CN112873030B - 一种硬质合金轴套制造加工工艺 - Google Patents
一种硬质合金轴套制造加工工艺 Download PDFInfo
- Publication number
- CN112873030B CN112873030B CN202110266044.9A CN202110266044A CN112873030B CN 112873030 B CN112873030 B CN 112873030B CN 202110266044 A CN202110266044 A CN 202110266044A CN 112873030 B CN112873030 B CN 112873030B
- Authority
- CN
- China
- Prior art keywords
- shaft sleeve
- frame
- clamping
- install
- rod
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B29/00—Machines or devices for polishing surfaces on work by means of tools made of soft or flexible material with or without the application of solid or liquid polishing agents
- B24B29/02—Machines or devices for polishing surfaces on work by means of tools made of soft or flexible material with or without the application of solid or liquid polishing agents designed for particular workpieces
- B24B29/06—Machines or devices for polishing surfaces on work by means of tools made of soft or flexible material with or without the application of solid or liquid polishing agents designed for particular workpieces for elongated workpieces having uniform cross-section in one main direction
- B24B29/08—Machines or devices for polishing surfaces on work by means of tools made of soft or flexible material with or without the application of solid or liquid polishing agents designed for particular workpieces for elongated workpieces having uniform cross-section in one main direction the cross-section being circular, e.g. tubes, wires, needles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B41/00—Component parts such as frames, beds, carriages, headstocks
- B24B41/02—Frames; Beds; Carriages
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B41/00—Component parts such as frames, beds, carriages, headstocks
- B24B41/04—Headstocks; Working-spindles; Features relating thereto
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B41/00—Component parts such as frames, beds, carriages, headstocks
- B24B41/06—Work supports, e.g. adjustable steadies
- B24B41/067—Work supports, e.g. adjustable steadies radially supporting workpieces
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B47/00—Drives or gearings; Equipment therefor
- B24B47/10—Drives or gearings; Equipment therefor for rotating or reciprocating working-spindles carrying grinding wheels or workpieces
- B24B47/12—Drives or gearings; Equipment therefor for rotating or reciprocating working-spindles carrying grinding wheels or workpieces by mechanical gearing or electric power
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B47/00—Drives or gearings; Equipment therefor
- B24B47/20—Drives or gearings; Equipment therefor relating to feed movement
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B47/00—Drives or gearings; Equipment therefor
- B24B47/22—Equipment for exact control of the position of the grinding tool or work at the start of the grinding operation
Abstract
本发明提供了一种硬质合金轴套制造加工工艺,包括内夹旋动机构、下触机构和夹持机构,所述的夹持机构上安装有内夹旋动机构,位于内夹旋动机构的正上方设置有下触机构,所述的下触机构安装在夹持机构上;本发明解决了现今针对轴套的抛光打磨处理多是通过人工使用工具进行打磨处理,此方式不但费时费力,难以对硬质合金轴套进行批量打磨处理,导致工作效率较低,并且不能有效的夹持稳定轴套的打磨过程,导致打磨效果不理想,难以达到使用要求等问题。
Description
技术领域
本发明涉及轴套的技术领域,特别涉及一种硬质合金轴套制造加工工艺。
背景技术
轴套是套在转轴上的筒状机械零件,是滑动轴承的一个组成部分,一般来说,轴套与轴承座采用过盈配合,而与轴采用间隙配合,而硬质合金轴套系列产品,以耐高温、耐腐蚀、耐磨损等优异的性能,以广泛使用现代生产制造业当中;
硬质合金轴套在生产制造后为了降低表面粗糙度和减小摩擦系数,需要对轴套的内外面进行抛光打磨处理,从而获取特定的表面粗糙度,以便提高轴套的使用性能和品质;现今针对轴套的抛光打磨处理多是通过人工使用工具进行打磨处理,此方式不但费时费力,难以对硬质合金轴套进行批量打磨处理,导致工作效率较低,并且不能有效的夹持稳定轴套的打磨过程,导致打磨效果不理想,难以达到使用要求;为此,本发明提供了一种硬质合金轴套制造加工工艺。
发明内容
为了实现上述目的,本发明采用以下技术方案,一种硬质合金轴套制造加工工艺,其使用了一种硬质合金轴套制造加工设备,该制造加工设备包括内夹旋动机构、下触机构和夹持机构,采用上述制造加工设备对硬质合金轴套的内外表面进行抛光打磨的具体方法如下:
S1、毛坯加工:选择耐高温、耐腐蚀、耐磨损的硬质合金棒料,通过数控机床进行车削,制成轴套;
S2、轴套内壁抛光打磨:通过夹持机构将上述S1中制得的轴套进行装夹,然后调整内触砂板接触于轴套的内壁上,然后通过旋转内夹打磨单元对轴套的内壁进行抛光打磨处理;
S3、轴套表面抛光打磨:通过调整内夹打磨单元对轴套内壁的抵触力度,实现固定装夹轴套,再松放夹持机构,使轴套进行旋转,然后通过下触机构抵触打磨轴套的表面;
S4、热处理安排:通过工作人员将打磨抛光后的轴套进行热处理加工,改变轴套的组织性能,增强轴套的耐高温、耐腐蚀、耐磨损的性能;
所述的夹持机构上安装有内夹旋动机构,位于内夹旋动机构的正上方设置有下触机构,所述的下触机构安装在夹持机构上;
所述的内夹旋动机构包括直板立架、内夹打磨单元、带轮、联动带和电动机;所述的直板立架安装在夹持机构上,所述的直板立架上通过轴承安装有多组沿其长度方向呈直线分布的内夹打磨单元,位于内夹打磨单元的外侧轴端上安装有带轮,所述的带轮之间通过外圈设置的联动带相互传动连接,所述的电动机通过电机座安装在直板立架的外壁上,且电动机的输出轴通过联轴器与左侧外端的带轮相互连接;
所述的内夹打磨单元包括横杆联架、定位圆盘、浮动导轨、顶杆、圆柱弹簧、导向圆盘、内触砂板、转轮丝杠、位移抽杆、三角圆架和滚轮;所述的横杆联架通过轴承安装在直板立架上,所述的横杆联架上设置有两个沿其长度方向呈直线分布的定位圆盘,所述的定位圆盘上通过滑动配合方式设置有多个其圆周方向呈环形分布的浮动导轨,位于浮动导轨的外侧端面上安装有顶杆,所述顶杆的外圈设置有圆柱弹簧,且顶杆通过滑动配合方式与定位圆盘相互连接,所述顶杆的顶部轴端与内触砂板相互连接,位于两个所述的定位圆盘之间设置有导向圆盘,所述的导向圆盘安装在横杆联架上,所述的导向圆盘上通过滑动配合方式设置有多个沿其圆周方向呈环形分布的内触砂板,所述的转轮丝杠通过螺纹配合方式安装在横杆联架上,位于转轮丝杠的内侧轴端通过轴承与位移抽杆的一端轴头相互连接,所述的位移抽杆通过滑动配合方式安装在横杆联架上,且位移抽杆通过滑动配合方式分别与定位圆盘和导向圆盘相互连接,所述的位移抽杆上设置有两个沿其长度方向呈直线分布的三角圆架,所述的三角圆架上通过轴承设置有多个沿其圆周方向呈环形分布的滚轮,且滚轮通过滚动方式与浮动导轨相互连接;通过转轮丝杠摇转推动位移抽杆平移滑动,使三角圆架上的滚轮同步滚动抵推浮动导轨,使顶杆顶推内触砂板向外移动,使内触砂板接触轴套的内壁,通过圆柱弹簧使浮动导轨始终与滚轮紧密接触,再通过电动机驱动带轮传动联动带回转,使横杆联架同步旋转,执行打磨作业。
优选的,所述的下触机构包括吊架和下触单元;所述的吊架安装在夹持机构上,所述的吊架上设置有多个沿其长度方向呈直线分布的下触单元;
优选的,所述的下触单元包括框架、摇轮丝杠、限位滑板、滑轮、滑杆、压缩弹簧、外触砂板和导杆;所述的框架安装在吊架顶端内壁上,位于框架的外壁上通过螺纹配合方式安装有摇轮丝杠,位于摇轮丝杠的内侧轴端通过轴承与限位滑板相互连接,所述的限位滑板通过滑动配合方式安装在框架的顶端内壁上,位于限位滑板的正下方设置有滑轮,且滑轮通过滚动方式与限位滑板相互连接,所述的滑轮通过轴承安装在滑杆的顶部轴端上,位于滑杆的外圈设置有压缩弹簧,所述的滑杆通过滑动配合方式安装在框架上,位于滑杆的底部轴端安装有外触砂板,位于滑杆的外侧设置有导杆,所述的导杆通过滑动配合方式对称的安装在框架上,且导杆的底部轴端与外触砂板相互连接;通过摇轮丝杠旋转抵推限位滑板平移,使限位滑板平移滑动抵推滑轮,通过压缩弹簧使滑轮与限位滑板紧密接触,使滑杆下降,并通过导杆垂直导向外触砂板的下降移动。
优选的,所述的夹持机构包括平台支架、滑轨、夹定滑架、转座、双位丝杠和手轮;所述平台支架的端面上对称的安装有滑轨,所述的滑轨上通过滑动配合方式设置有多组沿其长度方向呈直线分布的夹定滑架,位于夹定滑架的外侧设置有转座,所述的转座左右对称的安装在平台支架的端面边缘上,两个所述的转座之间通过轴承安装有双位丝杠,且双位丝杠通过螺纹配合方式与夹定滑架相互连接,位于双位丝杠的一侧轴端上安装有手轮;通过手轮摇转双位丝杠,使夹定滑架同步对向平移,实现对轴套的夹持固定。
优选的,所述浮动导轨的内侧端面为从低到高倾斜设计,将所述浮动导轨的内侧端面设为从低到高倾斜设计,便于滚轮滚动抵触浮动导轨的内侧端面,从而切实内触砂板的移动调节,以便满足不用直径尺寸轴套的打磨需求。
优选的,所述的位移抽杆上设置有多个沿其圆周方向呈环形分布的凹槽,将所述的位移抽杆上设置有多个沿其圆周方向呈环形分布的凹槽,便于实现位移抽杆的水平线性平移滑动,可防止旋转打磨作业时的晃动。
优选的,所述限位滑板与滑轮的连接端面为从低到高倾斜设计,且限位滑板与滑轮之间通过V型凹凸配合方式相互连接,将所述限位滑板与滑轮的连接端面设为从低到高倾斜设计,且限位滑板与滑轮之间通过V型凹凸配合方式相互连接,便于将平移运动转化为垂直方向的升降运动,满足外触砂板抵触打磨轴套位置的调节需求,且通过V型凹凸配合方式相互连接可以稳定外触砂板抵触打磨轴套的表面,防止轴套在旋转抵接外触砂板时,导致滑轮与限位滑板的连接晃动,使打磨接触不稳定。
优选的,所述夹定滑架的夹持口为V型结构设计,将所述夹定滑架的夹持口设为V型结构设计,便于夹持不同直径尺寸的轴套,通过V型结构设计增大可夹持范围,并配合轴套的直径尺寸而进行夹持,使得夹持适用范围增大。
本发明的有益效果在于:
一、本发明通过内夹旋动机构可批量化同步对轴套的内壁进行打磨作业,并且满足不同直径尺寸轴套的打磨处理,且通过调整内夹打磨单元对轴套内壁的抵触力度,实现固定装夹轴套,再松放夹持机构,使轴套进行旋转,然后通过下触机构抵触打磨轴套的表面,实现轴套表面的抛光打磨处理,使轴套内外壁都可执行打磨抛光处理,减少轴套的装夹步骤,有效的提高了轴套打磨后的同轴度。
二、本发明通过下触机构控制抵触轴套的表面,可满足不同直径轴套表面的抵触打磨作业,使得抛光打磨的作业范围增大,通过对轴套的表面进行抛光打磨处理,从而获取特定的表面粗糙度,使轴套表面更加光滑美观满足使用要求。
三、本发明通过夹持机构满足不同直径尺寸轴套的夹持需求,配合轴套的直径尺寸进行夹持,使得夹持适用范围增大,可以对轴套进行批量夹持固定,提高装夹效率,实现同步针对多个轴套进行打磨抛光作业,提高批量化作业效率。
附图说明
下面结合附图和实施例对本发明进一步说明。
图1是本发明的硬质合金轴套制造加工流程示意图;
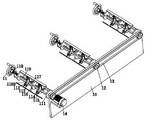
图2是本发明的主视位置立体结构示意图;
图3是本发明图2中的A处局部放大图;
图4是本发明的后视位置立体结构示意图;
图5是本发明的内夹旋动机构立体结构示意图;
图6是本发明的内夹打磨单元立体结构示意图;
图7是本发明图6中的B处局部放大图。
具体实施方式
为了使本发明实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体图示,进一步阐述本发明,需要说明的是,在不冲突的情况下,本申请中的实施例及实施例中的特征可以相互结合。
如图1至图7所示,一种硬质合金轴套制造加工工艺,其使用了一种硬质合金轴套制造加工设备,该制造加工设备包括内夹旋动机构、下触机构和夹持机构3,采用上述制造加工设备对硬质合金轴套的内外表面进行抛光打磨的具体方法如下:
S1、毛坯加工:选择耐高温、耐腐蚀、耐磨损的硬质合金棒料,通过数控机床进行车削,制成轴套;
S2、轴套内壁抛光打磨:通过夹持机构3将上述S1中制得的轴套进行装夹,然后调整内触砂板117接触于轴套的内壁上,然后通过旋转内夹打磨单元11对轴套的内壁进行抛光打磨处理;
S3、轴套表面抛光打磨:通过调整内夹打磨单元11对轴套内壁的抵触力度,实现固定装夹轴套,再松放夹持机构3,使轴套进行旋转,然后通过下触机构抵触打磨轴套的表面;
S4、热处理安排:通过工作人员将打磨抛光后的轴套进行热处理加工,改变轴套的组织性能,增强轴套的耐高温、耐腐蚀、耐磨损的性能;
所述的夹持机构3上安装有内夹旋动机构,位于内夹旋动机构的正上方设置有下触机构,所述的下触机构安装在夹持机构3上;
所述的内夹旋动机构包括直板立架10、内夹打磨单元11、带轮12、联动带13和电动机14;所述的直板立架10安装在平台支架30上,所述的直板立架10上通过轴承安装有多组沿其长度方向呈直线分布的内夹打磨单元11,位于内夹打磨单元11的外侧轴端上安装有带轮12,所述的带轮12之间通过外圈设置的联动带13相互传动连接,所述的电动机14通过电机座安装在直板立架10的外壁上,且电动机14的输出轴通过联轴器与左侧外端的带轮12相互连接;
所述的内夹打磨单元11包括横杆联架111、定位圆盘112、浮动导轨113、顶杆114、圆柱弹簧115、导向圆盘116、内触砂板117、转轮丝杠118、位移抽杆119、三角圆架119A和滚轮119B;所述的横杆联架111通过轴承安装在直板立架10上,所述的横杆联架111上设置有两个沿其长度方向呈直线分布的定位圆盘112,所述的定位圆盘112上通过滑动配合方式设置有多个其圆周方向呈环形分布的浮动导轨113,所述浮动导轨113的内侧端面为从低到高倾斜设计,将所述浮动导轨113的内侧端面设为从低到高倾斜设计,便于滚轮119B滚动抵触浮动导轨113的内侧端面,从而切实内触砂板117的移动调节,以便满足不用直径尺寸轴套的打磨需求;位于浮动导轨113的外侧端面上安装有顶杆114,所述顶杆114的外圈设置有圆柱弹簧115,且顶杆114通过滑动配合方式与定位圆盘112相互连接,所述顶杆114的顶部轴端与内触砂板117相互连接,位于两个所述的定位圆盘112之间设置有导向圆盘116,所述的导向圆盘116安装在横杆联架111上,所述的导向圆盘116上通过滑动配合方式设置有多个沿其圆周方向呈环形分布的内触砂板117,所述的转轮丝杠118通过螺纹配合方式安装在横杆联架111上,位于转轮丝杠118的内侧轴端通过轴承与位移抽杆119的一端轴头相互连接,所述的位移抽杆119通过滑动配合方式安装在横杆联架111上,且位移抽杆119通过滑动配合方式分别与定位圆盘112和导向圆盘116相互连接,所述的位移抽杆119上设置有多个沿其圆周方向呈环形分布的凹槽,将所述的位移抽杆119上设置有多个沿其圆周方向呈环形分布的凹槽,便于实现位移抽杆119的水平线性平移滑动,可防止旋转打磨作业时的晃动;所述的位移抽杆119上设置有两个沿其长度方向呈直线分布的三角圆架119A,所述的三角圆架119A上通过轴承设置有多个沿其圆周方向呈环形分布的滚轮119B,且滚轮119B通过滚动方式与浮动导轨113相互连接;通过转轮丝杠118摇转推动位移抽杆119平移滑动,使三角圆架119A上的滚轮119B同步滚动抵推浮动导轨113,使顶杆114顶推内触砂板117向外移动,使内触砂板117接触轴套的内壁,通过圆柱弹簧115使浮动导轨113始终与滚轮119B紧密接触,再通过电动机14驱动带轮12传动联动带13回转,使横杆联架111同步旋转,执行打磨作业。
所述的下触机构包括吊架20和下触单元21;所述的吊架20安装在平台支架30上,所述的吊架20上设置有多个沿其长度方向呈直线分布的下触单元21;
所述的下触单元21包括框架211、摇轮丝杠212、限位滑板213、滑轮214、滑杆215、压缩弹簧216、外触砂板217和导杆218;所述的框架211安装在吊架20顶端内壁上,位于框架211的外壁上通过螺纹配合方式安装有摇轮丝杠212,位于摇轮丝杠212的内侧轴端通过轴承与限位滑板213相互连接,所述的限位滑板213通过滑动配合方式安装在框架211的顶端内壁上,位于限位滑板213的正下方设置有滑轮214,且滑轮214通过滚动方式与限位滑板213相互连接,所述限位滑板213与滑轮214的连接端面为从低到高倾斜设计,且限位滑板213与滑轮214之间通过V型凹凸配合方式相互连接,将所述限位滑板213与滑轮214的连接端面设为从低到高倾斜设计,且限位滑板213与滑轮214之间通过V型凹凸配合方式相互连接,便于将平移运动转化为垂直方向的升降运动,满足外触砂板217抵触打磨轴套位置的调节需求,且通过V型凹凸配合方式相互连接可以稳定外触砂板217抵触打磨轴套的表面,防止轴套在旋转抵接外触砂板217时,导致滑轮214与限位滑板213的连接晃动,使打磨接触不稳定;所述的滑轮214通过轴承安装在滑杆215的顶部轴端上,位于滑杆215的外圈设置有压缩弹簧216,所述的滑杆215通过滑动配合方式安装在框架211上,位于滑杆215的底部轴端安装有外触砂板217,位于滑杆215的外侧设置有导杆218,所述的导杆218通过滑动配合方式对称的安装在框架211上,且导杆218的底部轴端与外触砂板217相互连接;通过摇轮丝杠212旋转抵推限位滑板213平移,使限位滑板213平移滑动抵推滑轮214,通过压缩弹簧216使滑轮214与限位滑板213紧密接触,使滑杆215下降,并通过导杆218垂直导向外触砂板217的下降移动。
所述的夹持机构3包括平台支架30、滑轨31、夹定滑架32、转座33、双位丝杠34和手轮35;所述平台支架30的端面上对称的安装有滑轨31,所述的滑轨31上通过滑动配合方式设置有多组沿其长度方向呈直线分布的夹定滑架32,所述夹定滑架32的夹持口为V型结构设计,将所述夹定滑架32的夹持口设为V型结构设计,便于夹持不同直径尺寸的轴套,通过V型结构设计增大可夹持范围,并配合轴套的直径尺寸而进行夹持,使得夹持适用范围增大;位于夹定滑架32的外侧设置有转座33,所述的转座33左右对称的安装在平台支架30的端面边缘上,两个所述的转座33之间通过轴承安装有双位丝杠34,且双位丝杠34通过螺纹配合方式与夹定滑架32相互连接,位于双位丝杠34的一侧轴端上安装有手轮35;通过手轮35摇转双位丝杠34,使夹定滑架32同步对向平移,实现对轴套的夹持固定。
以上显示和描述了本发明的基本原理、主要特征和优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中的描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
Claims (7)
1.一种硬质合金轴套制造加工工艺,其使用了一种硬质合金轴套制造加工设备,该制造加工设备包括内夹旋动机构、下触机构和夹持机构(3),其特征在于:采用上述制造加工设备对硬质合金轴套的内外表面进行抛光打磨的具体方法如下:
S1、毛坯加工:选择耐高温、耐腐蚀、耐磨损的硬质合金棒料,通过数控机床进行车削,制成轴套;
S2、轴套内壁抛光打磨:通过夹持机构(3)将上述S1中制得的轴套进行装夹,然后调整内触砂板(117)接触于轴套的内壁上,然后通过旋转内夹打磨单元(11)对轴套的内壁进行抛光打磨处理;
S3、轴套表面抛光打磨:通过调整内夹打磨单元(11)对轴套内壁的抵触力度,实现固定装夹轴套,再松放夹持机构(3),使轴套进行旋转,然后通过下触机构抵触打磨轴套的表面;
S4、热处理安排:通过工作人员将打磨抛光后的轴套进行热处理加工,改变轴套的组织性能,增强轴套的耐高温、耐腐蚀、耐磨损的性能;
所述的夹持机构(3)上安装有内夹旋动机构,位于内夹旋动机构的正上方设置有下触机构,所述的下触机构安装在夹持机构(3)上;
所述的内夹旋动机构包括直板立架(10)、内夹打磨单元(11)、带轮(12)、联动带(13)和电动机(14);所述的直板立架(10)安装在夹持机构(3)上,所述的直板立架(10)上通过轴承安装有多组沿其长度方向呈直线分布的内夹打磨单元(11),位于内夹打磨单元(11)的外侧轴端上安装有带轮(12),所述的带轮(12)之间通过外圈设置的联动带(13)相互传动连接,所述的电动机(14)通过电机座安装在直板立架(10)的外壁上,且电动机(14)的输出轴通过联轴器与左侧外端的带轮(12)相互连接;
所述的内夹打磨单元(11)包括横杆联架(111)、定位圆盘(112)、浮动导轨(113)、顶杆(114)、圆柱弹簧(115)、导向圆盘(116)、内触砂板(117)、转轮丝杠(118)、位移抽杆(119)、三角圆架(119A)和滚轮(119B);所述的横杆联架(111)通过轴承安装在直板立架(10)上,所述的横杆联架(111)上设置有两个沿其长度方向呈直线分布的定位圆盘(112),所述的定位圆盘(112)上通过滑动配合方式设置有多个其圆周方向呈环形分布的浮动导轨(113),位于浮动导轨(113)的外侧端面上安装有顶杆(114),所述顶杆(114)的外圈设置有圆柱弹簧(115),且顶杆(114)通过滑动配合方式与定位圆盘(112)相互连接,所述顶杆(114)的顶部轴端与内触砂板(117)相互连接,位于两个所述的定位圆盘(112)之间设置有导向圆盘(116),所述的导向圆盘(116)安装在横杆联架(111)上,所述的导向圆盘(116)上通过滑动配合方式设置有多个沿其圆周方向呈环形分布的内触砂板(117),所述的转轮丝杠(118)通过螺纹配合方式安装在横杆联架(111)上,位于转轮丝杠(118)的内侧轴端通过轴承与位移抽杆(119)的一端轴头相互连接,所述的位移抽杆(119)通过滑动配合方式安装在横杆联架(111)上,且位移抽杆(119)通过滑动配合方式分别与定位圆盘(112)和导向圆盘(116)相互连接,所述的位移抽杆(119)上设置有两个沿其长度方向呈直线分布的三角圆架(119A),所述的三角圆架(119A)上通过轴承设置有多个沿其圆周方向呈环形分布的滚轮(119B),且滚轮(119B)通过滚动方式与浮动导轨(113)相互连接。
2.根据权利要求1所述的一种硬质合金轴套制造加工工艺,其特征在于:所述的下触机构包括吊架(20)和下触单元(21);所述的吊架(20)安装在夹持机构(3)上,所述的吊架(20)上设置有多个沿其长度方向呈直线分布的下触单元(21);
所述的下触单元(21)包括框架(211)、摇轮丝杠(212)、限位滑板(213)、滑轮(214)、滑杆(215)、压缩弹簧(216)、外触砂板(217)和导杆(218);所述的框架(211)安装在吊架(20)顶端内壁上,位于框架(211)的外壁上通过螺纹配合方式安装有摇轮丝杠(212),位于摇轮丝杠(212)的内侧轴端通过轴承与限位滑板(213)相互连接,所述的限位滑板(213)通过滑动配合方式安装在框架(211)的顶端内壁上,位于限位滑板(213)的正下方设置有滑轮(214),且滑轮(214)通过滚动方式与限位滑板(213)相互连接,所述的滑轮(214)通过轴承安装在滑杆(215)的顶部轴端上,位于滑杆(215)的外圈设置有压缩弹簧(216),所述的滑杆(215)通过滑动配合方式安装在框架(211)上,位于滑杆(215)的底部轴端安装有外触砂板(217),位于滑杆(215)的外侧设置有导杆(218),所述的导杆(218)通过滑动配合方式对称的安装在框架(211)上,且导杆(218)的底部轴端与外触砂板(217)相互连接。
3.根据权利要求1所述的一种硬质合金轴套制造加工工艺,其特征在于:所述的夹持机构(3)包括平台支架(30)、滑轨(31)、夹定滑架(32)、转座(33)、双位丝杠(34)和手轮(35);所述平台支架(30)的端面上对称的安装有滑轨(31),所述的滑轨(31)上通过滑动配合方式设置有多组沿其长度方向呈直线分布的夹定滑架(32),位于夹定滑架(32)的外侧设置有转座(33),所述的转座(33)左右对称的安装在平台支架(30)的端面边缘上,两个所述的转座(33)之间通过轴承安装有双位丝杠(34),且双位丝杠(34)通过螺纹配合方式与夹定滑架(32)相互连接,位于双位丝杠(34)的一侧轴端上安装有手轮(35)。
4.根据权利要求1所述的一种硬质合金轴套制造加工工艺,其特征在于:所述浮动导轨(113)的内侧端面为从低到高倾斜设计。
5.根据权利要求1所述的一种硬质合金轴套制造加工工艺,其特征在于:所述的位移抽杆(119)上设置有多个沿其圆周方向呈环形分布的凹槽。
6.根据权利要求2所述的一种硬质合金轴套制造加工工艺,其特征在于:所述限位滑板(213)与滑轮(214)的连接端面为从低到高倾斜设计,且限位滑板(213)与滑轮(214)之间通过V型凹凸配合方式相互连接。
7.根据权利要求3所述的一种硬质合金轴套制造加工工艺,其特征在于:所述夹定滑架(32)的夹持口为V型结构设计。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202110266044.9A CN112873030B (zh) | 2021-03-11 | 2021-03-11 | 一种硬质合金轴套制造加工工艺 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202110266044.9A CN112873030B (zh) | 2021-03-11 | 2021-03-11 | 一种硬质合金轴套制造加工工艺 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN112873030A CN112873030A (zh) | 2021-06-01 |
| CN112873030B true CN112873030B (zh) | 2022-11-18 |
Family
ID=76041399
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202110266044.9A Active CN112873030B (zh) | 2021-03-11 | 2021-03-11 | 一种硬质合金轴套制造加工工艺 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN112873030B (zh) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113547696A (zh) * | 2021-07-27 | 2021-10-26 | 裘知 | 一种塑料注塑件生产注塑口精加工机械 |
| CN116021423B (zh) * | 2023-03-28 | 2023-06-23 | 江苏常友环保科技股份有限公司 | 一种炭炭复合坩埚质检夹具 |
| CN117226700B (zh) * | 2023-11-13 | 2024-02-13 | 广东顺德世高机械科技有限公司 | 一种钢管道抛光装置 |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN1671547A (zh) * | 2002-08-01 | 2005-09-21 | 史蒂文·G·斯马尔什 | 抗磨损的磨床部件 |
| CN205166636U (zh) * | 2015-10-19 | 2016-04-20 | 广州珠江钢琴集团股份有限公司 | 一种钢琴板材抛光系统 |
| CN206598191U (zh) * | 2017-03-06 | 2017-10-31 | 陕西威尔机电科技有限公司 | 一种应用于高精度气浮主轴轴套研磨加工的工装 |
| CN108555748A (zh) * | 2018-04-11 | 2018-09-21 | 胡亚勇 | 一种直径大小可调的管件切割装置及其切割方法 |
-
2021
- 2021-03-11 CN CN202110266044.9A patent/CN112873030B/zh active Active
Also Published As
| Publication number | Publication date |
|---|---|
| CN112873030A (zh) | 2021-06-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN112873030B (zh) | 一种硬质合金轴套制造加工工艺 | |
| CN108818284B (zh) | 一种柴油机用曲轴抛光装置及抛光方法 | |
| CN210010128U (zh) | 钢管内管涂塑机床 | |
| CN111037421B (zh) | 一种轴承外圈打磨装置 | |
| CN209753894U (zh) | 一种折弯装置 | |
| CN111993169B (zh) | 一种钢制汽车轮毂表面精细化处理工艺 | |
| CN108296896A (zh) | 一种大型圆管用内壁打磨装置 | |
| CN112476068A (zh) | 一种发动机凸轮轴制造加工工艺 | |
| CN100493840C (zh) | 圆锯片侧面无心磨床及其对圆锯片侧面无心磨削的方法 | |
| CN201455794U (zh) | 一种长管抛光机 | |
| CN107263227A (zh) | 浮托式无心磨头 | |
| CN113442050A (zh) | 一种钢管内抛机及其抛光方法 | |
| CN111389974A (zh) | 一种数控六辊卷板机 | |
| CN115091349B (zh) | 一种钢管千叶轮抛光装置 | |
| CN101549473B (zh) | 异型管纵向抛光机 | |
| CN211970880U (zh) | 一种混凝土砌块的翻转装置 | |
| CN107745023A (zh) | 一种管体滚环加工成型设备 | |
| CN113103074A (zh) | 一种高强度铝合金汽车轮毂制造工艺 | |
| CN112621420A (zh) | 用于浮法玻璃输送辊道上的胶圈打磨装置及打磨方法 | |
| CN112571246A (zh) | 一种管材内磨机 | |
| CN112355093A (zh) | 一种不锈钢管制管机万能卧架成型结构 | |
| CN207043877U (zh) | 浮托式无心磨头 | |
| CN108436626B (zh) | 一种自动磨削装置用于轴承小滚子高精度磨削的方法 | |
| CN218109983U (zh) | 一种钢管加工用的可调节托架 | |
| CN205870249U (zh) | 一种全自动内孔抛光机 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| TA01 | Transfer of patent application right |
Effective date of registration: 20221102 Address after: 250000 No. 21 Qiantangjiang street, Laiwu high tech Zone, Jinan City, Shandong Province Applicant after: Shandong Fulan Power Technology Co.,Ltd. Address before: 215002 no.22-1 Miaotang lane, Suzhou City, Jiangsu Province Applicant before: Xie Mingfei |
|
| TA01 | Transfer of patent application right | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |