CN1134328C - 由涂布的聚碳酸酯和聚合物组成的复合材料 - Google Patents
由涂布的聚碳酸酯和聚合物组成的复合材料 Download PDFInfo
- Publication number
- CN1134328C CN1134328C CNB99806145XA CN99806145A CN1134328C CN 1134328 C CN1134328 C CN 1134328C CN B99806145X A CNB99806145X A CN B99806145XA CN 99806145 A CN99806145 A CN 99806145A CN 1134328 C CN1134328 C CN 1134328C
- Authority
- CN
- China
- Prior art keywords
- composite construction
- polymer
- merlon
- composite
- application
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 229920000642 polymer Polymers 0.000 title claims abstract description 31
- 239000004417 polycarbonate Substances 0.000 title claims abstract description 21
- 229920000515 polycarbonate Polymers 0.000 title claims abstract description 21
- 239000000203 mixture Substances 0.000 title description 5
- 239000002131 composite material Substances 0.000 claims abstract description 46
- 238000010276 construction Methods 0.000 claims description 24
- 239000011248 coating agent Substances 0.000 claims description 17
- 238000000576 coating method Methods 0.000 claims description 17
- 229920001169 thermoplastic Polymers 0.000 claims description 15
- 239000004416 thermosoftening plastic Substances 0.000 claims description 15
- 238000001746 injection moulding Methods 0.000 claims description 12
- 239000000463 material Substances 0.000 claims description 12
- 238000007493 shaping process Methods 0.000 claims description 11
- 239000011521 glass Substances 0.000 claims description 7
- 239000004033 plastic Substances 0.000 claims description 7
- 229920003023 plastic Polymers 0.000 claims description 7
- 238000000034 method Methods 0.000 claims description 6
- 238000005266 casting Methods 0.000 claims description 5
- 238000007789 sealing Methods 0.000 claims description 4
- 241001074085 Scophthalmus aquosus Species 0.000 claims description 3
- 238000004080 punching Methods 0.000 claims description 3
- 238000004519 manufacturing process Methods 0.000 abstract description 6
- IISBACLAFKSPIT-UHFFFAOYSA-N bisphenol A Chemical compound C=1C=C(O)C=CC=1C(C)(C)C1=CC=C(O)C=C1 IISBACLAFKSPIT-UHFFFAOYSA-N 0.000 description 8
- 229920006289 polycarbonate film Polymers 0.000 description 7
- 229920001577 copolymer Polymers 0.000 description 4
- YMWUJEATGCHHMB-UHFFFAOYSA-N Dichloromethane Chemical compound ClCCl YMWUJEATGCHHMB-UHFFFAOYSA-N 0.000 description 3
- WSFSSNUMVMOOMR-UHFFFAOYSA-N Formaldehyde Chemical compound O=C WSFSSNUMVMOOMR-UHFFFAOYSA-N 0.000 description 3
- -1 Merlon Polymers 0.000 description 3
- 125000003118 aryl group Chemical group 0.000 description 3
- 229940106691 bisphenol a Drugs 0.000 description 3
- 229920005989 resin Polymers 0.000 description 3
- 239000011347 resin Substances 0.000 description 3
- NIXOWILDQLNWCW-UHFFFAOYSA-M Acrylate Chemical compound [O-]C(=O)C=C NIXOWILDQLNWCW-UHFFFAOYSA-M 0.000 description 2
- 239000004793 Polystyrene Substances 0.000 description 2
- 239000002253 acid Substances 0.000 description 2
- 239000000654 additive Substances 0.000 description 2
- 230000000996 additive effect Effects 0.000 description 2
- 229920001971 elastomer Polymers 0.000 description 2
- 150000002148 esters Chemical class 0.000 description 2
- 229920000728 polyester Polymers 0.000 description 2
- 229920006324 polyoxymethylene Polymers 0.000 description 2
- 229920002223 polystyrene Polymers 0.000 description 2
- 229920002635 polyurethane Polymers 0.000 description 2
- 239000004814 polyurethane Substances 0.000 description 2
- 239000005060 rubber Substances 0.000 description 2
- 229920001187 thermosetting polymer Polymers 0.000 description 2
- 229920006305 unsaturated polyester Polymers 0.000 description 2
- NLHHRLWOUZZQLW-UHFFFAOYSA-N Acrylonitrile Chemical compound C=CC#N NLHHRLWOUZZQLW-UHFFFAOYSA-N 0.000 description 1
- 229930185605 Bisphenol Natural products 0.000 description 1
- VGGSQFUCUMXWEO-UHFFFAOYSA-N Ethene Chemical compound C=C VGGSQFUCUMXWEO-UHFFFAOYSA-N 0.000 description 1
- OFOBLEOULBTSOW-UHFFFAOYSA-N Malonic acid Chemical compound OC(=O)CC(O)=O OFOBLEOULBTSOW-UHFFFAOYSA-N 0.000 description 1
- CERQOIWHTDAKMF-UHFFFAOYSA-M Methacrylate Chemical compound CC(=C)C([O-])=O CERQOIWHTDAKMF-UHFFFAOYSA-M 0.000 description 1
- 239000004952 Polyamide Substances 0.000 description 1
- 239000004698 Polyethylene Substances 0.000 description 1
- 239000004743 Polypropylene Substances 0.000 description 1
- XTXRWKRVRITETP-UHFFFAOYSA-N Vinyl acetate Chemical compound CC(=O)OC=C XTXRWKRVRITETP-UHFFFAOYSA-N 0.000 description 1
- 239000006117 anti-reflective coating Substances 0.000 description 1
- 238000005452 bending Methods 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- MTAZNLWOLGHBHU-UHFFFAOYSA-N butadiene-styrene rubber Chemical compound C=CC=C.C=CC1=CC=CC=C1 MTAZNLWOLGHBHU-UHFFFAOYSA-N 0.000 description 1
- 125000005587 carbonate group Chemical group 0.000 description 1
- BVKZGUZCCUSVTD-UHFFFAOYSA-N carbonic acid Chemical compound OC(O)=O BVKZGUZCCUSVTD-UHFFFAOYSA-N 0.000 description 1
- 229920002678 cellulose Polymers 0.000 description 1
- 150000001875 compounds Chemical class 0.000 description 1
- 239000003822 epoxy resin Substances 0.000 description 1
- 230000003628 erosive effect Effects 0.000 description 1
- 230000002209 hydrophobic effect Effects 0.000 description 1
- 125000004464 hydroxyphenyl group Chemical group 0.000 description 1
- 238000002347 injection Methods 0.000 description 1
- 239000007924 injection Substances 0.000 description 1
- 230000003287 optical effect Effects 0.000 description 1
- 229920000058 polyacrylate Polymers 0.000 description 1
- 229920002647 polyamide Polymers 0.000 description 1
- 229920002857 polybutadiene Polymers 0.000 description 1
- 229920000647 polyepoxide Polymers 0.000 description 1
- 229920000573 polyethylene Polymers 0.000 description 1
- 229920001195 polyisoprene Polymers 0.000 description 1
- 229920001155 polypropylene Polymers 0.000 description 1
- 229920000915 polyvinyl chloride Polymers 0.000 description 1
- 239000004800 polyvinyl chloride Substances 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 239000001294 propane Substances 0.000 description 1
- QQONPFPTGQHPMA-UHFFFAOYSA-N propylene Natural products CC=C QQONPFPTGQHPMA-UHFFFAOYSA-N 0.000 description 1
- 125000004805 propylene group Chemical group [H]C([H])([H])C([H])([*:1])C([H])([H])[*:2] 0.000 description 1
- 239000000243 solution Substances 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 230000002194 synthesizing effect Effects 0.000 description 1
- 239000004634 thermosetting polymer Substances 0.000 description 1
Images
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C37/00—Component parts, details, accessories or auxiliary operations, not covered by group B29C33/00 or B29C35/00
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C37/00—Component parts, details, accessories or auxiliary operations, not covered by group B29C33/00 or B29C35/00
- B29C37/0078—Measures or configurations for obtaining anchoring effects in the contact areas between layers
- B29C37/0082—Mechanical anchoring
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/14—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles
- B29C45/14311—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles using means for bonding the coating to the articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/14—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles
- B29C45/14311—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles using means for bonding the coating to the articles
- B29C2045/14327—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles using means for bonding the coating to the articles anchoring by forcing the material to pass through a hole in the article
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C39/00—Shaping by casting, i.e. introducing the moulding material into a mould or between confining surfaces without significant moulding pressure; Apparatus therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2069/00—Use of PC, i.e. polycarbonates or derivatives thereof, as moulding material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/778—Windows
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/778—Windows
- B29L2031/7782—Glazing
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24628—Nonplanar uniform thickness material
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24628—Nonplanar uniform thickness material
- Y10T428/24653—Differential nonplanarity at margin
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24777—Edge feature
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24942—Structurally defined web or sheet [e.g., overall dimension, etc.] including components having same physical characteristic in differing degree
- Y10T428/2495—Thickness [relative or absolute]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24942—Structurally defined web or sheet [e.g., overall dimension, etc.] including components having same physical characteristic in differing degree
- Y10T428/2495—Thickness [relative or absolute]
- Y10T428/24967—Absolute thicknesses specified
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/31504—Composite [nonstructural laminate]
- Y10T428/31507—Of polycarbonate
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Laminated Bodies (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
- Lining Or Joining Of Plastics Or The Like (AREA)
- Casting Or Compression Moulding Of Plastics Or The Like (AREA)
- Polyesters Or Polycarbonates (AREA)
Abstract
本发明涉及一种互锁复合材料,包括表面带有涂层的聚碳酸酯构成的成形体(1)和一种聚合物,其中所述成形体在边缘区域具有增进附着的特殊几何特征(2)。本发明还涉及所述互锁复合材料的生产以及可由其生产的产品。
Description
本发明涉及一种复合结构,它包括一种表面带有涂层并且在其边缘区域具有增粘几何特征的成形聚碳酸酯制品,和一种聚合物;该复合结构的生产;其用于生产各种产品的应用;以及由它制成的产品。
玻璃正在日益被聚碳酸酯所取代,尤其是在那些由于其重量大以及/和易破裂而被认为不适宜的领域。
可用作玻璃代用品的聚碳酸酯必须带有涂层,以便它既抗划伤又耐受其他的环境影响。然而,聚碳酸酯的此种涂层常常使得聚碳酸酯不再能与其他聚合物发生化学或物理粘合,以致不依靠诸如网状物之类连接手段,通常就不可能在该涂布聚碳酸酯上牢固粘附另一种聚合物以形成复合结构。
因此,本发明的目的是提供一种复合结构,它包括表面带有涂层的成形聚碳酸酯制品和一种聚合物,其中该复合结构具有一个不需要连接手段诸如网状物的牢固的结构;一种生产本发明复合材料的方法;以及由此生产的产品。
本发明的目的通过下述来实现:一种包括表面带有涂层且在其边缘区域具有增粘几何特征的成形聚碳酸酯制品和一种聚合物的复合结构,该复合结构可通过将所述聚合物包围着成形制品边缘区域进行注塑或浇铸来获得;生产本发明的复合材料的方法,该方法包括包围着聚碳酸酯成形制品边缘区域注塑或浇铸一种材料;本发明的复合材料用于生产各种产品的应用;以及可如此获得的产品。
本发明复合材料的优点在于,在涂布的、成形聚碳酸酯制品与该聚合物之间存在结构协力,尽管成形制品和聚合物之间既未经过化学也未经过物理的粘合。物理粘合是指,例如某种特定的牢固附着。
本发明所说的聚碳酸酯可以是均聚碳酸酯或者是共聚碳酸酯。该聚碳酸酯可以是线型或者是支链的。优选使用以双酚A(2,2-双(4-羟苯基)-丙烷)为基础的均聚碳酸酯,或者是以双酚A与,以双酚总摩尔数为基准,最高60mol%1,1-双(4-羟苯基)-3,3,5-三甲基环己烷为基础的共聚碳酸酯。尤其优选使用以双酚A为基础的均聚碳酸酯。
本发明所说的聚碳酸酯还可以是这样的芳族聚碳酸酯,其中最高80mol%,优选20mol%~最高50mol%碳酸酯基团被芳族二羧酸酯基团所取代。此种聚碳酸酯,由于既包含碳酸的酸基团又包含芳族二羧酸的酸基团,二者结合在其分子链中,故被称作芳族聚酯-碳酸酯。它们笼统地用属名聚碳酸酯来称呼。
聚碳酸酯可用各种已知的方法来制备。作为例子,这里仅举出以下参考文献:Schnell的“聚碳酸酯物理及化学”,《聚合物评论》,卷9,国际科学出版社,纽约、伦敦、悉尼1964;以及D.C.Prevorsek,B.T.Debona及Y.Kesten,合作研究中心,联合化学公司,Morristown,新泽西07960,“聚(酯-碳酸酯)共聚物的合成”,《聚合物科学会报.聚合物化学篇》卷19,75~90(1980);以及D.Freitag,U.Grigo,P.R.Müller,N.Nouvertne,拜耳公司,“聚碳酸酯”,《聚合物科学及工程大全》,卷11,1988,第2版,1988,pp.648~718;以及最后,U.Grigo,K.Kircher及P.R.Miiller的“聚碳酸酯”,Becker,Braun主编的《塑料手册》,卷3/1,有关“聚碳酸酯、聚缩醛、聚酯、纤维素酯”的章节,Carl Hanser出版社,慕尼黑、维也纳,1992,pp.117~299。
本发明聚碳酸酯的平均分子量
Mw介于12,000~400,000g/mol(按照浓度为0.5g聚碳酸酯/100mL二氯甲烷的二氯甲烷溶液在25℃的相对粘度测定来确定),优选介于18,000~80,000g/mol,尤其是22,000~60,000g/mol。
本发明的聚碳酸酯可包含添加剂。
就本发明而言,“涂布的”是指,在成形聚碳酸酯制品上提供了抗划伤表面涂层,它也耐化学(侵蚀),并任选地,吸收紫外光,而且另外还可具有亲水或疏水特性。优选的是,本发明成形制品边缘区域的50%以上具有涂层。尤其优选的是,边缘区域的75%以上带有涂层。
本领域技术人员知道,所有赋予聚碳酸酯以抗划伤性能从而使之具有如同玻璃一般表面结构的涂层,均可用作该表面涂层。优选采用诸如WO95/13 426中所描述的表面涂层。
本发明复合材料是通过,将一种聚合物包围着成形制品边缘区域注塑或浇铸获得的。本发明所指的聚合物包括所有热塑性塑料以及橡胶状聚合物(橡胶),例如作为密封组合物使用的那些,或者也可使用热固性聚合物。上面提到的聚合物的共混物也可使用。
本发明的复合材料优选通过将热塑性塑料包围着成形制品进行注塑来制备。
可举出的热塑性塑料的例子是,聚苯乙烯、聚氨酯、聚酰胺、聚酯、聚缩醛、聚丙烯酸酯、聚碳酸酯、聚乙烯、聚丙烯、聚氯乙烯、聚苯乙烯/丙烯腈,以及以上述聚合物为基础的共聚物乃至上述聚合物或共聚物彼此或者与另外的聚合物的共混物。
橡胶状聚合物,就本发明而言,例如是聚异戊二烯、聚氯丁二烯、苯乙烯/丁二烯橡胶、橡胶状ABS聚合物,以及乙烯与1种或多种下列化合物的共聚物:醋酸乙烯、丙烯酸酯、甲基丙烯酸酯或丙烯。
另外,浇铸树脂,例如不饱和聚酯、环氧树脂组合物、丙烯酸酯、甲醛树脂或聚氨酯,也可用作本发明中使用的聚合物。
可用于本发明的热塑性塑料、橡胶及热固性树脂详载于,例如:Saechtling的《塑料袖珍手册》,第26版,Carl Hanser出版社,慕尼黑、维也纳,1995;以及Vieweg及Braun的《塑料手册》,CarlHanser出版社,慕尼黑、维也纳,1995;以及Becker,Braun的《塑料手册》,Carl Hanser出版社,慕尼黑、维也纳,1992中。
本发明的聚合物可包含添加剂。
本发明的复合材料优选通过将热塑性塑料包围着成形制品注塑而制成。
成形聚碳酸酯制品优选是片材或薄膜。片材可以是扁平或曲面(弯曲)的。本发明所指的“曲面的”是指,片材被弯曲成具有特定形状,例如汽车结构中所要求的那样,档风玻璃或后窗玻璃的形式,或者住房构造中的天窗。片材的优选厚度介于1mm~3cm,尤其优选3mm~10mm。薄膜的优选厚度小于1mm,尤其优选0.25~1.0mm。
在本发明另一种优选实施方案中,成形制品具有弯曲表面,例如尤其是在光学透镜中使用的那样。
作为边缘区域的增粘几何特征,该成形制品优选具有1个或多个缺口,或者圆形或椭圆孔或者凹痕或贝壳花边或冲孔或半冲孔或者锯齿(波浪),当包围着成形制品注塑或浇铸该聚合物时,聚合物将这些几何特征包围起来,从而在成形制品与聚合物之间形成结构牢固的连接。
本发明的优选实施方案是一种表面带涂层的以双酚A为基础的聚碳酸酯和热塑性塑料的复合结构;其制备及其应用;以及由它制成的产品。
边缘区域优选占到本发明聚碳酸酯成形制品总表面面积的20%以下。它尤其优选占到10%以下。边缘区域应理解为,例如靠近片材边缘的表面。在不具有明确边缘区域的成形制品的情况下,例如球形,则边缘区域是成形制品表面上任意选择的部分。
本发明的复合材料适合用来生产各种各样产品。本发明的复合材料尤其适合生产带边框的物品,例如幻灯片。
本发明的复合材料还特别适合生产聚碳酸酯窗板,其中密封条,或者甚至整个窗框通过注塑操作被固定在该涂布的聚碳酸酯板上。
本发明的复合材料还尤其适合汽车前灯的生产。在这种情况下,例如,前灯镜可由本发明的成形聚碳酸酯制品制成。
本发明复合材料的另一种优选应用是生产照片镜框,其中在聚碳酸酯片材上还可备有防反光涂层。
本发明的复合材料还优选用于生产机动车玻璃窗。
另一种优选用途是生产各种类型塑料外壳中的显示屏,尤其是电脑和移动电话的显示屏。无光泽电视屏也可由本发明的复合材料来生产。
下面,将借助图1~3来说明本发明。这些说明不过是举例而已,因此不构成对本发明的限制。
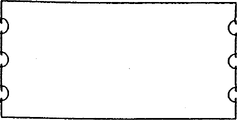
图1表示边缘区域带有通孔的聚碳酸酯薄膜。
图2表示边缘区域带有缺口的聚碳酸酯薄膜。
图3表示边缘区域带有凹痕或贝壳花边的聚碳酸酯薄膜。
图4表示边缘区域带有半冲孔的聚碳酸酯薄膜。
图1表示0.8mm厚的涂布的聚碳酸酯薄膜,在边缘区域带有16个通孔。热塑性塑料(例如)围绕着该薄膜边缘区域进行注塑,从而形成幻灯片。围绕薄膜注塑期间,热塑性材料渗入到通孔中,从而形成结构牢固的复合材料。通孔的数目和直径取决于薄膜与边框之间力的大小,即,复合材料必须具备的强度。
图2表示5mm厚的涂布聚碳酸酯片材,其边缘区域6中具有缺口。缺口是铸造在片材中的。当热塑性材料围绕着聚碳酸酯片材注塑时,缺口中充满热塑性材料,于是,在热塑性材料与片材之间形成结构牢固的连接。此种类型复合材料尤其适合作玻璃窗。
图3表示聚碳酸酯薄膜的断面。薄膜1在边缘区域具有凹痕或贝壳花边2,它是利用一种钝工具结合到薄膜上去的。当热塑性材料围绕着薄膜注塑时,热塑性塑料将凹痕或贝壳花边包裹起来,从而形成结构牢固的复合材料。
图4表示边缘区域带有半冲孔的聚碳酸酯薄膜透视图。在片材上冲出扇形3,例如圆扇形,并且在冲孔期间令其朝外翻卷。当热塑性材料包围着片材注塑时,便将这些凸起、近似的圆盘4包裹起来,从而形成结构牢固的复合材料。
Claims (16)
1.一种复合结构,其包括
a)成形聚碳酸酯制品、其表面带有涂层并在边缘区域具有增粘几何特征;和
b)聚合物,该聚合物在所述边缘区域围绕着所述成形聚碳酸酯制品。
2.权利要求1的复合结构,其特征在于,成形聚碳酸酯制品是扁平或弯曲的片材或薄膜。
3.权利要求1或2的复合结构,其特征在于,增粘几何特征选自通孔、凹痕、贝壳花边、冲孔、半冲孔或锯齿。
4.权利要求1~3之一的复合结构,其特征在于,聚合物是热塑性塑料。
5.权利要求1~4之一的复合结构,其特征在于,聚碳酸酯具有抗划伤表面涂层。
6.一种生产复合结构的方法,其中该结构包括表面带有涂层并在边缘区域具有增粘几何特征的成形聚碳酸酯制品和一种聚合物,方法包括,围绕着聚碳酸酯成形制品边缘区域注塑或浇铸该材料。
7.权利要求1~5之一的复合结构用于生产各种产品的应用。
8.权利要求1~5之一的复合结构用于生产幻灯片或照片镜框的应用。
9.权利要求1~5之一的复合结构用于生产带密封条玻璃窗或带边框玻璃窗的应用。
10.权利要求1~5之一的复合结构用于生产机动车玻璃窗的应用。
11.权利要求1~5之一的复合结构用于生产塑料外壳中显示屏的应用。
12.可由权利要求1~5之一的复合结构获得的产品。
13.可由权利要求1~5之一的复合结构获得的照片镜框或幻灯片。
14.可由权利要求1~5之一的复合结构获得的带密封条或边框的玻璃窗。
15.可由权利要求1~5之一的复合结构获得的机动车玻璃窗。
16.可由权利要求1~5之一的复合结构获得的塑料外壳中的显示屏。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE19821629 | 1998-05-14 | ||
| DE19821629.7 | 1998-05-14 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN1300248A CN1300248A (zh) | 2001-06-20 |
| CN1134328C true CN1134328C (zh) | 2004-01-14 |
Family
ID=7867756
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CNB99806145XA Expired - Fee Related CN1134328C (zh) | 1998-05-14 | 1999-05-03 | 由涂布的聚碳酸酯和聚合物组成的复合材料 |
Country Status (12)
| Country | Link |
|---|---|
| US (1) | US6548146B1 (zh) |
| EP (1) | EP1089863A1 (zh) |
| JP (1) | JP2002515361A (zh) |
| KR (1) | KR100585908B1 (zh) |
| CN (1) | CN1134328C (zh) |
| AU (1) | AU743927B2 (zh) |
| BR (1) | BR9910451A (zh) |
| CA (1) | CA2331578C (zh) |
| ID (1) | ID27450A (zh) |
| IL (1) | IL139284A (zh) |
| TW (1) | TWI225442B (zh) |
| WO (1) | WO1999059793A1 (zh) |
Families Citing this family (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| IL144393A0 (en) * | 2001-07-18 | 2002-05-23 | Ofer Lidror Ltd | A device useful for indicating signs and a method for production thereof |
| US7021112B2 (en) | 2002-09-02 | 2006-04-04 | Yamaha Corporation | Manufacturing method for metal design panel |
| DE102004012467B4 (de) * | 2004-03-15 | 2007-05-31 | Daimlerchrysler Ag | Fahrzeug-Folienbauteil und Verfahren zu dessen Herstellung |
| US20060182984A1 (en) * | 2005-02-17 | 2006-08-17 | Abele Wolfgang P | Protected polycarbonate films having thermal and UV radiation stability, and method of making |
| US20070231577A1 (en) * | 2006-03-30 | 2007-10-04 | Basf Corporation | Coatings for polycarbonate windows |
| FR2928100B1 (fr) * | 2008-02-28 | 2010-04-02 | Plastic Omnium Cie | Procede de fabrication d'une piece structurelle de vehicule automobile et une telle piece. |
| US20160333633A1 (en) * | 2014-01-10 | 2016-11-17 | Insite Manufacturing Pty Ltd | Panel and panel assembly |
| WO2018054847A1 (de) | 2016-09-22 | 2018-03-29 | Covestro Deutschland Ag | Transparente formteile mit geringer dicke |
| DK179398B1 (en) | 2016-10-31 | 2018-05-28 | Vkr Holding As | Method of providing a covering element and a covering element for covering a hinge part of a roof window |
| DK179387B1 (en) * | 2016-10-31 | 2018-05-28 | Vkr Holding As | A method for attaching two window components |
| KR102021377B1 (ko) | 2018-01-29 | 2019-09-16 | 공주대학교 산학협력단 | 탄소계 필러 함유 전기전도성 폴리카보네이트 나노복합소재의 제조방법 및 그에 의해 제조된 전기전도성 폴리카보네이트 나노복합소재 |
Family Cites Families (21)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3415709A (en) * | 1965-08-02 | 1968-12-10 | Johnson & Johnson | Edge reinforced paneling |
| US3628589A (en) | 1968-01-31 | 1971-12-21 | Time Inc | Flow systems |
| DE1755596A1 (de) | 1968-05-27 | 1971-11-18 | Liverpa Gmbh | Profilleiste fuer Kraftfahrzeuge |
| US4041031A (en) * | 1973-12-20 | 1977-08-09 | Imperial Chemical Industries Limited | Method of making fiber reinforced protective headgear |
| US4196545A (en) * | 1978-04-27 | 1980-04-08 | Pauline L. Fuller | Window structure |
| US4284685A (en) * | 1980-01-10 | 1981-08-18 | General Electric Company | Abrasion resistant silicone coated polycarbonate article |
| DE3044851A1 (de) * | 1980-11-28 | 1982-07-01 | Peter 8101 Wallgau Florjancic | "verfahren und vorrichtung zur herstellung von profilteilen aus kunststoff in geteilten spritzformen" |
| JPS57189834A (en) | 1981-05-19 | 1982-11-22 | Canon Inc | Double-color forming method |
| US4424637A (en) * | 1981-12-21 | 1984-01-10 | Dennison Manufacturing Company | Gallery picture frame |
| WO1986000262A1 (en) * | 1984-06-25 | 1986-01-16 | Caterpillar Tractor Co. | Method of forming a windowed unitary panel |
| DE3523779A1 (de) * | 1985-07-03 | 1987-01-22 | Manfred Kammer | Kunststoffkoerper aus geschlossenporigem kunststoffschaum, mit hinterschnittartigen vertiefungen, sowie ein werkzeug mit dem diese vertiefungen in das material eingedrueckt werden koennen |
| JP2815046B2 (ja) * | 1987-06-19 | 1998-10-27 | ミノルタ株式会社 | 成形部材及びその結合方法 |
| US4799346A (en) * | 1988-07-16 | 1989-01-24 | Advanced Glass Systems Corp. | Laminated glazing unit |
| US5002820A (en) * | 1989-05-25 | 1991-03-26 | Artistic Glass Products | Laminated safety glass |
| GB9108672D0 (en) * | 1991-04-23 | 1991-06-12 | Triplex Aircraft And Special P | Lightweight glazings |
| EP0812669B1 (en) * | 1991-05-29 | 2004-07-28 | Spotless Plastics Pty. Ltd. | Method of molding a composite plastic garment hanger |
| US5376410A (en) * | 1991-10-02 | 1994-12-27 | Mackelvie; Winston R. | Material surface modification |
| EP0816064A1 (fr) * | 1996-06-25 | 1998-01-07 | Saint-Gobain Vitrage | Vitrage composite en verre et matière plastique et procédé de détermination des paramètres géométriques optimaux de ce vitrage |
| US5902198A (en) * | 1997-05-30 | 1999-05-11 | Clear Defense Incorporated | Basketball backboard with shatter-resistant properties |
| US6174482B1 (en) * | 1998-10-26 | 2001-01-16 | Gemtron Corporation | Method of manufacturing an interlocked, “flush-to-front,” injection molded border and glass sheet |
| US6294233B1 (en) * | 1999-03-23 | 2001-09-25 | C P Films, Inc. | Edge-sealed window films and methods |
-
1999
- 1999-04-26 TW TW088106588A patent/TWI225442B/zh not_active IP Right Cessation
- 1999-05-03 WO PCT/EP1999/002968 patent/WO1999059793A1/de active IP Right Grant
- 1999-05-03 CA CA2331578A patent/CA2331578C/en not_active Expired - Fee Related
- 1999-05-03 BR BR9910451-2A patent/BR9910451A/pt not_active Application Discontinuation
- 1999-05-03 KR KR1020007012658A patent/KR100585908B1/ko not_active IP Right Cessation
- 1999-05-03 CN CNB99806145XA patent/CN1134328C/zh not_active Expired - Fee Related
- 1999-05-03 IL IL13928499A patent/IL139284A/en not_active IP Right Cessation
- 1999-05-03 AU AU38262/99A patent/AU743927B2/en not_active Ceased
- 1999-05-03 ID IDW20002353A patent/ID27450A/id unknown
- 1999-05-03 US US09/700,327 patent/US6548146B1/en not_active Expired - Fee Related
- 1999-05-03 EP EP99920831A patent/EP1089863A1/de not_active Ceased
- 1999-05-03 JP JP2000549442A patent/JP2002515361A/ja active Pending
Also Published As
| Publication number | Publication date |
|---|---|
| KR20010043544A (ko) | 2001-05-25 |
| IL139284A0 (en) | 2001-11-25 |
| TWI225442B (en) | 2004-12-21 |
| ID27450A (id) | 2001-04-12 |
| IL139284A (en) | 2004-06-20 |
| JP2002515361A (ja) | 2002-05-28 |
| CA2331578A1 (en) | 1999-11-25 |
| AU743927B2 (en) | 2002-02-07 |
| CN1300248A (zh) | 2001-06-20 |
| EP1089863A1 (de) | 2001-04-11 |
| KR100585908B1 (ko) | 2006-06-02 |
| BR9910451A (pt) | 2001-01-02 |
| WO1999059793A1 (de) | 1999-11-25 |
| AU3826299A (en) | 1999-12-06 |
| US6548146B1 (en) | 2003-04-15 |
| CA2331578C (en) | 2011-07-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN1134328C (zh) | 由涂布的聚碳酸酯和聚合物组成的复合材料 | |
| BRPI0514198B1 (pt) | composições de moldagem termoplásticas, uso das mesmas, e, fibra, folha, ou peça moldada de qualquer tipo | |
| KR20040079118A (ko) | 투명한 폴리메틸메타크릴레이트/폴리카보네이트 수지 조성물 | |
| US10870404B2 (en) | Elongate illuminated automotive design element, injection molded vehicle parts, and methods of manufacturing same | |
| KR100725940B1 (ko) | 폴리메틸메타크릴레이트 수지 조성물 | |
| JP7455134B2 (ja) | ポリカーボネート樹脂組成物及びその成形品 | |
| CN108264748B (zh) | 热塑性树脂组合物及使用其的模制品 | |
| CN104903400B (zh) | 聚碳酸酯树脂组合物及由其形成的模制品 | |
| US20050245645A1 (en) | Special visual effect thermoplastic compositions, articles made therefrom, and method | |
| CN103897164B (zh) | 用于薄膜的聚碳酸酯树脂、其制备方法及包含其的薄膜 | |
| JP4907755B2 (ja) | ポリカーボネート樹脂積層体 | |
| JPS6212943B2 (zh) | ||
| JP2002105295A (ja) | 熱可塑性樹脂組成物 | |
| EP3448909A1 (en) | Poly(ester-carbonate)s, articles formed therefrom, and methods of manufacture | |
| JPH0434573B2 (zh) | ||
| JP2002129027A (ja) | 熱可塑性樹脂組成物 | |
| JPH09164552A (ja) | 透明な高剛性樹脂板状体およびその製造方法 | |
| WO2013183567A1 (ja) | 熱可塑性樹脂組成物およびその成形品 | |
| JPH1160878A (ja) | 光高反射樹脂組成物 | |
| JP3569221B2 (ja) | 芳香族ポリカーボネート樹脂組成物及びその成形品 | |
| JPH0217583B2 (zh) | ||
| JPH07324143A (ja) | 異形押出成形用熱可塑性樹脂組成物 | |
| US9567433B2 (en) | Methods for forming a polycarbonate with a hydrophilic surface | |
| JP4290298B2 (ja) | 熱板加熱溶着用樹脂、溶着方法および溶着製品 | |
| JP3217937B2 (ja) | 芳香族ポリカーボネート樹脂組成物及びその成形品 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| REG | Reference to a national code |
Ref country code: HK Ref legal event code: WD Ref document number: 1038208 Country of ref document: HK |
|
| C17 | Cessation of patent right | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20040114 Termination date: 20140503 |