CN112934539B - 一种用于家具的漆层涂覆设备 - Google Patents
一种用于家具的漆层涂覆设备 Download PDFInfo
- Publication number
- CN112934539B CN112934539B CN202110233022.2A CN202110233022A CN112934539B CN 112934539 B CN112934539 B CN 112934539B CN 202110233022 A CN202110233022 A CN 202110233022A CN 112934539 B CN112934539 B CN 112934539B
- Authority
- CN
- China
- Prior art keywords
- cabin
- paint
- fixedly installed
- fixed mounting
- shell
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 239000003973 paint Substances 0.000 title claims abstract description 114
- 238000000576 coating method Methods 0.000 title claims abstract description 26
- 239000011248 coating agent Substances 0.000 title claims abstract description 25
- 230000000694 effects Effects 0.000 claims abstract description 16
- 238000001035 drying Methods 0.000 claims description 51
- 238000005507 spraying Methods 0.000 claims description 51
- 238000001914 filtration Methods 0.000 claims description 24
- 239000007921 spray Substances 0.000 claims description 20
- 230000005540 biological transmission Effects 0.000 claims description 10
- 238000010521 absorption reaction Methods 0.000 claims description 8
- 230000001360 synchronised effect Effects 0.000 claims description 7
- 238000004519 manufacturing process Methods 0.000 abstract description 11
- 239000004922 lacquer Substances 0.000 abstract description 3
- 239000002023 wood Substances 0.000 description 34
- 239000003440 toxic substance Substances 0.000 description 9
- 231100000614 poison Toxicity 0.000 description 8
- 238000010422 painting Methods 0.000 description 6
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 4
- 238000009792 diffusion process Methods 0.000 description 4
- 230000002441 reversible effect Effects 0.000 description 4
- 238000000034 method Methods 0.000 description 3
- 230000008569 process Effects 0.000 description 3
- 238000001179 sorption measurement Methods 0.000 description 3
- 229910052799 carbon Inorganic materials 0.000 description 2
- 230000036541 health Effects 0.000 description 2
- 241000238631 Hexapoda Species 0.000 description 1
- 239000002250 absorbent Substances 0.000 description 1
- 230000002745 absorbent Effects 0.000 description 1
- 230000004075 alteration Effects 0.000 description 1
- 230000009286 beneficial effect Effects 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 230000002045 lasting effect Effects 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000006467 substitution reaction Methods 0.000 description 1
- 231100000167 toxic agent Toxicity 0.000 description 1
- 239000002699 waste material Substances 0.000 description 1
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05B—SPRAYING APPARATUS; ATOMISING APPARATUS; NOZZLES
- B05B13/00—Machines or plants for applying liquids or other fluent materials to surfaces of objects or other work by spraying, not covered by groups B05B1/00 - B05B11/00
- B05B13/02—Means for supporting work; Arrangement or mounting of spray heads; Adaptation or arrangement of means for feeding work
- B05B13/0221—Means for supporting work; Arrangement or mounting of spray heads; Adaptation or arrangement of means for feeding work characterised by the means for moving or conveying the objects or other work, e.g. conveyor belts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05B—SPRAYING APPARATUS; ATOMISING APPARATUS; NOZZLES
- B05B14/00—Arrangements for collecting, re-using or eliminating excess spraying material
- B05B14/40—Arrangements for collecting, re-using or eliminating excess spraying material for use in spray booths
- B05B14/43—Arrangements for collecting, re-using or eliminating excess spraying material for use in spray booths by filtering the air charged with excess material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05B—SPRAYING APPARATUS; ATOMISING APPARATUS; NOZZLES
- B05B16/00—Spray booths
- B05B16/20—Arrangements for spraying in combination with other operations, e.g. drying; Arrangements enabling a combination of spraying operations
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05B—SPRAYING APPARATUS; ATOMISING APPARATUS; NOZZLES
- B05B9/00—Spraying apparatus for discharge of liquids or other fluent material, without essentially mixing with gas or vapour
- B05B9/03—Spraying apparatus for discharge of liquids or other fluent material, without essentially mixing with gas or vapour characterised by means for supplying liquid or other fluent material
- B05B9/04—Spraying apparatus for discharge of liquids or other fluent material, without essentially mixing with gas or vapour characterised by means for supplying liquid or other fluent material with pressurised or compressible container; with pump
- B05B9/0403—Spraying apparatus for discharge of liquids or other fluent material, without essentially mixing with gas or vapour characterised by means for supplying liquid or other fluent material with pressurised or compressible container; with pump with pumps for liquids or other fluent material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D3/00—Pretreatment of surfaces to which liquids or other fluent materials are to be applied; After-treatment of applied coatings, e.g. intermediate treating of an applied coating preparatory to subsequent applications of liquids or other fluent materials
- B05D3/02—Pretreatment of surfaces to which liquids or other fluent materials are to be applied; After-treatment of applied coatings, e.g. intermediate treating of an applied coating preparatory to subsequent applications of liquids or other fluent materials by baking
- B05D3/0254—After-treatment
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P70/00—Climate change mitigation technologies in the production process for final industrial or consumer products
- Y02P70/10—Greenhouse gas [GHG] capture, material saving, heat recovery or other energy efficient measures, e.g. motor control, characterised by manufacturing processes, e.g. for rolling metal or metal working
Landscapes
- Spray Control Apparatus (AREA)
Abstract
本发明涉及家具生产技术领域,且公开了一种用于家具的漆层涂覆设备,包括外壳,所述外壳的左侧开设有入口,所述外壳的内部的四角处均固定安装有两个固定块,处于同一角的两个所述固定块之间活动安装有螺纹杆,所述螺纹杆的顶端与底端均固定安装有固定盘,每个所述螺纹杆的外侧均螺纹连接有螺纹块,每个所述螺纹块的顶部均固定安装有立柱。该用于家具的漆层涂覆设备,通过抬升电机的输出轴正反转来带动主动链轮反转和正转,可以起到抬升和放下输送台的效果,通过驱动电机二带动皮带辊一和输送带一转动,可以将木板移动至外壳的内部输送带一的上方,然后通过抬升电机输出轴正转,来使输送台向上移动,无需操作人员人力搬运抬升。
Description
技术领域
本发明涉及家具生产技术领域,具体为一种用于家具的漆层涂覆设备。
背景技术
在生产家具的过程中,需要将制作家具的木板的外侧涂覆漆层,涂漆除了有让家具更加美观的效果之外,还增强了家具的防潮性、防虫性,所以表面涂骑工艺是家具生产中不可或缺的一部分。
1、现有的漆层加工设备需要操作人员将木板抬升至较高的喷漆台,在家具生产的过程中,木板的数量会比较庞大,则操作人员需要不停的抬起木板,非常的浪费人力。
2、而且现有的喷漆设备的喷漆头处于比较开放的空间,油漆中含有大量的有毒物质,这些有毒物质很容易恢复在空气中,对操作人员的身体健康造成比较大的威胁。
3、同时现有的喷漆设备无法对喷漆完完成的木板进行快速的烘干,需要等待木板烘干后才能对木板进行下一步的加工,如此一来,工厂生产的效率就会大幅度降低。
发明内容
(一)解决的技术问题
针对现有技术的不足,本发明提供了一种用于家具的漆层涂覆设备,具备自动抬升木板、避免油漆内有毒物质扩散、快速烘干提升生产效率等优点,解决了长时间抬升木板比较费力、有毒物质扩散危害健康、等待油漆阴干生产效率低的问题。
(二)技术方案
为实现上述目的,本发明提供如下技术方案:一种用于家具的漆层涂覆设备,包括外壳,所述外壳的左侧开设有入口,所述外壳的内部的四角处均固定安装有两个固定块,处于同一角的两个所述固定块之间活动安装有螺纹杆,所述螺纹杆的顶端与底端均固定安装有固定盘,每个所述螺纹杆的外侧均螺纹连接有螺纹块,每个所述螺纹块的顶部均固定安装有立柱,所述立柱的顶端固定安装有输送台,所述输送台的上表面固定安装有侧板,所述侧板的数量为两个,两个所述侧板之间固定安装有若干个皮带辊一,所述皮带辊一的外侧活动套接有输送带一,其中一个所述侧板的右端固定安装有驱动电机二,所述驱动电机二的输出轴与最右端的皮带辊一传动连接,处于所述螺纹杆底端的固定盘的底部固定安装有从动链轮,所述外壳的前表面且于从动链轮的对应位置开设有链带槽,所述外壳的前表面其余链带槽的上方固定安装有抬升电机,所述抬升电机的输出轴传动连接有主动链轮,所述主动链轮的安装位置与链带槽的位置对应,所述主动链轮与从动链轮的外侧活动套接有同步链条,所述主动链轮与从动链轮通过同步链条传动连接,所述外壳的右侧开设有输送槽,所述外壳的右侧固定安装有涂覆装置,所述涂覆装置的右侧固定安装有烘干装置。
优选的,所述涂覆装置包括喷漆舱,所述喷漆舱固定安装于外壳右侧与输送槽对应位置,所述喷漆舱的内部前后两侧之间活动安装有若干个皮带辊二,所述皮带辊二的外侧活动套接有输送带二,所述喷漆舱的前表面固定安装有驱动电机一,所述驱动电机一与最右端的皮带辊二传动连接,所述喷漆舱的内侧顶部固定安装有油漆管,所述油漆管的底部固定安装有若干个喷头,所述喷漆舱的内侧顶部且于油漆管旁固定安装有吸收罩,所述外壳的右侧且于喷漆舱的下方固定安装有若干个支撑架,所述支撑架的顶部固定安装有油漆舱,所述油漆舱的内部固定安装有油泵,所述油漆舱的后表面固定安装有气泵,所述喷漆舱的后表面且于气泵的上方固定安装有过滤舱,所述过滤舱的顶部与吸收罩的顶部连通,所述过滤舱的底部与气泵连通,所述油泵固定连接有输送管,所述输送管远离油泵的一端与油漆管的顶部固定连接。
优选的,所述烘干装置包括底座,所述底座的底部固定安装有液压伸缩杆,所述底座的前后表面的左右两端均固定安装有支撑块,每个所述支撑块的顶部均固定安装有限位柱,所述液压伸缩杆的顶部且于四个限位柱之间固定安装有烘干舱,所述烘干舱的左侧开设有若干个承接槽,所述烘干舱的内部前后两侧且于承接槽的对应位置均固定安装有承接板,处于同一高度的两个所述承接板之间固定安装有若干个安装板,每个所述安装板的底部均固定安装有烘干灯,所述烘干舱的内侧顶部也固定安装有若干个烘干灯,所述烘干舱的前后表面且于每个支撑块的对应位置均固定安装有侧块,所述侧块的上表面且于限位柱的对应位置开设有限位孔,所述侧块活动套接于限位柱的外侧。
优选的,每个所述固定块的顶部均开设有圆孔,所述圆孔从固定块的顶部贯穿至底部,所述固定盘的半径大于圆孔的半径。
优选的,所述过滤舱的底部和顶部均固定安装有连接管,所述过滤舱的内部固定安装有过滤网,所述过滤网与过滤舱的顶部与底部平行,所述输送带二的顶面与输送槽的底面处于同一高度,所述喷漆舱的左侧且于输送槽的对应位置开设有开口,所述喷漆舱的右侧且于输送槽的对应位置也开设有开口。
优选的,所述支撑架远离外壳的一端与最左侧的两个支撑腿固定连接,所述烘干舱的底部且于液压伸缩杆的对应位置固定安装有底块,所述液压伸缩杆的顶端与底块的底部固定连接。
优选的,所述烘干舱的右侧活动安装有舱门,所述烘干舱的后表面且于每个承接槽的对应位置均开设有对照线一,所述喷漆舱的后表面且于右侧开口的对应位置开设有对照线二。
与现有技术相比,本发明提供了一种用于家具的漆层涂覆设备,具备以下有益效果:
1、该用于家具的漆层涂覆设备,通过抬升电机的输出轴正反转来带动主动链轮反转和正转,可以起到抬升和放下输送台的效果,通过驱动电机二带动皮带辊一和输送带一转动,可以将木板移动至外壳的内部输送带一的上方,然后通过抬升电机输出轴正转,来使输送台向上移动,直到输送台抬升至与输送槽对应的位置,即可完成木板的自动抬升,无需操作人员人力搬运抬升。
2、该用于家具的漆层涂覆设备,通过油泵工作将油漆通过输送管输送至油漆管,通过油漆管进入到喷头处,通过喷头对下方经过的木板进行持续的喷涂,使油漆均匀喷涂在木板的表面,气泵工作将过滤舱内部的气体抽出,使过滤舱内部的气压降低,使喷漆舱内部的空气通过吸收罩和连接管进入到过滤舱的内部,并通过过滤网的过滤,过滤网为活性炭吸附中网,可以将油漆中的大部分有毒物质吸附。
3、该用于家具的漆层涂覆设备,通过烘干灯可以对完成喷漆的木板进行烘干,在承接下一块木板时,操作人员可以通过液压伸缩杆带动烘干舱上下移动,通过烘干舱上的对照线一和喷漆舱上的对照线二,可以使另一个承接槽对准喷漆舱的右侧开口,木板可以继续被另外两个承接板支撑,使烘干舱可以同时对多个木板进行烘干,在完成烘干后,操作人员可以打开舱门,将烘干舱内部的木板取出,以便来装载下一个木板,通过快速烘干木板,提升了生产的效率。
附图说明
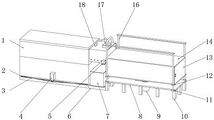
图1为本发明整体结构示意图。
图2为本发明整体结构剖视图。
图3为本发明中外壳结构爆炸图。
图4为本发明中涂覆装置结构示意图。
图5为本发明中涂覆装置和烘干装置结构示意图。
图6为本发明图2中A处放大图。
其中:1、外壳;2、链带槽;3、同步链条;4、抬升电机;5、驱动电机一;6、支撑架;7、油漆舱;8、底座;9、液压伸缩杆;10、支撑腿;11、支撑块;12、侧块;13、舱门;14、烘干舱;16、限位柱;17、吸收罩;18、喷漆舱;19、皮带辊一;20、立柱;21、螺纹块;22、入口;23、固定块;24、从动链轮;25、油泵;26、底块;27、限位孔;28、输送带一;29、输送台;30、主动链轮;31、螺纹杆;32、固定盘;33、驱动电机二;34、侧板;35、输送槽;36、气泵;37、皮带辊二;38、输送带二;39、过滤网;40、过滤舱;41、对照线一;42、对照线二;43、油漆管;44、喷头;45、承接槽;46、安装板;47、烘干灯;48、承接板。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
请参阅图1-6,一种用于家具的漆层涂覆设备,包括外壳1,外壳1的左侧开设有入口22,外壳1的内部的四角处均固定安装有两个固定块23,处于同一角的两个固定块23之间活动安装有螺纹杆31,螺纹杆31的顶端与底端均固定安装有固定盘32,每个螺纹杆31的外侧均螺纹连接有螺纹块21,每个螺纹块21的顶部均固定安装有立柱20,立柱20的顶端固定安装有输送台29,输送台29的上表面固定安装有侧板34,侧板34的数量为两个,两个侧板34之间固定安装有若干个皮带辊一19,皮带辊一19的外侧活动套接有输送带一28,其中一个侧板34的右端固定安装有驱动电机二33,驱动电机二33的输出轴与最右端的皮带辊一19传动连接,处于螺纹杆31底端的固定盘32的底部固定安装有从动链轮24,外壳1的前表面且于从动链轮24的对应位置开设有链带槽2,外壳1的前表面其余链带槽2的上方固定安装有抬升电机4,抬升电机4的输出轴传动连接有主动链轮30,主动链轮30的安装位置与链带槽2的位置对应,主动链轮30与从动链轮24的外侧活动套接有同步链条3,主动链轮30与从动链轮24通过同步链条3传动连接,外壳1的右侧开设有输送槽35,外壳1的右侧固定安装有涂覆装置,涂覆装置的右侧固定安装有烘干装置。
根据上述技术方案,通过抬升电机4的输出轴反转来带动主动链轮30反转,主动链轮30反转可以通过同步链条3带动四个从动链轮24反转,通过四个从动链轮24带动四个螺纹杆31反转,螺纹杆31的位置被固定盘32和固定块23固定,螺纹杆31不会产生移动,则螺纹杆31的反向转动则可以使螺纹块21沿螺纹杆31向下移动,则可以使立柱20和输送台29向下移动,直到输送台29移动到与入口22对应的位置,则可以关闭抬升电机4,操作人员无需将木板抬升,只需要将木板的一端放置在输送带一28上然后开启驱动电机二33,使皮带辊一19带动输送带一28开始转动,将整个木板输送至外壳1的内部输送带一28的上方,即可关闭驱动电机二33,然后通过抬升电机4输出轴正转,来使输送台29向上移动,直到输送台29抬升至与输送槽35对应的位置,即可完成木板的自动抬升,无需操作人员人力搬运抬升,从而达到节省人力的效果。
具体的,涂覆装置包括喷漆舱18,喷漆舱18固定安装于外壳1右侧与输送槽35对应位置,喷漆舱18的内部前后两侧之间活动安装有若干个皮带辊二37,皮带辊二37的外侧活动套接有输送带二38,喷漆舱18的前表面固定安装有驱动电机一5,驱动电机一5与最右端的皮带辊二37传动连接,喷漆舱18的内侧顶部固定安装有油漆管43,油漆管43的底部固定安装有若干个喷头44,喷漆舱18的内侧顶部且于油漆管43旁固定安装有吸收罩17,外壳1的右侧且于喷漆舱18的下方固定安装有若干个支撑架6,支撑架6的顶部固定安装有油漆舱7,油漆舱7的内部固定安装有油泵25,油漆舱7的后表面固定安装有气泵36,喷漆舱18的后表面且于气泵36的上方固定安装有过滤舱40,过滤舱40的顶部与吸收罩17的顶部连通,过滤舱40的底部与气泵36连通,油泵25固定连接有输送管,输送管远离油泵25的一端与油漆管43的顶部固定连接。
根据上述技术方案,通过驱动电机二33带动皮带辊一19转动,木板从输送槽35出输送至喷漆舱18的内部,油泵25工作将油漆通过输送管输送至油漆管43,通过油漆管43进入到喷头44处,喷头44对下方经过的木板进行持续的喷涂,油漆均匀喷涂在木板的表面,在喷头44进行喷涂的同时,气泵36工作将过滤舱40内部的气体抽出,过滤舱40内部的气压降低,使喷漆舱18内部的空气通过吸收罩17和连接管进入到过滤舱40的内部,并通过过滤网39的过滤,过滤网39为活性炭吸附中网,可以将油漆中的大部分有毒物质吸附,同时驱动电机一5带动皮带辊二37转动,皮带辊二37带动输送带二38转动,使输送带二38将木板从喷漆舱18的右侧开口处和承接槽45进入到烘干舱14的内部,完成喷涂的工序,喷涂在喷漆舱18中进行,内部经过过滤舱40的过滤,从而达到减少了油漆中有毒物质扩散的效果。
具体的,烘干装置包括底座8,底座8的底部固定安装有液压伸缩杆9,底座8的前后表面的左右两端均固定安装有支撑块11,每个支撑块11的顶部均固定安装有限位柱16,液压伸缩杆9的顶部且于四个限位柱16之间固定安装有烘干舱14,烘干舱14的左侧开设有若干个承接槽45,烘干舱14的内部前后两侧且于承接槽45的对应位置均固定安装有承接板48,处于同一高度的两个承接板48之间固定安装有若干个安装板46,每个安装板46的底部均固定安装有烘干灯47,烘干舱14的内侧顶部也固定安装有若干个烘干灯47,烘干舱14的前后表面且于每个支撑块11的对应位置均固定安装有侧块12,侧块12的上表面且于限位柱16的对应位置开设有限位孔27,侧块12活动套接于限位柱16的外侧。
根据上述技术方案,木板从承接槽45处进入到烘干舱14的内部后会被此承接槽45对应的两个承接板48支撑,此时可以开启烘干灯47,烘干灯47可以对完成喷漆的木板进行烘干,在承接下一块木板时,操作人员可以通过液压伸缩杆9带动烘干舱14上下移动,通过烘干舱14上的对照线一41和喷漆舱18上的对照线二42,可以使另一个承接槽45对准喷漆舱18的右侧开口,木板可以继续被另外两个承接板48支撑,使烘干舱14可以同时对多个木板进行烘干,在完成烘干后,操作人员可以打开舱门13,将烘干舱14内部的木板取出,以便来装载下一个木板,通过快速烘干木板,从而达到提升了生产效率的效果。
具体的,每个固定块23的顶部均开设有圆孔,圆孔从固定块23的顶部贯穿至底部,固定盘32的半径大于圆孔的半径。
根据上述技术方案,顶端和底端的固定盘32的位置分别位于位置较高的固定块23的上方和位置较低的固定块23的下方,使固定盘32起到将螺纹杆31固定不能移动但是可以旋转,起到了使螺纹杆31旋转带动螺纹块21移动的效果。
具体的,过滤舱40的底部和顶部均固定安装有连接管,过滤舱40的内部固定安装有过滤网39,过滤网39与过滤舱40的顶部与底部平行,输送带二38的顶面与输送槽35的底面处于同一高度,喷漆舱18的左侧且于输送槽35的对应位置开设有开口,喷漆舱18的右侧且于输送槽35的对应位置也开设有开口。
根据上述技术方案,在输送带一28和输送带二38的带动下,木板通过输送槽35和喷漆舱18的左侧开口通过外壳1进入到喷漆舱18的内部,通过喷漆舱18的右侧开口和承接槽45从喷漆舱18进入到烘干舱14的内部,从而起到使木板移动和喷涂油漆的效果。
具体的,支撑架6远离外壳1的一端与最左侧的两个支撑腿10固定连接,烘干舱14的底部且于液压伸缩杆9的对应位置固定安装有底块26,液压伸缩杆9的顶端与底块26的底部固定连接。
根据上述技术方案,通知支撑架6和支撑腿10连接可以使设备更加的稳固,通过底部安装底块26,可以增大液压伸缩杆9在顶起烘干舱14时烘干舱14的底部受力面积更加均匀,从而达到减少烘干舱14变形可能性的效果。
具体的,烘干舱14的右侧活动安装有舱门13,烘干舱14的后表面且于每个承接槽45的对应位置均开设有对照线一41,喷漆舱18的后表面且于右侧开口的对应位置开设有对照线二42。
根据上述技术方案,通过烘干舱14上的对照线一41和喷漆舱18上的对照线二42,可以使另一个承接槽45对准喷漆舱18的右侧开口,可以使每个木板都可以被烘干舱14内部的承接板48承接,从而达到可以同时装载多个木板的效果。
在使用时,可以通过抬升电机4的输出轴反转来带动主动链轮30反转,主动链轮30反转可以通过同步链条3带动四个从动链轮24反转,通过四个从动链轮24带动四个螺纹杆31反转,螺纹杆31的位置被固定盘32和固定块23固定,螺纹杆31不会产生移动,则螺纹杆31的反向转动则可以使螺纹块21沿螺纹杆31向下移动,则可以使立柱20和输送台29向下移动,直到输送台29移动到与入口22对应的位置,则可以关闭抬升电机4,操作人员无需将木板抬升,只需要将木板的一端放置在输送带一28上然后开启驱动电机二33,使皮带辊一19带动输送带一28开始转动,将整个木板输送至外壳1的内部输送带一28的上方,即可关闭驱动电机二33,然后通过抬升电机4输出轴正转,来使输送台29向上移动,直到输送台29抬升至与输送槽35对应的位置,即可完成木板的自动抬升,无需操作人员人力搬运抬升。
然后操作人员可以同时开启驱动电机二33、驱动电机一5、气泵36和油泵25,通过驱动电机二33带动皮带辊一19转动,将木板从输送槽35出输送至喷漆舱18的内部,通过油泵25工作将油漆通过输送管输送至油漆管43,通过油漆管43进入到喷头44处,通过喷头44对下方经过的木板进行持续的喷涂,使油漆均匀喷涂在木板的表面,在喷头44进行喷涂的同时,气泵36工作将过滤舱40内部的气体抽出,使过滤舱40内部的气压降低,使喷漆舱18内部的空气通过吸收罩17和连接管进入到过滤舱40的内部,并通过过滤网39的过滤,过滤网39为活性炭吸附中网,可以将油漆中的大部分有毒物质吸附,同时驱动电机一5带动皮带辊二37转动,通过皮带辊二37带动输送带二38转动,使输送带二38将木板从喷漆舱18的右侧开口处和承接槽45进入到烘干舱14的内部,完成喷涂的工序,喷涂在喷漆舱18中进行,通过过滤舱40过滤减少了油漆中有毒物质的扩散。
当木板从承接槽45处进入到烘干舱14的内部后会被此承接槽45对应的两个承接板48支撑,此时可以开启烘干灯47,烘干灯47可以对完成喷漆的木板进行烘干,在承接下一块木板时,操作人员可以通过液压伸缩杆9带动烘干舱14上下移动,通过烘干舱14上的对照线一41和喷漆舱18上的对照线二42,可以使另一个承接槽45对准喷漆舱18的右侧开口,木板可以继续被另外两个承接板48支撑,使烘干舱14可以同时对多个木板进行烘干,在完成烘干后,操作人员可以打开舱门13,将烘干舱14内部的木板取出,以便来装载下一个木板,通过快速烘干木板,提升了生产的效率。
尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
Claims (4)
1.一种用于家具的漆层涂覆设备,包括外壳(1),其特征在于:所述外壳(1)的左侧开设有入口(22),所述外壳(1)的内部的四角处均固定安装有两个固定块(23),处于同一角的两个所述固定块(23)之间活动安装有螺纹杆(31),所述螺纹杆(31)的顶端与底端均固定安装有固定盘(32),每个所述螺纹杆(31)的外侧均螺纹连接有螺纹块(21),每个所述螺纹块(21)的顶部均固定安装有立柱(20),所述立柱(20)的顶端固定安装有输送台(29),所述输送台(29)的上表面固定安装有侧板(34),所述侧板(34)的数量为两个,两个所述侧板(34)之间固定安装有若干个皮带辊一(19),所述皮带辊一(19)的外侧活动套接有输送带一(28),其中一个所述侧板(34)的右端固定安装有驱动电机二(33),所述驱动电机二(33)的输出轴与最右端的皮带辊一(19)传动连接,处于所述螺纹杆(31)底端的固定盘(32)的底部固定安装有从动链轮(24),所述外壳(1)的前表面且于从动链轮(24)的对应位置开设有链带槽(2),所述外壳(1)的前表面其余链带槽(2)的上方固定安装有抬升电机(4),所述抬升电机(4)的输出轴传动连接有主动链轮(30),所述主动链轮(30)的安装位置与链带槽(2)的位置对应,所述主动链轮(30)与从动链轮(24)的外侧活动套接有同步链条(3),所述主动链轮(30)与从动链轮(24)通过同步链条(3)传动连接,所述外壳(1)的右侧开设有输送槽(35),所述外壳(1)的右侧固定安装有涂覆装置,所述涂覆装置的右侧固定安装有烘干装置;
所述涂覆装置包括喷漆舱(18),所述喷漆舱(18)固定安装于外壳(1)右侧与输送槽(35)对应位置,所述喷漆舱(18)的内部前后两侧之间活动安装有若干个皮带辊二(37),所述皮带辊二(37)的外侧活动套接有输送带二(38),所述喷漆舱(18)的前表面固定安装有驱动电机一(5),所述驱动电机一(5)与最右端的皮带辊二(37)传动连接,所述喷漆舱(18)的内侧顶部固定安装有油漆管(43),所述油漆管(43)的底部固定安装有若干个喷头(44),所述喷漆舱(18)的内侧顶部且于油漆管(43)旁固定安装有吸收罩(17),所述外壳(1)的右侧且于喷漆舱(18)的下方固定安装有若干个支撑架(6),所述支撑架(6)的顶部固定安装有油漆舱(7),所述油漆舱(7)的内部固定安装有油泵(25),所述油漆舱(7)的后表面固定安装有气泵(36),所述喷漆舱(18)的后表面且于气泵(36)的上方固定安装有过滤舱(40),所述过滤舱(40)的顶部与吸收罩(17)的顶部连通,所述过滤舱(40)的底部与气泵(36)连通,所述油泵(25)固定连接有输送管,所述输送管远离油泵(25)的一端与油漆管(43)的顶部固定连接;
所述烘干装置包括底座(8),所述底座(8)的底部固定安装有液压伸缩杆(9),所述底座(8)的前后表面的左右两端均固定安装有支撑块(11),每个所述支撑块(11)的顶部均固定安装有限位柱(16),所述液压伸缩杆(9)的顶部且于四个限位柱(16)之间固定安装有烘干舱(14),所述烘干舱(14)的左侧开设有若干个承接槽(45),所述烘干舱(14)的内部前后两侧且于承接槽(45)的对应位置均固定安装有承接板(48),处于同一高度的两个所述承接板(48)之间固定安装有若干个安装板(46),每个所述安装板(46)的底部均固定安装有烘干灯(47),所述烘干舱(14)的内侧顶部也固定安装有若干个烘干灯(47),所述烘干舱(14)的前后表面且于每个支撑块(11)的对应位置均固定安装有侧块(12),所述侧块(12)的上表面且于限位柱(16)的对应位置开设有限位孔(27),所述侧块(12)活动套接于限位柱(16)的外侧;
所述烘干舱(14)的右侧活动安装有舱门(13),所述烘干舱(14)的后表面且于每个承接槽(45)的对应位置均开设有对照线一(41),所述喷漆舱(18)的后表面且于右侧开口的对应位置开设有对照线二(42)。
2.根据权利要求1所述的一种用于家具的漆层涂覆设备,其特征在于:每个所述固定块(23)的顶部均开设有圆孔,所述圆孔从固定块(23)的顶部贯穿至底部,所述固定盘(32)的半径大于圆孔的半径。
3.根据权利要求2所述的一种用于家具的漆层涂覆设备,其特征在于:所述过滤舱(40)的底部和顶部均固定安装有连接管,所述过滤舱(40)的内部固定安装有过滤网(39),所述过滤网(39)与过滤舱(40)的顶部与底部平行,所述输送带二(38)的顶面与输送槽(35)的底面处于同一高度,所述喷漆舱(18)的左侧且于输送槽(35)的对应位置开设有开口,所述喷漆舱(18)的右侧且于输送槽(35)的对应位置也开设有开口。
4.根据权利要求3所述的一种用于家具的漆层涂覆设备,其特征在于:所述支撑架(6)远离外壳(1)的一端与最左侧的两个支撑腿(10)固定连接,所述烘干舱(14)的底部且于液压伸缩杆(9)的对应位置固定安装有底块(26),所述液压伸缩杆(9)的顶端与底块(26)的底部固定连接。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202110233022.2A CN112934539B (zh) | 2021-03-03 | 2021-03-03 | 一种用于家具的漆层涂覆设备 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202110233022.2A CN112934539B (zh) | 2021-03-03 | 2021-03-03 | 一种用于家具的漆层涂覆设备 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN112934539A CN112934539A (zh) | 2021-06-11 |
| CN112934539B true CN112934539B (zh) | 2023-03-14 |
Family
ID=76247313
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202110233022.2A Active CN112934539B (zh) | 2021-03-03 | 2021-03-03 | 一种用于家具的漆层涂覆设备 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN112934539B (zh) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113796685A (zh) * | 2021-09-26 | 2021-12-17 | 浙江旺达诗家具有限公司 | 一种休闲椅表面喷塑处理及自动焊接生产工艺 |
Citations (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| TWM267222U (en) * | 2004-12-16 | 2005-06-11 | Usun Technology Co Ltd | Substrate accessing machine |
| CN101378005A (zh) * | 2007-08-28 | 2009-03-04 | 应用材料股份有限公司 | 具有滚动隔膜的传递室 |
| CN105731053A (zh) * | 2016-04-27 | 2016-07-06 | 广东大铨机械设备有限公司 | 一种用于板材生产线上的数控集料接料系统 |
| CN108217055A (zh) * | 2017-12-27 | 2018-06-29 | 福建聚云科技股份有限公司 | 一种新型的单板自动送料机 |
| CN207546825U (zh) * | 2017-11-16 | 2018-06-29 | 湖北华都钢琴制造股份有限公司 | 一种环保型喷漆系统 |
| CN109516219A (zh) * | 2018-11-06 | 2019-03-26 | 高密市瑞力特数控设备有限公司 | 全自动木材运料机 |
| CN209549901U (zh) * | 2018-12-30 | 2019-10-29 | 蜂巢能源科技有限公司 | 连续式预加热箱 |
| CN110683272A (zh) * | 2019-09-25 | 2020-01-14 | 沛县宝业建筑工业化有限公司 | 一种建材板料提升输送装置 |
| CN210312283U (zh) * | 2019-08-02 | 2020-04-14 | 协荣精密器件(东莞)有限公司 | 便于手机壳上料的丝印机 |
| CN210753297U (zh) * | 2019-06-13 | 2020-06-16 | 南昌大学 | 一种板材喷漆装置 |
| CN112317360A (zh) * | 2020-11-25 | 2021-02-05 | 惠州市伊索家具有限公司 | 一种家具用板材高效全自动加工生产线 |
| CN112407969A (zh) * | 2020-11-28 | 2021-02-26 | 宁波曼汶智能装备有限公司 | 一种金属板材加工用码垛系统 |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN210735573U (zh) * | 2019-09-20 | 2020-06-12 | 苏州美亚美节能科技有限公司 | 一种一体板叠螺装置 |
-
2021
- 2021-03-03 CN CN202110233022.2A patent/CN112934539B/zh active Active
Patent Citations (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| TWM267222U (en) * | 2004-12-16 | 2005-06-11 | Usun Technology Co Ltd | Substrate accessing machine |
| CN101378005A (zh) * | 2007-08-28 | 2009-03-04 | 应用材料股份有限公司 | 具有滚动隔膜的传递室 |
| CN105731053A (zh) * | 2016-04-27 | 2016-07-06 | 广东大铨机械设备有限公司 | 一种用于板材生产线上的数控集料接料系统 |
| CN207546825U (zh) * | 2017-11-16 | 2018-06-29 | 湖北华都钢琴制造股份有限公司 | 一种环保型喷漆系统 |
| CN108217055A (zh) * | 2017-12-27 | 2018-06-29 | 福建聚云科技股份有限公司 | 一种新型的单板自动送料机 |
| CN109516219A (zh) * | 2018-11-06 | 2019-03-26 | 高密市瑞力特数控设备有限公司 | 全自动木材运料机 |
| CN209549901U (zh) * | 2018-12-30 | 2019-10-29 | 蜂巢能源科技有限公司 | 连续式预加热箱 |
| CN210753297U (zh) * | 2019-06-13 | 2020-06-16 | 南昌大学 | 一种板材喷漆装置 |
| CN210312283U (zh) * | 2019-08-02 | 2020-04-14 | 协荣精密器件(东莞)有限公司 | 便于手机壳上料的丝印机 |
| CN110683272A (zh) * | 2019-09-25 | 2020-01-14 | 沛县宝业建筑工业化有限公司 | 一种建材板料提升输送装置 |
| CN112317360A (zh) * | 2020-11-25 | 2021-02-05 | 惠州市伊索家具有限公司 | 一种家具用板材高效全自动加工生产线 |
| CN112407969A (zh) * | 2020-11-28 | 2021-02-26 | 宁波曼汶智能装备有限公司 | 一种金属板材加工用码垛系统 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN112934539A (zh) | 2021-06-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN111054546B (zh) | 一种家具加工用喷漆装置 | |
| CN112934539B (zh) | 一种用于家具的漆层涂覆设备 | |
| CN215917967U (zh) | 一种家具生产用板材喷漆装置 | |
| CN113731672B (zh) | 一种汽车美容用车轮毂快速喷漆装置 | |
| CN108355894A (zh) | 一种环保型自动喷漆装备及其使用方法 | |
| CN111790541A (zh) | 一种家具加工用喷烤漆装置 | |
| CN115055320B (zh) | 一种用于家具制造的表面喷漆设备 | |
| CN205613633U (zh) | 全自动涂装设备 | |
| CN109290637A (zh) | 一种铝合金定距切割装置 | |
| CN212418474U (zh) | 一种建筑装修用板材喷漆设备 | |
| CN114974857B (zh) | 一种具有防护功能的变压器生产用浸漆装置及其使用方法 | |
| CN215088234U (zh) | 一种不锈钢开关面板加工喷涂装置 | |
| CN113499917B (zh) | 一种用于家居板材快速喷漆装置 | |
| CN212820632U (zh) | 一种自动翻转机构 | |
| CN217120614U (zh) | 一种气缸喷涂生产线装置 | |
| CN113171909A (zh) | 一种具有可调式抽风结构的家具智能喷涂烤干一体设备 | |
| CN212397149U (zh) | 一种电机端盖铸造产品沾漆自动循环生产线 | |
| CN221714688U (zh) | 一种汽车零配件喷漆装置 | |
| CN214132600U (zh) | 一种家具生产用木料表面处理装置 | |
| CN221433564U (zh) | 一种轮毂自动喷漆流水线 | |
| CN219187465U (zh) | 一种水泵生产用喷漆装置 | |
| CN221157360U (zh) | 一种塑胶件用喷涂防尘装置 | |
| CN113926632B (zh) | 一种餐桌生产用木材加工装置及其工作方法 | |
| CN220215935U (zh) | 一种铝板精加工的清洗干燥装置 | |
| CN218872638U (zh) | 一种用于柜板的无痕喷涂系统 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant | ||
| CP03 | Change of name, title or address | ||
| CP03 | Change of name, title or address |
Address after: 315177 Daijia community, Gulin Town, Haishu District, Ningbo City, Zhejiang Province Patentee after: Ningbo Hongbang Intelligent Furniture Co.,Ltd. Country or region after: China Address before: 315177 Daijia community, Gulin Town, Haishu District, Ningbo City, Zhejiang Province Patentee before: Ningbo Hongbang Furniture Co.,Ltd. Country or region before: China |