、山梨糖醇聚缩水甘油醚、山梨糖醇酐聚缩水甘油醚、聚甘油聚缩水甘油醚、双甘油聚缩水甘油醚等多元醇缩水甘油醚。
这些之中,从反应性、稳定性、价格等方面出发,可以优选使用2-甲基辛基缩水甘油醚、六亚甲基二醇二缩水甘油醚以及季戊四醇四缩水甘油醚。
从得到(B)纤维素纳米纤维在(A)热塑性树脂中的良好的分散性的方面出发,改性纤维素纳米纤维的总取代度为0.5以上、或者为0.7以上、或者为0.75以上,从良好地保持(B)纤维素纳米纤维的物性的方面出发,改性纤维素纳米纤维的总取代度为1.5以下、或者为1.3以下、或者为1.25以下。在一个方式中,改性纤维素纳米纤维为酯化纤维素纳米纤维,上述总取代度为总酯取代度。取代度可以如下求出:将改性纤维素纳米纤维冷冻粉碎,进行13C固体NMR测定,根据相对于出现在50ppm至110ppm的范围中的归属于来自纤维素的吡喃糖环的碳C1-C6的信号的合计面积强度(Inp)的、归属于来自修饰基团的一个碳原子的信号的面积强度(Inf),由下式求出取代度。
取代度=(Inf)×6/(Inp)
例如,在修饰基团为乙酰基的情况下,使用归属于-CH3的23ppm的信号即可。
以下例示出所使用的13C固体NMR测定的条件。
装置:Bruker Biospin Avance500WB
频率:125.77MHz
测定方法;DD/MAS法
等待时间:75sec
NMR试样管:4mmΦ
积分次数:640次(约14Hr)
MAS:14,500Hz
化学位移基准:甘氨酸(外部基准:176.03ppm)
《追加成分》
主供给材料中,除了(A)热塑性树脂和(B)纤维素纳米纤维以外,还可以任选包含追加成分。作为追加成分,可以举出表面处理剂、抗氧化剂、无机填充剂、润滑油等。这些成分分别可以使用1种或以2种以上的组合。另外,这些成分可以为市售的试剂或产品。
作为表面处理剂的优选例,可以举出在分子内具有亲水性链段和疏水性链段的化合物,更具体地说,可以举出分别使用一种以上的提供亲水性链段的化合物(例如聚乙二醇)、提供疏水性链段的化合物(例如聚丙二醇、聚(四亚甲基醚)二醇(PTMEG)、聚丁二烯二醇等)而得到的共聚物(例如环氧丙烷与环氧乙烷的嵌段共聚物、四氢呋喃与环氧乙烷的嵌段共聚物)等。
关于主供给材料中的表面处理剂的优选含量,从提高(B)纤维素纳米纤维在树脂成型体中的分散性的方面出发,优选为0.1质量%以上、或者为0.2质量%以上、或者为0.5质量%,从抑制树脂成型体的塑化、良好地保持强度的方面出发,优选为50质量%以下,或者上限为30质量%、或20质量%、或18质量%、或15质量%、或10质量%、或5质量%。
关于表面处理剂相对于(B)纤维素纳米纤维100质量份的优选量,从提高(B)纤维素纳米纤维在树脂成型体中的分散性的方面出发,优选为0.1质量份以上、或者为0.5质量份以上、或者为1质量份以上,从抑制树脂成型体的塑化、良好地保持强度的方面出发,优选为100质量份以下、或者为99质量份以下、或者为90质量份以下、或者为80质量份以下、或者为70质量份以下、或者为50质量份以下、或者为40质量份以下。
作为抗氧化剂,从防止因受热所致的劣化的效果的方面出发,优选受阻酚系抗氧化剂、硫系抗氧化剂以及磷系抗氧化剂,更优选磷系抗氧化剂和受阻酚系抗氧化剂,进一步优选磷系抗氧化剂和/或受阻酚系抗氧化剂与受阻胺系光稳定剂(HALS)的合用。
抗氧化剂的优选量相对于树脂成型体整体优选为0.01质量%以上、或者为0.02质量%以上、或者为0.03质量%以上、或者为0.05质量%以上,优选为5质量%以下、或者为4质量%以下、或者为3质量%以下、或者为2质量%以下、或者为1质量%以下。
作为无机填充剂,可以举出纤维状颗粒、板状颗粒、无机颜料等。纤维状颗粒和板状颗粒的平均长宽比可以为5以上。具体地说,可以举出玻璃纤维、玻璃鳞片、玻璃中空球、碳纤维、碳纳米管、炭黑、滑石、云母、硅灰石、碳酸钙、硫酸钡、氢氧化镁、氧化镁、托贝莫来石、埃洛石、埃洛石纳米管、二氧化钛、硫化锌、氧化锌、氧化铁、硫化铁等。从提高由树脂组合物成型为树脂成型体时的处理性的方面出发,树脂成型体中的无机填充剂的量相对于(A)热塑性树脂100质量份优选为0.002质量份~50质量份。
作为润滑油,可以举出天然油(机油、气缸油等)、合成烃(链烷烃系油、环烷烃系油、芳香系油等)、硅酮系油等。润滑油的分子量可以为例如100以上、或者400以上、或者500以上,另外,可以为例如500万以下、或者200万以下、或者100万以下。
润滑油的凝点可以为例如-50℃以上、或者-30℃以上、或者-20℃以上,并且可以为例如50℃以下、或者30℃以下、或者20℃以下。另外,上述凝点是比润滑油的倾点低2.5℃的温度,倾点可以依据JIS K2269进行测定。
关于润滑油相对于(A)热塑性树脂100质量份的含量,从提高耐磨耗性的方面出发优选为0.1质量份以上、或者为0.2质量份以上、或者为0.3质量份以上,从避免树脂成型体的不所期望的软化的方面出发,优选为5.0质量份以下、或者为4.5质量份以下、或者为4.2质量份以下。
主供给材料中的追加成分的总量可以为例如0.5质量%以上、或者2质量%以上,可以为例如20质量%以下、或者15质量%以下、或者20质量%以下。
在优选的一个方式中,主供给材料包含70质量%~99质量%的(A)热塑性树脂、1质量%~30质量%的(B)纤维素纳米纤维、以及0质量%~20质量%的追加成分。在优选的另一方式中,主供给材料包含80质量%~95质量%的(A)热塑性树脂、5质量%~20质量%的(B)纤维素纳米纤维、以及1质量%~15质量%的追加成分,或者包含85质量%~95质量%的(A)热塑性树脂、5质量%~15质量%的(B)纤维素纳米纤维、以及2质量%~10质量%的追加成分。
在一个方式中,熔融混合按照相对于主供给材料(a1)与辅助供给材料(a2)的合计100质量%,辅助供给材料的混合比例大于0质量%且为50质量%以下、优选为5~50质量%的比例来进行。关于辅助供给材料的混合比例,从由于来自辅助供给材料的(B)纤维素纳米纤维的贡献而良好地得到各向异性降低效果的方面出发,优选为5质量%以上、或者为10质量%以上、或者为15质量%以上、或者为20质量%以上,从由于来自主供给材料的(B)纤维素纳米纤维的贡献而良好地得到机械强度提高效果的方面出发,优选为50质量%以下、或者为45质量%以下、或者为40质量%以下、或者为25质量%以下。
另外,在另一方式中,树脂组合物(b)中的主供给材料(a1)的质量比例与辅助供给材料(a2)的质量比例可以满足下式的关系。
[辅助供给材料(a2)的质量比例]≧[主供给材料(a1)的质量比例]
即,在树脂组合物中可以存在50质量%以上的辅助供给材料。树脂组合物中的辅助供给材料的质量比例可以为55质量%以上、或者为60质量%以上、或者为70质量%以上。辅助供给材料的质量比例小于100质量%即可,优选为90质量%以下、或者为80质量%以下。
下面以第1实施方式和第2实施方式为例对本公开的方法的各工序进行说明,但本公开的方法并不限于这些实施方式。
[第1实施方式]
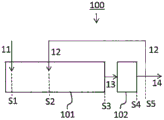
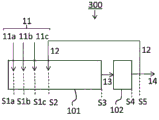
图1~3是说明作为第1实施方式的树脂成型体的制造方法的示例的工艺100、200、300的图。参照图1~3,工艺100、200、300中,在熔融混合部101将主供给材料11或其构成成分(即(A)热塑性树脂11a、(B)纤维素纳米纤维11b以及任选的追加成分11c)与辅助供给材料12熔融混合,生成作为熔融混合物的树脂组合物13,在成型部102进行树脂组合物13的成型,生成树脂成型体14。树脂成型体14可以具有粒料等形状。
<准备主供给材料和辅助供给材料的工序>
主供给材料11可以为包含(A)热塑性树脂11a、(B)纤维素纳米纤维11b和任选的追加成分11c的混合物的形态(图1和2中的主供给材料11),或者可以为分别准备作为主供给材料11的构成成分的(A)热塑性树脂11a、(B)纤维素纳米纤维11b、以及任选的追加成分11c的形态(图3中的主供给材料11)。后者的情况下,主供给材料的构成成分在熔融混合体系中相互混合并且与辅助供给材料进行混合。
辅助供给材料12为主供给材料11的熔融处理产物。辅助供给材料12可以为将主供给材料11单独进行熔融处理而得到的材料,也可以为将树脂成型体14的一部分回收而得到的材料。后者的情况下,如图1~3所示,将主供给材料11与辅助供给材料12熔融混合,接着进行成型,将所得到的树脂成型体14的一部分在分离部位S5进行分离,作为辅助供给材料12回送到熔融混合部101,余下的部分作为目的树脂成型体14进行回收。回送到熔融混合部101的辅助供给材料12与新供给的主供给材料11进行熔融混合。通过这样的循环,辅助供给材料12尽管以主供给材料11为基础,但其是熔融处理次数(即热历程)不同的复数种组合物的混合物。
<树脂组合物形成工序>
本工序中,将主供给材料11和辅助供给材料12供给至熔融混合部101,将它们熔融混合。在一个方式中,熔融混合为熔融混炼。熔融混合部101例如可以为单螺杆挤出机、双螺杆挤出机、辊、班伯里混炼机等混合装置中的混合部。上述混合装置中,优选双螺杆挤出机,更具体地说,可以举出装备有减压装置和侧加料设备的双螺杆挤出机。双螺杆挤出机的L/D例如可以为30~100、或者35~75、或者45~70。
作为主供给材料11和辅助供给材料12的供给步骤,可例示如下。
(1)参照图1和2,将作为(A)热塑性树脂、(B)纤维素纳米纤维和任选的追加成分的混合物的主供给材料11投入到熔融混合部101的主供给材料投入部位S1,将辅助供给材料12投入到熔融混合部101的辅助供给材料投入部位S2,将两者熔融混合,生成树脂组合物13。主供给材料投入部位S1和辅助供给材料投入部位S2的位置关系可以根据目的适宜地设计。例如,可以在主供给材料投入部位S1的下游侧配置辅助供给材料投入部位S2(图1),或者可以在辅助供给材料投入部位S2的下游侧配置主供给材料投入部位S1(图2),或者可以将主供给材料11和辅助供给材料12同时(例如将主供给材料11和辅助供给材料12分别、或者预先混合后)进行供给。
(2)参照图3,将作为主供给材料11的构成成分的(A)热塑性树脂11a、(B)纤维素纳米纤维11b和任选的追加成分11c投入到熔融混合部101的复数个主供给材料投入部位S1a,S1b,S1c的各部位中,将辅助供给材料12投入到熔融混合部101的辅助供给材料投入部位S2中,由此将主供给材料11和辅助供给材料12导入至熔融混合体系中,将两者熔融混合,生成树脂组合物13。主供给材料11的构成成分的供给方式可以根据目的设计,可以将构成成分各自分别地供给到熔融混合部101中,也可以将构成成分中的一部分以预先混合的状态供给到熔融混合部101中。另外,图3中示出了从熔融混合部101的上游侧依次供给(A)热塑性树脂11a、(B)纤维素纳米纤维11b和任选的追加成分11c的示例,但供给顺序并不限定于此,可以根据目的适宜地设定。另外,与上述(1)的过程同样地,也可以适宜地设计主供给材料投入部位S1与辅助供给材料投入部位S2的位置关系。
熔融混合的温度和时间可以根据目的树脂成型体适宜地设定。从将树脂成型体14的一部分作为辅助供给材料12使用的情况下可良好地得到基于辅助供给材料的物性提高效果(特别是兼顾良好的机械强度和更少的各向异性)的方面出发,优选的条件为(A)热塑性树脂的熔融起始温度~熔融起始温度+100℃、或者熔融起始温度+10℃~熔融起始温度+90℃、或者熔融起始温度+20℃~熔融起始温度+85℃,关于此处所说的熔融起始温度,在结晶性树脂的情况下为其熔点,在非晶性树脂的情况下是指其实质上容易流动的温度。作为基准,可以举出熔体质量流动速率的测定温度。时间为0.1分钟~3分钟、或者为0.2分钟~2.5分钟、或者为0.3分钟~2.0分钟。熔融混合时的压力可以根据目的适宜地设定,在优选的一例中,压力为-0.1MPa~10MPa、或者为-0.15MPa~8MPa、或者为-0.2MPa~5MPa。
<成型工序>
本工序中,将树脂组合物13从熔融混合部101的混合结束部位S3送至成型部102,在成型部102成型为目的形状(例如粒料、片材、膜、具有三维结构的成型体等),从送出部位S4取出目的树脂成型体14。在优选方式中,熔融混合为熔融混炼,熔融混炼和成型在单一的混炼机(例如<树脂组合物形成工序>中例示出的混炼机)内进行。作为其他优选方式,成型利用与熔融混炼不同的成型机(例如注射成型机)进行。
在一个方式中,将树脂成型体14的一部分在分离部位S5进行分离,作为辅助供给材料12回送到熔融混合部101,余下的部分作为产品进行回收。即,一个方式的方法中进一步包括将树脂成型体14的一部分作为辅助供给材料的至少一部分回送到树脂组合物形成工序中的步骤。由此,在一个方式中,树脂成型体包含经历了主供给材料的熔融处理和2次以上的树脂组合物形成工序的纤维素纳米纤维。该方式中,相对于树脂成型体中的纤维素纳米纤维的总量100质量%,经历了主供给材料经的熔融处理和2次以上的树脂组合物形成工序的纤维素纳米纤维的比例优选为20质量%以下、或者为15质量%以下、或者为10质量%以下。纤维素纳米纤维包含木质素的情况下,从良好地避免着色、异味(即因分解成分所致的异味)等方面出发,优选纤维素纳米纤维未经历过度的热历程。上述比例为上述范围时,有利于避免着色、异味等。从避免着色、异味等并且还避免树脂成型体的制造成本升高的方面出发,上述比例可以为例如1质量%以上、或者2质量%以上、或者5质量%以上。
作为第1实施方式的树脂成型体的形状,可以举出粒料状、片状、纤维状、板状、棒状、筒状等,从后加工和运输容易性的方面出发,粒料形状为优选的示例。粒料形状可以根据挤出加工时的切割方式而不同,例如可以为圆形、椭圆形、圆柱形等。例如,利用水中切割而切断的粒料多数为圆形,利用热切割法而切断的粒料多数为圆形或椭圆形,利用线料切割法而切断的粒料多数为圆柱形。在圆形粒料的情况下,粒料直径可以为例如1mm以上3mm以下。圆柱形粒料的情况下,粒料直径可以为例如1mm以上3mm以下,粒料长度可以为例如2mm以上10mm以下。从挤出时的运转稳定性的方面出发,粒料尺寸优选为上述下限以上,从向后加工中的成型机的咬入性的方面出发,粒料尺寸优选为上述上限以下。
[第2实施方式]
图4是说明作为第2实施方式的树脂成型体的制造方法的示例的工艺400的图。参照图4,工艺400中,在熔融混合部401将主供给材料41和辅助供给材料42熔融混合,生成作为熔融混合物的树脂组合物43,在成型部402进行树脂组合物43的成型,生成树脂成型体44。树脂成型体44可以为用于供至进一步加工的形状(粒料等),也可以为后述的各种产品形状。
<准备主供给材料和辅助供给材料的工序>
主供给材料41可以包含第1材料41a和第2材料41b。在一个方式中,第1材料41a为熔融混合物。在一个方式中,第1材料41a为由第1实施方式得到的树脂成型体14。在一个方式中,第1材料41a为包含100质量份(A)热塑性树脂和1~50质量份(B)纤维素纳米纤维的成型体。
辅助供给材料42是主供给材料41的熔融处理产物。辅助供给材料42可以为将主供给材料41单独进行熔融处理而得到的材料,也可以为将树脂成型体44的一部分回收而得到的材料。后者的情况下,如图4所示,将主供给材料41与辅助供给材料42熔融混合,接着进行成型,将所得到的树脂成型体44的一部分作为辅助供给材料42回送到熔融混合部401,余下的部分作为目的树脂成型体44进行回收。回送到熔融混合部401的辅助供给材料42与新供给的主供给材料41进行熔融混合。利用这样的循环,辅助供给材料42尽管以主供给材料41为基础,但其是熔融处理次数(即热历程)不同的复数种组合物的混合物。
<树脂组合物形成工序>
本工序中,将主供给材料41和辅助供给材料42供给至熔融混合部401,将它们熔融混合。在一个方式中,熔融混合为熔融混炼。熔融混合部401可以与第1实施方式的熔融混合部101相同。即,熔融混合部401例如可以为单螺杆挤出机、双螺杆挤出机、辊、班伯里混炼机等混合装置中的混合部。上述混合装置中,优选双螺杆挤出机,更具体地说,可以举出装备有减压装置和侧加料设备的双螺杆挤出机。双螺杆挤出机的L/D可以为例如30~100、或者35~75、或者45~70。
作为主供给材料41和辅助供给材料42的供给步骤,可例示如下。
参照图4,将作为主供给材料41的第1材料41a和第2材料41b投入到熔融混合部401的复数个主供给材料投入部位S1a,S1b的各部位中,将辅助供给材料42投入到熔融混合部401的辅助供给材料投入部位S2中,将两者熔融混合,生成树脂组合物43。第1材料41a和第2材料41b的供给方式可以根据目的设计,可以将这些材料各自分别地或以预先混合的状态供给至熔融混合部401。另外,图4中,示出了从熔融混合部401的上游侧依次供给第1材料41a、第2材料41b、辅助供给材料42的示例,但供给顺序并不限定于此,可以根据目的适宜地设定。另外,也可以适宜地设计主供给材料投入部位S1与辅助供给材料投入部位S2的位置关系。
熔融混合的温度和时间可以根据目的树脂成型体适宜地设定。从将树脂成型体44的一部分作为辅助供给材料42使用的情况下可良好地得到基于辅助供给材料的物性提高效果(特别是兼顾良好的机械强度和更少的各向异性)的方面出发,优选的条件为(A)热塑性树脂的熔融起始温度~熔融起始温度+100℃、或者熔融起始温度+10℃~熔融起始温度+90℃、或者熔融起始温度+20℃~熔融起始温度+85℃,关于此处所说的熔融起始温度,在结晶性树脂的情况下为其熔点,在非晶性树脂的情况下是指实质上容易流动的温度。作为基准,可以举出熔体质量流动速率的测定温度。时间为0.1分钟~3分钟、或者为0.2分钟~2.5分钟、或者为0.3分钟~2.0分钟。熔融混合时的压力可以根据目的适宜地设定,在优选的一例中,压力为0.01MPa~10MPa、或者为0.02MPa~8MPa、或者为0.03MPa~5MPa。
在一个方式中,关于主供给材料(a1)的弹性模量与树脂组合物(b)的弹性模量的关系,优选[树脂组合物(b)的弹性模量]≧[主供给材料(a1)的弹性模量×0.99]、或者[树脂组合物(b)的弹性模量]≧[主供给材料(a1)的弹性模量×1.00]、或者[树脂组合物(b)的弹性模量]≧[主供给材料(a1)的弹性模量×1.05]、或者[树脂组合物(b)的弹性模量]≧[主供给材料(a1)的弹性模量×1.10]。这样的树脂组合物(b)有利于提供弹性模量优异的树脂成型体。从树脂组合物(b)的制造容易性的方面出发,可以为[树脂组合物(b)的弹性模量]≦[主供给材料(a1)的弹性模量×1.50]、或者[树脂组合物(b)的弹性模量]≦[主供给材料(a1)的弹性模量×1.40]、或者[树脂组合物(b)的弹性模量]≦[主供给材料(a1)的弹性模量×1.30]。此处所说的弹性模量只要为利用相同测定法得到的值即可,可以为弯曲模量,也可以为拉伸弹性模量。
<成型工序>
本工序中,将树脂组合物43从熔融混合部401的混合结束部位S3送至成型部402,在成型部402成型为目的形状,从送出部位S4取出目的树脂成型体44。成型部402例如按照进行选自挤出成型、注射成型、真空成型、吹塑成型、注射压缩成型、装饰成型、异质材料成型、气体辅助注射成型、发泡注射成型、低压成型、超薄壁注射成型(超高速注射成型)、模具内复合成型(嵌件成型、嵌件上成型)等中的成型的方式来构成。优选的方式中,熔融混合为熔融混炼,熔融混炼和成型在单一的混炼机(例如<树脂组合物形成工序>中例示出的混炼机)内进行。
在一个方式中,将树脂成型体44的一部分从辅助供给材料投入部位S2送回到熔融混合部401,将余下的部分作为产品回收。即,一个方式的方法中进一步包括将树脂成型体44的一部分作为辅助供给材料的至少一部分回送到树脂组合物形成工序中的步骤。该方式中,出于与第1实施方式中所说明的同样的理由,相对于树脂成型体中的纤维素纳米纤维的总量100质量%,经历了2次以上树脂组合物形成工序的纤维素纳米纤维的比例可以为优选的20质量%以下、或者15质量%以下、或者10质量%以下,例如可以为1质量%以上、或者2质量%以上、或者5质量%以上。
作为第2实施方式的树脂成型体的形状,除了第1实施方式中例示出的形状以外,还可例示出各种成型产品的各种形状。作为产品,可以举出以凸轮、滑块、杠杆、臂、离合器、毡离合器、惰轮、皮带轮、辊、滚子、键杆、键帽、卷帘、卷轴、旋转轴、接头、轴、轴承、以及导轨等为代表的机构部件;以嵌件上成型的树脂部件、嵌件成型的树脂部件、底盘、托盘、侧板、打印机、以及复印机为代表的办公自动化设备用部件;以VTR(磁带录像机)、摄像机、数码摄像机、照相机以及数码相机为代表的照相机或视频设备用部件;以磁带播放器、DAT、LD(激光盘)、MD(小型磁盘)、CD(高密度磁盘)[包括CD-ROM(只读存储器)、CD-R(可记录型)、CD-RW(可擦写型)]、DVD(数字视频光盘)[包括DVD-ROM、DVD-R、DVD+R、DVD-RW、DVD+RW、DVD-R DL、DVD+R DL、DVD-RAM(随机存取存储器)、DVD-Audio]、蓝光光盘(Blu-ray(注册商标)Disc)、HD-DVD、其他光盘驱动器;MFD(多功能显示器)、MO(磁光盘)、导航系统和笔记本电脑为代表的音乐、影像或信息设备;以手机和传真机为代表的通信设备用部件;电气设备用部件;电子设备用部件等。另外,本实施方式的成型体可以举出:作为汽车用部件的以油箱、燃油泵组件、阀类、油箱法兰等为代表的燃料相关部件;以门锁、汽车门拉手、车窗调节器、扬声器格栅等为代表的车门相关部件;以安全带用滑环、按钮等为代表的安全带周边部件;组合开关部件、开关类、夹子类等部件;以及自动铅笔的笔尖、将自动铅笔的笔芯推出和装入的机构部件;盥洗台、排水口以及排水栓开关机构部件;自动售货机的开关部闭锁机构、商品排出机构部件;服装用的绳扣、调节环、纽扣;洒水用的喷嘴、洒水软管连接节头;楼梯扶手、以及作为地板支撑物的建筑用品;一次性照相机、玩具、拉链、链条、传送带、皮带扣、运动用品、自动售货机、家具、乐器、产业用机械部件(例如电磁设备壳体、辊材料、传送用臂、医疗器械部件等)、一般机械部件、汽车-铁道-车辆等部件(例如外板、底盘、空气动力部件、座椅、传动装置内部的摩擦材料等)、船舶部件(例如船体、座椅等)、航空相关部件(例如机身、主翼、尾翼、可动翼、整流罩、整流片、机舱门、座椅、内饰材料等)、航天器、人造卫星部件(发动机壳、主翼、本体、天线等)、电子-电气部件(例如个人计算机壳体、手机壳体、OA设备、AV设备、电话机、传真机、家电产品、玩具用品等)、建筑-土木材料(例如钢筋替代材料、桁架结构体、吊桥用缆线等)、生活用品、运动-休闲用品(例如高尔夫球杆、钓竿、网球或羽毛球的球拍等)、风力发电用壳体部件等、以及容器-包装部件、例如燃料电池中使用的填充氢气等的高压力容器等。
《树脂成型体的特性》
由本公开的方法制造的树脂成型体中,将(B)纤维素纳米纤维的纤维长度利用特异方式进行控制,可兼顾良好的机械强度和更少的各向异性。
关于树脂成型体的成型收缩率的TD/MD比,在一个方式中,可以为1.01~3.0、或者为1.01~1.75、或者为1.01~1.6、或者为1.01~1.4。成型收缩率是利用依据ISO294-4的方法测定出的值。关于此时的成型条件,根据记载有所使用的树脂的相关成型法的各ISO标准进行成型。另外,上述的MD方向和TD方向分别对应于树脂成型体成型时的MD方向和TD方向。成型收缩率的TD/MD比为上述范围内的情况下,树脂成型体的各向异性少,是合适的。
关于树脂成型体的拉伸强度,在一个方式中可以为90MPa以上、或者95MPa以上、或者100MPa以上、或者110MPa以上。拉伸强度满足上述条件的情况下,树脂成型体的机械强度高,是合适的。拉伸强度是利用依据ISO527的方法测定出的值。此时合适的成型条件也与成型收缩率中的记载相同。关于拉伸强度,从与树脂成型体的其他特性(例如韧性等)的平衡的方面出发,可以为例如300MPa以下、或者280MPa以下、或者250MPa以下。
在特别优选的方式中,树脂成型体的TD/MD比和拉伸强度这两者为上述范围内。
在一个方式中,树脂成型体的MD方向的成型收缩率优选为0.1%以上、或者为0.2%以上、或者为0.3%以上,优选为1.2%以下、或者为1.0%以下、或者为0.7%以下。树脂成型体在TD方向的成型收缩率优选为0.4%以上、或者为0.5%以上,优选为1.2%以下、或者为1.0%以下、或者为0.9%以下。
在一个方式的树脂成型体中,MD方向的成型收缩率与TD方向的成型收缩率之和可以为0.5%~2.6%、或者为0.5%~1.9%、或者为0.6%~1.6%、或者为0.8%~1.5%。
另外,在一个方式的树脂成型体中,在设树脂成型体的成型收缩率的TD/MD比为Rb、设仅使用主供给材料的比较树脂成型体的成型收缩率的TD/MD比为Ra1时,优选[Rb]<[Ra1]、或者[Rb]<[Ra1×0.95]、或者[Rb]<[Ra1×0.90]、或者[Rb]<[Ra1×0.85]。这样的树脂成型体中,成型收缩率的各向异性少,是有利的。从树脂成型体的制造容易性的方面出发,上述Ra1与上述Rb的关系可以为例如[Rb]>[Ra1×0.50]、或者[Rb]>[Ra1×0.60]、或者[Rb]>[Ra1×0.70]。
树脂成型体在温度范围0℃~60℃的线膨胀系数(MD方向)优选为60ppm/K以下、或者为50ppm/K以下、或者为45ppm/K以下、或者为35ppm/K以下。线膨胀系数的下限没有特别限制,从制造容易性的方面出发,例如优选为5ppm/K以上、或者为10ppm/K以上。线膨胀系数是依据ISO11359-2测定出的值。
在一个方式中,树脂成型体的黄色度(YI)值与辅助供给材料的黄色度(YI)值之差可以为10以下、或者为8以下、或者为7以下。黄色度(YI)值是利用依据JIS K7373的方法测定出的值。
实施例
以下举出实施例进一步说明本发明的例示方式,但本发明并不受这些实施例的限定。需要说明的是,物性的主要测定值利用下述方法进行测定。
<拉伸强度>
将所得到的粒料状的成型体使用注射成型机依据ISO294-1成型为多用途试验片。对于所得到的多用途试验片,依据ISO527-1测定拉伸屈服强度。对于在达到屈服之前断裂的成型片,代用其最大强度。
<成型收缩率/成型收缩比>
使用注射成型机将所得到的粒料状的成型体成型为JIS K7152-3中规定的60mm×60mm×2mm、以及60mm×80mm×2mm的平板。对于实施例1~21、比较例1~5,使用60mm×60mm×2mm的平板,对于实施例22、比较例6、7,使用60mm×80mm×2mm的平板。对于平板状成型片,依据ISO294-4精确测定树脂流动方向(MD)以及与流动方向垂直的方向(TD)的尺寸,计算出收缩率。将所得到的TD方向的收缩率除以MD方向的收缩率,计算出成型收缩比。
<黄色度变化△YI>
使用在成型收缩测定用途中成型出的平板,依据JIS K7373测定黄色度。此时计算出所得到的树脂成型体的黄色度(YI)值相对于辅助供给材料的黄色度(YI)值之差,将其作为黄色度变化率(△YI)。
<平板的翘曲>
将所得到的粒料状的成型体使用注射成型机成型为具有直径1mm的针孔型浇口的宽50mm、长70mm、厚1mm的平板。此时将模具温度调节为25℃。在平滑的面上,使所得到的平板状成型片的翘曲凸部朝下,将浇口侧的一方压在面上,测定相反侧的成型片与平滑面的间隙。测定中,通过将该间隙拍摄成照片来进行测定。测定对于至少5片平板来实施,取除去最大和最小后的3个值的平均值,将其作为翘曲值。
<巨大凝集块的数目>
将所得到的粒料状的成型体沿与流动能够垂直的方向利用切片机进行切削,削出平滑的面,使用光学显微镜(BX53M:奥林巴斯公司制造)拍摄照片。对于粒料状成型体的3点进行拍摄。将所得到的照片使用图像解析装置进行二值化,计算出等效圆直径的直径为5μm以上的合计个数。
<使用材料>
(A)热塑性树脂
聚酰胺6(以下简称为PA6)
UBE Nylon 1013B 宇部兴产株式会社制造
粘度数:120
羧基末端基团比例([COOH]/[全部末端基团]):0.6
聚丙烯(以下简称为PP)
NOVATEC PP MA1B(Japan Polypropylene株式会社)
MFR(230℃、负荷21.2N)=21g/10分钟
(B)纤维素纳米纤维(以下简称为CNF)
通过以下的制备例制备未经乙酰化取代的CNF、以及取代度不同的3种CNF。
[制备例1]
(开纤工序)
剪裁棉籽绒纸浆,在单螺杆搅拌机(IMEX公司制造DKV-1Φ125mm溶解器)中,在二甲基亚砜(DMSO)中以500rpm在常温下搅拌1小时。接着利用软管泵装填到珠磨机(IMEX公司制造NVM-1.5)中,进行120分钟循环运转,得到开纤CNF浆料。
在循环运转时,使珠磨机的转速为2500rpm、圆周速度为12m/s。珠粒使用氧化锆制的Φ2.0mm的珠粒,使填充率为70%(此时珠磨机的狭缝间隙为0.6mm)。另外,在循环运转时,为了吸收因摩擦所致的放热,利用冷却器进行使浆料温度为40℃的温度管理。
对所得到的开纤CNF的特性进行评价,结果直径为65nm、L/D为约450。
(乙酰化工序)
相对于利用开纤工序得到的开纤CNF浆料100质量份,向珠磨机装置内加入乙酸乙烯酯11质量份、碳酸氢钠1.63质量份,之后进行循环运转,得到乙酰化CNF浆料。循环运转的条件与开纤工序相同。在循环运转时间为30分钟、60分钟、120分的三个条件下实施,得到取代度不同的乙酰化CNF浆料。
对于各条件下得到的CNF的取代度进行测定,结果循环运转时间30分钟的CNF的取代度为0.50、循环运转时间60分钟的CNF的取代度为1.02、循环运转时间120分钟的CNF的取代度为1.49。
(水置换工序)
相对于对于所得到的开纤CNF浆料、或者乙酰化CNF浆料100质量份,加入纯水192质量份,充分搅拌后置入脱水机中进行脱水浓缩,得到湿滤饼。将所得到的湿滤饼再次分散在同等量的纯水中,进行搅拌、浓缩,合计重复进行5次该清洗操作,实施溶剂置换。
(干燥工序)
将开纤CNF湿滤饼以及各乙酰化CNF湿滤饼利用纯水进行浓度调整使纤维素固体成分浓度达到10质量%,相对于100质量份的CNF,添加5质量份的PEG20000,充分搅拌后使用公转-自转方式的搅拌机(EME公司制V-mini300)在约40℃进行真空干燥,由此得到各CNF干燥粉体。
<装置>
<熔融混合装置>
使用具有15个L/D=4的温度调整机筒的L/D=60的同向旋转双螺杆挤出机(TEM26SX:TOSHIBA MACHINE公司制造),在作为挤出机的最上游侧机筒的机筒1设置原料供给用的狭道(以下简称为狭道)、在机筒4和机筒7设置原料供给用的侧进料装置(以下将设置于机筒4的侧进料装置简称为侧进料部1、将设置于机筒7的侧进料装置简称为侧进料部2)、在机筒14设置脱挥用的减压端口。
关于螺杆设计,按如下进行设计:在L/D=0~18(机筒1~机筒5的正中)的位置配置“顺时针螺杆(以下简称为RS)”,在L/D=19~24(机筒5中央~机筒6)的位置依序配置2个“顺时针捏和盘(以下简称为RKD)”、3个“中性捏和盘(以下简称为NKD)”、1个“逆时针捏和盘(以下简称为LKD)”,在L/D=24~32(机筒7~机筒8)的位置配置RS,在L/D=32~36(机筒9)的位置依序配置1个RKD、2个NKD、1个RKD、2个NKD,在L/D=36~40(机筒10)的位置配置RS,在L/D=40~44(机筒11)的位置依序配置1个RKD、2个NKD、1个RKD、3个NKD,在L/D=44~48(机筒12)的位置配置RS,在L/D=48~52(机筒13)的位置依序配置2个NKD、1个LKD、3个NKD、1个“逆时针螺杆(以下简称为LS)”,在L/D=52~56(机筒14)的位置配置RS,在L/D=56~60(机筒13)的位置依序配置1个RS、3个NKD,之后使其余的全部为RS。
在挤出机的前端设置具有2个直径3mm的喷丝头的模头,将熔融树脂挤出成线料状。
<成型装置>
利用设置于熔融混合装置的后工序的水槽将熔融线料冷却,利用之后的造粒机切割成粒料状,得到粒料状树脂成型体。将所得到的粒料状树脂成型体的一部分作为辅助供给材料使用。(下文中将辅助供给材料的形状称为“粒料”)
进而,对于所得到的粒料状树脂成型体,使用注射成型机(Sodick Plustech公司制造:TR05EH2合模压力5吨),使用FPC连接器(长30mm、宽1mm、取2个、50销孔、销孔间距:0.5milli pitch)模具,以注射速度300mm/秒进行成型,得到连接器状树脂成型体。将该连接器状成型体使用粉碎机进行粉碎处理,使用网调整直径为5mm以下,得到粉碎辅助供给材料。(以下将辅助供给材料的形状称为“粉碎品”)
[制备例2]
关于熔融混合装置的机筒温度的设定,设机筒1~3为150℃,将机筒4~15和模头设定为250℃,将PA6为60质量%、取代度1.02的CNF按照40质量%的方式由狭道部供给,实施熔融混合,得到粒料状的PA/CNF的高浓度物(以下简称为PA/CNFMB)。此时的熔融混合装置的螺杆转速为300rpm,每单位时间的排出量为18kg/hr。
[制备例3]
关于熔融混合装置的机筒温度的设定,设机筒1~3为100℃,将机筒4~15和模头设定为200℃,将PA6变更为PP,除此以外全部与制备例2同样地实施,得到粒料状的PP/CNF高浓度物(以下简称为PP/CNF-MB)。
[实施例1~16、比较例1~5]
关于熔融混合装置的机筒温度的设定,将机筒1~3设定150℃、将机筒4~7设定为260℃、将机筒8~15和模头设定为250℃,将主供给材料按照成为表1和表2记载的组成的方式由主供给材料的添加位置供给,将作为主供给材料的熔融混合物的辅助供给材料由辅助供给材料的添加位置供给,分别实施熔融混合,得到粒料状树脂成型体,对各种特性进行评价,记载于表1和2。此时的熔融混合装置的螺杆转速为300rpm,每单位时间的排出量为25kg/hr。
需要说明的是,表中记载的“工艺”是指本实施方式的说明中使用的工艺100、200、300、400。
需要说明的是,实施例1~11的辅助供给材料(工艺流程的辅助供给材料12)使用比较例1的粒料。另外,实施例12的辅助供给材料(工艺流程的辅助供给材料12)使用比较例3的粒料作为辅助供给材料、实施例13使用比较例5的粒料作为辅助供给材料。
另外,实施例6中使用的辅助供给材料的粉碎品是将上述得到的粒料状树脂成型体成型为连接器状树脂成型体后实施粉碎处理而得到的。
关于实施例9的主供给材料,由狭道部供给PA6,由侧进料部1供给CNF。通过分开进行供给,能够抑制CNF粉体供给时的飞舞,可能是由于供给稳定而得到了拉伸强度的试验片之间的偏差小这样的意想不到的效果。
比较例1、3以及5是未添加辅助供给材料的示例。比较例2、4、6和7为未使用主供给材料的方式、即为仅使用辅助供给材料的方式,相当于100%再循环(再回收)。


[实施例17~21]
关于熔融混合装置的机筒温度的设定,将机筒1~3设定为100℃,将机筒4~7设定为200℃,将机筒8~15和模头设定为190℃,变更为表3中记载的组成、条件,除此以外与实施例10同样地实施,对各种特性进行评价。将结果记载于表3中。
[表3]

[实施例22、比较例6、7]
除了使熔融混合装置每单位时间的排出量为10kg/hr并变更为表4的组成、条件以外,与实施例1同样地实施,对各种特性进行评价。将结果记载于表4。需要说明的是,比较例6、7为仅使用辅助供给材料的方式,相当于100%再循环(再回收)。比较例7中,利用工艺100进行了2次处理。
[表4]

比较例6、7中,拉伸强度显著降低,表现差。
工业实用性
本发明的树脂成型体的制造方法能够适宜地应用于在要求机械强度良好且各向异性少的物性的用途中使用的树脂成型体的制造。
符号的说明
100,200,300,400 工艺
101,401 熔融混合部
102,402 成型部
11,41 主供给材料
11a (A)热塑性树脂
11b (B)纤维素纳米纤维
11c 任选的追加成分
12,42 辅助供给材料
13,43 树脂组合物
14,44 树脂成型体
41a 第1材料
41b 第2材料
S1,S1a,S1b,S1c 主供给材料投入部位
S2 辅助供给材料投入部位
S3 混合结束部位
S4 送出部位
S5 分离部位
Claims (21)
1.一种包含(A)热塑性树脂和(B)纤维素纳米纤维的树脂成型体的制造方法,其中,该方法包括下述工序:
准备包含(A)热塑性树脂和(B)纤维素纳米纤维的主供给材料(a1)、以及作为所述主供给材料(a1)的熔融处理产物的辅助供给材料(a2)的工序;
将所述主供给材料(a1)与所述辅助供给材料(a2)熔融混合,得到树脂组合物(b)的树脂组合物形成工序;以及
将所述树脂组合物(b)进行成型,得到树脂成型体的工序。
2.一种在包含(A)热塑性树脂和(B)纤维素纳米纤维的树脂成型体的制造中提高所述(B)纤维素纳米纤维的开纤性的方法,其中,该方法包括下述工序:
准备包含(A)热塑性树脂和(B)纤维素纳米纤维的主供给材料(a1)、以及作为所述主供给材料(a1)的熔融处理产物的辅助供给材料(a2)的工序;
通过将所述主供给材料(a1)与所述辅助供给材料(a2)熔融混合来得到包含热历程不同的2种以上的纤维素纳米纤维的树脂组合物(b)的树脂组合物形成工序;以及
将所述树脂组合物(b)进行成型,得到树脂成型体的工序。
3.如权利要求2所述的方法,其中,所述热历程不同的2种以上的纤维素纳米纤维具有相互不同的纤维长度。
4.如权利要求1~3中任一项所述的方法,其中,将所述树脂成型体的一部分作为所述辅助供给材料(a2)使用。
5.如权利要求1~4中任一项所述的方法,其中,所述主供给材料(a1)包含100质量份的所述(A)热塑性树脂和1质量份~50质量份的所述(B)纤维素纳米纤维。
6.如权利要求1~5中任一项所述的方法,其中,所述主供给材料(a1)的构成成分在熔融混合体系中相互混合并且与辅助供给材料(a2)进行混合。
7.如权利要求1~6中任一项所述的方法,其中,所述主供给材料(a1)为第1材料与第2材料的组合,该第1材料是包含100质量份的所述(A)热塑性树脂和1质量份~50质量份的所述(B)纤维素纳米纤维的成型体,该第2材料与所述第1材料的组成不同。
8.如权利要求1~7中任一项所述的方法,其中,所述熔融混合以下述比例进行:相对于所述主供给材料(a1)和所述辅助供给材料(a2)的合计100质量%,所述辅助供给材料(a2)的混合比例为5质量%~50质量%。
9.如权利要求1~8中任一项所述的方法,其中,所述熔融混合为熔融混炼。
10.如权利要求1~9中任一项所述的方法,其中,所述树脂成型体为粒料。
11.如权利要求10所述的方法,其中,所述熔融混合为熔融混炼,所述熔融混炼与所述成型在单个混炼机内进行。
12.如权利要求1~11中任一项所述的方法,其中,所述树脂成型体的成型收缩率的TD/MD比为1.05~3.0。
13.如权利要求1~12中任一项所述的方法,其中,所述树脂成型体中,MD方向的成型收缩率为0.2%~1.2%,TD方向的成型收缩率为0.5%~1.2%。
14.如权利要求1~13中任一项所述的方法,其中,所述树脂成型体的成型收缩率的TD/MD比(Rb)与比较树脂成型体的成型收缩率的TD/MD比(Ra1)满足式:[Rb]<[Ra1]的关系,该比较树脂成型体是除了仅利用所述主供给材料(a1)来代替所述树脂组合物(b)进行成型以外在与所述树脂成型体相同的条件下成型出的。
15.如权利要求1~14中任一项所述的方法,其中,所述树脂成型体的拉伸强度为90MPa以上。
16.如权利要求1~15中任一项所述的方法,其中,所述主供给材料(a1)的弹性模量与所述树脂组合物(b)的弹性模量满足下式的关系:
[树脂组合物(b)的弹性模量]≧[主供给材料(a1)的弹性模量×0.99]。
17.如权利要求1~16中任一项所述的方法,其中,
所述方法进一步包括将所述树脂成型体的一部分作为所述辅助供给材料(a2)的至少一部分回送到所述树脂组合物形成工序中的步骤,由此使所述树脂成型体包含经历了所述主供给材料(a1)的熔融处理和2次以上的所述树脂组合物形成工序的纤维素纳米纤维,
相对于所述树脂成型体中的纤维素纳米纤维的总量100质量%,经历了所述主供给材料(a1)的熔融处理和2次以上的所述树脂组合物形成工序的纤维素纳米纤维的比例为20质量%以下。
18.如权利要求1~17中任一项所述的方法,其中,所述树脂成型体的黄色度(YI)值与所述辅助供给材料的黄色度(YI)值之差为10以下。
19.如权利要求1~18中任一项所述的方法,其中,所述(A)热塑性树脂为聚酰胺。
20.如权利要求1~19中任一项所述的方法,其中,所述(B)纤维素纳米纤维为改性纤维素纳米纤维。
21.如权利要求20所述的方法,其中,所述改性纤维素纳米纤维的取代度为0.5~1.5。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019-099379 | 2019-05-28 | ||
| JP2019099379A JP6752935B1 (ja) | 2019-05-28 | 2019-05-28 | 樹脂成形体の製造方法 |
| PCT/JP2020/020962 WO2020241707A1 (ja) | 2019-05-28 | 2020-05-27 | 樹脂成形体の製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN113811576A true CN113811576A (zh) | 2021-12-17 |
Family
ID=72333556
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202080035183.4A Pending CN113811576A (zh) | 2019-05-28 | 2020-05-27 | 树脂成型体的制造方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US11572447B2 (zh) |
| EP (1) | EP3978551B1 (zh) |
| JP (1) | JP6752935B1 (zh) |
| CN (1) | CN113811576A (zh) |
| WO (1) | WO2020241707A1 (zh) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN115417931A (zh) * | 2022-09-22 | 2022-12-02 | 上海同化益生纤生物科技有限公司 | 一种耐温型纤维素的制备方法与应用 |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20220242006A1 (en) * | 2021-01-15 | 2022-08-04 | Innotech Alberta Inc. | Cellulose Particle Mold Release Layer |
| JPWO2023286757A1 (zh) * | 2021-07-14 | 2023-01-19 | ||
| JP7322989B1 (ja) | 2022-02-07 | 2023-08-08 | 大日本印刷株式会社 | 化粧シートおよびその製造方法、ならびに、樹脂層およびその製造方法 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104271335A (zh) * | 2011-03-22 | 2015-01-07 | 普立万结构设计及解决方案有限责任公司 | 热塑片结构以及由其形成的制品 |
| CN105960315A (zh) * | 2014-02-03 | 2016-09-21 | 东丽株式会社 | 纤维增强多层颗粒、将其成型而成的成型品、及纤维增强多层颗粒的制造方法 |
| CN107429071A (zh) * | 2015-03-19 | 2017-12-01 | 国立大学法人京都大学 | 含有化学修饰纤维素纳米纤维和热塑性树脂的纤维强化树脂组合物 |
Family Cites Families (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH07228775A (ja) | 1994-02-17 | 1995-08-29 | Kuraray Co Ltd | 難燃性ポリアミド組成物 |
| JP3156749B2 (ja) | 1995-08-24 | 2001-04-16 | カルソニックカンセイ株式会社 | ポリアミドのリサイクル性評価方法及びポリアミドのリサイクル方法 |
| JP2003055549A (ja) | 2001-06-05 | 2003-02-26 | Kuraray Co Ltd | ポリアミド組成物 |
| JP2004195890A (ja) * | 2002-12-20 | 2004-07-15 | Toray Ind Inc | 繊維強化熱可塑性樹脂成形品 |
| JP5489788B2 (ja) | 2010-03-05 | 2014-05-14 | オリンパス株式会社 | 鏡枠用樹脂構造体 |
| KR101812986B1 (ko) | 2010-04-06 | 2017-12-28 | 유니띠까 가부시키가이샤 | 폴리아미드 수지 조성물 및 폴리아미드 수지 조성물의 제조법 |
| JP5563905B2 (ja) * | 2010-06-25 | 2014-07-30 | 積水化学工業株式会社 | リサイクル樹脂含有ポリエチレン系樹脂組成物を押出成形してなるパイプ成形品、及びポリエチレン系樹脂リサイクル方法 |
| JP2012201767A (ja) | 2011-03-24 | 2012-10-22 | Nissan Motor Co Ltd | 樹脂組成物 |
| JP2012251039A (ja) * | 2011-06-01 | 2012-12-20 | Asahi Kasei Chemicals Corp | リサイクル樹脂組成物およびその製造方法 |
| US20160168363A1 (en) | 2014-06-27 | 2016-06-16 | Api Intellectual Property Holdings, Llc | Nanocellulose-polymer composites, and processes for producing them |
| JP6697839B2 (ja) | 2014-07-03 | 2020-05-27 | ユニチカ株式会社 | シート状成形体 |
| SG11201704787QA (en) | 2014-12-22 | 2017-07-28 | Borealis Ag | Composition based on recycled polyethylene from cable waste |
| US11566118B2 (en) | 2016-02-18 | 2023-01-31 | Starlite Co., Ltd. | Nanofiber dispersion, method of producing nanofiber dispersion, powdery nanofibers obtainable from the dispersion, resin composition containing the powdery nanofibers ad molding material for 3D printer using the resin composition |
| CN108779256B (zh) | 2016-02-18 | 2021-12-14 | 日本星光工业株式会社 | 纳米纤维分散体及其粉体以及3d打印机用造型材料 |
| EP3431655A4 (en) | 2016-03-16 | 2020-01-22 | Futamura Kagaku Kabushiki Kaisha | FINE CELLULOSE FIBER AND PRODUCTION METHOD THEREFOR |
| JP6860137B2 (ja) | 2016-07-29 | 2021-04-14 | 日本製紙株式会社 | 繊維性成形品製造用の成形材料およびそれを用いた成形品 |
| JP6469068B2 (ja) | 2016-12-12 | 2019-02-13 | 富士紙管株式会社 | 繊維成分混入合成樹脂組成物及びその製造方法 |
| JP7185215B2 (ja) | 2017-06-22 | 2022-12-07 | 国立大学法人京都大学 | 繊維強化樹脂組成物、繊維強化成形体及びその製造方法 |
| JP6894053B2 (ja) * | 2019-05-13 | 2021-06-23 | 旭化成株式会社 | 低空孔のペレット、及び成形体の製造方法 |
| JP2020193345A (ja) | 2020-08-19 | 2020-12-03 | 旭化成株式会社 | 樹脂成形体の製造方法 |
-
2019
- 2019-05-28 JP JP2019099379A patent/JP6752935B1/ja active Active
-
2020
- 2020-05-27 WO PCT/JP2020/020962 patent/WO2020241707A1/ja unknown
- 2020-05-27 CN CN202080035183.4A patent/CN113811576A/zh active Pending
- 2020-05-27 EP EP20814095.4A patent/EP3978551B1/en active Active
- 2020-05-27 US US17/613,198 patent/US11572447B2/en active Active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104271335A (zh) * | 2011-03-22 | 2015-01-07 | 普立万结构设计及解决方案有限责任公司 | 热塑片结构以及由其形成的制品 |
| CN105960315A (zh) * | 2014-02-03 | 2016-09-21 | 东丽株式会社 | 纤维增强多层颗粒、将其成型而成的成型品、及纤维增强多层颗粒的制造方法 |
| CN107429071A (zh) * | 2015-03-19 | 2017-12-01 | 国立大学法人京都大学 | 含有化学修饰纤维素纳米纤维和热塑性树脂的纤维强化树脂组合物 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN115417931A (zh) * | 2022-09-22 | 2022-12-02 | 上海同化益生纤生物科技有限公司 | 一种耐温型纤维素的制备方法与应用 |
| CN115417931B (zh) * | 2022-09-22 | 2024-03-22 | 上海同化益生纤生物科技有限公司 | 一种耐温型纤维素的制备方法与应用 |
Also Published As
| Publication number | Publication date |
|---|---|
| US11572447B2 (en) | 2023-02-07 |
| EP3978551A1 (en) | 2022-04-06 |
| JP6752935B1 (ja) | 2020-09-09 |
| EP3978551C0 (en) | 2023-08-16 |
| US20220315714A1 (en) | 2022-10-06 |
| WO2020241707A1 (ja) | 2020-12-03 |
| EP3978551A4 (en) | 2022-07-27 |
| EP3978551B1 (en) | 2023-08-16 |
| JP2020193266A (ja) | 2020-12-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN113811576A (zh) | 树脂成型体的制造方法 | |
| Fowlks et al. | The effect of maleated polylactic acid (PLA) as an interfacial modifier in PLA‐talc composites | |
| EP1939253B1 (en) | Natural fiber-reinforced polylatic acid-based resin composition | |
| EP1860138A1 (en) | Biodegradable thermoplastic nanocomposite polymers | |
| JP7114376B2 (ja) | セルロース含有樹脂組成物 | |
| JP2020007496A (ja) | セルロース含有樹脂組成物 | |
| JP2024032925A (ja) | 樹脂成形体の製造方法 | |
| JP7561086B2 (ja) | 低空孔のペレット、及び成形体の製造方法 | |
| JPWO2020050286A1 (ja) | 複合粒子及び樹脂組成物 | |
| EP0342344A1 (en) | Improved polymer blends containing isocyanate reacting agents | |
| JP5297912B2 (ja) | セルロース繊維強化ポリブチレンテレフタレート樹脂組成物 | |
| JP7152558B2 (ja) | ポリアミド樹脂組成物 | |
| JP2020176157A (ja) | セルロース組成物 | |
| JP7266995B2 (ja) | セルロースナノファイバー組成物 | |
| JP6704428B2 (ja) | ポリアミド樹脂組成物 | |
| JP2020015242A (ja) | セルロース含有樹脂組成物 | |
| JP2020007493A (ja) | セルロース含有樹脂組成物 | |
| CN114752179B (zh) | 低浮纤的聚甲醛组合物及其制备方法 | |
| JP7129445B2 (ja) | ポリアミド樹脂組成物 | |
| JP2024070251A (ja) | ポリアセタール樹脂組成物及びその製造方法 | |
| JP2024106126A (ja) | 樹脂組成物及び成形品 | |
| EP4442762A1 (en) | Resin composition, molded article, and pellet |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination |