CN113798639B - 一种氩弧焊机 - Google Patents
一种氩弧焊机 Download PDFInfo
- Publication number
- CN113798639B CN113798639B CN202111054306.1A CN202111054306A CN113798639B CN 113798639 B CN113798639 B CN 113798639B CN 202111054306 A CN202111054306 A CN 202111054306A CN 113798639 B CN113798639 B CN 113798639B
- Authority
- CN
- China
- Prior art keywords
- belt wheel
- telescopic rod
- tensioning
- argon arc
- belt
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K9/00—Arc welding or cutting
- B23K9/16—Arc welding or cutting making use of shielding gas
- B23K9/167—Arc welding or cutting making use of shielding gas and of a non-consumable electrode
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K9/00—Arc welding or cutting
- B23K9/12—Automatic feeding or moving of electrodes or work for spot or seam welding or cutting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K9/00—Arc welding or cutting
- B23K9/24—Features related to electrodes
- B23K9/28—Supporting devices for electrodes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K9/00—Arc welding or cutting
- B23K9/32—Accessories
Abstract
本发明涉及工业焊接设备技术领域,尤其涉及一种氩弧焊机。一种氩弧焊机,包括架体,所述架体顶端设有驱动机构,所述架体顶端外部设有电机,所述驱动机构内部连接有张紧机构,所述架体下端固定连接有工作台;本发明通过设置驱动机构使得氩弧焊机在焊接时可沿相反的方向,可避免热量在局部集中,使得工件焊接完后保持平整,本发明在使用时,利用钨针偏心设置在转盘上使得在旋转时可模拟人手左右摇摆,同时钨针可随转盘实现自转避免钨针尖部易结团。
Description
技术领域
本发明涉及工业焊接设备技术领域,尤其涉及一种氩弧焊机。
背景技术
现有技术中的氩弧焊一般都是采用手工进行焊接的,针对各种尺寸的不锈钢管等进行氩弧焊时,采用人工焊接,虽然具有焊接不受形状限制等优点,但是焊接效率很低,而且焊接质量不稳定,焊接质量直接与工人的熟练程度相挂钩,导致产品质量不均衡,而且在焊接过程中钨针尖部易结团,影响电弧产生的稳定性。
现有技术中也公开了一些氩弧焊机,在的架体上竖起两根支撑杆,支撑杆上固定一底板,底板上固定两个平行的滑座,滑座中间设有滑槽,滑槽上配合有滑块,滑块上连接一轴承座,两个轴承座之间连接一滑轴,在滑轴的中间位置设有带轮,滑轴一端伸出滑块,在滑轴末端固定连接一焊枪固定杆,焊枪固定杆下端固定一焊枪夹块,焊枪夹块上固定着焊枪;在的底板一侧端设有一气缸座,气缸座一端固定一气缸,气缸伸出一伸出轴,伸出轴连接一齿条,的齿条与滑轴上的带轮相配合,齿条推动滑轴沿着滑座上的滑槽进行滑动运动;在的架体上连接一工作台底板,工作台底板上配合一升降板,的升降板四个边角处设有连接座,连接座上连接有连接轴,的连接轴两端配合一调节板,调节板上固定一工作台,工作台上固定一工件夹具,工件夹具与的焊枪相配合,焊枪在滑轴带动下对工件夹具上的工件进行焊接处理。
发明人在工作过程中发现,在焊接的过程中沿相同方向焊接会导致一端或局部位置热量集中从而容易导致工件变形,此外氩弧焊的过程中,钨针尖部易结团,影响电弧产生的稳定性。
发明内容
本发明的目的是为了解决以下问题:
1、在氩弧焊的过程中沿相同方向焊接会导致一端或局部位置热量集中,导致工件变形;
2、在现有氩弧焊的过程中,钨针尖部易结团,影响电弧产生的稳定性。
为了实现上述目的,本发明采用了如下技术方案:
一种氩弧焊机,包括架体,架体顶端设有驱动机构,架体顶端外部设有电机,驱动机构内部连接有张紧机构,架体下端固定连接有工作台;
其中,驱动机构包括顶板,利用顶板固定在架体下端可较好的固定驱动机构,顶板内设有双向螺纹丝杠,双向螺纹丝杠两端设有第一滑块和第二滑块,通过设置双向螺纹丝杠可将双向螺纹丝杠的转动转化成第一滑块与第二滑块的相对移动,第一滑块外同轴连接有第一带轮,第二滑块外同轴连接有第二带轮,通过设置第一带轮和第二带轮使得第一滑块与第二滑块向相反方向移动同时能带动第一带轮和第二带轮向相反方向运动,第一带轮两侧分别同轴铰接有第一伸缩杆和第二伸缩杆,第二带轮两侧分别同轴铰接有第三伸缩杆和第四伸缩杆,第一伸缩杆和第三伸缩杆同时同轴铰接在第三带轮上,第二伸缩杆和第四伸缩杆同时同轴铰接在第四带轮,第一带轮、第二带轮、第三带轮和第四带轮外安装有皮带,通过设置皮带可使得第三带轮和第四带轮在皮带的带动下实现同步转动。
作为本发明的进一步改进,张紧机构包括固定块,固定块上连接有张紧轮,张紧轮外设有张紧丝杠,通过设置张紧丝杠可对皮带在使用一段时间后,通过旋拧张紧丝杠实现皮带张紧,从而保证驱动机构正常工作,张紧轮与皮带相适配,张紧丝杠穿过第四伸缩杆。
作为本发明的进一步改进,所述第一带轮、第二带轮、第三带轮和第四带轮下表面安装有焊枪,焊枪内部设有钨针,四把焊枪能够同时工作实现对工件的焊接,大大提高了焊接的效率。优选的,钨针相较于第一带轮、第二带轮、第三带轮和第四带轮的旋转中心偏心设置,通过偏心设置的钨针,可模拟人手在焊接作业时左右摆动钨针的情况;优选的,所述第一带轮、第二带轮、第三带轮和第四带轮的其中一个与电机连接,利用电机可以实现钨针的快速转动,从而有利于将钨针上的结团甩出,实现结团的清理。根据焊接需要的不同,可以边焊接边清理结团,也可以在产生结团后将钨针快速抬离工件,而后利用快速旋转将结团清理掉。必要的时候可以在本发明添加遮挡,避免结团甩出伤人。
作为本发明的进一步改进,工作台下端连接有升降板,升降板下端配合有气缸,气缸的伸出端与升降板固定连接,通过设置气缸可使气缸在推动过程中带动升降板上下运动,可实现工作台可上下升降的效果。
作为本发明的进一步改进,工作台内设有熔槽,熔槽的一端安装有散热风扇,通过设置熔槽和散热风扇可使工件焊接过后快速空冷,提高工件的散热效率。
作为本发明的进一步改进,工作台为Y字形结构,通过设置Y字形结构减少工件与工作台的接触,避免粘结在一起。
作为本发明的进一步改进,电机的输出端与双向螺纹丝杠相连接,通过将电机的输出端与双向螺纹丝杠相连接使得双向螺纹丝杠转动,通过调节电机的转向可改变第一滑块与第二滑块在双向螺纹丝杠上的移动方向。
作为本发明的进一步改进,第一伸缩杆、第二伸缩杆、第三伸缩杆和第四伸缩杆均包括凸杆和凹杆,凸杆和凹杆相配合,凸杆和凹杆通过螺栓固定连接,通过调节凸杆插入凹杆的长短较好的调节第一伸缩杆、第二伸缩杆、第三伸缩杆和第四伸缩杆的长度。
作为本发明的进一步改进,皮带采用弹性材质,通过采用弹性材质可较好的适配调节过的第一伸缩杆、第二伸缩杆、第三伸缩杆和第四伸缩杆。与现有技术相比,本发明提供了一种氩弧焊机,具备以下有益效果:
1、本发明中氩弧焊机在焊接时可沿相反的方向,可避免热量在局部集中,使得工件焊接完后保持平整。
2、本发明在使用时,利用钨针偏心设置在转盘上使得在旋转时可模拟人手左右摇摆,同时钨针可随转盘实现偏心转动避免钨针尖部易结团。
该装置中未涉及部分均与现有技术相同或可采用现有技术加以实现,本发明通过设置驱动机构解决了人工焊接过程中沿着相同方向焊接会导致一端或局部位置热量集中的问题。
附图说明
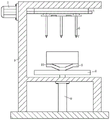
图1为本发明提出的一种氩弧焊机的结构剖视图;
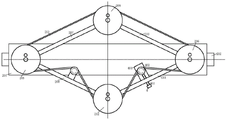
图2为本发明提出的一种氩弧焊机的驱动机构的结构示意图;
图3为本发明提出的一种氩弧焊机的顶板的结构示意图;
图4为本发明提出的一种氩弧焊机的驱动机构的侧视图;
图5为本发明提出的一种氩弧焊机第一伸缩杆的结构示意图。
图中:架体1、驱动机构2、顶板201、双向螺纹丝杠202、第一滑块203、第二滑块204、第一带轮205、第二带轮206、第一伸缩杆207、第二伸缩杆208、第三带轮209、第三伸缩杆210、第四伸缩杆211、第四带轮212、皮带213、电机3、张紧机构4、固定块401、张紧轮402、张紧丝杠403、工作台5、焊枪6、钨针7、升降板8、气缸9、熔槽10、凸杆11、凹杆12。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
在本发明的描述中,需要理解的是,术语“上”、“下”、“前”、“后”、“左”、“右”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
参照图1-5,一种氩弧焊机,包括架体1,架体1顶端设有驱动机构2,架体1顶端外部设有电机3,驱动机构2内部连接有张紧机构4,架体1下端固定连接有工作台5;
其中,驱动机构2包括顶板201,利用顶板201固定在架体1下端可较好的固定驱动机构2,顶板201内设有双向螺纹丝杠202,双向螺纹丝杠202两端设有第一滑块203和第二滑块204,通过设置双向螺纹丝杠202可将双向螺纹丝杠202的转动转化成第一滑块203与第二滑块204的相对移动,第一滑块203外同轴连接有第一带轮205,第二滑块204外同轴连接有第二带轮206,通过设置第一带轮205和第二带轮206使得第一滑块203与第二滑块204向相反方向移动同时能带动第一带轮205和第二带轮206向相反方向运动,第一带轮205两侧分别同轴铰接有第一伸缩杆207和第二伸缩杆208,第二带轮206两侧分别同轴铰接有第三伸缩杆210和第四伸缩杆211,第一伸缩杆207和第三伸缩杆210同时同轴铰接在第三带轮209上,第二伸缩杆208和第四伸缩杆211同时同轴铰接在第四带轮212,第一带轮205、第二带轮206、第三带轮209和第四带轮212外安装有皮带213,通过设置皮带213可使得第三带轮209和第四带轮212在皮带213的带动下实现同步转动。
作为本发明的进一步改进,张紧机构4包括固定块401,固定块401上连接有张紧轮402,张紧轮402外设有张紧丝杠403,通过设置张紧丝杠403可对皮带213在使用一段时间后,通过旋拧张紧丝杠403实现皮带213张紧,从而保证驱动机构2正常工作,张紧轮402与皮带213相适配,张紧丝杠403穿过第四伸缩杆211。
作为本发明的进一步改进,所述第一带轮205、第二带轮206、第三带轮209和第四带轮212下表面安装有焊枪6,焊枪6内部设有钨针7,四把焊枪6能够同时工作配合焊丝实现对工件的焊接,大大提高了焊接的效率。优选的,钨针7相较于第一带轮205、第二带轮206、第三带轮209和第四带轮212的旋转中心偏心设置,通过偏心设置的钨针7,可模拟人手在焊接作业时左右摆动钨针7的情况;优选的,所述第一带轮205、第二带轮206、第三带轮209和第四带轮212的其中一个与电机连接,利用电机可以实现钨针7的快速转动,从而有利于将钨针7上的结团甩出,实现结团的清理。根据焊接需要的不同,可以边焊接边清理结团,也可以在产生结团后将钨针7快速抬离工件,而后利用快速旋转将结团清理掉。必要的时候可以在本发明添加遮挡,避免结团甩出伤人。
作为本发明的进一步改进,工作台5下端连接有升降板8,升降板8下端配合有气缸9,气缸9的伸出端与升降板8固定连接,通过设置气缸9可使气缸9在推动过程中带动升降板8上下运动,可实现工作台5可上下升降的效果。
作为本发明的进一步改进,工作台5内设有熔槽10,熔槽10的一端安装有散热风扇,通过设置熔槽10和散热风扇可使工件焊接过后快速空冷,提高工件的散热效率。
作为本发明的进一步改进,工作台5为Y字形结构,通过设置Y字形结构减少工件与工作台5的接触,避免粘结在一起。
作为本发明的进一步改进,电机3的输出端与双向螺纹丝杠202相连接,通过将电机3的输出端与双向螺纹丝杠202相连接使得双向螺纹丝杠202转动,通过调节电机3的转向可改变第一滑块203与第二滑块204在双向螺纹丝杠202上的移动方向。
作为本发明的进一步改进,第一伸缩杆207、第二伸缩杆208、第三伸缩杆210和第四伸缩杆211均包括凸杆11和凹杆12,凸杆11和凹杆12相配合,凸杆11和凹杆12通过螺栓固定连接,通过调节凸杆11插入凹杆12的长短较好的调节第一伸缩杆207、第二伸缩杆208、第三伸缩杆210和第四伸缩杆211的长度。
作为本发明的进一步改进,皮带213采用弹性材质,通过采用弹性材质可较好的适配调节过的第一伸缩杆207、第二伸缩杆208、第三伸缩杆210和第四伸缩杆211。
工作原理:通过启动电机3,使得电机3输出端转动,同时带动双向螺纹丝杠202转动,此时第一滑块203带动第一带轮205,第二滑块204带动第二带轮206均向双向螺纹丝杠202的中间位置移动,同时第三带轮209和第四带轮212在皮带213的带动下向背离顶板201方向移动,通过切换电机3输出轴的转向,实现氩弧焊机在焊接时可沿相反的方向移动,可避工件焊接时焊接热量向内集中,使得工件焊接完后保持较好的平整度,同时第一带轮205、第二带轮206、第三带轮209和第四带轮212转动时会带动对应偏心设置的焊枪6转动,焊枪6内的钨针7偏心转动同时自转,利用钨针7偏心设置使得在旋转时可模拟人手左右摇摆,同时钨针7可随转盘实现自转避免钨针7尖部易结团。
以上,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
Claims (4)
1.一种氩弧焊机,包括架体(1),架体(1)顶端设有驱动机构(2),架体(1)顶端外部设有电机(3),驱动机构(2)内部连接有张紧机构(4),架体(1)下端固定连接有工作台(5);
其特征在于:驱动机构(2)包括顶板(201),顶板(201)内设有双向螺纹丝杠(202),双向螺纹丝杠(202)两端设有第一滑块(203)和第二滑块(204),第一滑块(203)外同轴连接有第一带轮(205),第二滑块(204)外同轴连接有第二带轮(206),第一带轮(205)两侧分别同轴铰接有第一伸缩杆(207)和第二伸缩杆(208),第二带轮(206)两侧分别同轴铰接有第三伸缩杆(210)和第四伸缩杆(211),第一伸缩杆(207)和第三伸缩杆(210)同时同轴铰接在第三带轮(209)上,第二伸缩杆(208)和第四伸缩杆(211)同时同轴铰接在第四带轮(212),第一带轮(205)、第二带轮(206)、第三带轮(209)和第四带轮(212)外安装有皮带(213);
张紧机构(4)包括固定块(401),固定块(401)上连接有张紧轮(402),张紧轮(402)外设有张紧丝杠(403),张紧轮(402)与皮带(213)相适配,张紧丝杠(403)穿过第四伸缩杆(211);
所述第一带轮(205)、第二带轮(206)、第三带轮(209)和第四带轮(212)下表面安装有焊枪(6),焊枪(6)内部设有钨针(7);
钨针(7)相较于第一带轮(205)、第二带轮(206)、第三带轮(209)和第四带轮(212)的旋转中心偏心设置。
2.根据权利要求1所述的一种氩弧焊机,其特征在于:工作台(5)下端连接有升降板(8),升降板(8)下端配合有气缸(9),气缸(9)的伸出端与升降板(8)固定连接,通过设置气缸(9)可使气缸(9)在推动过程中带动升降板(8)上下运动,可实现工作台(5)可上下升降的效果。
3.根据权利要求1所述的一种氩弧焊机,其特征在于:工作台(5)内设有熔槽(10),熔槽(10)的一端安装有散热风扇。
4.根据权利要求1所述的一种氩弧焊机,其特征在于:第一伸缩杆(207)、第二伸缩杆(208)、第三伸缩杆(210)和第四伸缩杆(211)均包括凸杆(11)和凹杆(12),凸杆(11)和凹杆(12)相配合,凸杆(11)和凹杆(12)通过螺栓固定连接,通过调节凸杆(11)插入凹杆(12)的长短较好的调节第一伸缩杆(207)、第二伸缩杆(208)、第三伸缩杆(210)和第四伸缩杆(211)的长度。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202111054306.1A CN113798639B (zh) | 2021-09-09 | 2021-09-09 | 一种氩弧焊机 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202111054306.1A CN113798639B (zh) | 2021-09-09 | 2021-09-09 | 一种氩弧焊机 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN113798639A CN113798639A (zh) | 2021-12-17 |
| CN113798639B true CN113798639B (zh) | 2022-11-29 |
Family
ID=78894977
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202111054306.1A Active CN113798639B (zh) | 2021-09-09 | 2021-09-09 | 一种氩弧焊机 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN113798639B (zh) |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104014908A (zh) * | 2014-06-03 | 2014-09-03 | 丹阳市长江汽车部件有限公司 | 一种不间断焊接环形焊缝的设备 |
| WO2018103081A1 (zh) * | 2016-12-09 | 2018-06-14 | 冯庆柱 | 一种激光复合焊接设备 |
| CN208843142U (zh) * | 2018-10-08 | 2019-05-10 | 青岛固德物流系统工程有限公司 | 一种伸缩皮带机的下浮动导轮结构 |
| CN110549154A (zh) * | 2019-09-10 | 2019-12-10 | 陕西闹闹馨馨知识产权服务有限公司 | 一种建筑板材切割装置及其工作方法 |
| CN210154797U (zh) * | 2019-08-13 | 2020-03-17 | 广州市旭创机电设备有限公司 | 一种带轮检测装置 |
| CN111250830A (zh) * | 2018-12-03 | 2020-06-09 | 广州长胜机电有限公司 | 一种氩弧焊机 |
-
2021
- 2021-09-09 CN CN202111054306.1A patent/CN113798639B/zh active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104014908A (zh) * | 2014-06-03 | 2014-09-03 | 丹阳市长江汽车部件有限公司 | 一种不间断焊接环形焊缝的设备 |
| WO2018103081A1 (zh) * | 2016-12-09 | 2018-06-14 | 冯庆柱 | 一种激光复合焊接设备 |
| CN208843142U (zh) * | 2018-10-08 | 2019-05-10 | 青岛固德物流系统工程有限公司 | 一种伸缩皮带机的下浮动导轮结构 |
| CN111250830A (zh) * | 2018-12-03 | 2020-06-09 | 广州长胜机电有限公司 | 一种氩弧焊机 |
| CN210154797U (zh) * | 2019-08-13 | 2020-03-17 | 广州市旭创机电设备有限公司 | 一种带轮检测装置 |
| CN110549154A (zh) * | 2019-09-10 | 2019-12-10 | 陕西闹闹馨馨知识产权服务有限公司 | 一种建筑板材切割装置及其工作方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN113798639A (zh) | 2021-12-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN201120539Y (zh) | 相贯线双环缝自动焊接机 | |
| CN208556434U (zh) | 一种片头与散热管的自动焊机 | |
| CN209773695U (zh) | 一种用于钢瓶的环缝焊接设备 | |
| CN207681694U (zh) | 一种轴堵自动焊接装置 | |
| CN109332967B (zh) | 一种三轴实时跟踪焊接结构及其冷柜焊接设备 | |
| CN112518182A (zh) | 一种全自动焊接装置 | |
| CN113714632A (zh) | 一种圆锯片激光焊接设备 | |
| CN113798639B (zh) | 一种氩弧焊机 | |
| CN212470277U (zh) | 一种防火门生产用门框焊接设备 | |
| CN113351978A (zh) | 一种高效热处理防柱体件窜动的高频焊接装置 | |
| CN212100920U (zh) | 一种电机线圈抓手设备 | |
| CN216882510U (zh) | 一种铆焊机焊接对齐装置 | |
| CN202356798U (zh) | 机车电容器外壳缝隙焊接机 | |
| CN210024224U (zh) | 一种不锈钢自动焊接加工装置 | |
| CN206605185U (zh) | 一种弧线运动伺服滑台 | |
| CN212705245U (zh) | 一种精密阀的阀芯环焊装置 | |
| CN211727907U (zh) | 调节定位型激光焊机 | |
| CN211708022U (zh) | 一种五金生产的锻造设备 | |
| CN208374539U (zh) | 一种焊机 | |
| CN209867637U (zh) | 一种气体保护焊接工装 | |
| CN219900635U (zh) | 一种零件加工用摩擦焊设备 | |
| CN210967678U (zh) | 一种自动焊接机用焊件角度调节机构 | |
| CN219310481U (zh) | 一种船舶围栏修补用焊接装置 | |
| CN216177856U (zh) | 一种自动上货的大型工件自动焊接设备 | |
| CN215846445U (zh) | 一种激光焊接机调节装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| TA01 | Transfer of patent application right |
Effective date of registration: 20221114 Address after: 510700 A201, 38 Sangtian 1st Road, Huangpu District, Guangzhou City, Guangdong Province Applicant after: Guangzhou Welding King Electric Technology Co.,Ltd. Address before: 210000 room 703, building 12, Jinma Licheng East District, No. 111, Aoti street, Jianye District, Nanjing, Jiangsu Province Applicant before: Chen Shujian |
|
| TA01 | Transfer of patent application right | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |